Изобретение относится к авиадвигателестроению, а именно к процессу изготовления сотовой ленты, применяемой в газотурбинных двигателях, а именно в турбинах ГТД.
Известен способ изготовления сотового уплотнения, включающий в себя плоскую деформацию листов с формирование гофр, составление листов со смещением друг к другу на одинаковую величину (DE 478363 МПК, F16J 15/44 от 23.02.1968, опубл. 13.10.1969).
Недостатком известного способа является невысокое качество получаемого сотового уплотнения, связанное с операцией составления гофрированных листов друг с другом на определенную величину смещения, что также увеличивает трудоемкость изготовления.
Известен способ изготовления сотовых уплотнений, включающий непрерывное формирование гофрированных слоев на бесконечной ленте по ширине ленты, сборку с одновременной сваркой по соприкасающимся поверхностям, причем свариваемые соприкасающиеся поверхности верхнего и нижнего гофра (полусоты) образуют целую сотовую ячейку (RU 2008227 от 30.03.1990, опубл. 28.02.1994, МПК B32B 3/12, B31D 3/00).
Недостатками известного способа являются:
- невысокое качество получаемого сотового уплотнения, связанное с величиной смещения одного слоя гофрированной ленты относительно другого;
- трудоемкость изготовления, обусловленная использованием термофиксирующего индентора при формировании сот, а также необходимость разработки дополнительных приспособлений.
Наиболее близким является способ изготовления сотового уплотнения, заключающийся в том, что осуществляют непрерывную подачу ленты бесконечной длины, затем на ленте выполняют надрезы в шахматном порядке с шагом, равным высоте соты, при этом длина надреза равна развертке половине периметра ячейки, выполняют гофрирование ленты, при этом форма гофры соответствует форме половины соты, гофрированную ленты складывают по надрезам и выполняют калибровку сформированной сотовой ленты по высоте («Современные технологии в производстве газотурбинных двигателей». Под ред. А.Г. Братухина, Г.К. Язова, Б.Е. Карасева, М., 1997 г., с.411, стр.282-283).
Недостатками известного способа являются:
- невысокие прочностные характеристики получаемого уплотнения вследствие утонения материала ленты при гофрировании;
- невысокое качество получаемого сотового уплотнения за счет выполнения продольных надрезов и продольного гофрирования ленты.
Техническим результатом, достигаемым в заявленном изобретении, является создание способа, обеспечивающего высокое качество получаемого сотового уплотнения, а также повышение прочностных характеристик.
Технический результат достигается тем, что осуществляют непрерывную подачу ленты неограниченной длины, выполняют надрезы в шахматном порядке с шагом, равным высоте соты, при этом длина надреза равна половине периметра соты, гофрируют ленту таким образом, что форма гофры соответствует форме половины соты, затем гофрированную ленту складывают по надрезам и калибруют по высоте.
Новым в изобретении является то, что после подачи ленты неограниченной длины надрезы, изготовленные в шахматном порядке, выполняют поперечными по всей длине ленты, при этом перемычка, образованная между надрезами, имеет длину стороны соты, выполняют сжатие кромок ленты с обеих сторон с углом конусности 10-20°, последующее гофрирование делают продольным по всей ширине ленты, затем поперечно складывают продольно гофрированную ленту по выполненным надрезам, далее после калибровки по высоте сотовую ленту с обеих сторон сваривают по соприкасающимся граням сот.
Повышение прочностных характеристик сотового уплотнения происходит за счет введения дополнительной операции сжатия кромок ленты с обеих сторон с углом конусности 10-20°, вследствие чего устраняется утонение ленты при дальнейшей операции гофрирования. Повышение качества изготовления сотового уплотнения достигается за счет выполнения поперечных надрезов и поперечного гофрирования ленты.
На прилагаемых чертежах изображено:
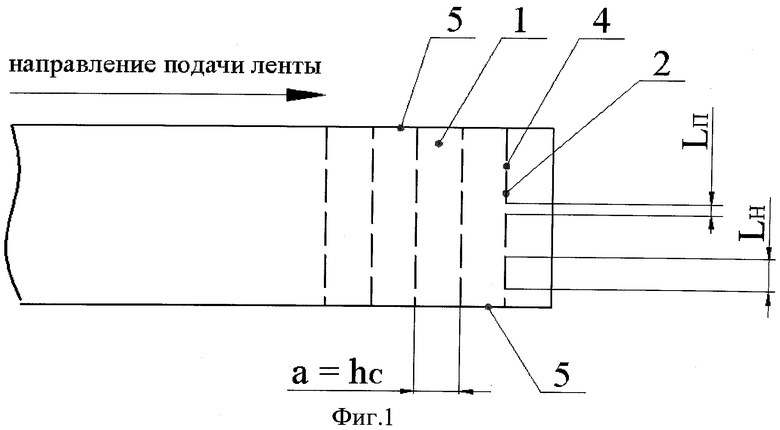
фиг.1 - лента с выполненными поперечными надрезами;
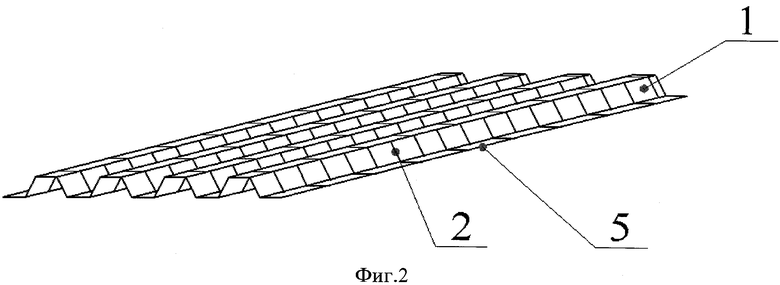
фиг.2 - продольно гофрированная лента;
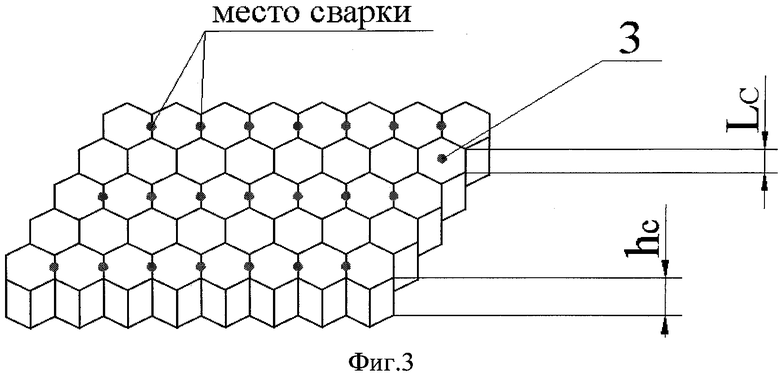
фиг.3 - сотовое уплотнение.
Способ изготовления сотовой ленты осуществляется следующим образом.
Осуществляют непрерывную подачу ленты неограниченной длины из подающего барабана.
На ленте 1 выполняют надрезы 2 в шахматном порядке с шагом а (фиг.1), равным высоте соты 3 hC (фиг.3). Длина надреза 2 LH равна половине периметра PC соты 3 (фиг.1, 3). Надрезы 2 выполняют поперечными по всей длине ленты 1 (фиг.1, 2). Между надрезами 2 образуются перемычки 4, длина которых LП равна длине стороны соты 3 LC (фиг.1).
После этого выполняют сжатие кромок 5 ленты 1 с обеих сторон с углом конусности 10-20°. Это выполняется для того, чтобы исключить утонение по толщине самой ленты 1, которое может привести к разрушению изготовленного сотового уплотнения в процессе работы.
Затем выполняют гофрирование ленты 1. Форма гофры соответствует форме половины соты 3, гофрирование выполняют продольным по всей ширине ленты 1 (фиг.2).
Гофрированную продольно ленту 1 складывают по поперечным надрезам 2. В местах, где выполнены перемычки 4, происходит соприкосновение вогнутых поверхностей полусот.
Затем сложенная сотовая лента 1 калибруется по высоте для выравнивания размера. При этом по соприкасающимся поверхностям сот 3 выполняют сварку с обеих сторон ленты 1 для повышения жесткости конструкции сотового уплотнения в процессе эксплуатации (фиг.3).
Согласно предложенному способу изготовления значительно улучшается качество изготовления сотового уплотнения и повышаются прочностные характеристики.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства сотоэлемента и устройство для производства сотоэлемента | 2022 |
|
RU2819104C2 |
| Способ изготовления сотового заполнителя | 1984 |
|
SU1222368A1 |
| Штамп для продольного гофрированияпОлОСы | 1979 |
|
SU804129A1 |
| Устройство для изготовления сотовогозАпОлНиТЕля | 1978 |
|
SU806209A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПАНЕЛИ | 2004 |
|
RU2292977C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ И ПРОСТРАНСТВЕННЫХ СОТОВЫХ СТРУКТУР И КОНСТРУКЦИЙ НА ИХ ОСНОВЕ | 1996 |
|
RU2126875C1 |
| Способ изготовления прирабатываемого уплотнения | 2020 |
|
RU2745839C1 |
| Устройство для изготовления деталей | 1974 |
|
SU639632A1 |
| Устройство для гофрирования полосо-ВОгО МАТЕРиАлА | 1979 |
|
SU829260A1 |
| Способ изготовления магнитопровода электрической машины | 1980 |
|
SU892589A1 |
Изобретение относится к авиадвигателестроению, в частности к процессу изготовления сотовой ленты, применяемой в газотурбинных двигателях, и касается способа изготовления сотового уплотнения. Осуществляют непрерывную подачу ленты неограниченной длины, выполняют надрезы в шахматном порядке с шагом, равным высоте соты. Длина надреза равна половине периметра соты. Гофрируют ленту таким образом, что форма гофры соответствует форме половины соты. Затем гофрированную ленту складывают по надрезам и калибруют по высоте. После подачи ленты неограниченной длины надрезы, изготовленные в шахматном порядке, выполняют поперечными по всей длине ленты, при этом перемычка, образованная между надрезами, имеет длину стороны соты. Выполняют сжатие кромок ленты с обеих сторон с углом конусности 10-20°. Последующее гофрирование делают продольным по всей ширине ленты, затем поперечно складывают продольно гофрированную ленту по выполненным надрезам, далее после калибровки по высоте сотовую ленту с обеих сторон сваривают по соприкасающимся граням сот. Изобретение обеспечивает повышение прочностных характеристик сотового уплотнения. 3 ил.
Способ изготовления сотового уплотнения, при котором осуществляют непрерывную подачу ленты неограниченной длины, выполняют надрезы в шахматном порядке с шагом, равным высоте соты, при этом длина надреза равна половине периметра соты, гофрируют ленту таким образом, что форма гофры соответствует форме половины соты, затем гофрированную ленту складывают по надрезам и калибруют по высоте, отличающийся тем, что после подачи ленты неограниченной длины надрезы, изготовленные в шахматном порядке, выполняют поперечными по всей длине ленты, при этом перемычка, образованная между надрезами, имеет длину стороны соты, выполняют сжатие кромок ленты с обеих сторон с углом конусности 10-20°, последующее гофрирование делают продольным по всей ширине ленты, затем поперечно складывают продольно гофрированную ленту по выполненным надрезам, далее после калибровки по высоте сотовую ленту с обеих сторон сваривают по соприкасающимся граням сот.
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОПЛАСТА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2008227C1 |
| SU 1037698 A1, 27.11.1996; | |||
| СОТОВОЕ УПЛОТНЕНИЕ, ПРЕИМУЩЕСТВЕННО ДЛЯ ПАРОВОЙ ТУРБИНЫ | 1999 |
|
RU2150627C1 |
| US 20130168927 A1, 04.07.2013; | |||
| US 0007735833 B2, 15.06.2010 | |||

