Область техники, к которой относится изобретение
Настоящее изобретение относится к тянуще-правильной установке, которая может быть применена для подачи в обрабатывающий станок удлиненных (длинномерных) металлических изделий, таких как прутки, детали круглого сечения или металлическая проволока. В частности, тянуще-правильная установка в соответствии с настоящим изобретением предпочтительно применима в станках, обрабатывающих одновременно по меньшей мере два прутка, две круглые заготовки или две металлические проволоки за один прием, где указанная установка осуществляет одновременную подачу вышеупомянутых заготовок по существу равномерным и координированным образом, при этом указанная установка применима и для иных задач.
Уровень техники
Известны гибочные/формовочные станки, также называемые станками для гибки арматуры, в которые подаются длинномерные металлические изделия, такие как металлическая проволока с катушки, стальные заготовки круглого сечения, предварительно нарезанные заготовки из металлической проволоки или прутка, с целью изготовления арматурных хомутов для строительства.
Обычно в станки производится подача двух или более металлоизделий одновременно с целью оптимизации производительности станка.
И металлоизделия, подаваемые с катушки, и предварительно нарезанные прутки, как правило, получают в результате горячей прокатки, и снаружи указанные металлические изделия содержат множество выступов рифления для улучшения условий сцепления с бетоном в процессе их применения.
Поскольку указанные металлоизделия изготовляют прокаткой, а также из-за наличия рифления сечение таких металлоизделий не является идеально круговым. Их сечение овальное и характеризуется большой осью, соответствующей выступам рифления, и малой осью, которая ступенчато сдвинута на 90° относительно большой оси и меньше большой оси на несколько миллиметров.
Известно также, что обрабатывающие станки, как правило, на входе, содержат тянуще-правильное устройство, предназначенное для подачи металлоизделий (заготовок) к рабочим органам станка.
Известны тянуще-правильные установки, которые состоят из множества роликов, расположенных с противоположных сторон оси подачи заготовок, для подачи последних в станок и/или их растягивания.
Известные тянуще-правильные установки обычно содержат приводной ролик, оснащенный одним или более круговыми ручьями, в которых размещаются подаваемые металлические изделия, и один или более встречных роликов, которые расположены с противоположной стороны металлических изделий относительно приводного ролика.
Встречные ролики не связаны друг с другом, при этом каждый из них создает определенное усилие в направлении проводного ролика и соответствующего кругового ручья.
Встречное усилие создается с целью обеспечения между металлической заготовкой и приводным роликом достаточного трения, ограничивающего возможность проскальзывания заготовки относительно ручья.
Известно также, что встречные ролики можно выборочно придвигать к приводному ролику в зависимости от диаметра обрабатываемой металлической заготовки.
Кроме того, известно, что встречные ролики обычно демпфируют при помощи соответствующих упругих элементов, например тарельчатых пружин, которые предварительно загружены для поглощения вибраций или для компенсации (при приложении усилия) небольших вариаций диаметра металлических заготовок во время их движения.
Величину сближения встречных роликов с приводным роликом, а также предварительную загрузку упругих элементов определяют заранее и заранее выставляют, прежде чем начинать операцию подачи металлических заготовок в зависимости от их размера и типа.
Обычно в процессе подачи известных металлических заготовок, в частности при подаче заготовок с катушки или в иных случаях, указанные металлические заготовки проявляют тенденцию к вращению, изменяя, таким образом, в процессе подачи угловое положение относительно собственной продольной оси.
Такие вариации углового положения могут приводить к предельным состояниям, при которых одна заготовка ориентирована так, что ее большая ось направлена по линии, соединяющей приводной ролик с соответствующим встречным роликом, в то время как другая заготовка оказывается ориентированной так, что ее малая ось направлена по линии, соединяющей приводной ролик с соответствующим встречным роликом.
Чтобы гарантировать протяжку заготовок даже при указанных предельных состояниях, сближение роликов и предварительный натяг упругих элементов выставляют эмпирически на некотором промежуточном уровне, который предположительно должен быть эффективным для обоих предельных состояний углового положения металлических заготовок.
Однако на практике заготовка, ориентированная между роликами малой осью, подвержена недостаточному поджатию и частично проскальзывает относительно ручья, в то время как для заготовок, ориентированных между роликами большой осью, поджатие оказывается чрезмерным.
Различие поджимающих воздействий встречных роликов на индивидуальные металлические заготовки приводит к различию скоростей подачи заготовок и к относительному проскальзыванию при подаче. Как следствие, возникает ошибка подачи заготовок к рабочим органам станка и опасность образования петель и растяжения металлических заготовок.
Действительно, в существующих технических решениях часто есть риск формования арматурных хомутов разного размера, которые не соответствуют техническим условиям.
Кроме того, чрезмерное поджатие одной из металлических заготовок приводит к увеличенному износу ручьев приводного ролика, которые со временем теряют эффективность направляющего действия для надлежащей подачи заготовок.
Раскрытие изобретения
Задачей настоящего изобретения является создание тянуще-правильной установки, которая позволяет простым и эффективным образом устранить недостатки, свойственные существующим техническим решениям, и дает возможность осуществлять одновременную и координированную подачу нескольких металлических изделий (заготовок) независимо от угловой ориентации каждой из заготовок.
Настоящее изобретение задумано, испытано и осуществлено в целях устранения недостатков существующих конструкций, решения вышеуказанной задачи, а также решения других задач и получения других преимуществ.
Настоящее изобретение изложено и охарактеризовано в независимых пунктах формулы изобретения, в то время как в зависимых пунктах формулы описаны другие отличительные признаки изобретения или варианты основной идеи изобретения.
В соответствии с вышеуказанной задачей и согласно изобретению тянуще-правильная установка может найти применение для подачи одного или более длинномерных металлических изделий, таких как пруток, круглые заготовки или металлическая проволока, в станок для обработки указанных металлических изделий.
Тянуще-правильная установка в соответствии с настоящим изобретением содержит по меньшей мере первый, приводной ролик, оснащенный по меньшей мере одним круговым ручьем, в котором может быть продольно размещено подаваемое металлическое изделие, и по меньшей мере второй, встречный ролик, расположенный противоположно первому ролику относительно оси подачи металлического изделия, с целью эффективного поджатия последнего к первому ролику внутри кругового ручья в процессе операций подачи.
Тянуще-правильная установка также содержит средства привода, функционально связанные со вторым роликом и выполненные с возможностью перемещения последнего выборочным и контролируемым образом относительно первого ролика.
Согласно отличительному признаку настоящего изобретения средства привода содержат два линейных привода, соответственно первый - для исходного сближения второго ролика с первым роликом и второй - для осуществления выборочного и контролируемого перемещения второго ролика во время операций подачи.
В одном варианте осуществления изобретения оси движения указанных первого и второго линейных приводов по существу параллельны друг другу.
Таким образом, расстояние между первым и вторым роликом, а следовательно, усилие поджатия, прикладываемое к металлическому изделию, можно выборочно непрерывно изменять, по существу без предварительно заданных ограничений и по существу непрерывным образом во время подачи, протягивая и/или распрямляя металлическое изделие, в зависимости от реальных размеров изделия, а также от осевых и крутильных движений, которые изделие совершает во время подачи.
Следовательно, согласно настоящему изобретению за счет двух средств привода: первого, так называемого привода позиционирования, и второго - привода непрерывной и мгновенной корректировки - можно непрерывным образом с исключительной точностью и высокой чувствительностью варьировать прикладываемое усилие поджатия при каждом изменении угловой ориентации металлического изделия. Этим гарантируется по существу постоянство поджимающего действия и скорости подачи, а также тянущего и/или распрямляющего действия установки на протяжении всех рабочих операций.
Данное преимущество настоящего изобретения позволяет свести к минимуму и риск получения арматурных хомутов разного размера и/или разных геометрических форм, и риск чрезмерного износа круговых ручьев.
В соответствии с другим вариантом осуществления настоящего изобретения, в котором первый ролик содержит два или более круговых ручьев для подачи двух или более металлических изделий, предусмотрены два или более соответствующих вторых роликов для взаимодействия с этими ручьями, независимых друг от друга при их движении в направлении первого ролика.
При таком решении средства привода могут быть независимым образом связаны с каждым из вторых роликов, так что последние можно позиционировать, а следовательно, с их помощью можно поджимать соответствующие металлические изделия независимым и оптимальным образом.
Этим гарантируется то, что каждое металлическое изделие находится в одинаковых условиях в отношении поджатия и подачи, независимо от его углового положения и/или размера, чем исключается образование петель и/или взаимное проскальзывание одновременно подаваемых металлических изделий.
Согласно одному варианту, который применим для случая одновременного протягивания двух или более металлических изделий, средства привода содержат по меньшей мере один линейный привод для каждого из двух или более независимых вторых роликов, чтобы осуществлять как начальное сближение последних с первым роликом, так и их выборочное, контролируемое линейное перемещение в процессе операций подачи для по существу непрерывной компенсации вариаций размера металлического изделия.
В соответствии с другим вариантом, снова в случае одновременного протягивания двух или более металлических изделий, средства привода содержат первый линейный привод, общий для всех вторых роликов, для осуществления начального сближения с первым роликом и второй линейный привод на каждый второй ролик для осуществления выборочного, независимого, контролируемого линейного перемещения вторых роликов.
Согласно одному варианту средства привода содержат винтовой элемент, по меньшей мере для выполнения начального сближения второго ролика/вторых роликов с первым роликом.
Согласно другому варианту средства привода содержат по меньшей мере элемент в виде мотора.
Согласно еще одному варианту средства привода связаны с по меньшей мере одним упругим элементом, выполненным с возможностью по меньшей мере частичного демпфирования поджимающего воздействия вторых роликов на соответствующее металлическое изделие.
Краткое описание чертежей
Указанные и другие отличительные признаки настоящего изобретения будут понятны из последующего описания предпочтительных вариантов осуществления изобретения, изложенных в виде примеров, не имеющих ограничительного характера, со ссылками на прилагаемые чертежи, на которых:
фиг.1 изображает фронтальную проекцию одного варианта осуществления тянуще-правильной установки, соответствующей настоящему изобретению,
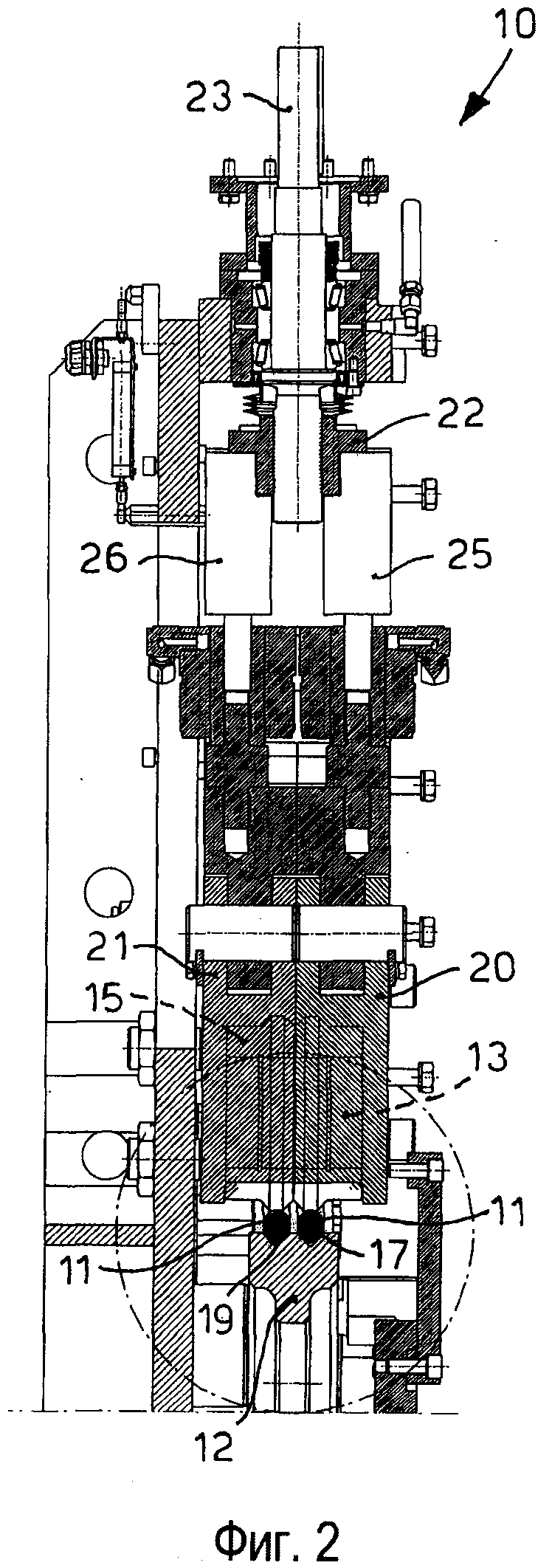
фиг.2 изображает частичное сечение по линии I-I фиг.1 для первого рабочего состояния,
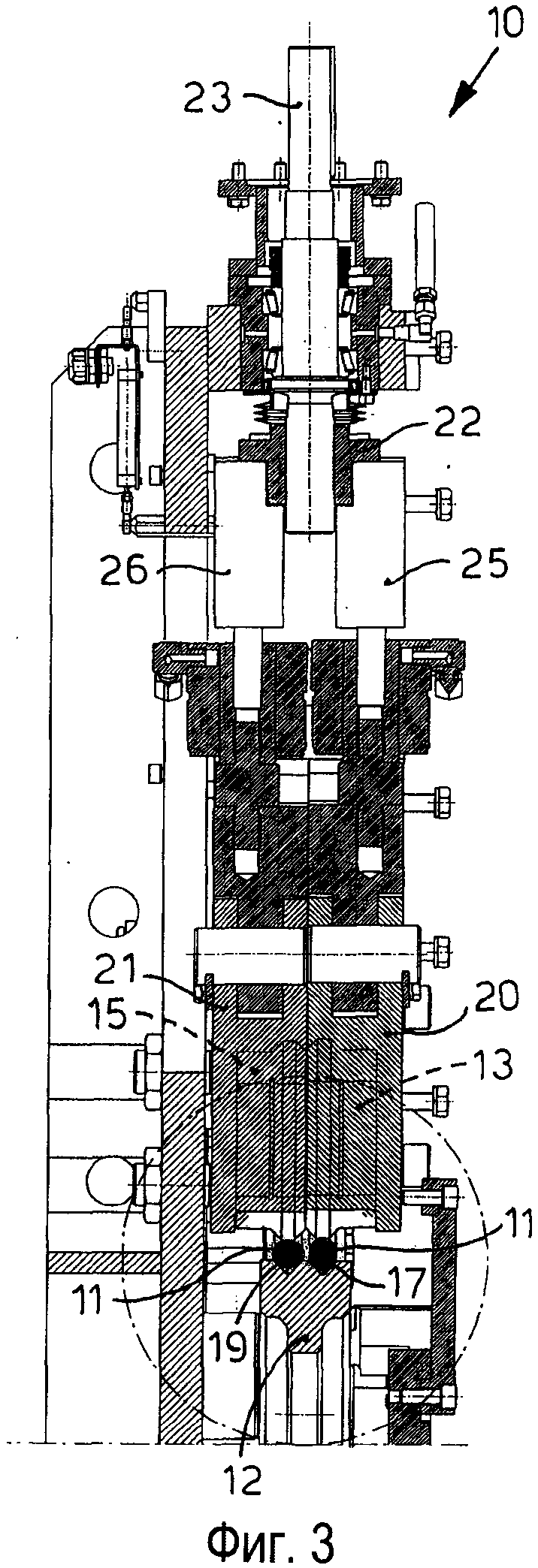
фиг.3 изображает частичное сечение по линии I-I фиг.1 для второго рабочего состояния,
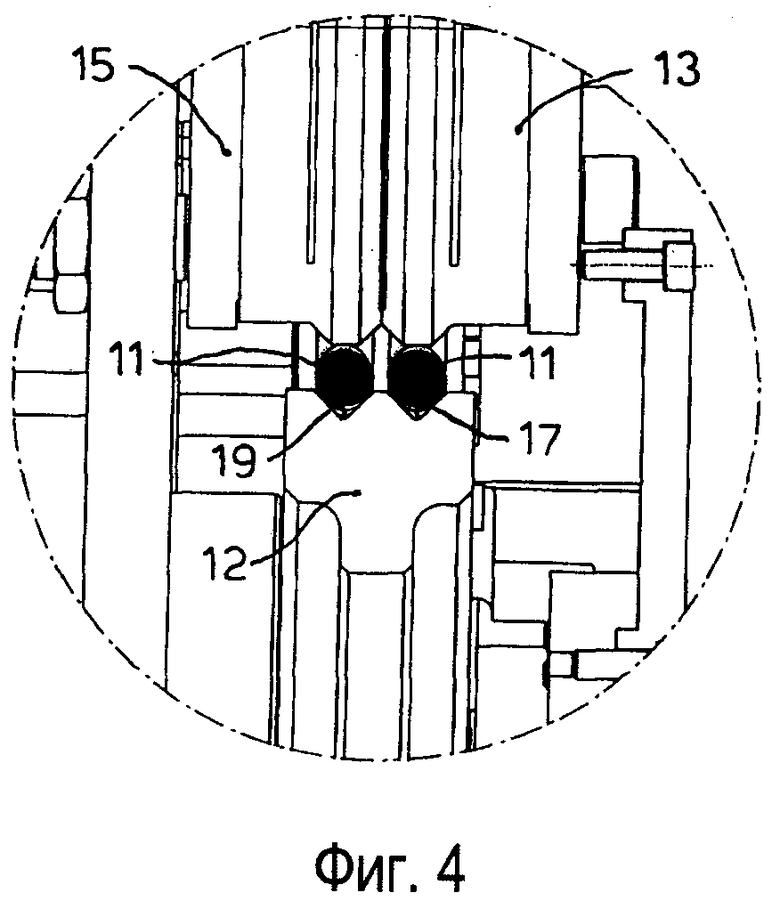
фиг.4 изображает увеличенный фрагмент фиг.2,
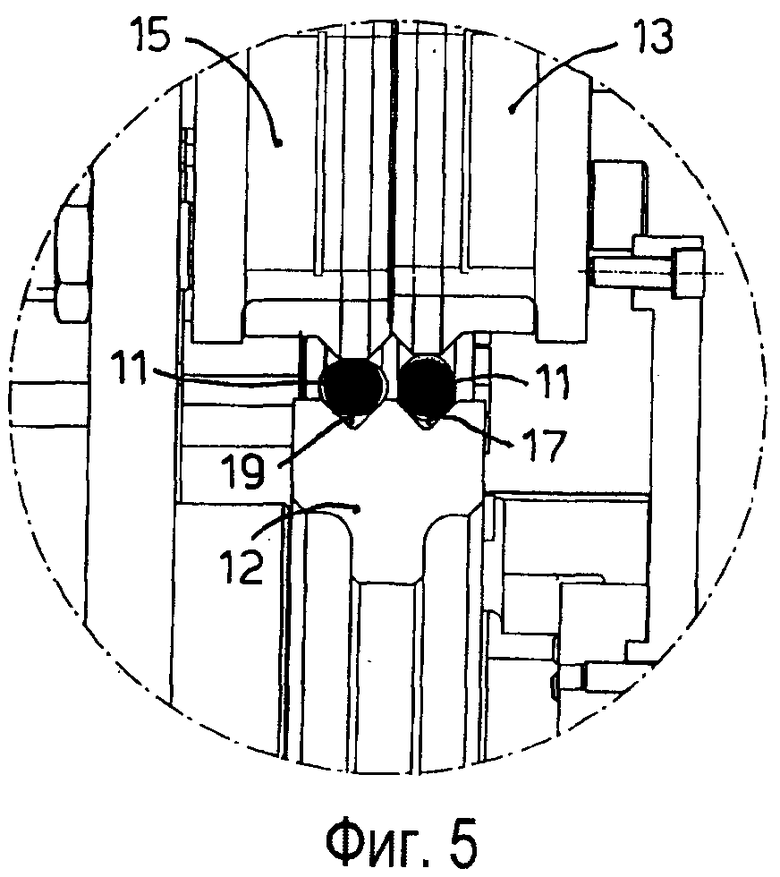
фиг.5 изображает увеличенный фрагмент фиг.3.
Осуществление изобретения
Соответствующая настоящему изобретению и прилагаемым чертежам тянуще-правильная установка 10 может быть с успехом применена в гибочном/формующем станке, например в станке (не показан) для изготовления арматурных хомутов, а также в иных ситуациях, когда в станок осуществляется одновременная подача по меньшей мере двух металлических проволок или заготовок 11 круглого сечения.
Тянуще-правильная установка 10 согласно настоящему изобретению содержит тянущий (приводной) ролик 12, два внешних встречных ролика 13, два внутренних встречных ролика 15 и в данном случае несколько натяжных роликов 16, расположенных до и после встречных роликов 13 и 15 относительно направления F подачи металлических круглых заготовок 11.
В частности, тянущий ролик 12 имеет одиночное тянущее колесо, периферия которого снабжена двумя круговыми ручьями, соответственно внешним ручьем 17 и внутренним ручьем 19, при этом оба ручья имеют по существу V-образное сечение и их размер выбран сообразно номинальному диаметру подаваемых металлических круглых заготовок 11.
Натяжные ролики 16 - в сущности традиционного типа и далее подробно не описываются.
Встречные ролики 13 и 15 расположены на противоположной стороне тянущего ролика 12 относительно оси F подачи металлических круглых заготовок 11.
Встречные ролики 13 и 15 установлены на подвижной опоре 22, выполненной с возможностью перемещения вместе со встречными роликами 13 и 15 в направлении тянущего ролика 12 с целью занятия заданного начального положения, зависящего от размеров металлических круглых заготовок 11.
Подвижная опора 22 выполнена с возможностью выборочного перемещения посредством винтовой передачи 23, управляемой элементом (не показан) привода.
В соответствии с одним вариантом осуществления изобретения подвижная опора 22 амортизирована упругими элементами, например тарельчатыми пружинами, с целью поглощения ударов по встречным роликам 13 и 15, которые вызваны неоднородностями поверхностей и/или вибрацией металлических заготовок 11.
В рассматриваемом случае внешние встречные ролики 13 установлены на подвижной опоре 22 посредством связанного с ним внешнего ползуна 20, в то время как внутренние встречные ролики 15 установлены на подвижной опоре 22 посредством связанного с ним внутреннего ползуна 21.
Внешний ползун 20 и внутренний ползун 21 отделены друг от друга и могут перемещаться независимо друг от друга.
В частности, каждый ползун 20 и 21 функционально связан с соответствующим линейным приводом 25 и 26, установленным на подвижной опоре 22. Каждый линейный привод 25 и 26 выполнен с возможностью перемещения соответствующего ползуна 20, 21 относительно подвижной опоры 22 независимо от другого ползуна.
Перемещение, задаваемое каждым из линейных приводов 25, 26, позволяет по существу непрерывно, без предварительного задания ограничений, с высокой степенью точности и чувствительности осуществлять компенсацию возможных вариаций диаметра металлических круглых заготовок 11 относительно их номинального размера, гарантируя постоянство условий поджатия и подачи.
Как можно видеть, в частности, из сравнения фиг.4 и 5, когда две металлические круглые заготовки 11 имеют по существу одинаковую угловую ориентацию, два поджимающих ролика 13 и 15 находятся по существу на одинаковом расстоянии от тянущего ролика 12.
С другой стороны, когда одна из двух металлических круглых заготовок 11 (в данном случае левая) ориентирована по углу иначе, чем другая заготовка, разница в диаметрах компенсируется не приложением избыточного усилия, а восполняется перемещением внутреннего встречного ролика 15 вниз.
Это перемещение совершается соответствующим линейным приводом 25 до тех пор, пока внутренний встречный ролик 15 не создаст нормальное усилие поджатия металлической круглой заготовки 11. Условия создания данного усилия по существу эквивалентны условиям для усилия поджатия, которое прикладывается со стороны внешнего встречного ролика 13.
Понятно, что в вышеописанной тянуще-правильной установке 10 могут быть произведены изменения и/или добавлены детали и узлы, не выходящие за границы идеи и объема изобретения.
Например, в рамках настоящего изобретения можно предусмотреть, чтобы вместо двух ползунов 20 и 21 подвижная опора 22 была выполнена так, чтобы состояла из двух независимых друг от друга подвижных узлов, каждый из которых несет на себе соответствующий встречный ролик 13 или 15.
При таком техническом решении могут быть предусмотрены две независимые винтовые передачи 23 или два привода другого типа, которые могут обеспечивать и совместное перемещение обоих встречных роликов 13 и 15, и компенсационное перемещение каждого встречного ролика 13 или 15 во время подачи заготовок, чтобы обеспечить постоянство усилия поджатия металлических круглых заготовок 11.
Согласно одному варианту осуществления изобретения управление включением одного или другого из двух линейных приводов 25 и 26 осуществляется вручную оператором.
Согласно другому варианту осуществления изобретения управление включением одного или другого из двух линейных приводов 25 и 26 осуществляется чувствительными элементами и/или контроллерами усилия каждого линейного привода 25 и 26, так чтобы привод всегда создавал одно и то же рабочее усилие.
Согласно еще одному варианту осуществления изобретения управление двумя линейными приводами 25 и 26 осуществляется выборочно посредством оптических датчиков, контролирующих угловую ориентацию металлических круглых заготовок 11.
В соответствии с другим вариантом вместо линейных приводов 25 и 26 предусмотрены элементы в виде мотора, выполненные с возможностью независимого перемещения двух встречных роликов 13 и 15, чем гарантируется неизменно одинаковое рабочее усилие на соответствующих металлических круглых заготовках 11.
Еще один вариант заключается в применении настоящего изобретения к традиционной тянущей установке, не содержащей натяжных роликов 16 и состоящей по существу из одного или более тянущих роликов 12 и соответствующих внешнего встречного ролика 13 и внутреннего встречного ролика 15.
Согласно одному из вариантов каждый встречный ролик 13, 15 механически связан с упругими элементами с целью поглощения возможных вибраций или скачков, вызванных неровностями поверхностей металлических круглых заготовок 11.
В рамках настоящего изобретения можно также предусмотреть две винтовые передачи 23, выполненные с возможностью грубого перемещения встречных роликов 13 и 15 для сближения с тянущим роликом 12, и два линейных привода 25 и 26, выполненных с возможностью точного перемещения встречных роликов 13 и 15, чтобы неизменно гарантировать постоянство усилия поджатия, которое прикладывается к металлическим круглым заготовкам.
Хотя настоящее изобретение было описано на примерах конкретных предпочтительных вариантов, для специалистов в данной области должно быть понятно, что может быть получено много других эквивалентных форм тянуще-правильной установки для длинномерных металлических изделий, таких как прутки, изделия круглого сечения или металлическая проволока, с отличительными признаками, изложенными в пунктах формулы изобретения и, следовательно, подпадающими под объем охраны настоящего изобретения.
Изобретения относятся к области обработки металлов давлением, в частности к правке двух или более длинномерных металлических изделий. Тянуще-правильная установка содержит по меньшей мере первый приводной ролик, имеющий тянущее колесо, снабженное двумя или более круговыми ручьями, в которых могут продольно размещены соответствующие подаваемые металлические изделия, два и более вторых встречных ролика, расположенные противоположно первому ролику относительно оси подачи металлического изделия с возможностью его удержания, средства привода, функционально связанные со вторыми роликами и выполненные с возможностью перемещения, по меньшей мере на этапе установки в начальное положение вторых роликов относительно первого ролика для изменения расстояния между ними. При этом средства привода выполнены в виде первого линейного привода, выполненного с возможностью управления движением исходного сближения вторых роликов с первым роликом, и по меньшей мере два вторых линейных привода, выполненных с возможностью управления выборочным и контролируемым перемещением соответствующих вторых роликов по существу в непрерывном режиме во время операций подачи, тем самым с возможностью управления усилием поджатия, прикладываемым к металлическому изделию, в соответствии с фактическими размерами металлического изделия. 2 н. и 6 з.п. ф-лы, 5 ил.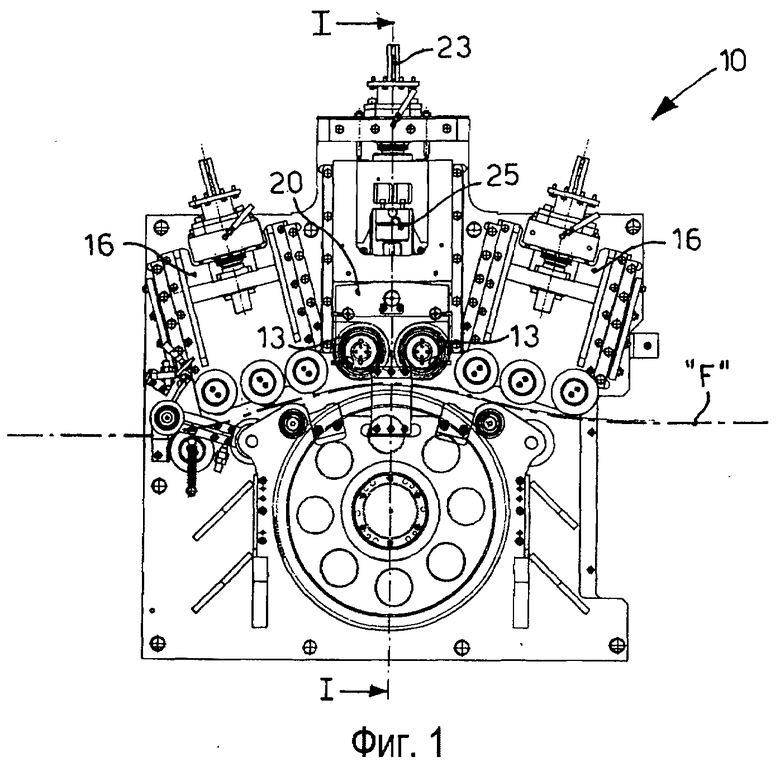
1. Тянуще-правильная установка для подачи двух или более длинномерных металлических изделий (11) в станок для обработки указанных металлических изделий (11), содержащая по меньшей мере первый приводной ролик (12), имеющий тянущее колесо, снабженное двумя или более круговыми ручьями (17, 19), в которых могут быть продольно размещены соответствующие подаваемые металлические изделия (11), два или более вторых встречных ролика (13, 15), расположенные противоположно первому ролику (12) относительно оси (F) подачи металлического изделия (11) с возможностью удержания металлических изделий (11) в процессе подачи в надлежащем положении относительно первого ролика (12), средства (23, 25, 26) привода, функционально связанные со вторыми роликами (13, 15) и выполненные с возможностью перемещения, по меньшей мере на этапе установки в начальное положение вторых роликов (13, 15) относительно первого ролика (12) с целью изменения расстояния между вторыми роликами (13, 15) и первым роликом (12), отличающаяся тем, что средства привода содержат первый линейный привод (23), выполненный с возможностью управления движением исходного сближения вторых роликов (13, 15) с первым роликом (12), и по меньшей мере два вторых линейных привода (25, 26), выполненные с возможностью управления выборочным и контролируемым перемещением соответствующих вторых роликов (13, 15) по существу в непрерывном режиме во время операций подачи, тем самым с возможностью управления усилием поджатия, прикладываемым к металлическим изделиям(11), в соответствии с фактическими размерами металлических изделий (11).
2. Тянуще-правильная установка по п.1, отличающаяся тем, что оси движения первого линейного привода (23) и вторых линейных приводов (25, 26) по существу параллельны друг другу.
3. Тянуще-правильная установка по п.1, отличающаяся тем, что указанные средства привода содержат первый линейный привод (23), общий для всех вторых роликов (13, 15), и два вторых линейных привода (25, 26) - каждый для соответствующего второго ролика (13, 15).
4. Тянуще-правильная установка по п.1, отличающаяся тем, что указанные средства первого привода содержат винтовую передачу (23), управляемую элементом привода и выполненную с возможностью по меньшей мере задания исходного сближения вторых роликов (13, 15) с первым роликом (12).
5. Тянуще-правильная установка по п.1, отличающаяся тем, что указанные средства (23, 25, 26) привода содержат по меньшей мере элемент в виде мотора.
6. Тянуще-правильная установка по п.1, отличающаяся тем, что указанные средства (23, 25, 26) привода содержат по меньшей мере упругий элемент, выполненный с возможностью по меньшей мере частичного демпфирования поджимающего воздействия вторых роликов (13, 15) на соответствующее металлическое изделие (11).
7. Тянуще-правильная установка по п.1, отличающаяся тем, что вторые ролики (13, 15) установлены на соответствующем ползуне (20, 21), выполненном с возможностью независимого перемещения за счет действия средств (23, 25, 26) привода.
8. Тянуще-правильная установка для одновременной подачи двух или более длинномерных металлических изделий (11) в станок для обработки указанных металлических изделий (11), содержащая по меньшей мере первый приводной ролик (12), имеющий тянущее колесо, снабженное двумя или более круговыми ручьями (17, 19), в которых могут быть размещены соответствующие металлические изделия (11), два или более вторых встречных роликов (13, 15), при движении независимых друг от друга и расположенных противоположно первому ролику (12) относительно оси (F) подачи металлических изделий (11), причем каждый из встречных роликов (13, 15) выполнен с возможностью удержания одного из металлических изделий (11) в процессе подачи в надлежащем положении в соответствующем ручье (17, 19) первого ролика (12), и средства (23, 25, 26) привода, функционально связанные со вторыми роликами (13, 15) и выполненные с возможностью перемещения, по меньшей мере на этапе установки в начальное положение, вторых роликов (13, 15) относительно первого ролика (12) с целью изменения расстояния между вторыми роликами (13, 15) и первым роликом (12), отличающаяся тем, что средства (23, 25, 26) привода представляют собой линейные средства привода, каждое из которых связано с соответствующим одним из вторых роликов (13, 15) для его линейного перемещения независимо от другого из вторых роликов (13, 15), так чтобы осуществлять независимое и оптимальное поджатие соответствующих металлических изделий (11), размещенных в ручьях (17, 19) первого ролика (12), причем указанные средства привода выполнены с возможностью управления каждым из вторых роликов (13, 15) как для их исходного сближения с первым роликом (12), так и для выборочного и контролируемого перемещения вторых роликов, тем самым с возможностью управления усилием поджатия, прикладываемым к металлическому изделию (11), по существу непрерывно во время операций подачи, в соответствии с фактическими размерами соответствующего металлического изделия (11).
| WO 2007141273 A, 13.12.2007 | |||
| EP 0689884 A, 03.01.1996 | |||
| DE 9408880 U1, 01.09.1994 | |||
| СПОСОБ ПРОИЗВОДСТВА ПРОВОЛОКИ ДЛЯ МЕТАЛЛОКОРДА И ВОЛОЧИЛЬНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2067037C1 |

