Перекрестная ссылка на родственные заявки
Настоящая заявка испрашивает приоритет согласно заявке на патент США №61/268369, которая подана 11 июня 2009 г. и содержание которой полностью включено в настоящую заявку путем ссылки.
Область техники
Настоящее изобретение относится к формам, используемым для формования полых изделий заливкой и медленным вращением формы и выполненным из материала с низким коэффициентом теплового расширения в области температур формования. Кроме того, настоящее изобретение относится к способам изготовления и использования таких форм.
Предпосылки создания изобретения
По меньшей мере в одном своем воплощении настоящее изобретение применяется для формования деталей, используемых в автомобильной промышленности, заливкой и медленным вращением формы. Формование полых изделий заливкой и медленным вращением формы обычно применяется в автомобильной промышленности для изготовления покрытий для интерьера в автомобилях класса "А", которые используются в салоне автомобиля, например в отделке приборной и дверных панелей. Типичный процесс формования полых изделий заливкой и медленным вращением формы включает нанесение некоторой порции порошкового полимерного материала на горячую фасонную поверхность с формированием фасонной детали или оболочки желательной формы и текстуры. Другие процессы, в которых используется аналогичный тип горячей формующей поверхности, обычно называются ротационным формованием с использованием ротационных форм и форм для порошка.
В зависимости от процесса и типа требуемой детали полимерный материал может быть жидкостью или порошком. В процессах формования, в которых используется порошковый полимерный материал, форму нагревают так, чтобы полимерный материал расплавился, и охлаждают, чтобы этот полимерный материал затвердел. В процессах, в которых используется жидкий полимерный материал, форму нагревают, чтобы обеспечить затвердение полимерного материала, и охлаждают, чтобы извлечь деталь.
Формуемую деталь можно изготовить путем присоединения с уплотнением открытого верхнего конца емкости, содержащей порцию материала, к внешнему краю открытого конца формы. Затем емкость с порцией материала переворачивают, позволяя полимерному материалу самопроизвольно падать из емкости на горячую формующую поверхность. Как только полимерный материал оказывается на горячей формующей поверхности, емкость с порцией материала обычно возвращают в вертикальное положение, чтобы избыточный полимерный материал возвратился в емкость. Нанесенный материал плавится на горячей поверхности. Прежде, чем снять полимерный материал с формующей поверхности, ему дают застыть. Кроме того, формующая поверхность обычно имеет зернистость или текстуру, обеспечивающую желательную текстуру на поверхности получаемой в результате оболочки.
Типичная конструкция формы для формования полых изделий заливкой и медленным вращением этой формы содержит самонесущую металлическую гильзу, которую можно нагревать и охлаждать. В одном специфическом приложении, относящемся к формованию полых изделий заливкой и медленным вращением формы, температура формы во время плавления полимерного материала может достигать 500°F (260°С). Как правило, температурой формы управляют с использованием системы нагреваемых труб, которые соединены с тыльной частью формы и по которым подают горячее масло, однако возможны и другие способы нагревания, например горячим воздухом, инфракрасным излучением или индукционными токами, а кроме того, для нагревания формы можно использовать нагретый песок. Независимо от приложения толщина металлической гильзы обычно невелика по сравнению с формовочной площадью формы, чтобы обеспечить быстрое нагревание и охлаждение формы.
Как правило, самодвижущиеся формы для формования полых изделий заливкой и медленным вращением формы для автомобилей выполнены из никеля. Никелевые формы обычно изготавливают с использованием процессов электроосаждения или осаждения из паровой фазы. В обоих случаях никель представляет собой желательный материал, прежде всего, с точки зрения создания зернистости и текстуры, но кроме того, он позволяет изготавливать такие гильзы для формы, которые имеют хорошую коррозионную стойкость, износостойкость и позволяют легко извлекать готовую деталь.
Один из недостатков, связанный с использованием никелевых форм, которые изготовлены как описано выше, состоит в том, что срок службы такой формы может быть непредсказуемым, а часто очень коротким. Например, у никелевых форм срок службы обычно ограничен производством 1000-80000 деталей, при этом наиболее типичное значение лежит между 30000 и 45000 деталей. Поскольку сравнительно типичная производственная программа в автомобилестроении предъявляет требования, связанные с производством 400000-1000000 деталей, обычно для ее реализации требуется 50 форм.
Основной причиной отказов таких никелевых форм является накопление остаточных механических напряжений вследствие термоциклирования. Напряжения, вызванные термоциклированием, происходят как следствие технологического процесса и наличия коэффициента теплового расширения (КТР) материала, в результате через некоторое время в никелевой форме появляются трещины. Появление трещин может происходить вследствие теплового расширения и сжатия, в результате которых образуются области механического напряжения из-за изменения физических свойств и толщины материала в форме. Последнее происходит вследствие некоторой неравномерности толщины формы, которая обусловлена процессом производства. Никелевые гильзы обычно производят с использованием электроосаждения или осаждения из паровой фазы. Во время этих процессов на заострениях или острых краях формы образуется повышенный заряд, и поэтому в этих местах толщина формы будет больше. Эти более толстые области расширяются вдоль формующей поверхности во время нагревания и охлаждения с несколько отличными коэффициентами расширения, и это изменение толщины со временем может привести к созданию механических напряжений, что приведет к выходу гильзы из строя. Выход из строя гильзы часто вызывается появлением в гильзе трещин. Например, в приложениях, в которых для нагревания никелевой гильзы используется масло, разница в коэффициентах теплового расширения между серебряным припоем, стальными маслопроводами и никелевой гильзой приводит к тому, что имеются три различных коэффициента теплового расширения, и это рассогласование между тремя различными материалами создает механическое напряжение, которое может привести к образованию трещин.
Как сказано выше, срок службы никелевой формы для заливки относительно непредсказуем. Из-за невозможности точно знать, когда форма выйдет из строя и из-за затрат, связанных с простоем производственной линии, изготовители автомобильных деталей обычно держат под рукой относительно большое количество форм, что позволяет заменить формы, вышедшие из строя. В дополнение к времени остановки производства, связанному с заменой вышедших из строя форм на линии формования, и затратам, связанным с необходимостью хранения на складе большого количества форм, стоимость замены форм относительно высока, поскольку стоимость каждого инструмента для формования составляет приблизительно от 50000 до 500000 долларов.
Соответственно, существует потребность в форме, имеющей больший срок службы, чем у никелевых форм, доступных в настоящее время.
Сущность изобретения
Настоящее изобретение решает одну или большее количество проблем, присущих известным техническим решениям, обеспечивая по меньшей мере в одном воплощении настоящего изобретения создание для формования полых изделий заливкой и медленным вращением формы инструмента, имеющего текстурированную поверхность, при этом указанный инструмент для формования содержит гильзу, имеющую тело и верхнюю формующую поверхность с зернистой текстурой, при этом гильза выполнена из железо-никелевого сплава, имеющего коэффициент теплового расширения не более 5×10-6 дюйм/дюйм/°F (9×10-6 м/м/°С) при температурах между 100°F и 500°F (между 37,8°С и 260°С), тело имеет твердость по шкале Виккерса (HV) по меньшей мере 100 HV. По меньшей мере в одном воплощении настоящего изобретения железо-никелевый сплав имеет состав, включающий по меньшей мере 30 масс.% никеля.
В другом воплощении настоящего изобретения тело имеет первое значение твердости, измеренное по шкале Виккерса (HV), а верхняя формующая поверхность имеет второе значение твердости, которое является микротвердостью (НК) по шкале Кнупа и которое превышает первое значение твердости. По меньшей мере в одном воплощении настоящего изобретения эта микротвердость имеет значение 350-4000 НК.
В еще одном воплощении настоящего изобретения железо-никелевый сплав имеет состав, содержащий по меньшей мере 30 масс.% никеля, 0,1 масс.% алюминия и 0,25 масс.% хрома. В еще одном воплощении настоящего изобретения железо-никелевый сплав имеет состав, содержащий по меньшей мере 30 масс.% никеля, 0,1 масс.% алюминия, 0,25 масс.% хрома, 0,1 масс.% циркония и 0,1 масс.% титана. В еще одном воплощении настоящего изобретения железо-никелевый сплав имеет состав, содержащий по меньшей мере 30 масс.% никеля и по меньшей мере один элемент, выбранный из группы, включающей алюминий, хром, цирконий, кремний и титан. В еще одном воплощении настоящего изобретения железо-никелевый сплав имеет состав, содержащий по меньшей мере 30 масс.% никеля, 0,3 масс.% алюминия и 0,7 масс.% хрома. В еще одном воплощении настоящего изобретения железо-никелевый сплав имеет состав, содержащий по меньшей мере 30 масс.% никеля, по меньшей мере 1 масс.% кобальта и по меньшей мере один элемент, выбранный из следующей группы: алюминий, хром, цирконий, кремний и титан.
В еще одном воплощении настоящего изобретения на верхней формующей поверхности имеется покрытие с микротвердостью 500-9000 НК.
В еще одном воплощении настоящего изобретения в теле гильзы имеются встроенные каналы для управления температурой, предназначенные для подачи сквозь них нагретой среды, такой как масло, и нагревания гильзы.
В еще одном воплощении настоящего изобретения в теле гильзы на ее тыльной стороне имеются ребра или канавки, предназначенные для подачи по ним нагретой среды, такой как воздух, для более эффективного нагревания гильзы.
Кроме того, в одном из аспектов изобретения предложен инструмент для ротационного формования, снабженный текстурированной поверхностью и содержащий гильзу, в которой имеется тело и верхняя формующая поверхность, имеющая зернистую текстуру, при этом тело включает по меньшей мере железо-никелевый сплав с коэффициентом теплового расширения не более 5×10-6 дюйм/дюйм/°F (9×10-6 м/м/°С) при температурах между 100°F и 500°F (между 37,8°С и 260°С).
В другом аспекте настоящего изобретения предложен инструмент для ротационного формования, имеющий текстурированную поверхность и содержащий гильзу, в которой имеется тело и верхняя формующая поверхность, имеющая зернистую текстуру, при этом тело включает по меньшей мере железо-никелевый сплав, содержащий по меньшей мере 30 масс.% никеля.
В некоторых аспектах железо-никелевый сплав имеет состав, содержащий по меньшей мере 30 масс.% никеля. В других аспектах настоящего изобретения железо-никелевый сплав имеет состав, содержащий по меньшей мере 30 масс.% никеля, 0,05 масс.% алюминия и 0,01 масс.% хрома. В еще одном аспекте настоящего изобретения железо-никелевый сплав имеет состав, содержащий по меньшей мере 30 масс.5 никеля, 0,5-0,75 масс.% алюминия и 0,01-1,5 масс.% хрома.
В одном аспекте настоящего изобретения тело характеризуется первой твердостью, которая составляет по шкале Виккерса (HV) по меньшей мере 100 HV, а верхняя поверхность характеризуется второй твердостью, которая превышает первую твердость, и имеет толщину не более 1,5 мм. В некоторых аспектах настоящего изобретения первая твердость составляет 100-350 HV, а вторая твердость представляет собой микротвердость, превышающую по шкале Кнупа (НК) 350 НК. В некоторых других аспектах эта микротвердость составляет 350-9000 НК. В некоторых других аспектах эта микротвердость составляет 400-1500 НК. В некоторых других аспектах эта микротвердость составляет 600-1000 НК. В некоторых других аспектах эта микротвердость составляет 800-1000 НК. В некоторых других аспектах эта микротвердость составляет 500-2000 НК.
В других аспектах верхняя поверхность имеет толщину 0,002-1,5 мм. В еще одном аспекте верхняя поверхность имеет толщину 0,4-0,6 мм.
В других аспектах верхняя формующая поверхность содержит железо-никелевый сплав с коэффициентом теплового расширения, который после азотирования не превышает 5×10-6 дюйм/дюйм/°F (9×10-6 м/м/°С) при температурах между 100°F и 500°F (между 37,8°С и 260°С). В некоторых таких аспектах азотирование представляет собой ионное азотирование.
В других аспектах верхняя формующая поверхность содержит железо-никелевый сплав с коэффициентом теплового расширения, который после алюминирования и азотирования не более 5×10-6 дюйм/дюйм/°F (9×10-6 м/м/°С) при температурах между 100°F и 500°F (между 37,8°С и 260°С).
В других аспектах верхняя формующая поверхность содержит железо-никелевый сплав с коэффициентом теплового расширения 0,1×10-6-4,0×10-6 дюйм/дюйм/°F (0,18×10-6-7,2×10-6 м/м/°С) при температурах между 100°F и 500°F (между 37,8°С и 260°С).
В других аспектах верхняя формующая поверхность содержит покрытие. В некоторых таких аспектах покрытие представляет собой нитридное покрытие. В некоторых других таких аспектах покрытие представляет собой одно из следующего: никелевое покрытие, алмазоподобное покрытие (DLC), хромовое, титановое, циркониевое или кремниевое покрытие. В некоторых других аспектах покрытие имеет толщину 0,5-25 мкм. В некоторых других аспектах покрытие имеет толщину 1-5 мкм. В некоторых других аспектах покрытие имеет толщину 1-500 мкм.
В других аспектах инструмент имеет толщину 3-10 мм. В некоторых таких аспектах инструмент имеет толщину 3,5-4,5 мм. В некоторых аспектах инструмент везде имеет однородную толщину.
В других аспектах коэффициент теплового расширения при температурах между 100°F и 500°F (между 37,8°С и 260°С) не более 2,5×10-6 дюйм/дюйм/°F (4,5×10-6 м/м/°С).
В других аспектах коэффициент теплового расширения при температурах между 100°F и 500°F (между 37,8°С и 260°С) не более 1,5×10-6 дюйм/дюйм/°F (2,7×10-6 м/м/°С).
В других аспектах зернистая текстура имеет глубину 0,005-1,0 мм. В некоторых таких аспектах зернистая текстура имеет глубину 0,1-0,4 мм.
В других аспектах предложен способ создания инструмента для формования деталей для интерьера автомобиля, включающий (а) обеспечение заготовки из железо-никелевого сплава с коэффициентом теплового расширения не более 5×10-6 дюйм/дюйм/°F (9×10-6 м/м/°С) при температурах между 100°F и 500°F (между 37,8°С и 260°С), (б) механическую обработку этой заготовки с приданием ей такой конструкции, в которой имеется верхняя формующая поверхность и расположенное под ней тело, и (в) создание на верхней формующей поверхности зернистой текстуры.
В других аспектах способ дополнительно включает обработку верхней формующей поверхности с формированием верхней поверхности инструмента, имеющей микротвердость по шкале Кнупа, которая превышает твердость тела, измеренную по шкале Виккерса.
В других аспектах железо-никелевый сплав имеет состав, содержащий по меньшей мере 30 масс.% никеля, 0,05 масс.% алюминия и 0,01 масс.% хрома. В некоторых таких аспектах железо-никелевый сплав имеет состав, содержащий по меньшей мере 30 масс.% никеля, 0,05-0,75 масс.% алюминия и 0,2-1,5 масс.% хрома.
В других аспектах обработка заготовки для инструмента включает механическую обработку заготовки для инструмента на станке с числовым программным управлением (чпу).
В других аспектах обработка заготовки для инструмента включает использование электроэрозионной установки.
В некоторых аспектах механическая обработка с числовым программным управлением включает механическую обработку по меньшей мере по пяти осям.
В некоторых аспектах создание зернистой текстуры включает травление кислотой верхней формующей поверхности. В других аспектах создание зернистой текстуры включает лазерное травление верхней формующей поверхности.
В некоторых аспектах зернистая текстура имеет глубину от 0,005 до 1,0 мм, а в других аспектах зернистая текстура имеет глубину от 0,1 до 0,4 мм.
В некоторых аспектах обработка поверхности включает ионное азотирование верхней формующей поверхности. В других аспектах обработка поверхности включает алюминирование верхней формующей поверхности с последующим азотированием верхней формующей поверхности.
В других аспектах обработка поверхности включает нанесение покрытия на верхнюю формующую поверхность. В некоторых таких аспектах это покрытие содержит нитрид. В других таких аспектах покрытие содержит никель, алмазоподобное покрытие (DLC), хром, титан, цирконий или кремний. В некоторых других аспектах покрытие наносят с использованием гальваностегии, осаждения методом химического восстановления, химического осаждения из паровой фазы (CVD) или физического осаждения из паровой фазы (PVD). По меньшей мере в одном из аспектов покрытие не воздействует на зернистую текстуру. В других аспектах обработка поверхности включает нанесения на верхнюю формующую поверхность никеля толщиной 1-500 мкм путем гальваностегии или методом химического восстановления.
По меньшей мере в одном аспекте обработка поверхности обеспечивает указанную верхнюю поверхность значением микротвердости по шкале Кнупа 350-4000 НК. В некоторых таких аспектах обработка поверхности обеспечивает указанную верхнюю поверхность значением микротвердости по шкале Кнупа 500-2000 НК, в других аспектах 400-1500 НК, а в некоторых других аспектах 600-1000 НК.
По меньшей мере в одном аспекте верхняя формующая поверхность имеет толщину до 1,5 мм. В других аспектах верхняя формующая поверхность имеет толщину 0,2-1,0 мм, а в некоторых других аспектах 0,4-0,6 мм.
В некоторых аспектах покрытие имеет толщину 0,5-12 мкм, а в других аспектах 1-5 мкм.
В некоторых аспектах гильза имеет толщину 3-10 мм, а в других аспектах 3,5-4,5 мм.
В некоторых аспектах гильза повсюду однородна по толщине.
В некоторых других аспектах при температурах между 100°F и 500°F (между 37,8°С и 260°С) сплав имеет коэффициент теплового расширения не более 2,5×10-6 дюйм/дюйм/°F (4,5×10-6 м/м/°С), а в других аспектах коэффициент теплового расширения при температурах между 100°F и 500°F (между 37,8°С и 260°С) составляет не более 1,5×10-6 дюйм/дюйм/°F (2,7×10-6 м/м/°С).
По меньшей мере в одном аспекте предложен способ изготовления автомобильной детали, включающий обеспечение наличия любого из инструментов для ротационного формования, описанных выше; введение в указанный инструмент полимерного материала; нагревание этого инструмента; охлаждение этого инструмента с формированием полимерной оболочки и извлечение указанной полимерной оболочки из инструмента.
Краткое описание чертежей
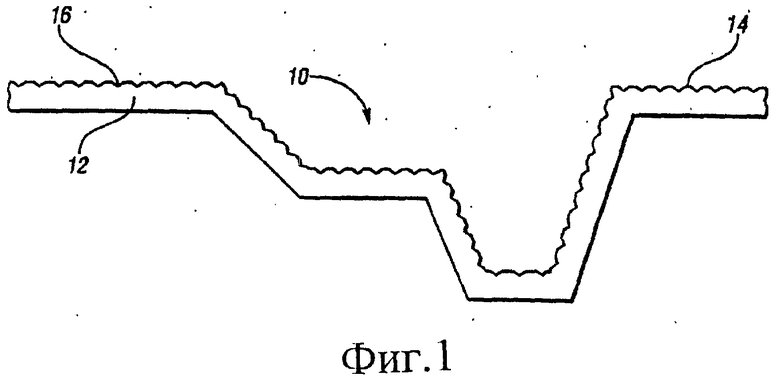
На фиг.1 показан вид сбоку инструмента для формования согласно воплощению настоящего изобретения;
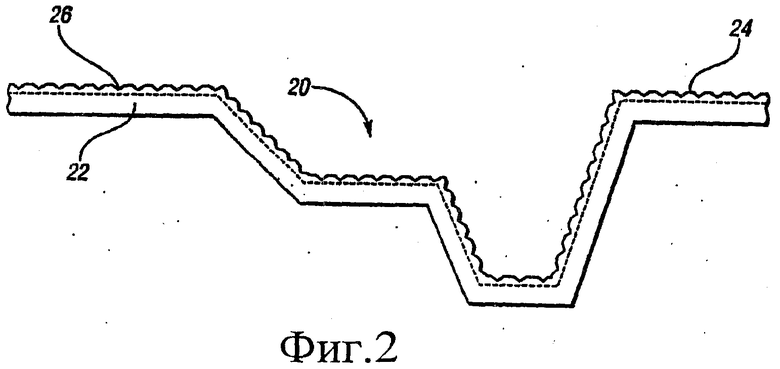
на фиг.2 показан вид, аналогичный показанному на фиг.1 и иллюстрирующий другое воплощение настоящего изобретения;
на фиг.3 показан вид, аналогичный показанному на фиг.2 и иллюстрирующий еще одно воплощение настоящего изобретения;
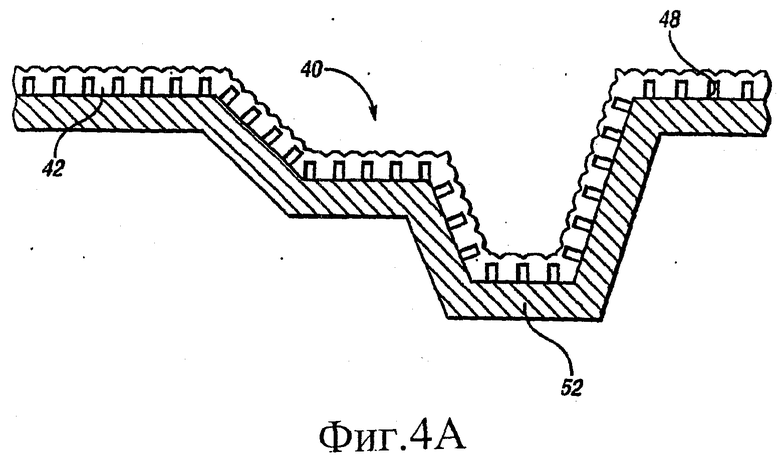
на фиг.4А показан вид, аналогичный показанному на фиг.1 и иллюстрирующий еще одно воплощение настоящего изобретения;
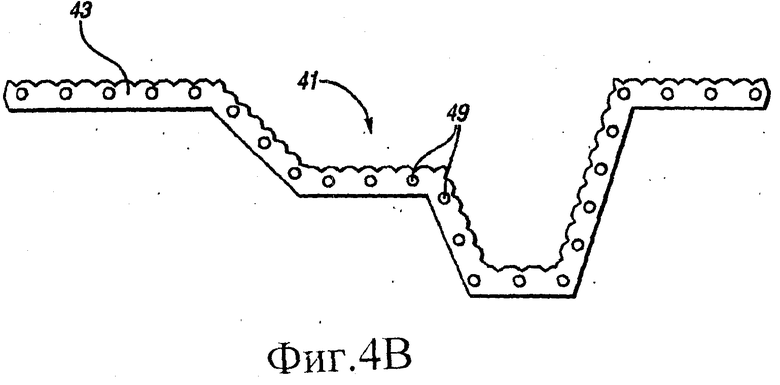
на фиг.4В показан вид, аналогичный показанному на фиг.1 и иллюстрирующий еще одно воплощение настоящего изобретения;
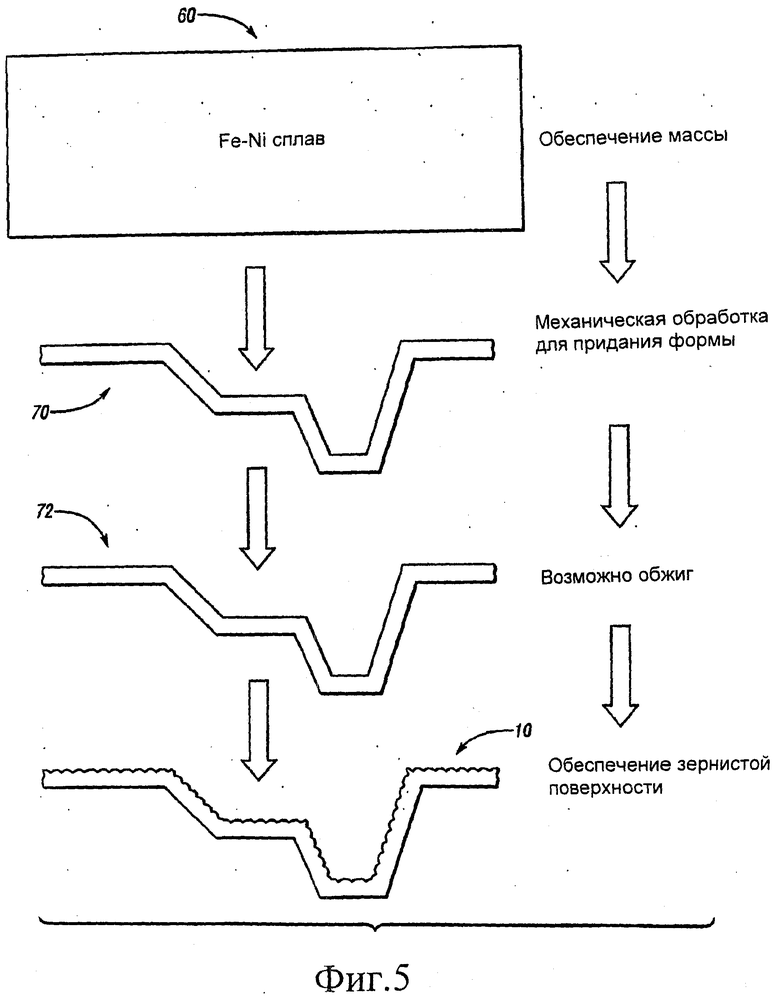
на фиг.5 показана последовательность операций, поясняющая данный в качестве примера способ реализации одного из воплощений настоящего изобретения;
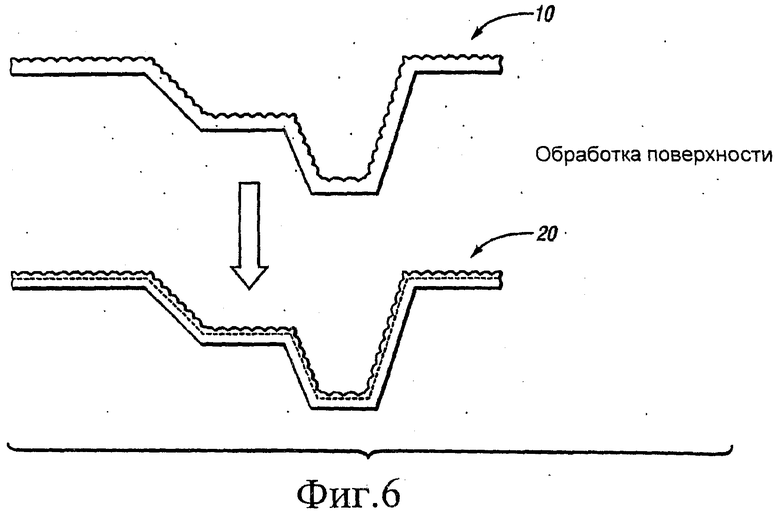
на фиг.6 показана последовательность операций, поясняющая способ изготовления в рамках еще одного воплощения настоящего изобретения и
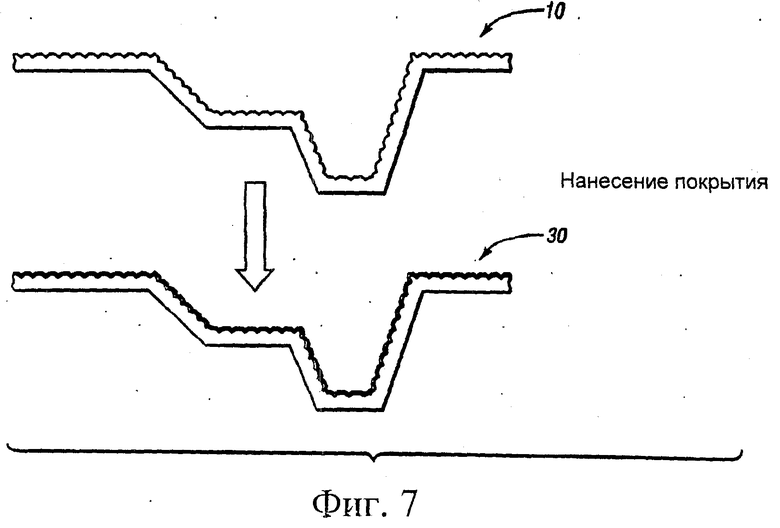
фиг.7 аналогична фиг.6 и иллюстрирует еще одно воплощение настоящего изобретения.
Подробное описание
Согласно требованиям, ниже подробно описаны воплощения настоящего изобретения; однако очевидно, что раскрытые воплощения настоящего изобретения даны просто в качестве примеров изобретения, которые могут быть реализованы в различных и альтернативных формах. Чертежи необязательно даны в масштабе; некоторые признаки могут быть выделены или скрыты, чтобы показать детали конкретных компонентов. Поэтому специфические структурные и функциональные детали, раскрытые ниже, не должны рассматриваться в качестве ограничений, а должны рассматриваться как основа для того, чтобы специалисты смогли широко использовать настоящее изобретение.
Кроме того, в примерах или там, где это указано явно, все численные значения в этом описании, указывающие количество материала, условия реакции и/или использования, должны рассматриваться в смысле приблизительного значения во всем объеме настоящего изобретения.
Кроме того, нужно отметить, что настоящее изобретение не ограничено конкретными воплощениями и способами, описанными ниже, поскольку специфические компоненты и/или условия, конечно же, могут меняться. Кроме того, терминология, используемая в данном описании, используется только с целью описания специфических аспектов или воплощений настоящего изобретения и не подразумевает какого-либо ограничения.
Кроме того, следует отметить, что хотя в спецификации и пунктах формулы изобретения используются существительные в единственном числе [чему в английском языке соответствуют артикли "a", "an" и "the"], подразумевается, что речь идет о нескольких объектах, если из контекста четко не следует обратное. Например, ссылка на один компонент подразумевает включение множества компонентов.
Всюду, где в настоящем документе имеются ссылки на другие публикации, подразумевается, что содержание этих публикаций полностью включено в настоящий документ для более полного описания уровня техники, к которому относится настоящее изобретение.
Как показано на фиг.1, по меньшей мере одно из воплощений настоящего изобретения относится к инструменту 10 для формования полых изделий заливкой и медленным вращением формы. Этот инструмент 10 содержит тело 12 и верхнюю формующую поверхность 14. По меньшей мере в одном воплощении настоящего изобретения верхняя формующая поверхность 14 имеет зернистую текстуру, схематично показанную позицией 16. Инструмент 10 полезен в любом соответствующем процессе формования полых изделий заливкой и медленным вращением формы.
В некоторых воплощениях настоящего изобретения зернистость 16 имеет глубину или текстуру 5-1000 мкм, в других воплощениях настоящего изобретения - 50-600 мкм, а в еще других воплощениях настоящего изобретения - 100-400 мкм. Хотя инструмент 10 для формования может иметь любую подходящую толщину, в некоторых воплощениях настоящего изобретения инструмент 10 для формования имеет среднюю толщину 3-10 мм, а в других воплощениях настоящего изобретения - 3,5-4,5 мм, причем основная часть толщины приходится на тело 12. В одном воплощении настоящего изобретения инструмент 10 для формования по существу однороден по толщине, при этом «однородность» означает, что никакая часть инструмента не имеет толщины, которая отличается более чем на 0,1 мм от толщины любой другой части инструмента. В некоторых воплощениях настоящего изобретения верхняя формующая поверхность 14 имеет толщину 0,002-1,5 мм, в других воплощениях настоящего изобретения - 0,2-1.0 мм, а в еще других воплощениях настоящего изобретения - 0,4-0,6 мм.
На фиг.1 схематично показано, что инструмент 10 имеет сравнительно уникальную форму, однако очевидно, что форма инструмента 10 на фиг.1 показана только для иллюстрации и не должна рассматриваться как ограничивающая боковую поверхность или форму инструментов для формования, выполненных согласно настоящему изобретению, идет ли речь о внешнем виде или форме.
В этом отношении инструменты 10 для формования, выполненные согласно настоящему изобретению, могут использоваться для изготовления автомобильных деталей любой подходящей формы или размеров. Некоторые неограничивающие примеры соответствующих деталей, которые могут быть изготовлены с помощью инструментов, предлагаемых в настоящем изобретении, включают, но этим не ограничены, приборные панели, дверные панели, консоли и другие части, такие как подголовники и кресла. Типичные детали, сформованные с помощью таких инструментов, изготавливаются из поливинилхлорида или другого подходящего полимерного материала, например полиуретана, и имеют толщину 0,5-3 мм, а длину и ширину в интервале между 2 дюймами (5 см) и 8 футами (244 см). В некоторых воплощениях настоящего изобретения сформованные детали могут иметь длину и/или ширину 2-6 фута (61-183 см).
Инструмент 10 для формования изготовлен из материала с низким коэффициент теплового расширения (ктр) в диапазоне температур, при котором ведут процесс формования. По меньшей мере в одном воплощении настоящего изобретения материал формы содержит железо-никелевый сплав с коэффициентом теплового расширения не более 5×10-6 дюйм/дюйм/°F (9×10-6 м/м/°С) при температурах между 100°F и 500°F (между 37,8°С и 260°С). В другом воплощении настоящего изобретения железо-никелевый сплав имеет коэффициент теплового расширения 0,1×10-6-4,0×10-6 дюйм/дюйм/°F (0,18×10-6-7,2×10-6 м/м/°С) при температурах между 100°F и 500°F (между 37,8°С и 260°С), в других воплощениях настоящего изобретения - 0,25×10-6-2,5×10-6 дюйм/дюйм/°F (0,45×10-6-4,5×10-6 м/м/°С) при температурах между 100°F и 500°F (между 37,8°С и 260°С), а в еще других воплощениях настоящего изобретения - 0,5×10-6-1,5×10-6 дюйм/дюйм/°F (0,9×10-6-2,7×10-6 м/м/°С) при температурах между 100°F и 500°F (между 37,8°С и 260°С). По меньшей мере в одном воплощении настоящего изобретения железо-никелевый сплав имеет твердость по шкале Виккерса по меньшей мере 100 HV, измеренную согласно способу №Е-384 тестирования Американского общества по испытанию материалов (ASTM). В других воплощениях настоящего изобретения железо-никелевый сплав имеет твердость по шкале Виккерса 200-350 HV, в еще других воплощениях настоящего изобретения - 200-325 HV и в еще других воплощениях настоящего изобретения - 250-300 HV, при этом указанная твердость измерена согласно способу №Е-384 тестирования Американского общества по испытанию материалов.
Хотя для изготовления инструмента для формования можно использовать любой подходящий материал при условии, что у готового инструмента коэффициент теплового расширения не превышает 5×10-6 дюйм/дюйм/°F (9×10-6 м/м/°С) при температурах между 100°F и 500°F (между 37,8°С и 260°С), а твердость по шкале Виккерса равна по меньшей мере 100 HV, одним из наиболее предпочтительных материалов является железо-никелевый сплав. В одном из воплощений настоящего изобретения железо-никелевый сплав имеет следующий состав:
В другом воплощении настоящего изобретения железо-никелевый сплав имеет следующий состав:
В еще одном воплощении настоящего изобретения железо-никелевый сплав имеет следующий состав:
Хотя можно использовать любой подходящий железо-никелевый сплав, имеющий вышеуказанные свойства, по меньшей мере в одном воплощении настоящего изобретения было обнаружено, что наиболее предпочтительным является Инвар (Invar®). Кроме того, было обнаружено, что особенно предпочтительными являются Invar® №36 и Super Invar®, производимые компанией Carpenter, Wyomissing, Пенсильвания.
Согласно другому воплощению настоящего изобретения, на фиг.2 показан инструмент 20 для формования, содержащий тело 22 и верхнюю формующую поверхность 24. Состав и свойства тела 22 аналогичны составу и свойствам тела 12, показанного на фиг.1. По меньшей мере в одном воплощении настоящего изобретения верхняя формующая поверхность 24 имеет зернистость, схематично показанную позицией 26. В некоторых воплощениях настоящего изобретения зернистость 26 имеет глубину или текстуру 5-1000 мкм, в других воплощениях настоящего изобретения - 50-600 мкм, а в еще других воплощениях настоящего изобретения - 100-400 мкм. Хотя инструмент 20 для формования может иметь любую подходящую толщину, в некоторых воплощениях настоящего изобретения инструмент 20 для формования имеет среднюю толщину 3-10 мм, а в других воплощениях настоящего изобретения - 3,5-4,5 мм, причем основная часть толщины приходится на тело. В одном воплощении настоящего изобретения инструмент 20 для формования по существу однороден по толщине, при этом «однородность» означает, что никакая часть инструмента не имеет толщины, которая отличается более чем на 0,1 мм от толщины любой другой части инструмента. В некоторых воплощениях настоящего изобретения верхняя формующая поверхность 24 имеет толщину 0,002-1,5 мм, в других воплощениях настоящего изобретения - 0,2-1.0 мм, а в еще других воплощениях настоящего изобретения - 0,4-0,6 мм.
В воплощении настоящего изобретения, показанном на фиг.2, верхняя формующая поверхность 24 имеет большую твердость, чем твердость тела 22 инструмента 20 для формования. В этом воплощении настоящего изобретения тело 22 имеет твердость по шкале Виккерса (HV) в диапазоне 100-350 HV, измеренную согласно способу №Е-384 тестирования Американского общества по испытанию материалов, а верхняя поверхность 24 имеет микротвердость в диапазоне 350-2000 НК, в других воплощениях настоящего изобретения - 400-1500 НК, в еще других воплощениях настоящего изобретения - 600-1000 НК, а в еще других воплощениях настоящего изобретения - 700-900 НК, при этом указанная микротвердость измерена согласно способу №Е-384 тестирования Американского общества по испытанию материалов. Повышенную твердость верхней формующей поверхности 24 можно обеспечить путем обработки этой верхней формующей поверхности 24. Верхнюю формующую поверхность 24 называют также упрочненной поверхностью.
Верхняя формующая поверхность 24 может быть упрочнена ионным азотированием поверхности. Ионное азотирование является общеизвестным процессом и более подробно в данном документе не поясняется. В общем случае инструмент подвергают воздействию ионного азотирования, обеспечивая желательную твердость верхней поверхности 24. Обычно инструмент 20 нагревают и помещают в камеру с вводимым туда азотом. Для ускорения осаждения частиц азота на инструмент 20 на него подают электрическое смещение. Когда частицы азота попадают на алюминий, хром, цирконий, кремний или титан, находящиеся в инструменте 20, азот реагирует с этим элементом с формированием на поверхности инструмента 20 нитрида алюминия, нитрида хрома, нитрида циркония, нитрида кремния или нитрида титана соответственно. Нитрид алюминия, нитрид хрома, нитрид циркония, нитрид кремния или нитрид титана обладают более высокой твердостью, чем железо-никелевый сплав, который составляет остаточный объем тела 22.
Очевидно, что ионное азотирование вызывает формирование нитридов, которое распространяется или диффундирует на некоторое расстояние вглубь тела инструмента, например на 1,5 мм. Твердость подвергнутой азотированию части инструмента 20 уменьшается с глубиной азотирования тела 22, поэтому обычно самой твердой частью инструмента является только верхняя формующая поверхность 24 инструмента 20. В этом отношении, когда говорят о микротвердости верхней формующей поверхности 24 инструмента 20, подразумевают, что измерения проводятся только на верхней формующей поверхности, а весь подвергнутый азотированию инструмент для формования необязательно имеет такую же твердость, что и верхняя поверхность, и, таким образом, настоящее изобретение и формула изобретения также не имеют вышеуказанного ограничения. Кроме того, подразумевается, что специалисты в технологии азотирования могут в процессе азотирования вводить другие элементы, например углерод, с формированием таких нитридных материалов, как титановый карбонитрид (TiCN) и карбид кремния (SiC). В некоторых воплощениях настоящего изобретения значительная часть или вся поверхность тела подвергается процессу азотирования, в результате чего достигается упрочнение значительной части поверхности или всей поверхности тела, а не только верхней формующей поверхности.
В одном из воплощений настоящего изобретения железо-никелевый сплав характеризуется более высоким уровнем содержания элементов, подвергаемых азотированию, таких как алюминий, хром, цирконий, кремний и/или титан, что обеспечивает большую твердость поверхности инструмента. В этом воплощении настоящего изобретения железо-никелевый сплав имеет следующий состав:
В еще одном воплощении настоящего изобретения железо-никелевый сплав имеет следующий состав:
В еще одном воплощении настоящего изобретения железо-никелевый сплав имеет следующий состав:
В еще одном воплощении настоящего изобретения железо-никелевый сплав имеет следующий состав:
В других воплощениях настоящего изобретения для увеличения количества алюминия в поверхностной области инструмента для формования до ионного азотирования может быть выполнен дополнительный шаг предварительной обработки. В данном воплощении настоящего изобретения до ионного азотирования инструмент 20 для формования может подвергаться процессу алюминирования. Алюминирование известно специалистам в данной области техники и ниже будет описано только в общих чертах. В общем случае алюминирование - это высокотемпературный химический процесс, посредством которого пары алюминия диффундируют в поверхность обычного металла с формированием новых металлургических алюминированных сплавов. Алюминированные сплавы, которые образуются на поверхности, могут содержать до 20% алюминия. Кроме того, алюминирование может быть выполнено горячим погружением. Хотя инструмент может быть алюминирован любым подходящим способом, в одном воплощении настоящего изобретения в инструменте проводят диффузию частиц алюминия с поверхности инструмента. Поскольку количество доступного алюминия для азотирования в процессе алюминирования увеличивается, в полученном в результате ионного азотирования инструменте 20 будет более твердая поверхность, чем после аналогичной обработки, но при меньшем количестве алюминия. В этих воплощениях настоящего изобретения твердость поверхности составляет 500-2000 НК, в других воплощениях настоящего изобретения - 600-1500 НК, а в еще других воплощениях настоящего изобретения - 700-1000 НК.
На фиг.3 показан инструмент 30, имеющий покрытие. Это воплощение настоящего изобретения отличается от воплощения изобретения, описанного и показанного на фиг.2, тем, что в инструменте 30 поверхность не была подвергнута обработке, а вместо этого имеет защитное покрытие 34, нанесенное на верхнюю формующую поверхность с образованием новой верхней поверхности инструмента. Например, характеристики тела 32 на фиг.3 аналогичны характеристикам тела 22 на фиг.2. Как правило, когда имеется защитное покрытие 34, зернистость 36 будет более глубокой, чем в случае, когда проводилось упрочнение поверхности путем азотирования или диффузии. В этом воплощении зернистая текстура поверхности может иметь размеры по меньшей мере 200 мкм. В воплощении настоящего изобретения, показанном на фиг.3, толщина покрытия 34 составляет 0,1-25 мкм, в других воплощениях настоящего изобретения - 0,5-12 мкм, в других воплощениях настоящего изобретения - 1-5 мкм, а в еще других воплощениях настоящего изобретения - 3-4 мкм. Хотя инструмент 30 для формования может иметь любую подходящую толщину, в некоторых воплощениях настоящего изобретения средняя толщина инструмента 30 для формования составляет 3-10 мм, а в других воплощениях настоящего изобретения - 3,5-4.5 мм, при этом на тело 32 приходится большая часть толщины. В одном воплощении настоящего изобретения инструмент 30 для формования по существу однороден по толщине, при этом «однородность» означает, что никакая часть инструмента не имеет толщины, которая отличается более чем на 0,1 мм от толщины любой другой части инструмента.
Покрытие 34 может быть любым подходящим покрытием и наносится любым подходящим способом так, чтобы у полученного в результате покрытия была микротвердость 350-9000 НК, в других воплощениях настоящего изобретения - 500-4000 НК, в других воплощениях настоящего изобретения - 600-2000 НК, и в еще других воплощениях настоящего изобретения - 700-1500 НК. Покрытия 34 могут наноситься с помощью любого подходящего процесса, такого как гальваностегия, осаждение методом химического восстановления, физического осаждения из паровой фазы (PVD) и химического осаждения из паровой фазы (CVD). Хотя можно нанести любое подходящее покрытие, примеры подходящих покрытий включают нитрид алюминия, нитрид циркония, нитрид кремния, нитрид титана и нитрид хрома. Поверхностные покрытия 34 могут также быть дополнением к металлическим, керамическим покрытиям, покрытиям из жаропрочного полимера или к комбинации таких покрытий. Металлические и керамические покрытия, содержащие никель, хром, титан, алюминий и другие металлы и сплавы, могут использоваться для защиты и герметизации гильзы, а также для облегчения извлечения готовых деталей из формы. Толщина некоторых покрытий, например полученных гальваностегией, составляет 1-500 мкм, в других воплощениях настоящего изобретения - 5-200 мкм, а в еще других воплощениях настоящего изобретения - 10-100 мкм.
На фиг.4А показан инструмент 40 для формования, содержащий гильзу 42, имеющую схематично показанный усилительный элемент 52 и по существу прямоугольные нагревательные/охладительные элементы, врезанные или отлитые, как схематично показано позицией 48. Однако очевидно, что нагревательные/охладительные элементы 48 могут иметь любую подходящую форму.
На фиг.4В показан инструмент 41 для формования, аналогичный описанному выше и показанному на фиг.1. Инструмент 41 для формования содержит гильзу 43, имеющую по существу круглые нагревательные/охладительные элементы, врезанные или отлитые, как схематично показано позицией 49. Однако очевидно, что нагревательные/охладительные элементы 49 могут иметь любую подходящую форму.
Элементы для управления температурой, например канал, канавки и ребра для нагревания и охлаждения, могут быть введены в форму или во время процесса изготовления путем литья (фиг.4В), или после изготовления формы путем ее механической обработки или крепления этих элементов к тыльной поверхности гильзы путем сварки, низкотемпературной или высокотемпературной пайки (фиг.4А), - это позволяет повысить эффективность.
На фиг.5 показано воплощение настоящего изобретения, иллюстрирующее изготовление инструмента для формования. Обеспечивают (шаг 60) наличие массы из железо-никелевого сплава. Затем этот сплав можно подвергнуть (шаг 70) механической обработке или литью для создания нужного профиля. Хотя может использоваться любой подходящий способ придания формы, двумя подходящими способами являются резка на станке с числовым программным управлением (чпу) и обработка на электроэрозионном станке (ээс). Резка на станке с числовым программным управлением хорошо известна и в общем случае включает резку металла для получения желательной формы и геометрии. Обработка на электроэрозионном станке с числовым программным управлением также хорошо известна и в общем случае включает удаление металла путем его выжигания электрическим разрядом.
Другим способом изготовления инструмента для формования является отливка материала близко к оконечной форме. После отливки для изменения формы инструмента до желательной геометрии и размеров можно использовать механическую обработку на станке с числовым программным управлением. После того как инструмент принял требуемую форму, его можно подвергнуть дополнительному шагу 72 отжига. После дополнительного отжига коэффициент теплового расширения стабилизируется или улучшается.
Наконец, в инструменте на верхней формующей поверхности создают зернистость. Эту зернистость можно получить любым подходящим способом, например травлением с помощью кислоты, лазерным травлением или механическим травлением. Обычно зернистость имеет глубину 5-1000 мкм, в других воплощениях настоящего изобретения - 50-600 мкм и в еще других воплощениях настоящего изобретения - 100-400 мкм.
На фиг.6 показано, что после придания формы инструменту 10 его поверхность можно подвергнуть обработке, как рассмотрено выше, при этом поверхность подвергают азотированию или алюминированию с последующим азотированием.
На фиг.7 показано, что на изготовленный инструмент 10 затем можно нанести покрытие, как описано выше.
Хотя выше были описаны данные в качестве примера воплощения настоящего изобретения, не подразумевается, что эти воплощения настоящего изобретения описывают все возможные формы изобретения. Слова, используемые в описании, служат только для описания, а не для ограничения, и подразумевается, что могут быть сделаны различные изменения без отхода от сущности и объема изобретения. Кроме того, признаки различных воплощений настоящего изобретения могут быть скомбинированы и дать в результате дополнительные воплощения настоящего изобретения.

Предложены инструмент для ротационного формования, способ изготовления инструмента для формования деталей для интерьера автомобиля, способ изготовления автомобильной детали. Инструмент для ротационного формования обеспечивается текстурированной поверхностью. Инструмент включает гильзу, содержащую тело и верхнюю формующую поверхность, имеющую зернистую текстуру. Тело содержит по меньшей мере железо-никелевый сплав с коэффициентом теплового расширения не более 5×10-6 дюйм/дюйм/°F (9×10-6 м/м/°С) при температурах между 100°F и 500°F (между 37,8°С и 260°С). Изобретение обеспечивает повышение срока службы формы. 3 н. и 20 з.п. ф-лы, 8 ил.
1. Инструмент для ротационного формования, имеющий текстурированную поверхность и содержащий:
гильзу, имеющую тело и верхнюю формующую поверхность, которая имеет зернистую текстуру, при этом тело содержит по меньшей мере железо-никелевый сплав, коэффициент теплового расширения которого не более 5×10-6 дюйм/дюйм/°F (9×10-6 м/м/°С) при температурах между 100°F и 500°F (между 37,8°С и 260°С).
2. Инструмент по п.1, в котором железо-никелевый сплав имеет состав, содержащий по меньшей мере 30 масс.% никеля.
3. Инструмент по п.1, в котором железо-никелевый сплав имеет состав, содержащий по меньшей мере 30 масс.% никеля, 0,05 масс.% алюминия и 0,01 масс.% хрома.
4. Инструмент по п.1, в котором железо-никелевый сплав имеет состав, содержащий по меньшей мере 30 масс.% никеля, 0,05-0,75 масс.% алюминия и 0,01-1,5 масс.% хрома.
5. Инструмент по п.1, в котором тело имеет первую твердость, составляющую по шкале Виккерса (HV) по меньшей мере 100 HV, а указанная верхняя поверхность имеет вторую твердость, которая выше, чем первая твердость, и толщину не более 1,5 мм.
6. Инструмент по п.5, в котором первая твердость составляет 100-350 HV, а вторая твердость представляет собой микротвердость, превышающую по шкале Кнупа (НК) 350 НК.
7. Инструмент по п.6, в котором указанная микротвердость составляет 350-9000 НК.
8. Инструмент по п.1, в котором верхняя формующая поверхность содержит железо-никелевый сплав, имеющий после проведения азотирования коэффициент теплового расширения, который не более 5×10-6 дюйм/дюйм/°F (9×10-6 м/м/°С) при температурах между 100°F и 500°F (между 37,8°С и 260°С).
9. Инструмент по п.1, в котором верхняя формующая поверхность содержит железо-никелевый сплав, имеющий после проведения алюминирования с последующим азотированием коэффициент теплового расширения, который не более 5×10-6 дюйм/дюйм/°F (9×10-6 м/м/°С) при температурах между 100°F и 500°F (между 37,8°С и 260°С).
10. Инструмент по п.8, в котором верхняя формующая поверхность содержит железо-никелевый сплав с коэффициентом теплового расширения 0,1×10-6-4,0×10-6 дюйм/дюйм/°F (0,18×10-6-7,2×10-6 м/м/°С) при температурах между 100°F и 500°F (между 37,8°С и 260°С).
11. Инструмент по п.1, в котором верхняя формующая поверхность содержит нитридное покрытие.
12. Инструмент по п.1, в котором толщина инструмента составляет 3-10 мм.
13. Инструмент по п.12, который повсюду однороден по толщине.
14. Способ изготовления инструмента для формования деталей для интерьера автомобиля, включающий:
(а) обеспечение заготовки из железо-никелевого сплава с коэффициентом теплового расширения не более 5×10-6 дюйм/дюйм/°F (9×10-6 м/м/°С) при температурах между 100°F и 500°F (между 37,8°С и 260°С),
(б) механическую обработку указанной заготовки с приданием ей такой конструкции, в которой имеется верхняя формующая поверхность и расположенное под ней тело, и
(в) создание на верхней формующей поверхности зернистой текстуры.
15. Способ по п.14, дополнительно включающий обработку верхней формующей поверхности с формированием верхней поверхности инструмента, имеющей микротвердость по шкале Кнупа, которая превышает твердость тела, измеренную по шкале Виккерса.
16. Способ по п.14, в котором железо-никелевый сплав имеет состав, содержащий по меньшей мере 30 масс.% никеля.
17. Способ по п.14, в котором обработка заготовки для инструмента включает механическую обработку заготовки для инструмента на станке с числовым программным управлением (чпу).
18. Способ по п.15, в котором обработка поверхности включает ионное азотирование верхней формующей поверхности.
19. Способ по п.15, в котором обработка поверхности включает алюминирование верхней формующей поверхности и последующее азотирование верхней формующей поверхности.
20. Способ по п.15, в котором обработка поверхности включает нанесение покрытия на верхнюю формующую поверхность.
21. Способ по п.20, в котором указанное покрытие содержит нитрид.
22. Способ по п.18, в котором обработка поверхности обеспечивает для верхней поверхности значение микротвердости по шкале Кнупа 500-2000 НК.
23. Способ изготовления автомобильной детали, включающий:
обеспечение наличия инструмента для ротационного формования по п.1;
введение в этот инструмент полимерного материала;
нагревание этого инструмента;
охлаждение этого инструмента с формированием полимерной оболочки и
извлечение указанной полимерной оболочки из инструмента.
| JPH 06172919 А, 21.06.1994 | |||
| US 5688471 А, 18.11.1997 | |||
| Способ цетробежного формования полых цилиндрических тел | 1973 |
|
SU555835A3 |
| Литьевая форма для изготовления из термопластичных материалов трубчатых изделий с поднутрением | 1980 |
|
SU1069613A3 |
| СПОСОБ БРОНИРОВАНИЯ ЗАРЯДОВ ТВЕРДОГО РАКЕТНОГО ТОПЛИВА ТЕРМОПЛАСТИЧНЫМИ БРОНЕСОСТАВАМИ | 2004 |
|
RU2274550C2 |

