Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству для мягкого обжатия блюмов или слитков круглого сечения с жидкой или частично жидкой сердцевиной, которые поступают из установки непрерывного литья, для выполнения контролируемого сжатия изделия с целью уменьшения объема жидкой фазы и повышения качества внутренней части.
Уровень техники
Из уровня техники известны различные устройства и способы прессования литого изделия с жидкой сердцевиной, и данная операция известна как «мягкое обжатие».
В частности, данную технологию обычно используют для изготовления плоских прокатных заготовок, ширина которых значительно больше толщины.
Корка изделия начинает формироваться в кристаллизаторе благодаря постепенному охлаждению изделия. При перемещении изделия правильными устройствами оно подвергается непрерывному воздействию прямого и непрямого охлаждения, что приводит к увеличению толщины корки в результате отвода тепла из сердцевины изделия при помощи системы охлаждения.
Изделие разливают из промежуточного ковша в кристаллизатор, а затем перемещают в последующую охлаждаемую область вытягивания, в которой установлены ограничивающие валки. По мере перемещения и охлаждения изделия толщина корки изделия увеличивается, пока не происходит спонтанное соединение корки и создание так называемого «металлургического конуса», в момент чего достигается полное затвердевания изделия.
Процесс образования корки обычно зависит от различных параметров, в частности, от марки стали литого изделия, от теплообмена, протекающего в литом изделии во время литья, от скорости разливки и от размеров самого изделия.
Важно сохранить качество внутренней части изделия в течение всего процесса затвердевания: фактически после затвердевания изделия происходит уменьшение объема, занимаемого жидкой фазой, которая изначально занимает больше места, чем твердая фаза. Такая разница объемов практически не влияет на изделие в первой части криволинейного участка линии литья, поскольку объем жидкой фазы, уменьшающийся во время затвердевания, заменяется позднее жидкостью, нагнетаемой сверху под действием ферростатического давления. Однако рядом с вершиной металлургического конуса твердая и жидкая фазы практически не отграничены друг от друга, что приводит к образованию так называемой «квазиравновесной двухфазной зоны».
На микроскопическом уровне внешний вид корки изделия, контактирующей с жидкой сердцевиной, имеет несколько кристаллических образований ветвистой формы (дендритов), которые перед самым соединением корки объединяются друг с другом, образуют препятствие для жидкости, подаваемой сверху, и не позволяют ей попасть в области, где в результате затвердевания происходит уменьшение объема жидкой фазы, что приводит к образованию нежелательной пористости во внутренней части изделия.
Еще одной проблемой, возникающей на этапе затвердевания, является макросегрегация: после затвердевания изделия дендриты расширяются и переносят легирующие элементы (например, углерод, серу и другие) в жидкую сердцевину изделия. Это приводит к возникновению различий в химическом составе в разных частях изделия. Такой перенос легирующих элементов вызывает нежелательные различия в механических свойствах, термических свойствах и так далее в разных областях изделия, в то время как предпочтительно, чтобы изделие имело однородную структуру и свойства.
Для устранения вышеуказанных недостатков был разработан метод мягкого обжатия, который обеспечивает контролируемое прессование литых металлических изделий, например, плоских заготовок, блюмов или слитков, в ходе которого происходит уменьшение толщины литого металлического изделия, при этом после прохождения изложницы сердцевина остается жидкой или частично жидкой, в результате чего изделие имеет меньшую толщину, чем на выходе из установки непрерывного литья.
Основным преимуществом уменьшения толщины жидкой или частично жидкой сердцевины является улучшение структуры затвердевшей части и повышение качества внутренней части литого изделия.
Для обеспечения эффективного мягкого обжатия необходимо обеспечить непрерывное контролируемое уменьшение толщины литого изделия до тех пор, пока оно содержит жидкую или частично жидкую сердцевину, что может быть достигнуто при практически коническом уменьшении профиля литого изделия.
Стандартные устройства для мягкого обжатия выполняют прессование изделия с помощью пары валков, расположенных напротив друг друга: таким образом, в данном случае одинаковые силы прессования действуют в противоположных направлениях, обеспечивая уменьшение толщины изделия и его удлинение (так называемое «вздутие»).
Мягкое обжатие обычно используют для непрерывного литья плоских заготовок, поскольку расширение боковых поверхностей лишь незначительно влияет на готовое изделие, которое будет готово к прокату или другим последующим операциям после обрезки закругленных сторон.
Что касается изделий с прямоугольным или квадратным сечением, мягкое обжатие должно выполняться с большей осторожностью, поскольку чрезмерное закругление вызовет слишком сильную деформацию изделий, что значительно усложнит обработку.
В случае изделий круглого сечения данная проблема является более серьезной, поскольку сохранение формы очень важно для обработки и продажи изделия на рынке: фактически использование всего двух валков, прессующих изделие с противоположных сторон для закрывания его жидкой сердцевины, создает риск чрезмерной овализации сечения изделия. Попытки скорректировать овализацию могут привести к возникновению другой деформации из-за валков, предназначенных для получения круглого сечения с меньшим размером. Однако данная дополнительная деформация, требующая использования не менее двух ручьев валков, не всегда позволяет уменьшить сечение изделия и получить идеально круглую форму. Фактически дополнительные ручьи для формования требуются позднее для дополнительного скругления.
Частичное решение вышеуказанной проблемы позволяет избежать первого этапа прессования путем прямого разлива изделия с эллиптическим сечением, которое будет деформировано на следующем этапе мягкого обжатия для получения круглой формы с помощью двух параллельных профилированных валков.
Однако деформирование для получения круглого сечения из эллиптического сечения (особенно при сильном прессовании эллипса) приводит к возникновению напряжений в сердцевине изделия, которые могут негативно повлиять на качество внутренней части.
Таким образом, существует необходимость в создании устройства для мягкого обжатия литых изделий круглого сечения, которое позволило бы устранить вышеуказанные недостатки.
Раскрытие изобретения
Целью настоящего изобретения является создание устройства для мягкого обжатия литых металлических изделий круглого сечения, таких как блюмы или слитки, которое позволяет эффективно закрывать жидкий конус контролируемым образом, уменьшая сечение изделия по сравнению с изначальным литым изделием, а также позволяет сохранить практически круглую форму изделия, готового к обработке и продаже после прохождения через указанное устройство.
Предпочтительно, устройство для мягкого обжатия, соответствующее настоящему изобретению, разработано для выполнения мягкого обжатия литых металлических изделий круглого сечения, при этом круглое сечение должно сохраняться на протяжении всего процесса мягкого обжатия. Таким образом, термин «изделие круглого сечения» относится как к литому изделию, имеющему жидкую или частично жидкую сердцевину, так и к конечному полностью затвердевшему продукту после мягкого обжатия.
Еще одной целью настоящего изобретения является создание устройства для мягкого обжатия, позволяющего получать полностью затвердевшие изделия круглого сечения, которые имеют практически одинаковый химический состав и, следовательно, одинаковые свойства во всем изделии.
Еще одной целью изобретения является создание устройства для мягкого обжатия, способного ограничивать образование пустот из-за усадки в результате охлаждения изделия.
Таким образом, настоящее изобретение позволяет достичь вышеуказанных целей с помощью устройства для мягкого обжатия металлических изделий круглого сечения, имеющих жидкую или частично жидкую сердцевину, для уменьшения толщины металлического изделия, поступающего из установки непрерывного литья, которое содержит по меньшей мере два блока для мягкого обжатия;
в котором указанные по меньшей мере два блока для мягкого обжатия расположены последовательно;
в котором каждый блок для мягкого обжатия имеет группу из трех валков, расположенных под углом 120° относительно друг друга;
и в котором группа из трех валков одного блока для мягкого обжатия смещена на заранее заданный угол относительно группы из трех валков соседнего блока для мягкого обжатия.
Три валка каждого блока для мягкого обжатия взаимодействуют с перемещаемым металлическим изделием таким образом, чтобы уменьшить его сечение и закрыть жидкую сердцевину, под углом 120° относительно друг друга, при этом результирующий вектор радиальных сил сжатия, действующих на изделие, равен нулю.
Благодаря приложению одинаковых сил прессования, действующих в трех направлениях, закрытие жидкой сердцевины является более эффективным за счет уменьшения деформаций по сравнению с решениями, где содержится всего два прижимных валка. Фактически при использовании трех валков в каждом блоке для мягкого обжатия наружная поверхность изделий круглого сечения будет поворачиваться оптимальным способом. Такой поворот обеспечивает хорошее распространение сил прессования по направлению к сердцевине изделия из-за отсутствия пространства для распространения деформации наружу благодаря близкому расположению валков. Таким образом, материал будет перемещаться, в основном, к центру изделия, заполняя области, занимаемые жидкой сердцевиной, что в свою очередь приведет к сжатию или (в случае квазиравновесной двухфазной зоны) к затвердеванию.
Данная операция приведет к принудительному внутреннему соединению корки и, следовательно, к закрыванию точки касания, образующейся при перекрытии и затвердевании дендритов. Это позволит избежать возникновения пустот из-за усадки в результате охлаждения изделия, поскольку внутреннее пространство принудительно заполняется затвердевшим материалом в результате деформации при помощи валков для мягкого обжатия.
Для лучшего сохранения скругленной формы предпочтительно несколько блоков для мягкого обжатия расположены последовательно, чтобы радиальные силы прессования были распределены между ними, при этом силы, прилагаемые валками первого блока больше, чем силы, прилагаемые валками последующих блоков.
В соответствии с настоящим изобретением количество блоков для мягкого обжатия может быть разным. В частности, могут быть последовательно расположены от трех до восьми блоков для мягкого обжатия, предпочтительно, чтобы последовательно расположенных блоков для мягкого обжатия было четыре. Было обнаружено, что при использовании более восьми блоков для мягкого обжатия возникает температурная дисперсия, препятствующая оптимальной обработке материала.
Для максимально эффективного сохранения скругленной формы предпочтительно, чтобы валки двух соседних блоков для мягкого обжатия были смещены относительно друг друга для прессования разных областей изделия в двух блоках и, следовательно, лучшего сохранения скругленной формы.
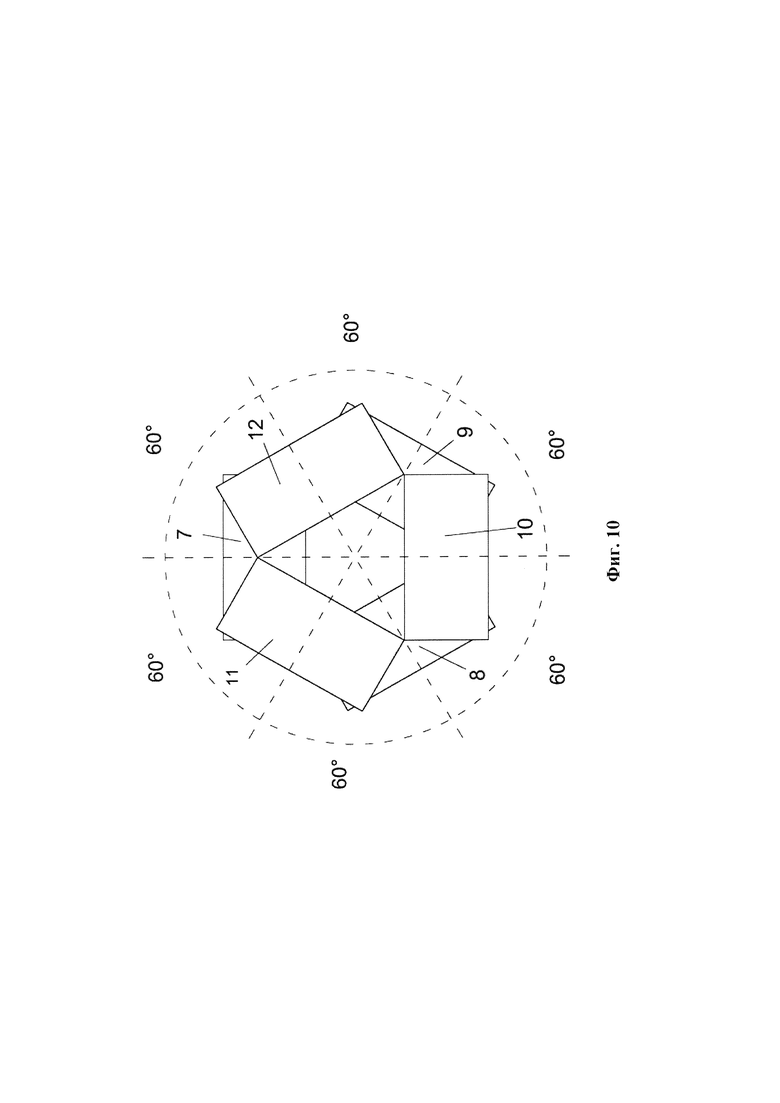
В соответствии с первым предпочтительным вариантом реализации предусмотрено два последовательно расположенных блока для мягкого обжатия, содержащих группы из трех валков, которые смещены, повернуты, на 180° относительно друг друга. Такая конфигурация позволяет расположить шесть валков между впуском и выпуском устройства для мягкого обжатия, которые, если смотреть спереди вдоль направления подачи литого изделия круглого сечения, расположены радиально относительно центра литого изделия круглого сечения под углом 60° относительно друг друга.
В соответствии с другими вариантами реализации изобретения группы валков в блоках для мягкого обжатия могут быть дополнительно смещены. Например, могут быть предусмотрены три блока для мягкого обжатия, содержащие по три валка, следовательно, всего девять валков, таким образом, что угол между соседними валками, если смотреть спереди вдоль направления подачи литого изделия круглого сечения, равен 30°. В соответствии с другим примером может быть предусмотрено пять блоков для мягкого обжатия, содержащих по три валка, то есть всего пятнадцать валков, таким образом, что угол между соседними валками, если смотреть спереди вдоль направления подачи литого изделия круглого сечения, равен 15° и так далее. Чем больше блоков для мягкого обжатия в устройстве, тем меньше распределение радиальной силы прессования валков, необходимой для закрывания жидкого конуса, поскольку каждый из них частично уменьшает и ограничивает чрезмерную деформацию, которая возникает при использовании решений, известных из уровня техники, предусматривающих устройства с двумя валками.
Поскольку установка большого количества последовательно расположенных блоков для мягкого обжатия и смещение валков вдоль нескольких наклонных осей может быть сложным и дорогостоящим процессом, то в другом предпочтительном варианте реализации изобретения предусмотрено использование нескольких блоков для мягкого обжатия, предпочтительно четырех, шести или восьми, расположенных последовательно, каждый из которых содержат по три валка, смещены на 180° относительно друг друга. Такая конфигурация позволяет расположить двенадцать, восемнадцать или двадцать четыре валка между впуском и выпуском устройства для мягкого обжатия, которые, если смотреть спереди вдоль направления подачи литого изделия круглого сечения, расположены радиально на одинаковом расстоянии от центра литого изделия круглого сечения под углом 60° относительно друг друга. Таким образом, при изменении расположения осей валков в последовательности «Y-Х» или «Х-Y», достаточно спроектировать и сконструировать только два отдельных типа блоков для мягкого обжатия.
В соответствии с предпочтительным вариантом реализации, в дополнение к закрыванию жидкой сердцевины, блоки для мягкого обжатия в устройстве, соответствующем настоящему изобретению, выполнены с возможностью вытягивать изделие с линии литья так же, как и тянуще-правильные устройства, которые являются стандартной частью машин непрерывного литья. В соответствии с данным вариантом, по меньшей мере один из валков каждого блока для мягкого обжатия оснащен электроприводом. Это позволяет исключить необходимость установки перед устройством для мягкого обжатия тянущего устройства, которое должно сжимать, или захватывать, внутреннюю и наружную поверхности изогнутой части изделия, а также перемещать и править их во время перемещения к последующему первому блоку для мягкого обжатия.
Еще одним преимуществом настоящего изобретения является возможность использования средств для регулировки положения валков, чтобы с помощью одного блока для мягкого обжатия можно было обрабатывать изделия с разными диаметрами. Например, валки могут перемещаться друг к другу или друг от друга с помощью гидравлических приводов, рычажных механизмов, пантографов или других механизмов.
Более того, валки могут перемещаться либо линейно вдоль направляющих, ползунов или аналогичных элементов, либо криволинейно, или же линейно и криволинейно.
Участки валков для мягкого обжатия, контактирующие с наружной поверхностью литого изделия, могут иметь различные формы: например, они могут иметь плоскую форму или могут быть сформованы и соединены под углами, соответствующими диаметру обрабатываемого изделия.
Еще одним признаком данного решения является возможность выравнивания наружной поверхности изогнутой части литого изделия относительно линии прокатки, расположенной после криволинейного участка линии литья. Фактически, поскольку на линии литья с блоками для мягкого обжатия, в соответствии с настоящим изобретением, отливают изделия разных диаметров, существует необходимость изменять определенные геометрические параметры криволинейного участка линии литья, в частности, расположение ограничивающих валков и средств для охлаждения путем их адаптации к каждому литому изделию. Обычно сборка изогнутых сегментов, на которых расположена линия литья, рассчитывается в соответствии с наружной поверхностью изогнутой части изделия; затем рассчитываются минимальные и максимальные значения, соответствующие минимальной и максимальной внутренней поверхности изогнутой части отливаемых изделий.
При изменении радиуса наружной поверхности изогнутой части возникают проблемы с выравниванием линии литья и последующих рабочих блоков (например, холодильных плит, роликовых столов и так далее) для каждого изделия. Фактически при выравнивании наружной поверхности изогнутой части относительно линии прокатки, соответствующей, например, холодильной плите, данная проблема не возникает, поскольку криволинейный участок линии литья и холодильная плита всегда выровнены. Данное преимущество позволяет устанавливать данные блоки для мягкого обжатия на существующие линии литья, поскольку они увеличивают размеры линии только в вертикальном направлении и обеспечивают непрерывное выравнивание между литым изделием и последующими приспособлениями.
В зависимых пунктах формулы изобретения описаны предпочтительные варианты реализации настоящего изобретения.
Краткое описание чертежей
Другие отличительные особенности и преимущества настоящего изобретения станут понятны после ознакомления с описанием предпочтительных, но не исключительных, вариантов устройства для мягкого обжатия со ссылкой на сопроводительные чертежи, на которых:
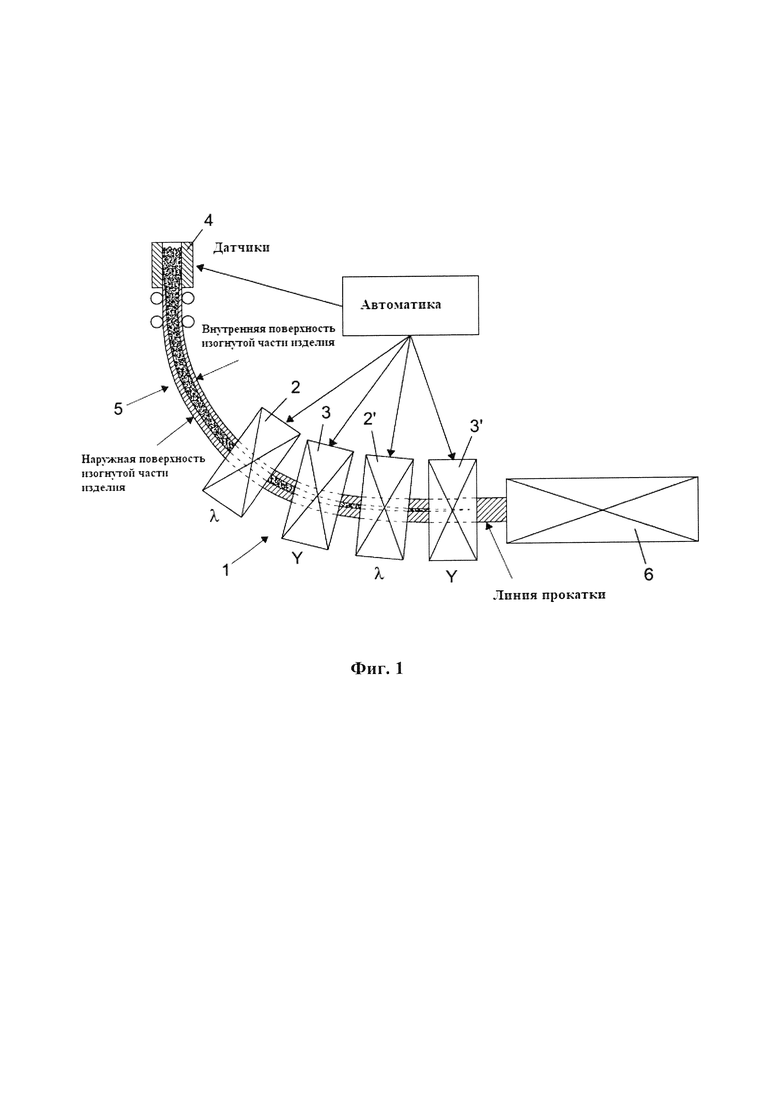
на Фиг. 1 показано схематическое изображение линии литья, которая содержит устройство для мягкого обжатия, соответствующее настоящему изобретению;
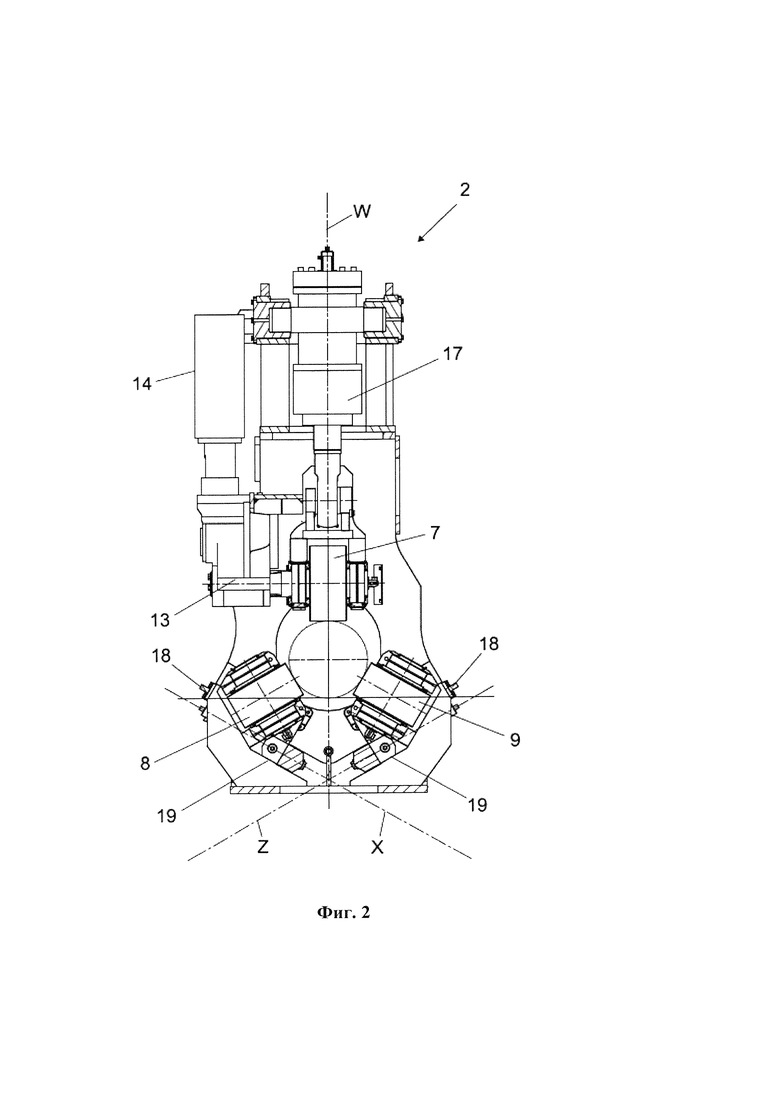
на Фиг. 2 представлен вид сбоку первого варианта реализации блока для мягкого обжатия в устройстве, соответствующем настоящему изобретению;
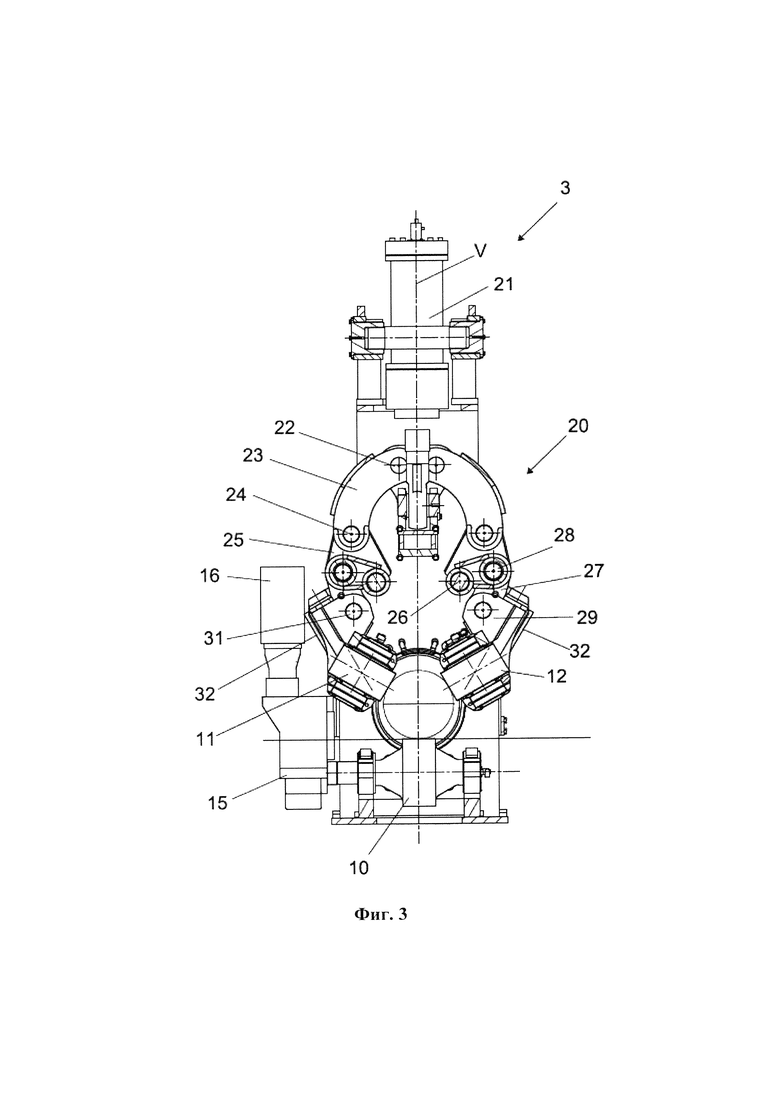
на Фиг. 3 представлен вид сбоку второго варианта реализации блока для мягкого обжатия в устройстве, соответствующем настоящему изобретению;
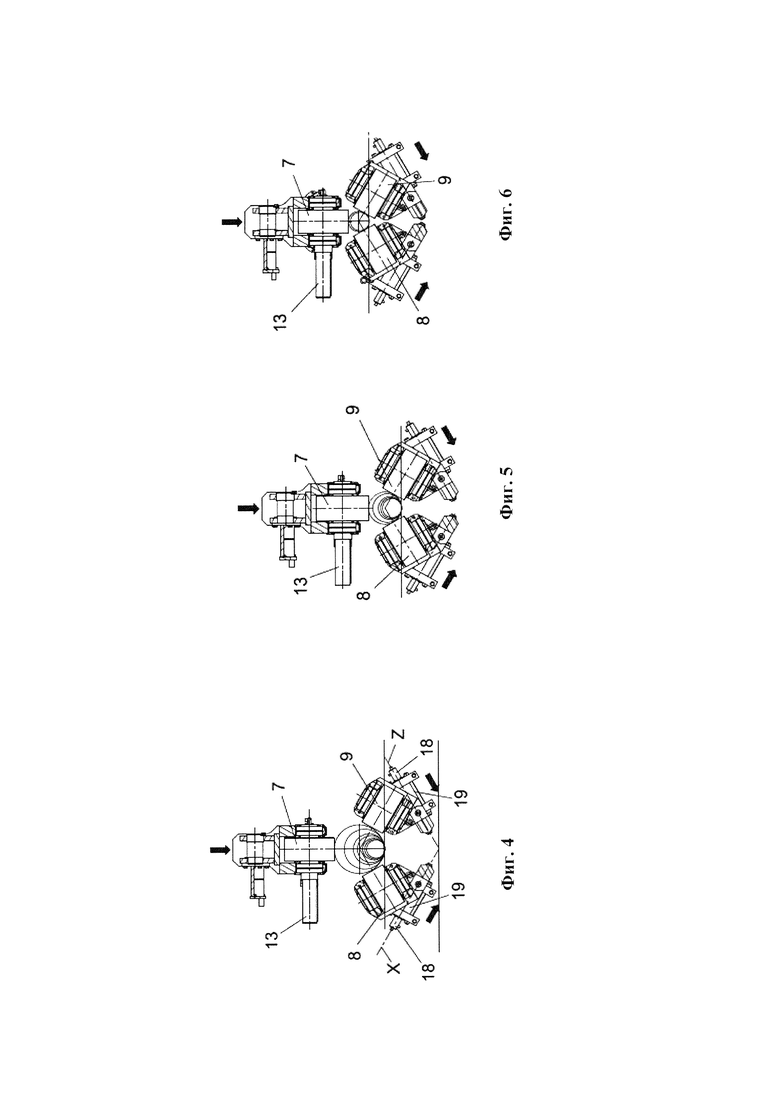
на Фиг. 4 представлен вид сбоку для части с Фиг. 2, находящейся в первом рабочем положении;
на Фиг. 5 представлен вид сбоку для части с Фиг. 4, находящейся во втором рабочем положении;
на Фиг. 6 представлен вид сбоку для части с Фиг. 4, находящейся в третьем рабочем положении;
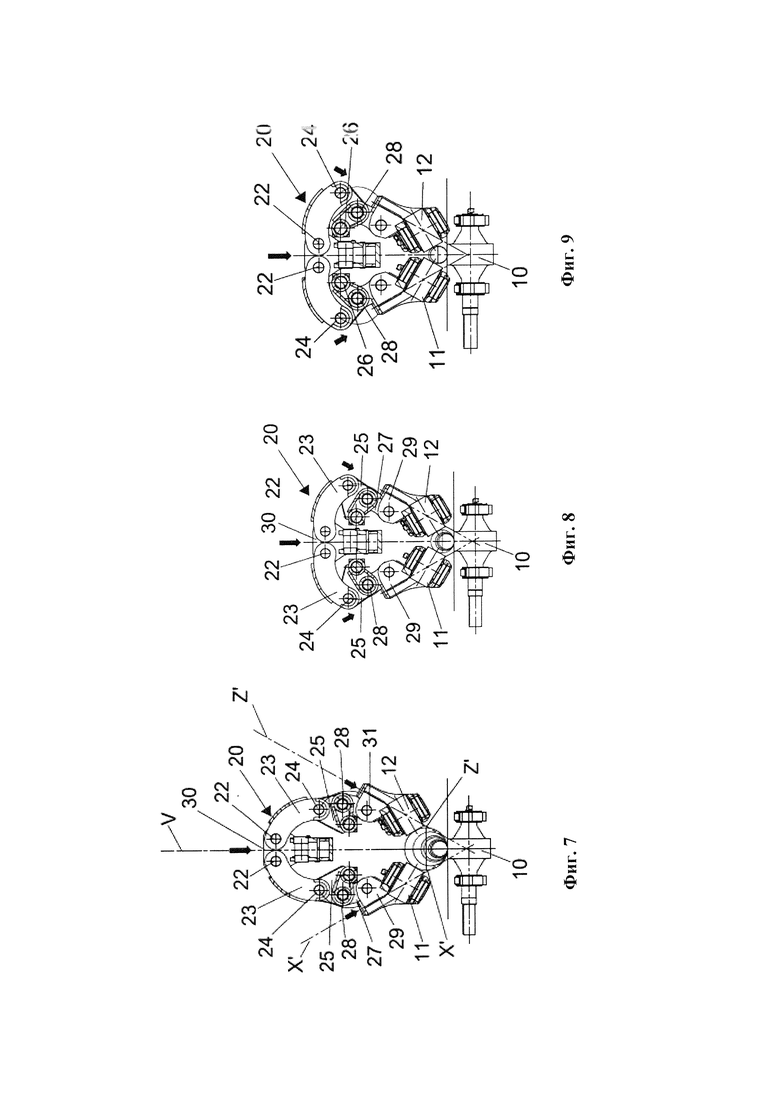
на Фиг. 7 представлен вид сбоку для части с Фиг. 3, находящейся в первом рабочем положении;
на Фиг. 8 представлен вид сбоку для части с Фиг. 7, находящейся во втором рабочем положении;
на Фиг. 9 представлен вид сбоку для части с Фиг. 7, находящейся в третьем рабочем положении;
на Фиг. 10 представлен схематический вид спереди валков блока для мягкого обжатия в соответствии с предпочтительным вариантом реализации настоящего изобретения.
Осуществление изобретения
На сопроводительных чертежах показан предпочтительный вариант реализации устройства для мягкого обжатия, в соответствии с настоящим изобретением, при этом данное устройство обозначено ссылочной позицией 1.
Данное устройство для мягкого обжатия предназначено для выполнения мягкого обжатия металлического изделия круглого сечения, имеющего жидкую или частично жидкую сердцевину, то есть для уменьшения толщины литого металлического изделия круглого сечения, поступающего из установки непрерывного литья. Таким образом, каждый блок для мягкого обжатия в данном устройстве отличается от направляющих блоков с регулируемыми валками, которые просто направляют литое металлическое изделие во время его перемещения, не уменьшая его толщину, и, что не менее важно, не обеспечивая контролируемое и эффективное закрывание жидкого конуса. Кроме того, специалистам в данной области техники известно, что устройство для мягкого обжатия и блок для мягкого обжатия значительно отличаются от прокатного устройства и прокатного блока, соответственно, не только с функциональной, но и с конструктивной точки зрения. Фактически, прокатные устройства или блоки - в отличие от устройств или блоков для мягкого обжатия - предназначены для уменьшения толщины полностью затвердевшего металлического изделия (то есть не имеющего жидкой сердцевины). Прокатные устройства или блоки снабжены опорными валками, а устройства или блоки для мягкого обжатия - нет. Опорные валки устанавливают в прокатные устройства или блоки для того, чтобы обеспечить надежную опору для рабочих валков, способствуя достижению эффективной работы всего прокатного стана. Кроме того, силы, действующие на металлическое изделие в прокатном устройстве, отличаются от сил, действующих на металлическое изделие в устройстве для мягкого обжатия, ввиду разницы структур полностью затвердевшего и отлитого изделий. Различия в конструкциях устройств для мягкого обжатия и прокатных устройств влияют на их стоимость, причем последние стоят по меньшей мере в два раза дороже, чем устройства для мягкого обжатия.
На Фиг. 1 показана часть установки для непрерывного производства металлических изделий круглого сечения, которая содержит:
- машину непрерывного литья с по меньшей мере одним кристаллизатором 4 круглого сечения и соответствующим криволинейным участком 5 линии литья;
- устройство 1 для мягкого обжатия, расположенное рядом с концом соответствующего криволинейного участка 5 линии литья;
- технологическую линию 6 для обработки металлических изделий круглого сечения, расположенную после устройства 1 для мягкого обжатия.
Устройство 1 для мягкого обжатия содержит по меньшей мере два блока 2, 3 для мягкого обжатия, расположенных последовательно вдоль направления подачи металлического изделия.
Предпочтительно, каждый блок 2, 3 для мягкого обжатия имеет группу только из трех валков, расположенных под углом 120° относительно друг друга, при этом группа из трех валков одного блока для мягкого обжатия смещена на заранее заданный угол относительно группы из трех валков следующего блока для мягкого обжатия.
В варианте по Фиг. 1 установлено четыре блока 2, 3, 2', 3' для мягкого обжатия, при этом группа из трех валков каждого блока для мягкого обжатия смещена на 180° относительно группы из трех валков следующего и соседнего блока для мягкого обжатия. Таким образом, блоки для мягкого обжатия, обозначенные ссылочными позициями 2, 2', имеют одинаковое угловое расположение трех валков, смещенных на 180° относительно углового расположения трех валков в блоках для мягкого обжатия, обозначенных ссылочными позициями 3, 3'.
В примере на Фиг. 1, по меньшей мере, первые блоки для мягкого обжатия в устройстве, соответствующем настоящему изобретению, расположены вдоль концевой части криволинейного участка 5 линии литья и действуют также в качестве тянуще-правильных устройств.
В соответствии с другим вариантом (не показан) все блоки для мягкого обжатия расположены параллельно друг другу вдоль всего прямого участка установки, то есть после криволинейного участка 5 линии литья. В данном случае предусмотрены специальные тянуще-правильные устройства, которые расположены перед устройством, соответствующим настоящему изобретению.
В соответствии с другим вариантом реализации настоящего изобретения, используется всего два блока для мягкого обжатия, при этом группа из трех валков первого блока для мягкого обжатия смещена на 180° относительно группы из трех валков второго блока для мягкого обжатия, который расположен последовательно и рядом с первым блоком мягкого обжатия.
Другие варианты реализации устройства могут предусматривать, например, четыре, шесть или восемь блоков для мягкого обжатия, каждый из который содержит группу из трех валков, смещенную на 180° относительно группы из трех валков последующего и соседнего блока для мягкого обжатия.
Во всех указанных вариантах реализации угловое расположение валков блоков позволяет расположить несколько валков между впуском и выпуском устройства для мягкого обжатия, которые, если смотреть спереди вдоль направления подачи металлического изделия, располагаются радиально на одинаковом расстоянии от центра изделия, например, под углом 60° относительно друг друга, как показано на Фиг. 10.
Чем больше блоков для мягкого обжатия содержится в устройстве, тем меньше объем воздействия радиальной силы прессования при помощи каждого блока для мягкого обжатия, необходимого для закрывания жидкого конуса, поскольку каждый из них оказывает частичное воздействие на уменьшение толщины металлического изделия.
Еще одним преимуществом настоящего изобретения является возможность регулировки положения валков в каждом блоке для мягкого обжатия с обеспечением возможности обработки устройством металлических изделий разных диаметров.
Предпочтительно, каждый блок для мягкого обжатия может быть снабжен средствами для регулировки положения по меньшей мере двух из трех валков, при этом указанные средства для регулировки выполнены с возможностью регулирования положения валков относительно центра обжимаемого металлического изделия, то есть относительно оси перемещения обжимаемого металлического изделия, при этом диаметральные плоскости трех валков, расположенные перпендикулярно соответствующим осям вращения указанных трех валков, остаются под углом 120° относительно друг друга в любом рабочем положении. Таким образом, три валка всегда прилагают одинаковые радиальные силы прессования под углом 120° относительно друг друга, направленные к центру металлического изделия, при прохождении металлического изделия через зону, ограниченную тремя валками, при этом результирующий вектор указанных радиальных сил прессования равен нулю.
В соответствии с предпочтительным вариантом реализации, показанным на Фиг. 2 и 3, блоки 2 и/или 2' для мягкого обжатия содержат верхний валок 7, имеющий горизонтальную ось вращения и расположенный над двумя нижними валками 8, 9, оси вращения которых расположены под углом к горизонтали, при этом последовательные и соседние вторые блоки 3 и/или 3' для мягкого обжатия содержат нижний валок 10, имеющий горизонтальную ось вращения и расположенный неподвижно под двумя верхними валками 11, 12, оси вращения которых расположены под углом к горизонтали, или наоборот. На основании расположения диаметральных плоскостей валков, которые расположены ортогонально соответствующим осям вращения, конфигурация валков блока для мягкого обжатия на Фиг. 3 может быть обозначена как Y-образная конфигурация, а конфигурация валков блока для мягкого обжатия на Фиг. 2 - как перевернутая Y-образная конфигурация или как X-образная (лямбда) конфигурация. Для улучшения функций вытягивания и правки, вдоль направления подачи изделия предпочтительно установить блок для мягкого обжатия, имеющий Х-образную (лямбда) конфигурацию (как показано на Фиг. 2), который будет использоваться в качестве первого блока для мягкого обжатия.
Однако для валка 7 блоков 2 и/или 2' для мягкого обжатия и валка 10 блоков 3 и/или 3' для мягкого обжатия необязательно иметь горизонтальную ось вращения. Оси вращения данных валков 7, 10 могут быть расположены под ненулевым углом к горизонтали.
Предпочтительно, по меньшей мере один из трех валков в каждом блоке для мягкого обжатия снабжен электроприводом. В соответствии с предпочтительным вариантом реализации, электропривод есть только у валков 7 и 10, имеющих горизонтальную ось вращения. Например, на Фиг. 2 верхний валок 7 соединен с валом 13, или с удлинением вала, который может приводиться в движение от электродвигателя 14, а нижний валок 10 по Фиг. 3 соединен с валом 15, или с удлинением вала, который может приводиться в движение от электродвигателя 16.
В соответствии с другими вариантами реализации, только два валка или все три валка имеют электропривод. Наличие электропривода по меньшей мере у одного валка позволяет исключить необходимость использования тянущих устройств до устройства для мягкого обжатия, которые вытягивают изделие из криволинейного участка линии литья.
В блоке 2 для мягкого обжатия, показанном на Фиг. 2, средства для регулировки положения выполнены с возможностью изменения положения всех трех валков 7, 8, 9; а в блоке 3 для мягкого обжатия, показанном на Фиг. 3, средства для регулировки положения выполнены с возможностью изменения положения только двух верхних валков 11, 12.
Средства для регулировки в блоке 2 для мягкого обжатия содержат:
- первые средства для перемещения, выполненные с возможностью перемещения верхнего валка 7 вдоль его диаметральной плоскости, расположенной ортогонально его оси вращения, например, выполненные с возможностью обеспечивать перемещение по вертикали, если валок 7 имеет горизонтальную ось вращения, а блок 2 для мягкого обжатия имеет вертикальную продольную ось W;
- вторые средства для перемещения, выполненные с возможностью перемещения двух нижних валков 8, 9, которые расположены под углом 120° относительно друг друга и относительно верхнего валка 7, вдоль соответствующих наклонных плоскостей X, Z. Две наклонные плоскости X, Z пересекаются и являются симметричными относительно диаметральной плоскости верхнего валка 7. В соответствии с предпочтительным вариантом реализации, наклонные плоскости X, Z формируют угол 30° к горизонтали.
Диаметральные плоскости нижних валков 8, 9 расположены ортогонально соответствующим осям вращения под ненулевым углом к плоскостям X, Z, при этом данные валки расположены под углом 120° к диаметральной плоскости верхнего валка 7, совпадающей с вертикальной плоскостью в случае, если верхний валок имеет горизонтальную ось вращения.
Первые средства для перемещения содержат, например, первый цилиндр 17, имеющий вертикальную ось, когда ось вращения валка 7 находится в горизонтальном положении, а продольная ось W блока 2 для мягкого обжатия является вертикальной; при этом вторые средства для перемещения содержат по меньшей мере один второй цилиндр 18 для каждого нижнего валка 8, 9, выполненный с возможностью линейно перемещать нижний валок вдоль соответствующей неподвижной направляющей 19 или неподвижного ползуна, при этом неподвижная направляющая расположена под углом к соответствующей плоскости X, Z. В соответствии с одним вариантом реализации, для каждого нижнего валка 8, 9 предусмотрено два цилиндра 18.
На Фиг. 4-6 показаны три положения, занимаемые тремя валками 7, 8, 9 для адаптации к диаметру металлического изделия, для которого выполняется мягкое обжатие.
Также могут быть предусмотрены датчики определения углового положения валков 7, 8, 9 относительно друг друга, и/или средства для синхронизации привода первого цилиндра 17 и вторых цилиндров 18.
В соответствии с предпочтительным вариантом реализации, средства для регулировки в блоке 3 для мягкого обжатия (на Фиг. 3) содержат:
- симметричный рычажный механизм 20, соединенный зеркально с двумя верхними валками 11, 12, при этом рычаги расположены симметрично относительно диаметральной плоскости V нижнего валка 10, ортогональной оси вращения нижнего валка 10;
- и приводные средства симметричного рычажного механизма 20. Диаметральная плоскость V является вертикальной плоскостью,
когда ось вращения валка 10 находится в горизонтальном положении.
Например, указанные приводные средства могут представлять собой цилиндр 21, например, гидравлический цилиндр, ось которого находится в вертикальном положении, когда ось вращения валка 10 является горизонтальной, а продольная ось блока 3 для мягкого обжатия - вертикальной.
На Фиг. 7-9 показаны положения, занимаемые верхними валками 11, 12 для адаптации к диаметру металлического изделия, для которого выполняется мягкое обжатие, при этом нижний валок 10 находится в неподвижном положении.
Симметричный рычажный механизм 20 может содержать, например:
- подвижный элемент или элемент 30 прессования, который скользит вдоль плоскости V, в которой перемещается цилиндр 21;
- два первых рычага 23, расположенных симметрично относительно плоскости V, прикрепленных шарнирно к первому концу элемента 30 прессования при помощи соответствующего штифта 22;
- два крепления 25, расположенных симметрично относительно плоскости V, например, в форме практически треугольной пластины, первая вершина которой шарнирно соединена со вторым концом соответствующего первого рычага 23 с помощью штифта 24, а вторая вершина которой шарнирно соединена с помощью соответствующего неподвижно закрепленного штифта 26 с конструкцией блока для мягкого обжатия;
- два вторых рычага 27, расположенных симметрично относительно плоскости V, первые концы которых шарнирно соединены с помощью соответствующего штифта 28 с третьей вершиной соответствующего крепления 25, а вторые концы шарнирно соединены с помощью соответствующего штифта 31 с держателем 29 валка.
Таким образом, каждое крепление 25 соединяет первый рычаг 23 с соответствующим вторым рычагом 27.
Каждый держатель 29 валка поддерживает один из двух верхних валков 11, 12 блока 3 для мягкого обжатия, расположенных под углом 120° относительно друг друга и относительно нижнего валка 10, при этом указанный держатель валка выполнен с возможностью скользить вдоль соответствующей наклонной плоскости X', Z'. Две наклонные плоскости X', Z' пересекаются и являются симметричными относительно плоскости V.
Когда держатель 29 валка скользит, он линейно перемещает соответствующий верхний валок 11, 12 вдоль соответствующей неподвижной направляющей или неподвижного ползуна, который расположен под углом к соответствующей плоскости X', Z'.
В соответствии с предпочтительным вариантом реализации, плоскости X', Z' расположены под углом 30° к плоскости V.
Верхние валки 11, 12 имеют диаметральные плоскости, ортогональные соответствующим осям вращения, которые расположены под ненулевым углом к плоскостям X, Z и под углом 120° к диаметральной плоскости неподвижно закрепленного нижнего валка 10, совпадающей с вертикальной плоскостью V в случае, когда ось вращения валка 10 является горизонтальной.
Ниже описана последовательность перемещений рычажного механизма 20 со ссылкой на Фиг. 3 и 7-9.
Цилиндр 21, который контролирует перемещение и регулирует прессование с помощью верхних валков 11, 12, давит на элемент 30 прессования, скользящий вниз вдоль плоскости V.
Как видно из сравнения Фиг. 7 с Фиг. 8, штифты 22, встроенные в элемент 30 прессования, скользят вниз, опуская первые рычаги 23, вторые концы которых перемещаются наружу (см. положение штифтов 24 на Фиг. 8).
Данное перемещение первых рычагов 23 вызывает поворот креплений 25 вокруг неподвижно закрепленных штифтов 26, что приводит к смещению штифтов 28 и, следовательно, вторых рычагов 27 вниз. В конфигурации по Фиг. 8 штифты 28 выровнены относительно соответствующих штифтов 24 первых рычагов 23 и относительно штифтов 31 соответствующих держателей 29 валков.
Перемещение штифтов 28 вниз вызывает опускание держателей 29 валков. В частности, выравнивание штифтов 28 относительно штифтов 24 и штифтов 31 позволяет передать линейную силу, что приводит к скольжению держателей 29 валков на соответствующих ползунах или неподвижно закрепленных направляющих и, таким образом, линейному перемещению валков 11, 12 вниз вдоль наклонных плоскостей X', Z'.
Как видно из сравнения Фиг. 8 с Фиг. 9, максимальное давление цилиндра 21 приводит к дополнительному повороту креплений 25 вокруг неподвижно закрепленных штифтов 26 и одновременному максимальному опусканию держателей 29 валков с соответствующими валками 11, 12 вдоль ползунов или неподвижных направляющих 32 (см. Фиг. 3).
Также могут быть установлены датчики для определения углового положения валков 10, 11, 12 относительно друг друга.
В соответствии с альтернативным вариантом (не показан) средства для регулировки в блоке 3 для мягкого обжатия (Фиг. 3) могут содержать два приводных средства, например, два цилиндра, расположенных симметрично относительно плоскости V и выполненных таким образом, чтобы вызывать скольжение держателей 29 валков вдоль соответствующих ползунов или неподвижно закрепленных направляющих и тем самым линейное перемещение верхних валков 11, 12 вниз вдоль наклонных плоскостей X', Z'. В соответствии с данным вариантом реализации также могут быть установлены датчики определения углового положения валков 10, 11, 12 относительно друг друга и/или средства для синхронизации двух приводных средств.
Еще одним преимуществом настоящего изобретения является то, что вышеуказанные средства для регулировки положения валков могут быть использованы для выравнивания наружной поверхности изогнутой части литого металлического изделия относительно линии прокатки технологической линии после криволинейного участка линии литья.
Предпочтительно, нижние валки 8, 9 и 10 по меньшей мере двух блоков 2, 3 для мягкого обжатия расположены таким образом, что наружная поверхность изогнутой части криволинейного участка 5 линии литья перед ними совпадала с линией прокатки технологической линии 6 после них (Фиг. 1).
В частности, неподвижно закрепленный нижний валок 10 блоков 3, 3' для мягкого обжатия, а именно блоков с Y-образной конфигурацией валков для мягкого обжатия, расположен таким образом, чтобы опорная поверхность для перемещения металлического изделия совпадала с линией прокатки технологической линии 6; при этом положение двух нижних валков 8, 9 блоков 2, 2' для мягкого обжатия, а именно блоков с перевернутой Y-образной или Х-образной конфигурацией валков для мягкого обжатия, может быть отрегулировано с помощью вышеуказанных средств для регулировки таким образом, чтобы наружная поверхность изогнутой части перемещаемого металлического изделия совпадала с линией прокатки технологической линии 6.
Регулировка положения нижних валков 8, 9 может быть выполнена, например, путем автоматизации установки, которая при помощи измерительных устройств, установленных вдоль линии литья и на устройстве для мягкого обжатия, может измерять сечение литых изделий и рассчитывать правильную высоту установки нижних валков таким образом, чтобы линия прокатки совпадала с наружной поверхностью изогнутой части изделия для уменьшения объема обработки с учетом тепловой модели, выбранной для конкретного типа обрабатываемых изделий. Давление прессования разных блоков, входящих в устройство для мягкого обжатия, также может быть настроено за счет автоматизации для обеспечения так называемого динамического мягкого обжатия. Благодаря этому, жидкая сердцевина изделия будет прижиматься оптимальным образом, сохраняя практически круглую конечную форму.
Таким образом, в соответствии с настоящим изобретением способ непрерывного производства металлических изделий круглого сечения предусматривает:
- выполняют непрерывное литье металлических изделий круглого сечения с помощью установки непрерывного литья с по меньшей мере одним кристаллизатором 4 круглого сечения и соответствующим криволинейным участком 5 линии литья;
- выполняют мягкое обжатие металлического изделия круглого сечения при сохранении круглого сечения изделия в течение всей операции мягкого обжатия с помощью устройства 1 для мягкого обжатия, расположенного рядом с концом соответствующего криволинейного участка 5 линии литья;
- обрабатывают металлическое изделие круглого сечения, выходящего из устройства 1 для мягкого обжатия с помощью технологической линии 6.
Предпочтительно, во время мягкого обжатия выполняют регулировку положения по меньшей мере двух из трех валков блока для мягкого обжатия относительно центра обжимаемого металлического изделия, чтобы диаметральные плоскости трех валков, перпендикулярные соответствующим осям вращения трех валков, оставались под углом 120° относительно друг друга в любом рабочем положении, адаптируя блоки для мягкого обжатия к диаметру металлического изделия, которое проходит через область, ограниченную соответствующими тремя валками. Таким образом, указанные три валка прикладывают одинаковые радиальные силы прессования под углом 120° относительно друг друга, направленные к центру металлического изделия, при этом результирующий вектор указанных радиальных сил прессования равен нулю.
Изобретение относится к устройству для мягкого обжатия блюмов и слитков круглого сечения с жидкой или частично жидкой сердцевиной, которые поступают из установки непрерывного литья, для выполнения контролируемого сжатия, установке для непрерывного производства металлических изделий круглого сечения и способу их производства. Устройство для мягкого обжатия металлических изделий круглого сечения содержит по меньшей мере два блока для мягкого обжатия, которые расположены последовательно. Каждый блок для мягкого обжатия имеет группу из трех валков, расположенных под углом 120° относительно друг друга. Группа из трех валков одного блока для мягкого обжатия смещена на заранее заданный угол относительно группы из трех валков соседнего блока для мягкого обжатия. В результате обеспечивается уменьшение объема жидкой фазы и повышение качества внутренней части изделия. 3 н. и 13 з.п. ф-лы, 10 ил.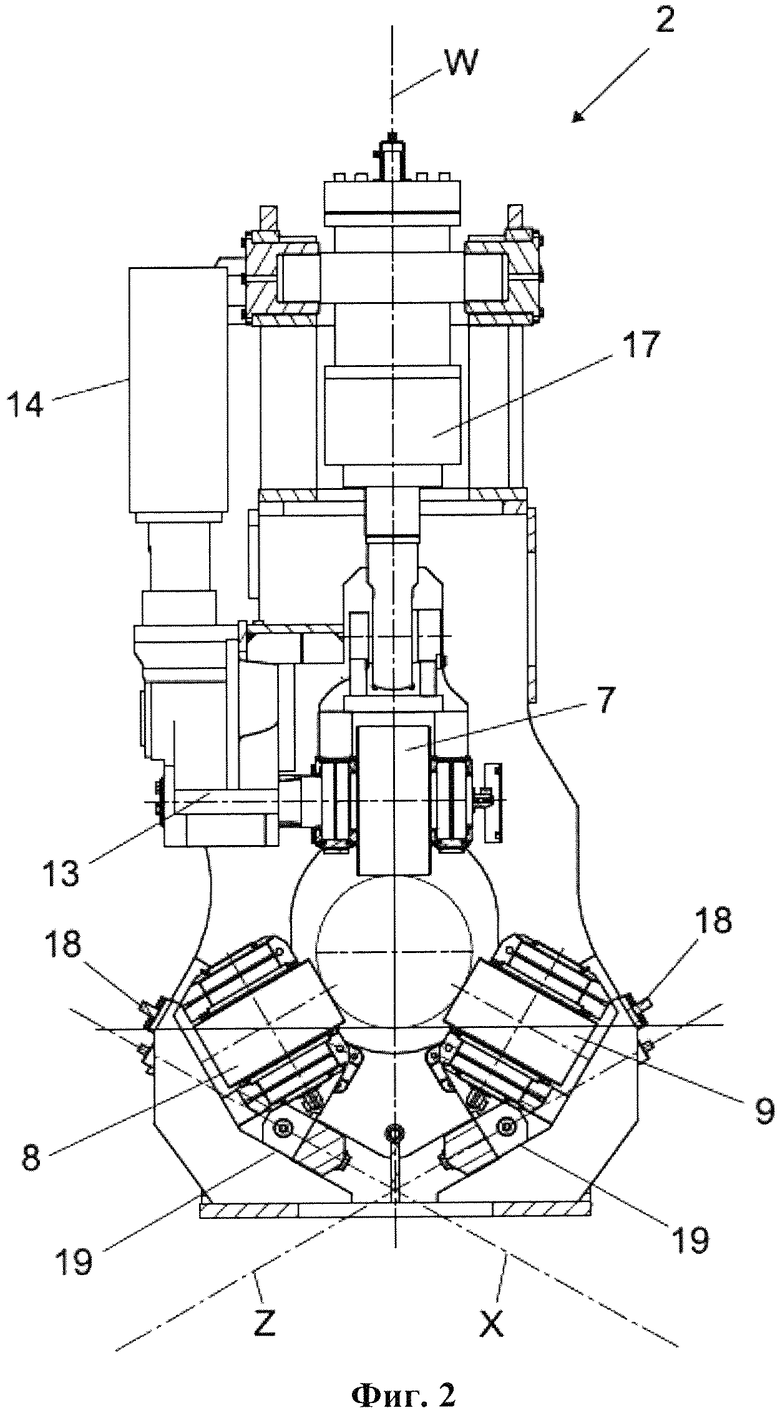
1. Устройство (1) для мягкого обжатия литого металлического изделия круглого сечения, имеющего жидкую или частично жидкую сердцевину, для уменьшения толщины литого изделия, поступающего из установки непрерывного литья, при сохранении круглого сечения, содержащее
по меньшей мере два блока (2, 3) для мягкого обжатия, которые расположены последовательно,
при этом каждый блок (2, 3) для мягкого обжатия снабжен группой из трех валков, расположенных под углом 120° относительно друг друга,
а группа из трех валков (7, 8, 9) одного блока для мягкого обжатия смещена на заранее заданный угол относительно группы из трех валков (10, 11, 12) соседнего блока для мягкого обжатия.
2. Устройство по п. 1, в котором заранее заданный угол равен 180°.
3. Устройство по п. 1, в котором предусмотрено два блока (2, 3) для мягкого обжатия, при этом группа из трех валков первого блока (2) для мягкого обжатия смещена на 180° относительно группы из трех валков второго блока (3) для мягкого обжатия, который расположен последовательно и рядом с первым блоком (2) мягкого обжатия.
4. Устройство по п. 1 или 2, в котором предусмотрено от трех до восьми блоков для мягкого обжатия.
5. Устройство по п. 1, в котором предусмотрено четыре блока (2, 3, 2', 3') для мягкого обжатия, при этом группа из трех валков блока (2, 2') для мягкого обжатия смещена на 180° относительно группы из трех валков следующего и соседнего блока (3, 3') для мягкого обжатия.
6. Устройство по любому из пп. 1-5, в котором каждый блок для мягкого обжатия имеет средства для регулировки положения по меньшей мере двух из трех валков, выполненные с возможностью регулирования положения валков относительно центра обжимаемого металлического изделия, при этом диаметральные плоскости трех валков, расположенные перпендикулярно соответствующим осям вращения трех валков, расположены под углом 120° относительно друг друга в любом рабочем положении.
7. Устройство по любому из пп. 1-6, в котором первый блок (2) для мягкого обжатия содержит верхний валок (7), имеющий соответствующую ось вращения, предпочтительно горизонтальную, и расположенный над двумя нижними валками (8, 9), оси вращения которых расположены под углом 60° к оси вращения верхнего валка, при этом последовательно расположенный соседний второй блок (3) для мягкого обжатия содержит нижний валок (10), имеющий соответствующую ось вращения, предпочтительно горизонтальную, и расположенный неподвижно под двумя верхними валками (11, 12), оси вращения которых расположены под углом 60° к оси вращения нижнего валка, или наоборот.
8. Устройство по любому из пп. 1-7, в котором по меньшей мере один из трех валков в каждом блоке для мягкого обжатия снабжен электроприводом.
9. Устройство по п. 7 или 8, в котором средства для регулировки положения в блоке (2) для мягкого обжатия выполнены с возможностью изменения положения всех трех валков (7, 8, 9), а средства для регулировки положения в блоке (3) для мягкого обжатия выполнены с возможностью изменения положения только двух верхних валков (11, 12).
10. Устройство по п. 9, в котором средства для регулировки положения первого блока (2) для мягкого обжатия содержат первые средства для перемещения, выполненные с возможностью перемещения верхнего валка (7) вдоль его диаметральной плоскости, расположенной перпендикулярно его оси вращения, и вторые средства для перемещения, выполненные с возможностью перемещения двух нижних валков (8, 9) вдоль соответствующих наклонных плоскостей (X, Z), при этом две наклонные плоскости (X, Z) пересекаются и являются симметричными относительно диаметральной плоскости верхнего валка (7).
11. Устройство по п. 10, в котором первые средства для перемещения содержат первый цилиндр (17), а вторые средства для перемещения содержат по меньшей мере один второй цилиндр (18) для каждого нижнего валка (8, 9), выполненный с возможностью линейного перемещения соответствующего нижнего валка вдоль неподвижно закрепленной направляющей.
12. Устройство по п. 9 или 10, в котором средства для регулировки положения второго блока (3) для мягкого обжатия содержат:
- симметричный рычажный механизм (20), симметрично соединенный с двумя верхними валками (11, 12), при этом рычаги расположены симметрично относительно диаметральной плоскости нижнего валка (10), ортогональной оси вращения указанного нижнего валка;
- приводные средства симметричного рычажного механизма (20);
при этом рычажный механизм (20) выполнен с возможностью перемещения двух верхних валков (11, 12) вдоль соответствующих наклонных плоскостей (X', Z'), а две наклонные плоскости (X', Z') пересекаются и являются симметричными относительно диаметральной плоскости нижнего валка (10).
13. Устройство по п. 12, в котором приводные средства представляют собой цилиндр (21).
14. Устройство по п. 9 или 10, в котором средства для регулировки положения во втором блоке (3) для мягкого обжатия содержат два приводных средства, расположенных симметрично относительно диаметральной плоскости нижнего валка (10), ортогональной его оси вращения, при этом указанные приводные средства выполнены с возможностью линейного перемещения верхних валков (11, 12) вдоль наклонных плоскостей (X', Z'), а данные наклонные плоскости (X', Z') пересекаются и являются симметричными относительно диаметральной плоскости нижнего валка (10).
15. Установка для непрерывного производства металлических изделий круглого сечения, содержащая
машину непрерывного литья, снабженную по меньшей мере одним кристаллизатором (4) круглого сечения и соответствующим криволинейным участком (5) линии литья;
устройство (1) для мягкого обжатия по п. 1, расположенное рядом с концом соответствующего криволинейного участка (5) линии литья;
технологическую линию (6) для обработки металлических изделий круглого сечения, выходящих из устройства (1) для мягкого обжатия,
в которой нижние валки по меньшей мере двух блоков для мягкого обжатия расположены таким образом, чтобы наружная поверхность изогнутой части криволинейного участка линии литья совпадала с линией прокатки технологической линии.
16. Способ непрерывного производства металлических изделий круглого сечения при помощи установки по п. 15, включающий следующие этапы:
- непрерывно выполняют литье металлических изделий круглого сечения с помощью машины непрерывного литья с по меньшей мере одним кристаллизатором (4) круглого сечения и соответствующим криволинейным участком (5) линии литья;
- выполняют мягкое обжатие металлического изделия круглого сечения, при этом обеспечивают сохранение круглого сечения в течение всей операции мягкого обжатия с помощью устройства (1) для мягкого обжатия, расположенного рядом с концом соответствующего криволинейного участка (5) линии литья;
- обрабатывают металлическое изделие круглого сечения, выходящее из устройства (1) для мягкого обжатия с помощью технологической линии (6).
| EP 3012043 A1, 27.04.2016 | |||
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА ИЗ МЕТАЛЛОЛОМА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2498878C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕПРЕРЫВНОЛИТЫХ СТАЛЬНЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2094139C1 |
| DE 19722980 C1, 04.06.1998. | |||

