Область техники, к которой относится изобретение
Изобретение относится к изготовлению деталей из композиционного материала, получаемых посредством наложения на оправку нескольких слоев усиливающих волокон. Этими слоями могут быть тканые, плетеные или драпированные слои углеродных волокон, которые соединяют друг с другом, например, посредством впрыска смолы.
Уровень техники
В таком способе изготовления, который применяют, например, для получения стойки из композиционного материала, оправка является сплошной или полой деталью, называемой также сердечником. Главным образом, она представляет собой опору, наружный контур которой охватывают накладываемые на нее слои усиливающих волокон, чтобы конечная деталь имела геометрию, соответствующую требуемой форме.
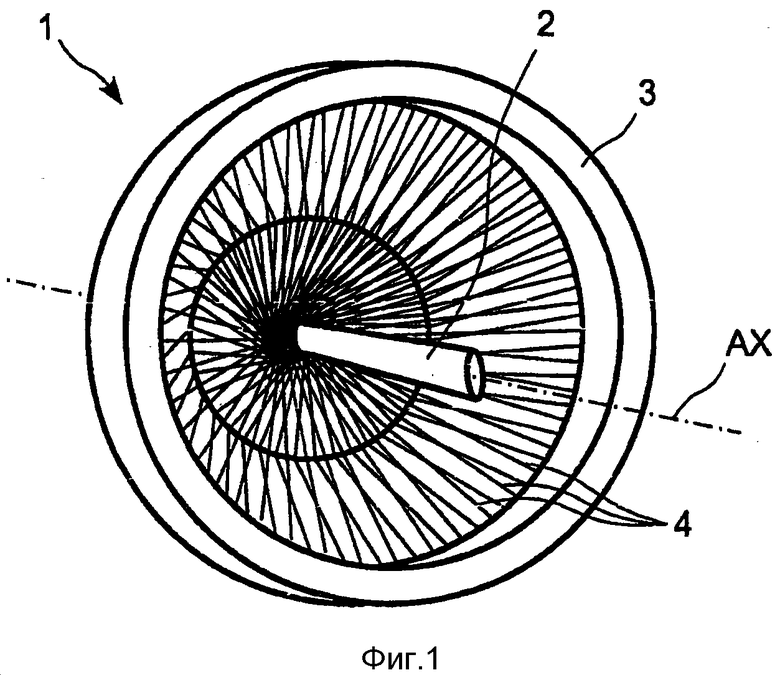
На практике слои усиливающих волокон можно накладывать на оправку при помощи машины плетения, такой как машина, обозначенная позицией 1 на фиг.1.
Оправку 2 устанавливают в машине 1 плетения, которая в основном содержит кольцо 3, на задней стороне которого расположен ряд бобин с усиливающими волокнами. Усиливающие волокна 4 сходятся в области, находящейся по существу на оси АХ, являющейся нормалью к кольцу 3. При запуске цикла плетения оправку 2 перемещают вдоль оси АХ, что приводит к плетению чулка из волокон, который прилегает к наружной стороне этой оправки 2.
Скорость движения оправки относительно кольца регулируют таким образом, чтобы волокна переплетались, будучи ориентированными по заранее определенному угловому значению, такому как шестьдесят градусов относительно оси АХ. Таким образом производят несколько проходов для получения нескольких плетеных слоев волокон, охватывающих оправку.
Комплекс, образованный оправкой и различными слоями волокон, помещают в форму. После этого впрыскивают смолу для пропитки слоев волокон, после чего запускают цикл термической обработки, чтобы система, состоящая из слоев волокон и смолы, образовала один жесткий блок.
На практике стараются достичь наилучшего прилегания слоев волокон к оправке, чтобы добиться оптимального геометрического соответствия между конечной деталью и оправкой, а также максимально возможного количества усиливающих волокон в конечной детали, чтобы обеспечить оптимальное соотношение между механической прочностью и массой.
Степень прилегания плетеных слоев волокон к оправке оптимизируют, изменяя уровень натяжения усиливающих волокон во время операции плетения.
Как правило, степень прилегания слоев волокон к оправке обусловлена натяжением волокон, их ориентацией относительно оси АХ и скоростью перемещения оправки вдоль оси АХ.
В примере, представленном на фиг.1, слои усиливающих волокон укладывают во время операции плетения. Однако, согласно другим способам слои усиливающих волокон могут представлять собой предварительно изготовленную волокнистую ткань, которую предстоит пропитать смолой, или предварительно пропитанные полотна.
Если речь идет о ткани, то оператор укладывает ее, одновременно пропитывая ее смолой, чтобы она прилегала к оправке. Если речь идет о предварительно пропитанных полотнах, то оператор аналогично укладывает их куски на оправку, но уже без операции пропитки смолой.
Таким образом, в этих двух последних примерах обеспечение прилегания в основном зависит от квалификации оператора, укладывающего слои усиливающих волокон, поэтому в контексте промышленного производства контроль за этим прилеганием не отличается надежностью.
Раскрытие изобретения
Задача изобретения состоит в разработке решения, направленного на улучшение прилегания слоев усиливающих волокон, укладываемых на оправку.
Поставленная задача решена в способе изготовления детали из композиционного материала, в котором на оправку, расположенную в продольном направлении и имеющую поперечное сечение, ограниченное замкнутым контуром, укладывают один или несколько плетеных, тканых или драпированных слоев усиливающих волокон, при этом согласно изобретению способ содержит, после наложения одного или нескольких слоев на оправку, операцию наложения, по меньшей мере, одной стяжки, наматываемой в виде спирали вокруг и вдоль комплекса, образованного оправкой и каждым наложенным на нее слоем усиливающих волокон, для стягивания каждого слоя усиливающих волокон на этой оправке.
Согласно изобретению слой или слои усиливающих волокон, накладываемые на оправку, прижимают в ходе операции наматывания лент, что позволяет отказаться от сложных и трудоемких регулировок натяжения волокон во время операции наложения плетеных слоев волокон.
Это позволяет улучшить геометрическое соответствие конечной детали с наружной формой оправки, а также увеличить количество усиливающих волокон в этой детали, чтобы повысить механическую прочность.
Объектом изобретения является также описанный выше способ, в котором используемая стяжка имеет форму ленты и ее плоско укладывают на слои усиливающих волокон, наложенные на оправку.
Объектом изобретения является также описанный выше способ, в котором последовательные витки каждой стяжки отстоят друг от друга.
Объектом изобретения является также описанный выше способ, в котором новый слой усиливающих волокон накладывают на слой или слои, на которые была намотана, по меньшей мере, одна стяжка, при этом, по меньшей мере, одну стяжку, которая была ранее намотана, разматывают по мере наложения нового слоя или новых слоев.
Объектом изобретения является также описанный выше способ, в котором операция намотки содержит, с одной стороны, намотку стяжки в виде ленты и, с другой стороны, намотку стяжки в виде нити.
Объектом изобретения является также описанный выше способ, в котором стяжку в виде ленты удаляют перед наложением нового слоя усиливающих волокон.
Объектом изобретения является также описанный выше способ, в котором наматывают, по меньшей мере, две стяжки в противоположных направлениях вокруг комплекса, образованного оправкой и наложенным(и) на нее слоем или слоями усиливающих волокон.
Объектом изобретения является также описанный выше способ, в котором, по меньшей мере, одна стяжка, наматываемая на комплекс, образованный оправкой и наложенными на нее слоями усиливающих волокон, выполнена из таких же волокон, что и усиливающие волокна слоев, накладываемых на оправку.
Объектом изобретения является также описанный выше способ, в котором стяжку наматывают вокруг и вдоль комплекса по мере укладки на комплекс слоя усиливающих волокон и при этом ее наматывают вокруг этого слоя.
Поставленная задача решена в способе изготовления детали из композиционного материала, в котором на оправку, расположенную в продольном направлении и имеющую поперечное сечение, ограниченное замкнутым контуром, укладывают один или несколько плетеных, тканых или драпированных слоев усиливающих волокон перед впрыском смолы в эти слои и полимеризацией этой смолы, согласно изобретению способ содержит перед впрыском смолы операцию или операции прижатия каждого слоя усиливающих волокон к оправке, при этом каждую операцию обеспечивают при помощи аппарата, содержащего раму, вращающуюся вокруг оправки и содержащую прижимное средство, прикладываемое, по меньшей мере, частично радиально к комплексу, образованному оправкой и каждым наложенным на нее слоем, и при этом свободно вращающемуся относительно рамы и вокруг оси, параллельной продольному направлению, для создания на каждом прижимаемом слое прижимного усилия, ориентированного радиально относительно продольного направления.
Слой или слои усиливающих волокон, укладываемые на оправку, прижимают при помощи операции каландрирования, что позволяет отказаться от сложных и трудоемких регулировок натяжения волокон во время операции наложения плетеных слоев волокон.
Это позволяет улучшить геометрическое соответствие конечной детали с наружной формой оправки и увеличить количество усиливающих волокон в этой детали, чтобы повысить ее механическую прочность.
Объектом изобретения является также описанный выше способ, в котором прижимным средством является ремень, заведенный вокруг набора роликов, установленных на раме, при этом участок этого ремня опирается сбоку на часть комплекса, образованного оправкой и каждым наложенным на нее слоем.
Объектом изобретения является также описанный выше способ, в котором прижатие обеспечивают при помощи двух аппаратов, рамы которых вращаются в противоположных направлениях вокруг комплекса, образованного оправкой и каждым наложенным на нее слоем.
Объектом изобретения является также описанный выше способ, в котором, по меньшей мере, одну операцию прижатия слоев усиливающих волокон осуществляют по мере укладки на комплекс слоя усиливающих волокон.
Краткое описание чертежей
На фиг.1 показана операция плетения углеродных волокон вокруг оправки, общий вид;
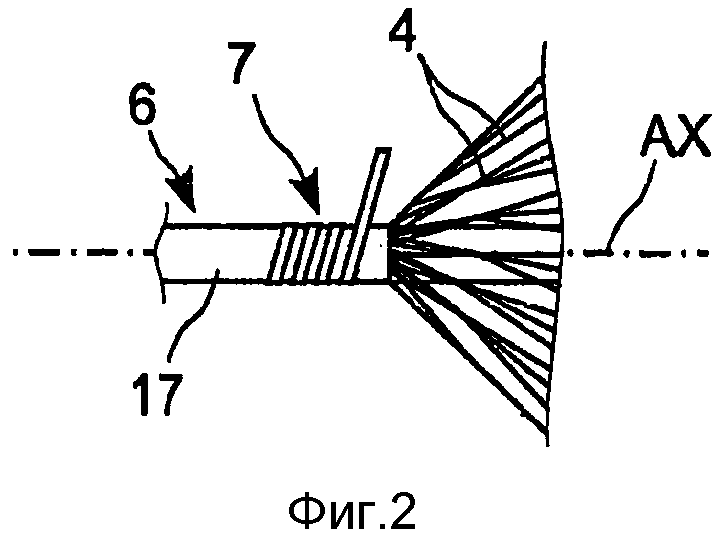
на фиг.2 показана операция плетения с одновременным наматыванием ленты в соответствии с изобретением, частичный вид сбоку;
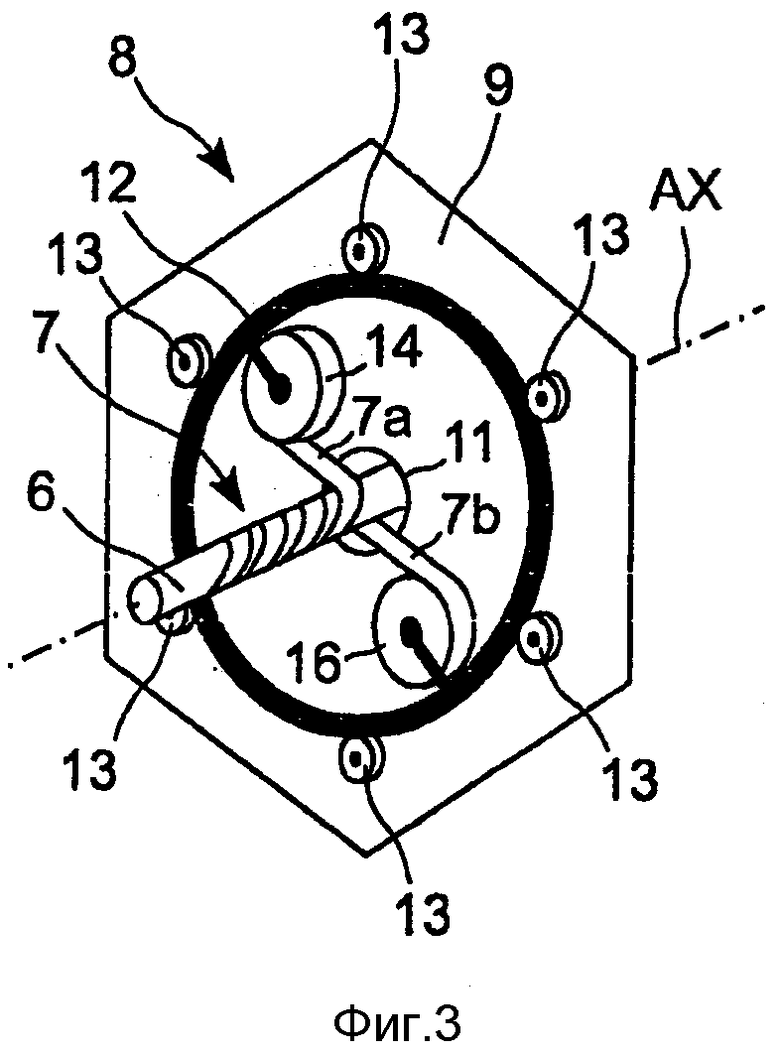
на фиг.3 показан аппарат для наматывания ленты на комплекс, образованный оправкой и наложенными на нее слоями, общий вид;
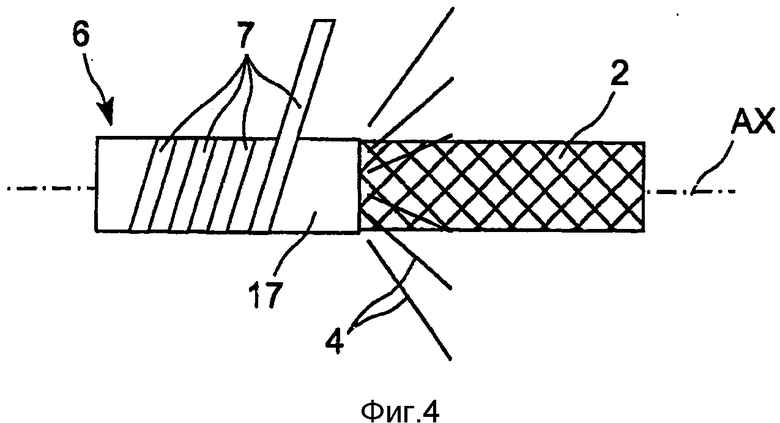
на фиг.4 показан первый вариант осуществления изобретения, схематичный вид сбоку;
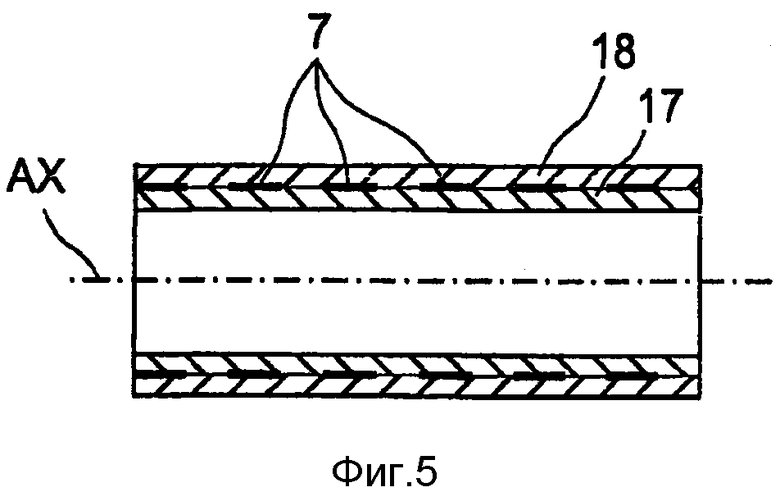
на фиг.5 показана готовая деталь с многослойной структурой, полученная при помощи первого варианта осуществления изобретения, вид в продольном разрезе;
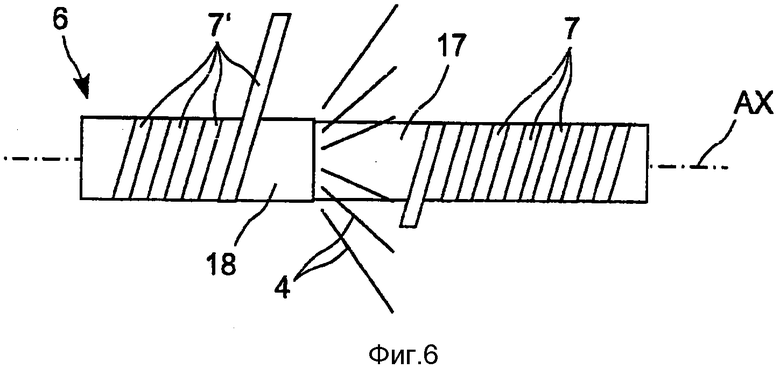
на фиг.6 показан второй вариант осуществления изобретения, схематичный вид
сбоку;
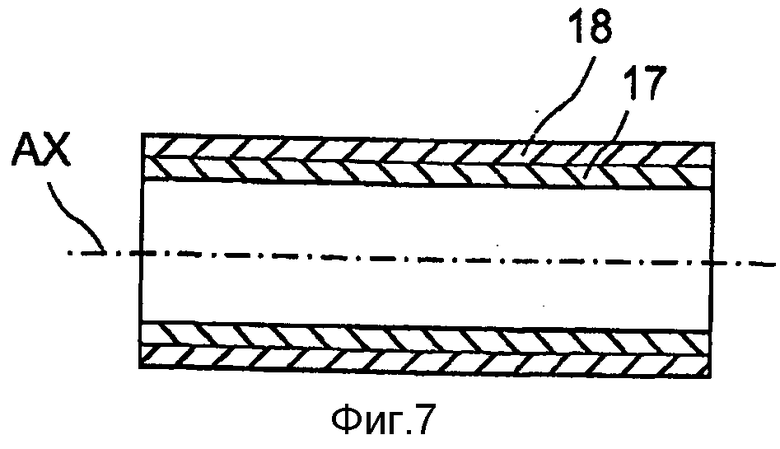
на фиг.7 показана готовая деталь с многослойной структурой, полученная при помощи второго варианта осуществления изобретения, вид в продольном разрезе;
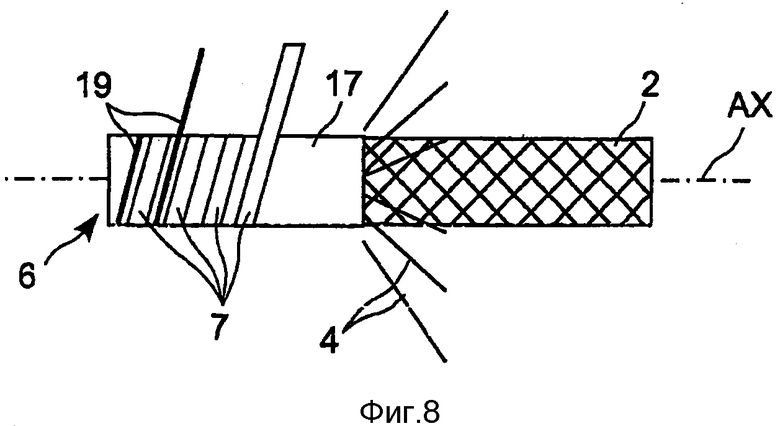
на фиг.8-10 показан третий вариант осуществления изобретения, схематичный вид сбоку;
на фиг.11 показана готовая деталь с многослойной структурой, полученная при помощи третьего варианта осуществления изобретения, вид в продольном разрезе;
на фиг.12 показан четвертый вариант осуществления изобретения, схематичный вид сбоку;
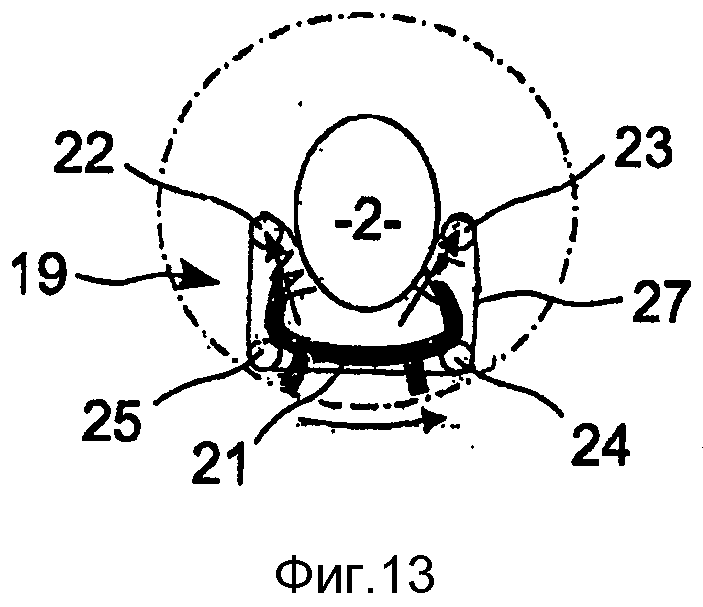
на фиг.13 показан аппарат для осуществления операции простого каландрирования, схематичный вид в поперечном разрезе;
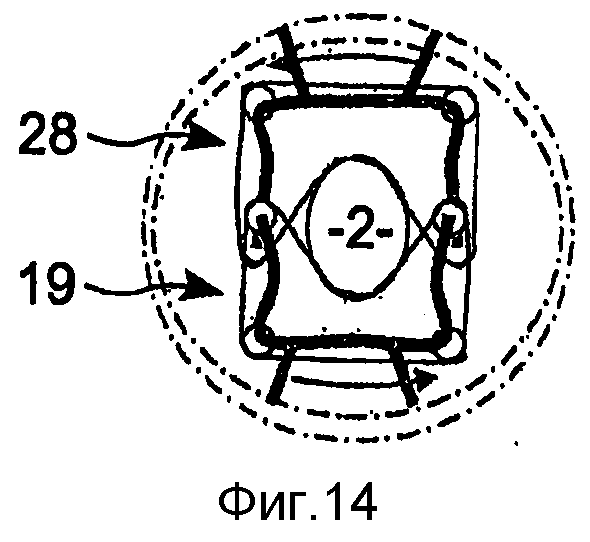
на фиг.14 показан аппарат для осуществления операции двойного каландрирования, схематичный вид в поперечном разрезе;
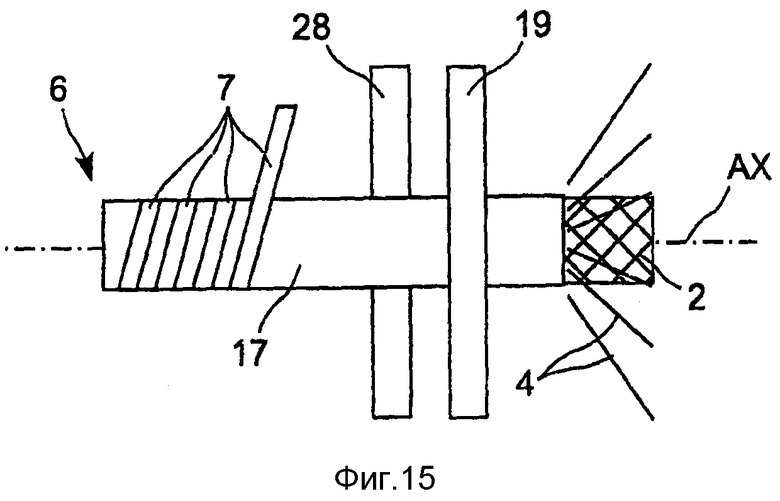
на фиг.15 показан вариант осуществления, в котором заявленный способ включает в себя операцию каландрирования, осуществляемую перед наматыванием стяжек, схематичный вид сбоку.
Осуществление изобретения
Основополагающей идеей изобретения является осуществление прижатия на оправке посредством наматывания стяжек вокруг слоев усиливающих волокон с целью упрощения контроля этого прижатия.
Оправка расположена в продольном направлении АХ и имеет поперечное сечение, ограниченное замкнутым контуром, который может быть эллиптическим, многоугольным или другим. Как правило, этот контур ограничивает боковую сторону оправки, которую необходимо покрыть усиливающими волокнами для получения конечной детали.
Как схематично показано на фиг.2, операция наматывания вокруг слоя или слоев волокон, наложенных на оправку, может быть включена в операцию плетения этих слоев, чтобы не вводить отдельный дополнительный этап.
Это наматывание можно производить вручную или наполовину вручную, однако его предпочтительно осуществлять при помощи аппарата, показанного на фиг.3 и обозначенного на ней позицией 8.
Как показано на фиг.2 и 3, стяжку 7 наматывают вокруг и вдоль комплекса 6, образованного оправкой и наложенными на нее слоями, в основном спиралевидно, образуя последовательные витки, которые в данном случае отстоят друг от друга вдоль оси АХ.
В примере, показанном на фиг.2 и 3, стяжка 7 выполнена в виде ленты, то есть имеет сечение в основном с прямоугольным контуром. Эту ленту 7 плоско укладывают на слои усиливающих волокон, наложенные на оправку, что оптимизирует удержание волокон и позволяет не только избегать их волнистости, а, наоборот, способствует максимально равномерному распределению этих волокон.
Операцию наматывания можно осуществлять при помощи аппарата 8, который схематично показан на фиг.7, причем этот аппарат расположен вокруг оси АХ перед кольцом 3 плетения, которое на фиг.3 не показано. Это расположение позволяет производить наматывание по мере наложения слоя волокон.
Аппарат 8 содержит опорную площадку 9 с круглым центральным отверстием 11, центр которого находится на оси АХ и через которое проходит комплекс 6. На этой площадке 9 установлено кольцо 12, центрованное по оси АХ, при помощи охватывающего и удерживающего его набора из шести роликов 13. Сами эти ролики установлены на площадке 9 с возможностью вращения относительно этой площадки и равномерно распределены вдоль окружности с центром на оси АХ и с диаметром, слегка превышающим диаметр кольца 12.
Таким образом, кольцо 12 находится внутри круга, ограниченного роликами 13, и один или несколько из этих роликов соединены с механическим приводом, чтобы приводить это кольцо 12 во вращение вокруг оси АХ, когда привод активирован.
Как показано на фиг.3, на этом кольце 12 установлены также две бобины 14 и 16, расположенные диаметрально противоположно относительно оси АХ, при этом каждая бобина выполнена с возможностью вращения вокруг оси, параллельной оси АХ, и относительно кольца 12, на котором они установлены.
Во время работы, как схематично показано на фиг.3, кольцо 12 приводится во вращение приводным или приводными роликами, и одновременно с этим комплекс 6, образованный оправкой и накладываемыми на нее плетеными слоями, перемещают вдоль оси АХ таким образом, чтобы разматывать две ленты 7а и 7b соответственно с бобин 14 и 16 и спиралевидно наматывать их вокруг слоя волокон, который в это время укладывают на комплекс 6.
Показанный на фиг.3 аппарат позволяет одновременно наматывать в одном направлении две ленты, обозначенные на фигуре позициями 7а и 7b, однако его можно использовать для наматывания только одной ленты 7, если этот аппарат оснастить только одной бобиной 14.
Как схематично показано на фиг.4, ленту 7 можно наматывать вокруг первого слоя 17 усиливающих волокон 4, укладываемых вокруг оправки 2 машиной плетения. После укладки этого первого слоя 17 и после наматывания вокруг него ленты 7 можно вокруг комплекса, то есть сверху слоя 17 и охватывающей его ленты 7, наложить новый слой 18 усиливающих волокон 4.
В полученной структуре, показанной на фиг.5, оба слоя 17 и 18 наложены друг на друга, тогда как лента 7 остается намотанной между этими двумя слоями на уровне их соединения.
Понятно, что можно использовать ленту 7, выполненную из тех же волокон, что и усиливающие волокна слоев 17 и 18, для обеспечения удовлетворительного сцепления между этими двумя слоями после впрыска смолы.
Согласно другому варианту осуществления способа в соответствии с изобретением ленту 7 наматывают вокруг слоя 17 усиливающих волокон для его прижатия к оправке 2, однако эту ленту удаляют по мере наложения нового слоя 18 плетеных волокон.
Как схематично показано на фиг.6, вокруг нового слоя 18 усиливающих волокон наматывают другую ленту, обозначенную 7', по мере наложения плетением этого слоя вокруг комплекса, образованного оправкой и первым слоем 17 усиливающих волокон.
В зависимости от варианта наружную ленту 7' можно оставить на месте или удалить, как в случае фиг.7, где показана структура, полученная в результате способа, представленного на фиг.6, когда эту наружную ленту удаляют.
Как показано на фиг.7, благодаря удалению первой ленты 7 перед наложением второго плетеного слоя 18, оба плетеных слоя опираются непосредственно друг на друга, поэтому их сцепление является оптимальным после впрыска смолы и термической обработки.
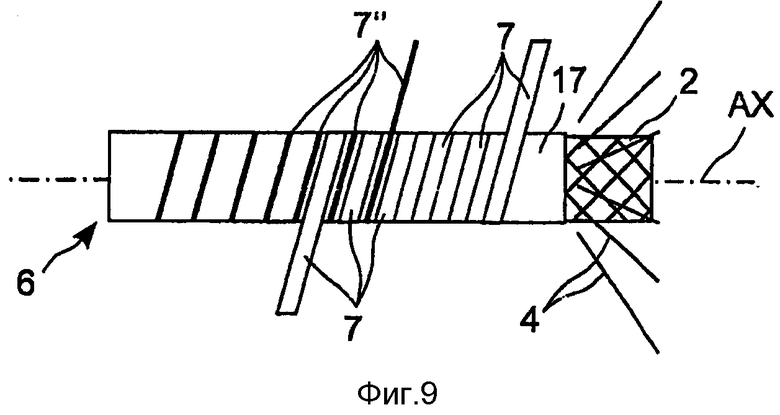
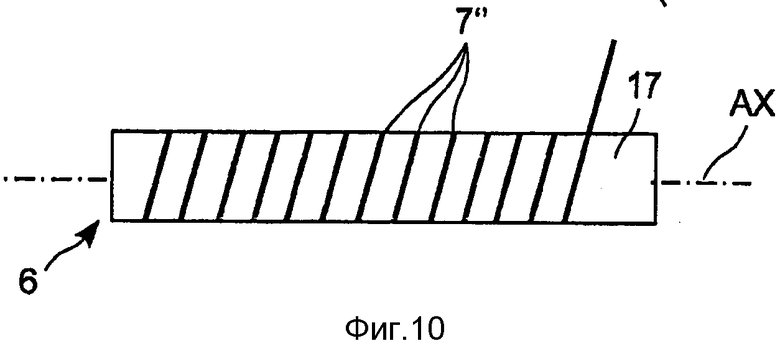
Как показано в примере на фиг.8-11, вокруг слоя 17 волокон можно наматывать не только одну ленту 7, а одновременно наматывать в одном направлении ленту 7 и нить 7'' таким образом, чтобы оставлять нить 7'' на месте при удалении ленты 7 в момент наложения второго слоя 18 усиливающих волокон. В зависимости от варианта нить 7'' можно наматывать одновременно с лентой или наматывать потом в промежутках, разделяющих последовательные витки ленты 7.
Таким образом, лента 7 обеспечивает прилегание слоя 17 к оправке 2, а стяжка 7'' в виде нити предназначена для сохранения этого прилегания после удаления ленты 7.
В этих условиях удаление ленты 7 перед наложением дополнительного слоя 18, что соответствует фиг.9, не может привести к ослаблению прилегания слоев 17 к оправке.
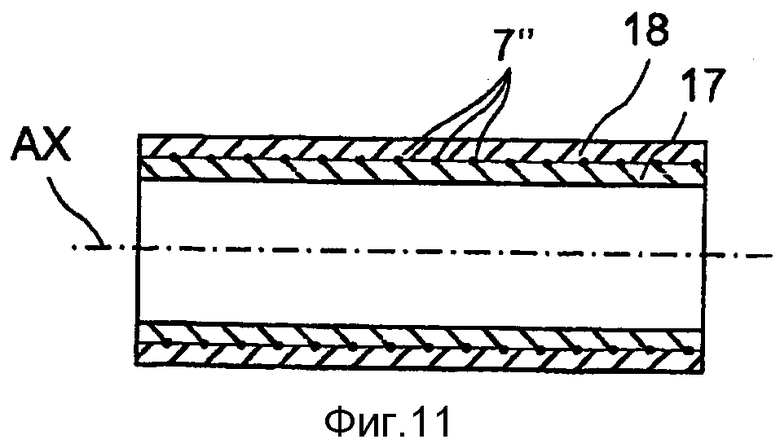
В результате в готовой детали остается только нить 7'', что одновременно обеспечивает удовлетворительное прилегание внутреннего слоя 17 и хорошее сцепление слоев 17 и 18 друг с другом, поскольку нить 7'', находящаяся между этими двумя слоями, имеет поверхность, которая является ничтожной по отношению к общей поверхности соединения этих двух слоев, как показано на фиг.11.
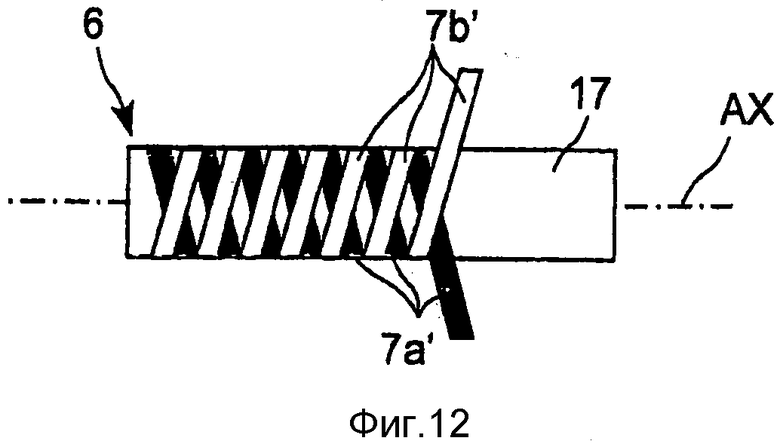
Чтобы наматывание ленты 7 вокруг слоя или слоев плетеных усиливающих волокон не нарушало ориентацию этих волокон относительно оси АХ, предпочтительно две ленты наматывают в противоположных направлениях, как схематично показано на фиг.12.
В этом случае усилие кручения, создаваемое одной из лент на слое усиливающих волокон, компенсируется усилием кручения, создаваемым второй лентой, наматываемой в другом направлении, поэтому окружное натяжение оказывается уравновешенным.
При этом наматывание двух лент, обозначенных позициями 7а' и 7b', производят при помощи двух аппаратов, аналогичных показанному на фиг.3, которые устанавливают один за другим перед машиной 1 плетения. В этом случае каждый аппарат содержит только одну бобину с лентой, и кольцами этих двух аппаратов управляют таким образом, чтобы они вращались в противоположном направлении вокруг оси АХ.
В этих условиях сводят к минимуму смещение усиливающих волокон слоев, вызываемое наматыванием лент.
Необходимо отметить, что вариант осуществления, показанный на фиг.12, не исключает возможности наматывания также нити, чтобы можно было удалить обе ленты перед наложением дополнительного слоя усиливающих волокон, избегая при этом ослабления слоя 17.
В этом случае нить наматывают вместе с лентой 7а', которая находится под лентой 7b', чтобы можно было удалить сначала ленту 7b', а затем ленту 7а', оставляя на месте нить.
Улучшения прилегания слоев усиливающих волокон можно также достичь при помощи так называемой операции ротационного каландрирования слоя или слоев усиливающих волокон, как схематично показано на фиг.13-15.
Как показано на фиг.13, для этого предусмотрен аппарат ротационного каландрирования, обозначенный позицией 19 и содержащий раму 21, установленную с возможностью вращения вокруг оси АХ, при этом рама 21 установлена, например, на аппарате типа показанного на фиг.3 и жестко соединена с кольцом этого аппарата.
Эта рама 21 содержит набор из установленных на ней четырех роликов 22, 23, 24 и 25, находящихся в одной плоскости, перпендикулярной к оси АХ, вокруг которых заведен ремень, обозначенный позицией 27 и представляющий собой прижимное средство. Таким образом, участок этого ремня 27 опирается сбоку на комплекс 6, образованный оправкой 2 и наложенными на нее слоями усиливающих волокон, создавая на этих слоях усилие, направленное радиально относительно оси АХ.
Таким образом, когда рама 21 вращается вокруг оси АХ, участок ремня, опирающийся сбоку на комплекс 6, вращается вокруг оси АХ, но не создает окружного натяжения на слое 17, поскольку этот ремень вращается одновременно вокруг роликов 22-25, то есть вокруг оси, параллельной оси АХ.
Один или несколько разных роликов 22-25 можно установить на системе, которая придает этому подвижному ремню определенную упругость относительно рамы в радиальном направлении. Для этого аппарат содержит возвратные средства, такие как пружины, чтобы регулировать натяжение ремня, то есть усилия, создаваемые ремнем в радиальном направлении на комплексе, образованном оправкой и наложенными на нее слоями.
Дополнительно, как показано на фиг.14, можно предусмотреть другой аппарат 28 каландрирования, отстоящий от аппарата 19 вдоль оси АХ, причем этот другой аппарат 28 каландрирования приводят в действие таким образом, чтобы он вращался вокруг оси АХ в направлении, противоположном вращению аппарата 19.
Такая операция двойного каландрирования, с одной стороны, обеспечивает постепенность прижатия оплетки 17 к оправке 2 или к другим слоям, наложенным на эту оправку, и, с другой стороны, существенно уменьшает окружное напряжение, создаваемое на слое 17, так как оба аппарата 19 и 28 каландрирования при таком окружном напряжении действуют в противоположных направлениях.
Каландрирование плетеных слоев осуществляют при помощи ремней, однако его можно производить также напрямую при помощи колес или роликов посредством вращающейся рамы, прижимаемых в радиальном направлении непосредственно к плетеным слоям, наложенным на оправку.
Операцию каландрирования можно осуществлять после наложения каждого плетеного слоя на оправку, после наложения нескольких слоев или после наложения всех этих слоев.
Кроме того, в примере, представленном на фигурах, операцию или операции каландрирования производят по мере наложения слоя усиливающих волокон, что позволяет сразу обеспечивать его прилегание.
Операцию или операции каландрирования можно осуществлять сами по себе или в комбинации с операциями наматывания стяжек вокруг плетеных слоев.
Когда операции каландрирования осуществляют отдельно, то предусматривают, например, каландрирование каждого плетеного слоя вокруг оправки до помещения комплекса, образованного оправкой и наложенными на нее слоями, в форму для нагнетания в нее смолы и для полимеризации этой смолы.
Когда операции каландрирования осуществляют в комбинации с операциями наматывания стяжек или лент, они позволяют еще больше повысить качество прижатия плетеных волокон к оправке при помощи установки, схематично показанной на фиг.15.
В этом случае после выполнения плетения одного или нескольких слоев вокруг оправки осуществляют операцию простого или двойного каландрирования перед наматыванием стяжек вокруг тканых слоев. Эту стяжку можно оставить или удалить до выполнения другого тканого слоя вокруг комплекса.
Для этого установка, показанная на фиг.15, содержит вдоль оси АХ сначала машину плетения, затем два аппарата 19 и 28 каландрирования, затем один или два аппарата для наматывания лент на комплекс 6.
Эти различные аппараты отстоят друг от друга вдоль оси АХ таким образом, чтобы осуществлять плетение и наложение слоя усиливающих волокон, его каландрирование на оправке 2 и наматывание одной или нескольких стяжек во время одного этапа, в ходе которого комплекс 6 перемещают вдоль оси АХ.
В целом следует отметить, что примеры, показанные на фигурах, иллюстрируют ситуации, в которых деталь из композиционного материала выполняют из первого и второго слоя.
Однако способ можно применять также для деталей, содержащих гораздо большее число слоев усиливающих волокон. В этом случае наматывание ленты и/или нити можно производить в зависимости от конкретного случая для прижатия только одного слоя к оправке, однако его можно применять для одновременного прижатия всех слоев усиливающих волокон, наложенных в результате нескольких проходов машины плетения.
Кроме того, используемые стяжки, то есть ленты и нити, наматываемые вокруг детали во время изготовления, в зависимости от варианта могут быть изготовлены из тех же волокон, что и волокна, используемые для формирования самих усиливающих слоев, то есть углеродных волокон или волокон из другого материала.
Если рассматриваемую стяжку или ленту необходимо оставить на месте, то предпочтительно ее выполняют из тех же волокон, которые используют для плетения слоев усиливающих волокон. Однако если во время процесса изготовления нить или ленту необходимо удалять, для ее изготовления можно также применять материалы, отличные от волокон, используемых для плетения слоев.
Изобретение относится к вариантам способа изготовления детали из композиционного материала посредством наложения на оправку нескольких слоев усиливающих волокон. Техническим результатом заявленного изобретения является улучшение прилегания слоев усиливающих волокон, укладываемых на оправку. Технический результат достигается способом изготовления детали из композиционного материала, в котором на оправку, расположенную в продольном направлении и имеющую поперечное сечение, ограниченное замкнутым контуром, укладывают один или несколько плетеных, тканых или драпированных слоев усиливающих волокон. Причем после наложения одного или нескольких слоев на оправку проводят операцию наложения, по меньшей мере, двух стяжек, наматываемых в виде спирали в противоположных направлениях вокруг и вдоль комплекса, образованного оправкой и каждым наложенным на нее слоем усиливающих волокон, для прижатия каждого слоя усиливающих волокон к этой оправке. При этом новый слой усиливающих волокон накладывают на слой или слои, на который или на которые были намотаны стяжки. Причем, по меньшей мере, одну ранее намотанную стяжку разматывают для ее удаления по мере наложения нового слоя или новых слоев. 2 н. и 10 з.п. ф-лы, 15 ил.
1. Способ изготовления детали из композиционного материала, в котором на оправку (2), расположенную в продольном направлении (АХ) и имеющую поперечное сечение, ограниченное замкнутым контуром, укладывают один или несколько плетеных, тканых или драпированных слоев (17, 18) усиливающих волокон (4), отличающийся тем, что содержит, после наложения одного или нескольких слоев (17) на оправку (2), операцию наложения, по меньшей мере, двух стяжек (7а', 7b'), наматываемых в виде спирали в противоположных направлениях вокруг и вдоль комплекса (6), образованного оправкой (2) и каждым наложенным на нее слоем (17) усиливающих волокон (4), для прижатия каждого слоя (17) усиливающих волокон к этой оправке (2), при этом новый слой (18) усиливающих волокон накладывают на слой или слои (17), на который или на которые были намотаны стяжки (7, 7а, 7b, 7', 7а', 7b', 7”), причем, по меньшей мере, одну ранее намотанную стяжку (7, 7а, 7b, 7', 7а', 7b') разматывают для ее удаления по мере наложения нового слоя или новых слоев (18).
2. Способ по п.1, в котором используемая стяжка (7, 7а, 7b, 7', 7а', 7b') имеет форму ленты и ее плоско укладывают на слои (17) усиливающих волокон, наложенные на оправку (2).
3. Способ по п.1, в котором последовательные витки каждой намотанной стяжки (7, 7а, 7b, 7', 7а', 7b', 7”) отстоят друг от друга.
4. Способ по п.1, в котором операция намотки содержит намотку стяжки (7, 7а, 7b, 7', 7а', 7b') в виде ленты и намотку стяжки (7”) в виде нити.
5. Способ по п.4, в котором стяжку в виде ленты (7, 7а, 7b, 7', 7а', 7b') удаляют перед наложением нового слоя (18) усиливающих волокон.
6. Способ по п.1, в котором, по меньшей мере, одна стяжка (7, 7а, 7b, 7', 7а', 7b', 7”), наматываемая на комплекс (6), образованный оправкой (2) и наложенными на нее слоями (17) усиливающих волокон, выполнена из тех же волокон, что и усиливающие волокна (4) слоев (17, 18), накладываемых на оправку (2).
7. Способ по п.1, в котором, по меньшей мере, одну стяжку (7, 7а, 7b, 7', 7а', 7b', 7”) наматывают вокруг и вдоль комплекса (6) по мере укладки на него слоя усиливающих волокон.
8. Способ по п.1, в котором, по меньшей мере, одну операцию прижатия слоев (17, 18) усиливающих волокон осуществляют по мере укладки на комплекс (6) слоя (17, 18) усиливающих волокон.
9. Способ изготовления детали из композиционного материала, в котором на оправку (2), расположенную в продольном направлении (АХ) и имеющую поперечное сечение, ограниченное замкнутым контуром, укладывают один или несколько плетеных, тканых или драпированных слоев (17, 18) усиливающих волокон (4) перед впрыском смолы в эти слои и полимеризацией этой смолы, отличающийся тем, что содержит перед впрыском смолы операцию или операции прижатия каждого слоя (17) усиливающих волокон к оправке (2), при этом каждую операцию прижатия производят при помощи двух аппаратов (19, 28), имеющих рамы (21), вращающиеся в противоположных направлениях вокруг комплекса (6), образованного оправкой (2) и каждым наложенным на нее слоем (17), причем каждая рама (21), вращающаяся вокруг оправки (2), содержит прижимное средство (27), прикладываемое, по меньшей мере, частично радиально к комплексу, образованному оправкой (2) и каждым наложенным на нее слоем (17, 18), и вращающееся при этом свободно относительно рамы (21) и вокруг оси, параллельной продольному направлению (АХ), для создания на каждом прижимаемом слое (17) прижимающего усилия, ориентированного радиально относительно продольного направления (АХ).
10. Способ по п.9, в котором прижимным средством (27) является ремень (27), заведенный вокруг набора роликов (22, 25), установленных на раме (21), при этом участок этого ремня опирается сбоку на часть комплекса (6), образованного оправкой (2) и каждым наложенным на нее слоем (17).
11. Способ по п.10, в котором прижатие обеспечивают при помощи двух аппаратов (19, 28), рамы которых вращаются в противоположных направлениях вокруг комплекса (6), образованного оправкой (2) и каждым наложенным на нее слоем (17).
12. Способ по п.10, в котором, по меньшей мере, одну операцию прижатия слоев (17, 18) усиливающих волокон осуществляют по мере укладки на комплекс (6) слоя (17, 18) усиливающих волокон.
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВЫХ СТАЛЕПЛАВИЛЬНЫХ ПЕЧАХ И ФУРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2116356C1 |
| US 2007272346 А1, 29.11.2007 | |||
| DE 4310201 А1, 16.06.1994 | |||
| US2007125487 A1, 07.06.2007 | |||
| Способ измерения линейных размеров или малых перемещений при помощи кварцевого вибратора | 1944 |
|
SU72955A1 |

