Известны устройства, в которых горизонтальное перемещение листового стекла после прокатной или другой стеклоформующей машины осуществляется валковым транспортером. Однако применение валкового транспортера приводит к получению ленты стекла с некачественной поверхностью, с отпечатками валков, с царапинами и тому подобными дефектами.
Предлагаемое устройство исключает возможность образования изъянов на поверхности стекла, так как оно выполнено в виде ванны, наполненной расплавленным металлом, по поверхности которого движется лента стекла.
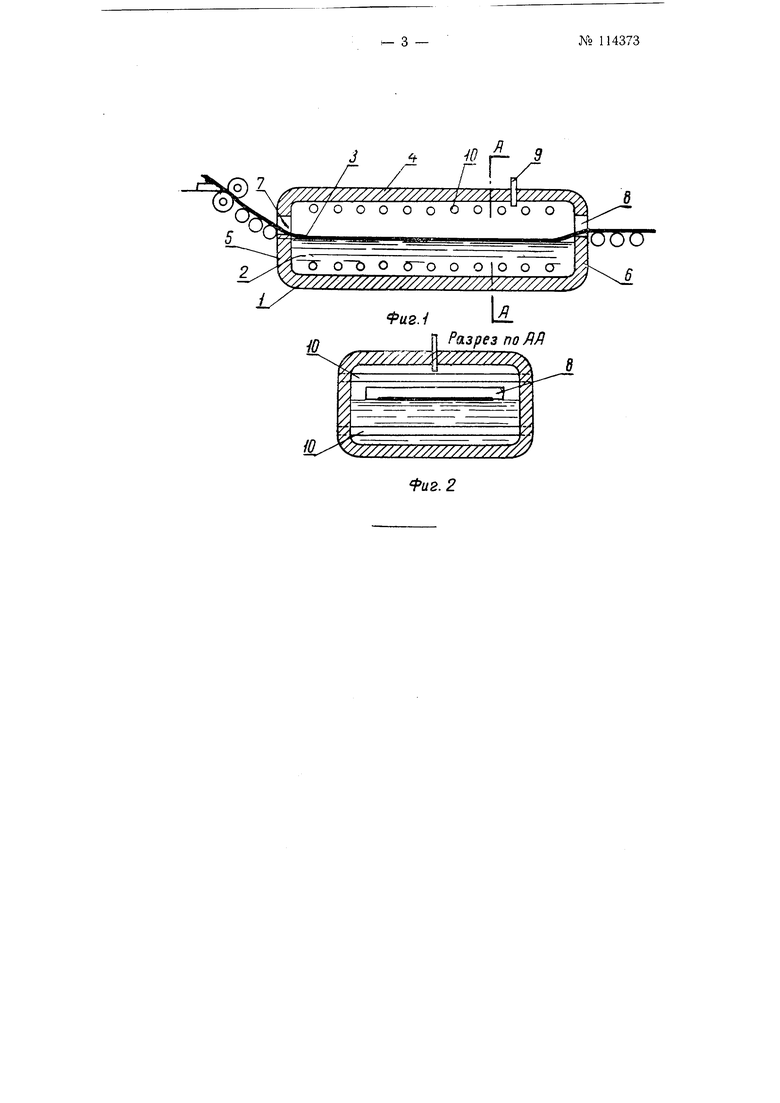
На фиг. 1 изображен общий вид предлагаемого устройства для транспортирования листового стекла, установленного после прокатной стеклоформующей машины, на фиг. 2 - поперечный разрез по АА предлагаемого устройства на фиг. 1.
Ванна J, заполненная расплавленным металлом 2 до уровня 3, перекрыта сводом 4 и закрыта с боков торцовыми стенками 5 и 6. Последние снабжены впускным 7 и выпускным 8 окнами для ленты стекла.
В свод ванны вмонтирована трубка 9, по которой подают инертный или восстановительный газ в подсводовое пространство ванны. У дна и под сводом ванны монтированы жидкостные или электротерморегуляторы 10 с помощью которых обеспечивают требуемую температуру как газовой среды ванны, так и расплавленного металла.
Дно ванны может быть ровным или при желании создать градиент температур - ступенчатым (на чертеже не показано).
Подсводовое пространство ванны может быть снабжено горизонтальными (не показанными на чертеже) перегородками, образующими реку№ 114373- 2 -
ператор, или самостоятельным рекуператором для подогрева впускаемого в ванну газа.
Металл, применяемый для заполнения ванны, должен быть инертен относительно вещества, из которого изготовлена ванна и относительно атмосферы над ванной; он должен быть неспособным образовывать продукты реакции, неблагоприятно действующие на качество стекла.
Опыты показали, что из всех обыкновенных чистых металлов олово отвечает всем требованиям для такой ванны, но оно невыгодно в производстве из-за высокой стоимости. Свинец также отвечает приведенным выще требованиям, но Щждается в установке, удаляющей ядовитые газы, образующиеся при высокой температуре.
Металл может нагреваться нри помощи индукционной электрической системы погруженными в ванну нагревателями или электродами. Для получения в ванне такого перепада температуры, чтобы сначала имело место повторное нлавление нижней поверхности стекла, а затем затвердение его, регулируют либо количество энергии, нодаваемой к нагревателям, либо глубину ванны, причем носледнее достигается, например ступенчатым устройством дна.
Для нитания подсводового пространства газом можно использовать обыкновенный светильный газ, обеспечивающий в верхнем пространстве восстановительную атмосферу, причем газ подается под давлением, обеспечивающем небольшое избыточное давление в верхнем пространстве. Такая восстановительная атмосфера необходима тогда, когда ванна состоит, главным образом, из расплавленного олова.
Отформованная, например, между вальцами лента стекла по опорным роликам поступает через впускное окно в ванну.
Проходя по поверхности расплавленного металла, нижняя поверхность ленты стекла размягчается, онлавляется и подвергается жидкостной полировке расплавленным металлом.
Верхняя поверхность ленты стекла подвергается такой же термической обработке и полировке под действием высокотемпературной газовой среды.
При дальнейшем движении, попадая в более низкотемпературную зону ванны, отполированные поверхности ленты стекла затвердевают и последняя по роликовому транспортеру направляется в цех резки стекла.
Предмет изобретения
Устройство для транспортирования в горизонтальном направлении листового стекла, отформованного на прокатной или другой машине, отличающееся тем, что, с целью одновременного полирования нижней поверхности ленты и снижения ее трения, оно выполнено в виде замкнутой ванны, наполненной расплавленным металлом, например оловом, по поверхности которого в защитной газовой среде движется лента стекла.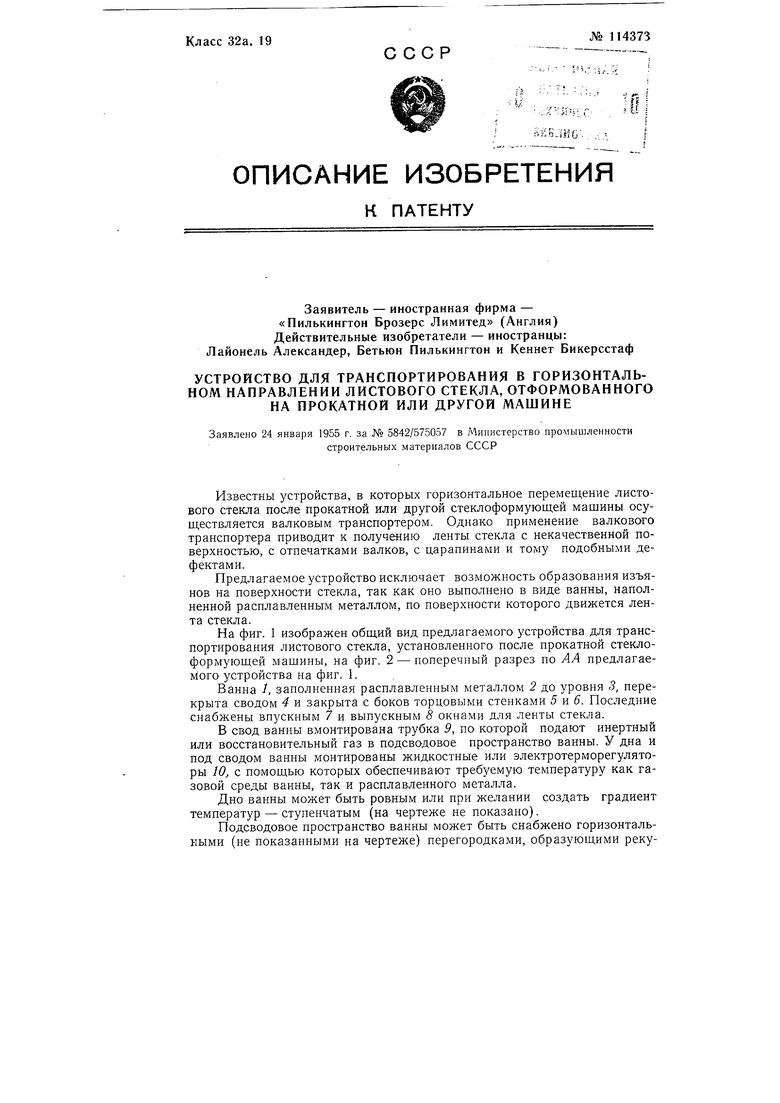
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1970 |
|
SU283077A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1972 |
|
SU334674A1 |
| Устройство для изготовления листового стекла на поверхности расплавленного металла | 1977 |
|
SU1097189A3 |
| ЛИНЕКНО-ИНДУКЦИОННЫЙ ДВИГАТЕЛЬ ДЛЯ ПЕРЕМЕЩЕНИЯ РАСПЛАВЛЕННОГО МЕТАЛЛА | 1971 |
|
SU297225A1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ ЛИСТОВОГО СТЕКЛА | 1971 |
|
SU310444A1 |
| СТЕКЛЯННЫЙ КОМПОНЕНТ СОЛНЕЧНОГО ЭЛЕМЕНТА, ИМЕЮЩИЙ ОПТИМИЗИРУЮЩЕЕ СВЕТОПРОПУСКАНИЕ ПОКРЫТИЕ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2404485C2 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1971 |
|
SU305641A1 |
| Способ формования ленты стекла | 1960 |
|
SU141822A1 |
| Устройство для изготовления листовогоСТЕКлА | 1968 |
|
SU849994A3 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1969 |
|
SU242071A1 |