Изобретение относится к машиностроению и может быть использовано при ремонте сварных швов, литья, проката.
Часто в процессе неразрушающих методов контроля в металлоконструкциях обнаруживают скрытые дефекты металлургического происхождения (поры, шлаковые включения, трещины), которые приводят к потере герметичности, понижению прочности и др. Иногда дефекты образуются в результате ошибочной механической обработки (срезалась резьба в отверстии, ошибочное высверливание и др.).
Известен способ исправления дефектов при сварке легких сплавов плавлением, в котором дефектное место механически разделывают и заполняют разделку с помощью аргонодуговой сварки /ОСТ 92-1114-80 «Соединения сварные. Общие технические требования», стр.55/.
Известный способ исправления дефектов широко применяется при дуговой сварке легких сплавов благодаря технологичности, минимальной потребности в дополнительном оборудовании и оснастке.
Недостатком известного способа является значительная энергоемкость при выполнении сварки, приводящая подчас к короблению металлоконструкции, а также появлению новых недопустимых дефектов. По этой причине в нормативной документации ограничивают допустимое количество подварок.
Известен способ исправления дефектов при контактной точечной сварке, при котором на дефектном участке выполняют дополнительно две сварных точки при более жестком режиме сварки / кн. «Технология и оборудование контактной сварки» под ред. д.т.н. Б.Д. Орлова, Машиностроение, М., стр.466/.
Недостатком известного способа является узкий диапазон использования. Кроме того, авторам не известны случаи исправления дефектов дуговых сварных швов методом контактной точечной сварки.
Наиболее близким по технической сущности к предлагаемому изобретению является способ исправления дефектов металлоконструкций, включающий механическую разделку дефектного места, установку в нее вставки из сплава, близкого по химическому составу с основным металлом, локальный нагрев и заполнение разделки расплавленным металлом /патент RU №2204467 от 27.06.2003/. В данном способе заварку дефектного места осуществляют неплавящимся электродом в среде защитного газа.
Недостатком известного способа является технологическая сложность при ремонте сварных швов из легких сплавов, значительные размеры сварочной ванны, зоны термического влияния и, соответственно, вероятности появления новых усадочных дефектов.
Предложенный способ исправления дефектов металлоконструкций позволит существенно снизить затраты на ремонт, повысить качество выпускаемой продукции и надежность изделий за счет снижения термических деформаций и повышения плотности сварных швов после исправления дефектов.
Поставленная цель достигается тем, что в известном из прототипа способе, включающем механическую разделку дефектного места, расположение в ней вставки из сплава, близкого по химическому составу основному металлу, локальный нагрев вставки и заполнение разделки расплавленным металлом, согласно изобретению вставку, соответствующую по форме и размерам разделке, плотно вставляют в указанную разделку, а затем осуществляют локальный нагрев методом контактной точечной сварки с перекрытием литым ядром границы между поверхностями вставки и основного металла, причем образующая контактной поверхности между вставкой и основным металлом совпадает с направлением сварочного тока.
Для изменения толщины литого ядра сварной точки при исправлении дефекта контактную точечную сварку выполняют с технологическими накладками.
Сущность предлагаемого способа исправления дефектов поясняется чертежами.
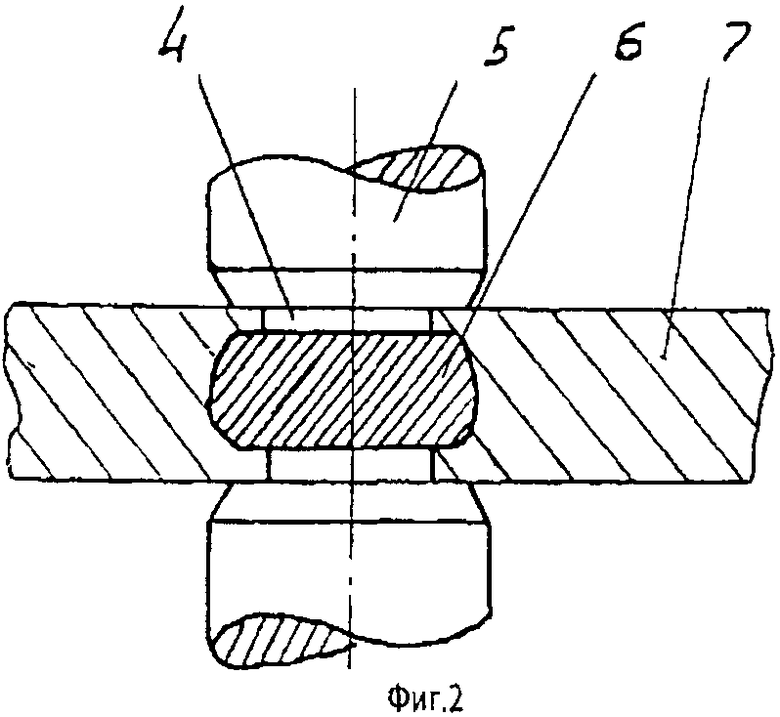
На фиг.1 изображен разрез сварного соединения, выполненного электродуговой сваркой.
На фиг.2 изображен разрез того же сварного шва после исправления дефекта.
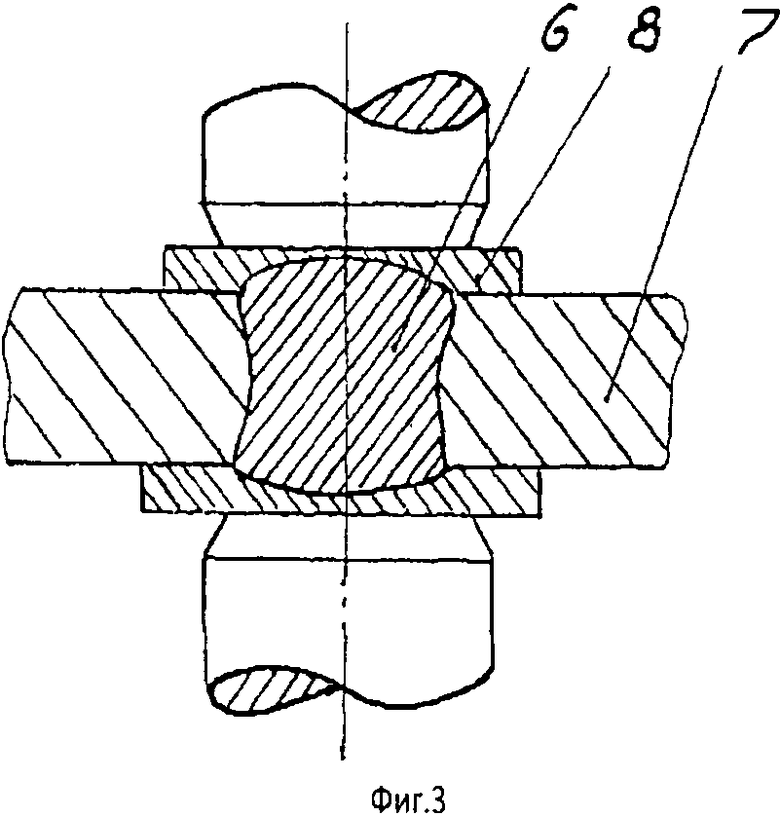
На фиг.3 изображен вариант исправления дефекта с помощью технологических накладок.
Способ исправления дефектов металлоконструкций осуществляют следующим образом.
При обнаружении дефекта 1 (см. фиг.1), например, в сварном шве производят определение координат дефекта 1 и зачистку контактных площадок 2 со стороны усиления и проплава сварного шва (показаны пунктирными линиями). Затем производят рентгеновское просвечивание, чтобы убедиться, что дефект 1 остался в металле шва. После этого производят механическую разделку дефектного места, высверливая дефект 1 (поверхность отверстия показана пунктиром 3). В полученное отверстие 3 плотно устанавливают вставку 4 (см. фиг.2) из аналогичного по химическому составу металла и соответствующую по форме и размерам отверстия 3. После этого осуществляют контактную точечную сварку, пропуская импульс сварочного тока через электроды 5, в результате чего образуется ядро 6 литого металла, которое перекрывает границу между поверхностями вставки 4 и основного металла 7. Причем образующая контактной поверхности между вставкой 4 и основным металлом 7 совпадает с направлением сварочного тока.
Данный способ исправления дефектов не требует наличия защитного газа, как, например, при ремонте методом аргонодуговой сварки, т.к. образование сварочной ванны происходит вне контакта расплавленного металла с атмосферой.
Когда необходимо увеличить площадь сплавления вставки 4 и основного металла 7, т.е. для увеличения проплава, после установки вставки 4 в рассверленное отверстие 3 устанавливают технологические накладки 8 и осуществляют контактную точечную сварку, как показано на фиг.3, что позволяет исключить возможную щелевую коррозию, повысить вибростойкость и т.д. При необходимости технологические накладки 8 после точечной сварки механически удаляют.
Аналогичным образом производят ремонт металлоконструкций, например, при ошибочном сверлении или срезке резьбы в отверстии.
Предложенный способ исправления дефектов металлоконструкций позволит существенно снизить затраты на ремонт, особенно сварных соединений легких сплавов, отличающихся высокими значениями коэффициента линейного термического расширения, т.к. объем литого металла и энергоемкость процесса при осуществлении контактной точечной сварки значительно меньше, чем при аргонодуговой сварке, после которой зачастую возникают новые дефекты взамен исправленных.
Предложенный способ исправления дефектов сварных металлоконструкций может найти применение в ракетно-космической и авиационной промышленности, а также в других отраслях, где требуется сварочный ремонт тонкостенных конструкций.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668621C1 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668623C1 |
| СПОСОБ РЕМОНТА ТРЕЩИН МЕТАЛЛОКОНСТРУКЦИЙ | 2010 |
|
RU2444425C2 |
| СПОСОБ РЕМОНТА ТРЕЩИН МЕТАЛЛОКОНСТРУКЦИЙ | 2008 |
|
RU2378098C1 |
| Способ ремонта отливок с применением дуговой сварки | 2015 |
|
RU2630080C2 |
| СПОСОБ РЕМОНТА ТРЕЩИН МЕТАЛЛОКОНСТРУКЦИЙ | 2011 |
|
RU2466843C1 |
| СПОСОБ ИСПРАВЛЕНИЯ ДЕФЕКТОВ НА ДЕТАЛЯХ | 2007 |
|
RU2351449C2 |
| СПОСОБ ЗАВАРКИ ДЕФЕКТОВ В ОТЛИВКАХ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1997 |
|
RU2109611C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ РЕМОНТА ТРУБ МАГИСТРАЛЬНЫХ ГАЗОПРОВОДОВ СО СТРЕССКОРРОЗИОННЫМИ ТРЕЩИНАМИ | 2006 |
|
RU2337803C2 |
Изобретение относится к машиностроению и может быть использовано при ремонте сварных швов, литья, проката, а также найти применение в ракетно-космической, авиационной промышленности и в других отраслях, где требуется сварочный ремонт тонкостенных конструкций. При обнаружении дефекта в сварном шве производят определение координат дефекта. Затем осуществляют механическую разделку дефектного места, высверливая дефект. Плотно устанавливают вставку в полученное отверстие. При этом вставку выполняют из сплава, близкого по химическому составу с основным металлом вставки, и по форме и размерам соответствующей разделке. Затем осуществляют локальный нагрев вставки контактной точечной сваркой с образованием литого ядра и с перекрытием литым ядром границы между поверхностями вставки и основного металла. С целью формирования размеров и геометрии литого ядра в процессе контактной точечной сварки используют технологические накладки. 1 з.п. ф-лы, 3 ил.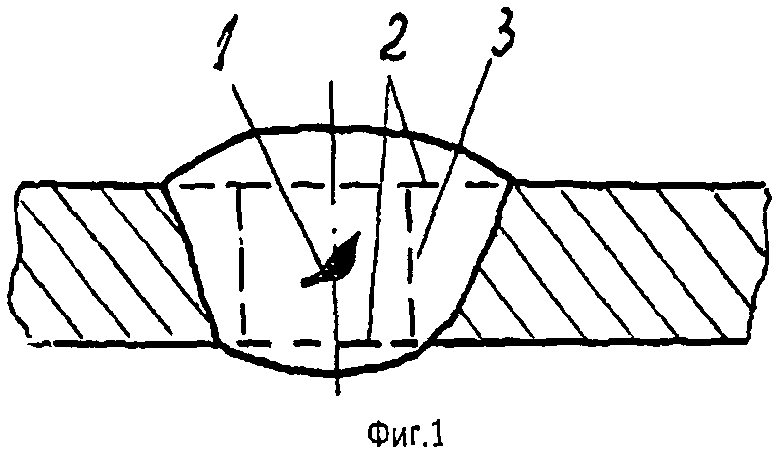
1. Способ исправления дефектов металлоконструкций, включающий механическую разделку дефектного места, установку в нее вставки, выполненной из близкого по химическому составу с основным металлом сплава, локальный нагрев и заполнение разделки расплавленным металлом вставки, отличающийся тем, что используют вставку, форма и размер которой соответствуют разделке дефектного места, плотно вставляют ее в указанную разделку, а затем осуществляют локальный нагрев вставки контактной точечной сваркой с образованием литого ядра и с перекрытием литым ядром границы между поверхностями вставки и основного металла.
2. Способ по п.1, отличающийся тем, что в процессе контактной точечной сварки используют технологические накладки.
| СПОСОБ ИСПРАВЛЕНИЯ ДЕФЕКТОВ НА ОТЛИВКАХ | 2001 |
|
RU2204467C2 |
| СПОСОБ ИСПРАВЛЕНИЯ ДЕФЕКТОВ НА ДЕТАЛЯХ | 2007 |
|
RU2351449C2 |
| СПОСОБ РЕМОНТА ТРЕЩИН МЕТАЛЛОКОНСТРУКЦИЙ | 2008 |
|
RU2378098C1 |
| US 6615470 B2, 09.09.2003 | |||
| БИОЛОГИЧЕСКИ АКТИВНАЯ КОМПОЗИЦИЯ ФИТАОН-1,2 И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1995 |
|
RU2106875C1 |

