Изобретение относится к области ультразвукового неразрушающего контроля.
Известен способ калибровки ультразвуковой антенной решетки, установленной на призму, осуществляемый за счет измерения скорости распространения ультразвуковых сигналов и их времени пробега в призме, реализованный в ультразвуковом дефектоскопе «OmniScan MX2» (См. официальный сайт фирмы OLYMPUS - http://www.olympus-ims.com/ru/omniscan-mx2/).
Недостатком способа является многоэтапное выполнение процедур измерения скорости распространения ультразвуковых сигналов и их времени пробега в призме, использование трех образцов, один из которых имеет сложную конструкцию, а также невозможность определения следующих параметров ультразвуковой антенной решетки, установленной на призму: стрела призмы, расстояние пробега в призме по центральному лучу, угол наклона призмы, время задержки в согласующем слое антенной решетки.
Наиболее близким, принятым за прототип, является способ калибровки ультразвуковой антенной решетки, установленной на призму, осуществляемый за счет измерения скорости распространения ультразвуковых сигналов и их времени пробега в призме, реализованный в ультразвуковом дефектоскопе «OmniScan MX2» (См. официальный сайт фирмы OLYMPUS - http://www.olympus-ims.com/ru/omniscan-mx2/).
Известный способ не позволяет определять следующие параметры ультразвуковой антенной решетки, установленной на призму: стрела призмы, расстояние пробега в призме по центральному лучу, угол наклона призмы, время задержки в согласующем слое антенной решетки.
Предложен способ калибровки ультразвуковой антенной решетки, установленной на призму, заключающийся в излучении ультразвуковых сигналов с помощью множества элементов антенной решетки в образец известной толщины и прием ультразвуковых сигналов, отраженных от отверстия бокового сверления известного диаметра на заданной глубине, регистрации множества ультразвуковых эхосигналов для выбранной конфигурации излучения и приема, определяемой списком пар излучающих и принимающих элементов, расчета оценки эхосигналов, зависящей от скорости звука в призме и ее геометрических параметров, сравнении между собой измеренных и рассчитанных эхосигналов, и поиска таких значений скорости звука в призме и ее геометрических параметров, которые обеспечивают минимальную разницу и которые будут считаться результатом калибровки, отличающийся тем, что в результате калибровки ультразвуковой антенной решетки определяются значения скорости продольной волны в призме, ее геометрические параметры и время пробега в протекторе антенной решетки.
Предлагаемый способ позволяет одновременно определять следующие параметры ультразвуковой антенной решетки, установленной на призму: скорость продольной волны в призме, стрелу призмы, расстояние пробега в призме по центральному лучу, угол наклона призмы, время задержки в согласующем слое антенной решетки. Определяемые параметры необходимы для расчета реальных координат центров пьезоэлементов с точностью одной восьмой длины волны с целью их дальнейшего введения в алгоритмы восстановления изображения и минимизации смещения координат восстановленного изображения от координат реального положения отражателей, что позволяет повысить эффективность применения методов когерентного восстановления изображения от отражателей, а значит повысить точность определения координат отражателей.
Для пояснения описываемого способа:
на фигуре 1 приведена фотография образца с установленной на него призмой без антенной решетки,
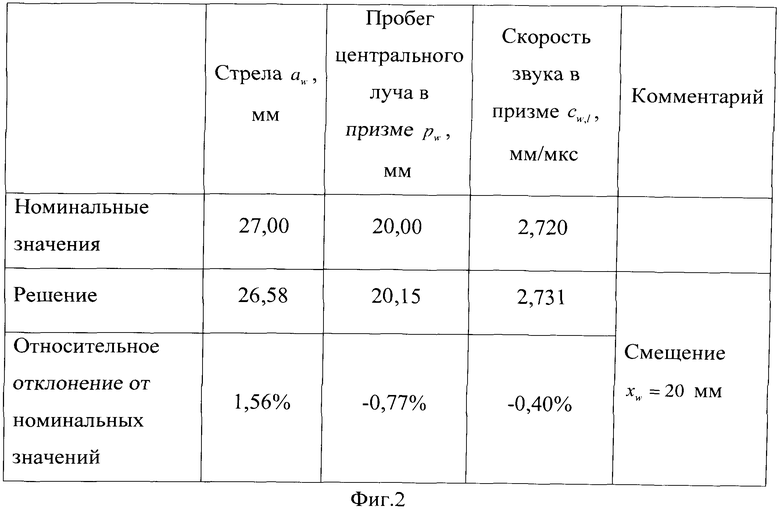
на фигуре 2 приведены результаты калибровки антенной решетки PE-5.0М32Е0.8Р №0334 на призме X-42-R420 №1,
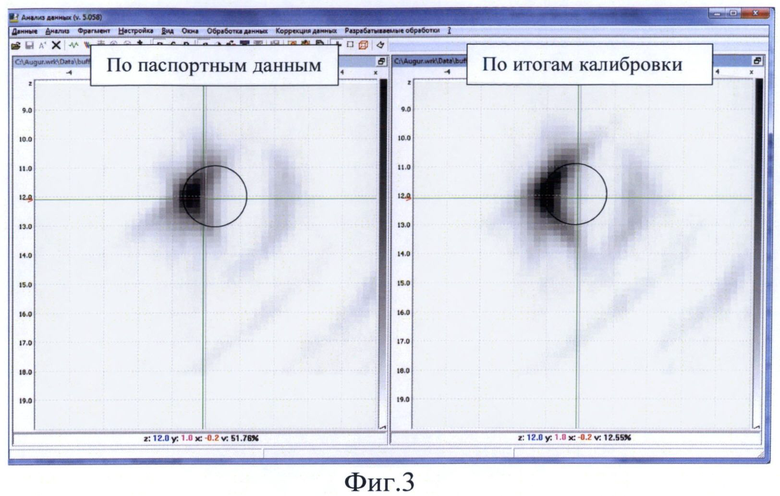
на фигуре 3 приведены изображения отверстия бокового сверления в образце, восстановленные по паспортным данным и восстановленные по параметрам, определенным по итогам калибровки.
Предложенный способ калибровки осуществляется следующим образом.
Для проведения калибровки нужен специальный образец с отверстием бокового сверления. В качестве такого образца может выступить стальной образец (см. Фиг.1) толщиной 18 мм, в котором на глубине 12 мм просверлено отверстие бокового сверления диаметром 2 мм. Для фиксации призмы на калибровочном образце имеется упор. Для того чтобы расстояние xw от передней грани призмы до центра отверстия было калиброванной величиной, между упором образца и призмой можно вставлять вкладыши длиной 10 мм. Стенки образца должны быть параллельны с точностью не менее чем 0.01 мм на 100 мм, а скорости продольной и поперечной волны в образце должны быть измерены с точностью не менее 0.5%.
Антенная решетка на призме устанавливается на образец вплотную, либо к упору, либо к краю вкладыша. Рекомендуемое расстояние xw должно быть примерно равно расстоянию, при котором центральный луч попадает на дно под отверстием бокового сверления. Эхосигналы следует измерять с усилением, не допускающим возникновения нелинейных искажений. Способ калибровки основан на достижении максимального совпадения по заданному критерию измеренных эхосигналов 

Далее целевую функцию 
В качестве примера работы предложенного способа приведем результаты калибровки антенной решетки PE-5.0М32Е0.8Р №0334 на призме X-42-R420 №1. Антенная решетка имеет рабочую частоту 5 МГц, расстояние между элементами равно 0.8 мм. Призма с углом наклона βw=42 градусов изготовлена из плексигласа. Оценка поля 
Для оценки эффективности предложенной процедуры калибровки изображение отверстия бокового сверления в образце для калибровки восстанавливались методом M-C-SAFT по шести акустическим схемам на поперечных волнах по паспортным параметрам Ошибка! Источник ссылки не найден, и по параметрам, полученным после выполнения процедуры калибровки. Изображения, восстановленные по параметрам определенным по итогам калибровки, точнее соответствуют границе отверстия (см. Фиг.3.).
Таким образом, предлагаемый способ позволяет получать восстановленные изображения отражателей с отклонениями от мест реального расположения меньше четверти длины волны на эффективной части антенной решетки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ расчёта ошибки определения амплитуды блика точечного отражателя по изображению, восстановленному методом ЦФА, в зависимости от шага сетки изображения | 2021 |
|
RU2785223C1 |
| Способ ультразвукового контроля профиля внутренней поверхности изделия в зоне сварного соединения с применением антенных решеток | 2016 |
|
RU2625613C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ПРОФИЛЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ИЗДЕЛИЯ С НЕРОВНЫМИ ПОВЕРХНОСТЯМИ | 2014 |
|
RU2560754C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ СТЕПЕНИ ПОВРЕЖДЕННОСТИ МЕТАЛЛОВ КОНТЕЙНЕРОВ | 2015 |
|
RU2614186C1 |
| Способ определения координаты отражателя в сечении, перпендикулярном сварному соединению по TOFD-эхосигналам | 2020 |
|
RU2740168C1 |
| Способ увеличения динамического диапазона сигналов измеряемых при проведении ультразвукового контроля | 2016 |
|
RU2649028C1 |
| Способ акустического контроля трубопровода | 2024 |
|
RU2826796C1 |
| Способ определения типа отражателя по амплитуде рассеянных им ультразвуковых импульсов | 2020 |
|
RU2760508C1 |
| Способ подбора пути ультразвуковой волны в призме, угла и стрелы призмы преобразователя ультразвукового дефектоскопа ультразвуковой антенной решетки, установленной на призму | 2024 |
|
RU2822293C1 |
| Способ определения структурных характеристик изделий из полимерных композиционных материалов и устройство для его осуществления | 2023 |
|
RU2809932C1 |
Использование: для калибровки ультразвуковой антенной решетки, установленной на призму. Сущность изобретения заключается в том, что излучают ультразвуковые сигналы с помощью множества элементов антенной решетки в образец известной толщины и принимают ультразвуковые сигналы, отраженные от отверстия бокового сверления известного диаметра на заданной глубине, регистрируют множество ультразвуковых эхосигналов для выбранной конфигурации излучения и приема, определяемой списком пар излучающих и принимающих элементов, рассчитывают параметры эхосигналов в зависимости от скорости звука в призме и ее геометрических параметров, сравнивают между собой измеренные и рассчитанные эхосигналы и производят поиск такого значения скорости продольной ультразвуковой волны в призме и ее геометрические параметры, которые обеспечивают минимальную разницу и которые будут считаться результатом калибровки, при этом в результате калибровки ультразвуковой антенной решетки определяется также время пробега в протекторе антенной решетки. Технический результат: обеспечение возможности определения реальных координат центров пьезоэлементов с точностью одной восьмой длины волны. 3 ил.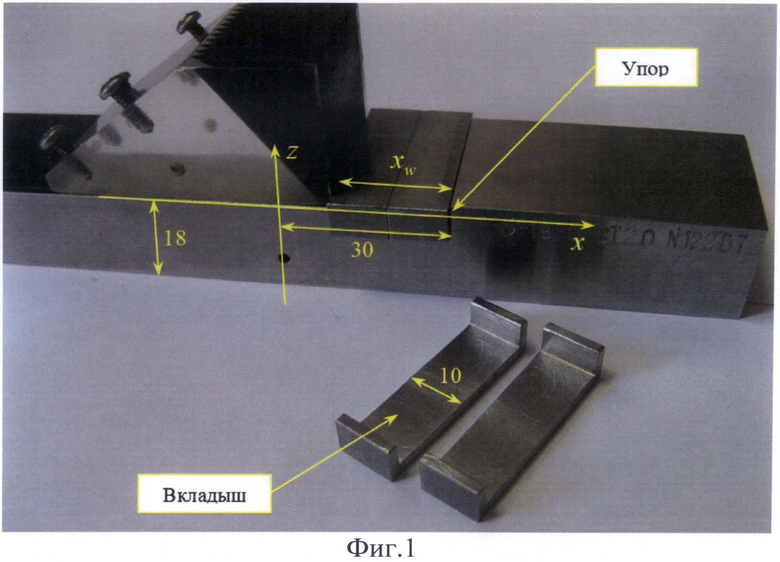
Способ калибровки ультразвуковой антенной решетки, установленной на призму, заключающийся в излучении ультразвуковых сигналов с помощью множества элементов антенной решетки в образец известной толщины и прием ультразвуковых сигналов, отраженных от отверстия бокового сверления известного диаметра на заданной глубине, регистрации множества ультразвуковых эхосигналов для выбранной конфигурации излучения и приема, определяемой списком пар излучающих и принимающих элементов, расчета оценки эхосигналов, зависящей от скорости звука в призме и ее геометрических параметров, сравнении между собой измеренных и рассчитанных эхосигналов, и поиска таких значений скорости звука в призме и ее геометрических параметров, которые обеспечивают минимальную разницу и которые будут считаться результатом калибровки,
отличающийся тем, что в результате калибровки ультразвуковой антенной решетки определяются значения скорости продольной волны в призме, ее геометрические параметры и время пробега в протекторе антенной решетки.
| В.В.Клюев, Неразрушающий контроль и диагностика, Москва, Издательство "Машиностроение", 1995, стр | |||
| Переносный кухонный очаг | 1919 |
|
SU180A1 |
| Аппарат для непрерывного разваривания сырья в спиртовом производстве | 1959 |
|
SU124397A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБРАЗЦОВ ДЛЯ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ | 2007 |
|
RU2346268C1 |
| Устройство для транспортирования в горизонтальном направлении листового стекла, отформованного на прокатной или другой машине | 1955 |
|
SU114373A3 |
| US 4576034A, 18.03.1986 | |||
| US 20120057428A1, 08.03.2012 | |||

