Известны выпускные головки шнек-машин для изготовления труб из термопластов посредством экструзии, снабженные направляюш,ей втулкой и матрицей, образующей с дорном кольцевой зазор. Однако такие ГОЛОВКИ непригодны для изготовления двухслойных труб.
Предлагаемая головка для получения двухслойных труб выполнена в виде корпуса, прикрепленного двумя входными штуцерами к двум шнек-машинам. В этом корпусе концентрически закреплены направляюш,ие зтулки, а матрица образует с корпусом головки дополнительный рабочий кольцевой зазор. Для обогрева стенок внутренней термопластовой трубы сжатым воздухом или. газом, раздуваюшим ее при сварке, дорн может быть выполнен полым и жестко закреплен на резьбе в радиально подвижной крышке корпуса. Внутри дорна может быть размеш,ен электронагревательный элемент, а в нижнюю, цилиндрическую часть дорна может быть ввернута пробка с трубкой для подачи сжатого воздуха или газа, трубка должна проходить внутри электронагревательного элемента, верхний конец которой закрепляется в крышке дорна.
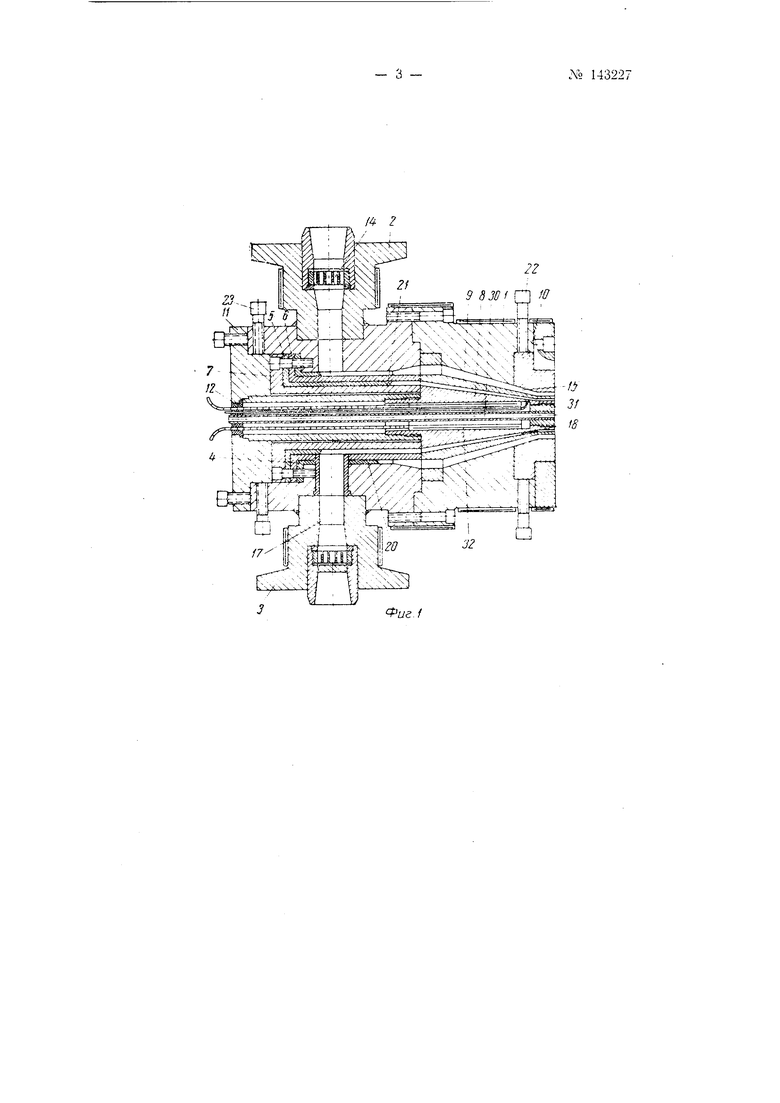
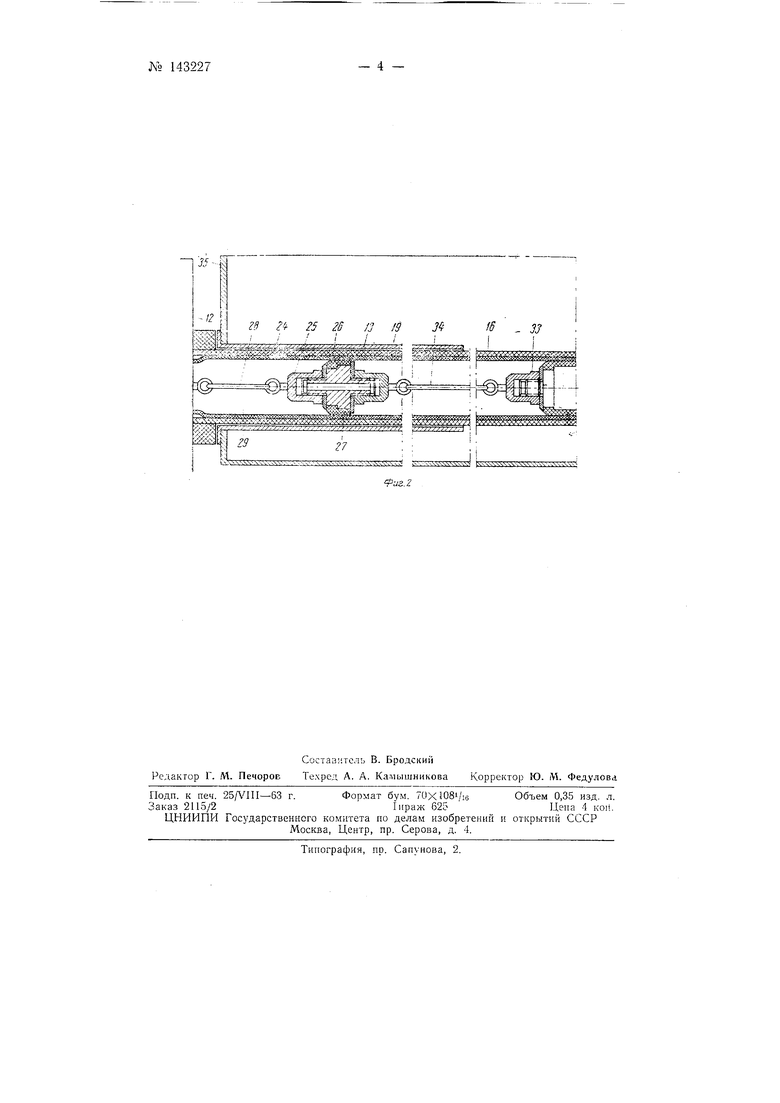
На фиг. 1 изображена головка; на фиг. 2 - насадка для калибровки отформованных термопластовых труб.
Выпускная головка шнек-машин для изготовлення труб из термопластов посредством экструзии состоит из корпуса / с двумя входными штуцерами 2 и 5 для прикрепления к двум шиек-машинам концентрических направляюших втулок 4, 5, 6 и 7 полого дорна 8, матриJ b 143327-.
цы 9, регулирующего мундштука 10, радиально подвижной крьшжи // и крышки / дорна 15. К головке прикреплена калибрующая насадка 13.
Расплав термопласта поступает из шнек-.мащины в канал 14, из которого Ьн-проходит в кольцевой зазор /5 между корпусом У и матрицей Я фо -мующий из расплава наружную трубу 16. Из другой шнек-машины расплав второго термопласта подается в канал 17, а из ,него - в кольцевой зазор 18 между матрицей 9 и дорном 8, формующий внутреннюю трубу 19. Борт 20 направляющей втулки 4 не позволяет термопласту из ка.нала 17 попасть в зазор 15, а борт 21 втулки 5 не дает термопласту из канала 14 пройти к зазору 18. Втулка 6 служит для разделения потоков обоих термопластов, а втулка 7 ограличивает поток термопласта, цоступа ощего из канала 17. Концентричность зазора 15 обеспечивается перемещением му.ндщтука 10 при по.мощи винтов 22, s концентричность зазора 18 - перемещением дорна 8 вместе с крышкой Т1 посредством винтов 23.
После выхода из головки трубы 16 и 19 входят в латунную насадку 13, имеющую внутри фторопластовую футеровку 24, уменьшающую трение и предохра:няюи.:ую термопласт от прилипания к металлу. Внутренняя труба 19 надевается на пробку 25, покрытую фторопластовой втулкой 26 и имеющую отверстие 27. Втулка удерживается цепочкой 28. В полость 29 трубы 19 сквозь трубку 30, находяпдуюся внутри дорпа 5 и закрепленную в крыщке 12 и в резьбовой пробке 31, подается сжатый воздух или газ, нагреваемый электрически.м элементом 32 и раздувающий трубу 19, благодаря че.му она прочно сваривается с царужной трубой J6. Пробка 33, связанная цепочкой 34 с пробкой 25, закрывает полость 29 трубы J9.
Готовая двухслойная труба охлаждается водой, непрерывно поступаюп1ей в ванну 35, перемещается цриемнотянзщим устройством, разрезается на части необ.ходнмой длины или наматывается на барабан.
Описывае.Мая головка позволяет получать трубы, изготовленные из комбинации двух термопластов, имеющих различные свойства, причем внутренний слой труб непосредственно контактирует с жидкостью или газом, транспортируемым по трубе, а наружный слой из более дещевого материала предохраняет внутренний от старения и обеспечивает необходимую прочность стенкам труб.
Предмет и з о б р е т е (Н И я
1.Выпускная головка шнек-мащин для изготовления труб из термопластов посредством экструзии, снабженная направляющей втулкой и матрицей, образующей с дорном кольцевой зазор, отличающаяся тем, что, с целью получения двуслойных труб, она выполнена в виде корнуса, прикрепленного двумя входными штуцерами к двум шнек-мащинам, в котором концентрически закреплены направляющие втулки, а .матрица образует с ним дополнительный рабочий кольцевой зазор.
2.Головка по п. 1, отличающаяся тем, что, с целью обогрева степок внутренней термопласгово трубы сжаты воздухом или газо.м, раздувающим ее при сварке, дорн выполнен полым и жестко закреплен на резьбе в радиально подвижной крыщке корнуса, внутри дорна размещен электронагревательный элемент, а в нижнюю, цилиндрическую, часть дорна ввернута пробка с трубкой для подачи сх атого воздуха или газа, проходящей внутри электронагревательного элемента, верх,ний конец которой закреплен в крышке дорна.
/4
2Z 9 830 Г Ш
Фиг. /
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления труб из термопластов | 1961 |
|
SU143226A1 |
| ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ МЕТОДОМ ЭКСТРУЗИИ | 1966 |
|
SU186120A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИПЛАСТМАССОВЫХ ТРУБ | 1965 |
|
SU216241A1 |
| ГОЛОВКА ШНЕКПРЕССА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ТРУБ | 1970 |
|
SU274351A1 |
| Экструзионная головка | 1988 |
|
SU1696317A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДВУСЛОЙНЫХ ПУСТОТЕЛЫХ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ | 1966 |
|
SU179906A1 |
| ЭКСТРУЗИОННАЯ МАШИНА | 1995 |
|
RU2095242C1 |
| Устройство для изготовления двухслойных пластмассовых гофрированных труб | 1987 |
|
SU1500503A1 |
| ФОРМУЮЩАЯ ГОЛОВКА ЭКСТРУДЕРА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1968 |
|
SU218775A1 |
| Устройство для изготовления пластмассовых труб с наружной гофрированной и внутренней гладкостенной оболочками | 1990 |
|
SU1776569A1 |