Родственные заявки
По настоящей заявке испрашивается приоритет в соответствии с предварительной заявкой на выдачу патента США №62/182,211, поданной 19 июня 2015 года, и предварительной заявкой на выдачу патента США №62/294,731, поданной 12 февраля 2016 года, содержание которых полностью включено в настоящую заявку посредством ссылки.
Область техники, к которой относится настоящее изобретение
Настоящее изобретение относится к лазерной сварке, в частности, к лазерной сварочной головке с двумя подвижными зеркалами, направляющими лазерный пучок, и к системам и способам лазерной сварки, в которых она используется.
Предшествующий уровень техники настоящего изобретения
Лазеры, такие как волоконные лазеры, широко используются в сфере обработки материалов, например, для сварки. Лазерная сварочная головка обычного типа включает в себя коллиматор, предназначенный для придания параллельности лазерному пучку, и фокусную линзу, предназначенную для фокусировки лазерного излучения на целевой зоне, подлежащей сварке. Перемещение пучка может формировать различные рисунки вдоль сварного шва, облегчая сваривание между собой двух структур, например, методом ротационной сварки трением. Один из способов перемещения лазерного пучка при ротационной сварке трением предусматривает направление пучка с помощью поворотной оптической призмы, при котором формируется кольцевой или спиралеобразный рисунок. Другой способ направления лазерного пучка в процессе сварки заключается в поворачивании или перемещении всей сварочной головки по осям X и Y для формирования зигзагообразного рисунка. Эти стандартные способы перемещения лазерного пучка для получения соответствующего рисунка сварки не обеспечивают быстрое и точное перемещение указанного пучка.
Краткое раскрытие настоящего изобретения
Согласно одному из вариантов осуществления настоящего изобретения лазерная сварочная головка содержит коллиматор, выполненный с возможностью соединения с отводящим волокном волоконного лазера; и, по меньшей мере, первое и второе подвижные зеркала, выполненные с возможностью приема коллимированного лазерного пучка с коллиматора и перемещения этого лазерного пучка по первой и второй осям только в пределах ограниченной зоны сканирования, заданной углом развертки 1-2°. Лазерная сварочная головка также содержит фокусную линзу, выполненную с возможностью фокусировки лазерного пучка на заготовке во время перемещения этого пучка.
Согласно другому варианту осуществления настоящего изобретения лазерная сварочная головка содержит коллиматор, выполненный с возможностью соединения с отводящим волокном волоконного лазера; по меньшей мере, первое и второе подвижные зеркала, выполненные с возможностью приема коллимированного лазерного пучка с коллиматора и перемещения этого лазерного пучка по первой и второй осям; и, по меньшей мере, первый и второй термодатчики, расположенные вблизи, соответственно, первого и второго подвижных зеркал, и выполненные с возможностью детектирования теплового режима. Лазерная сварочная головка также содержит фокусную линзу, выполненную с возможностью фокусировки лазерного пучка.
Согласно еще одному из вариантов осуществления настоящего изобретения лазерная сварочная головка содержит коллиматорный модуль, включающий в себя коллиматор, выполненный с возможностью соединения с отводящим волокном волоконного лазера; и модуль колебаний, соединенный с коллиматорным модулем. Модуль колебаний включает в себя, по меньшей мере, первое и второе подвижные зеркала, выполненные с возможностью приема коллимированного лазерного пучка с коллиматора и перемещения указанного пучка по первой и второй осям. Лазерная сварочная головка также содержит центральный модуль, соединенный с модулем колебаний. Центральный модуль включает в себя, по меньшей мере, фокусную линзу, выполненную с возможностью фокусировки лазерного пучка.
Согласно еще одному из вариантов осуществления настоящего изобретения система лазерной сварки включает в себя волоконный лазер, содержащий отводящее волокно, и сварочную головку, которая соединяется с отводящим волокном волоконного лазера. Сварочная головка содержит коллиматор, выполненный с возможностью соединения с отводящим волокном волоконного лазера; по меньшей мере, первое и второе подвижные зеркала, выполненные с возможностью приема коллимированного лазерного пучка с коллиматора и перемещения этого лазерного пучка по первой и второй осям; и фокусную линзу, выполненную с возможностью фокусировки лазерного пучка. Система лазерной сварки также включает в себя систему управления, предназначенную для управления, по меньшей мере, волоконным лазером и положением зеркал.
Согласно еще одному из вариантов осуществления настоящего изобретения лазерная сварочная головка содержит коллиматор, выполненный с возможностью соединения с отводящим волокном волоконного лазера; по меньшей мере, первое и второе подвижные зеркала, выполненные с возможностью приема коллимированного лазерного пучка с коллиматора и перемещения этого лазерного пучка по первой и второй осям; и фокусную линзу, выполненную с возможностью фокусировки лазерного пучка. Лазерная сварочная головка также содержит, по меньшей мере, или вспомогательное приспособление для подачи газа, или воздушный нож, которые располагаются вблизи фокусной линзы и способствуют сварке.
Согласно еще одному из вариантов осуществления настоящего изобретения лазерная сварочная головка содержит коллиматор, выполненный с возможностью соединения с отводящим волокном волоконного лазера; по меньшей мере, один дифракционный оптический элемент, выполненный с возможностью приема коллимированного лазерного пучка с коллиматора и придания требуемой формы коллимированному лазерному пучку; и, по меньшей мере, первое и второе подвижные зеркала, выполненные с возможностью приема сформированного лазерного пучка с дифракционного оптического элемента и перемещения этого сформированного лазерного пучка по первой и второй осям. Лазерная сварочная головка также содержит фокусную линзу, выполненную с возможностью фокусировки лазерного пучка относительно заготовки при перемещении указанного пучка.
Краткое описание фигур
Эти и прочие признаки и преимущества станут понятнее после ознакомления с последующим подробным описанием в привязке к прилагаемым чертежам, где:
На фиг. 1 показана блок-схема системы, включающей в себя лазерную сварочную головку с двумя подвижными зеркалами согласно одному из вариантов осуществления настоящего изобретения.
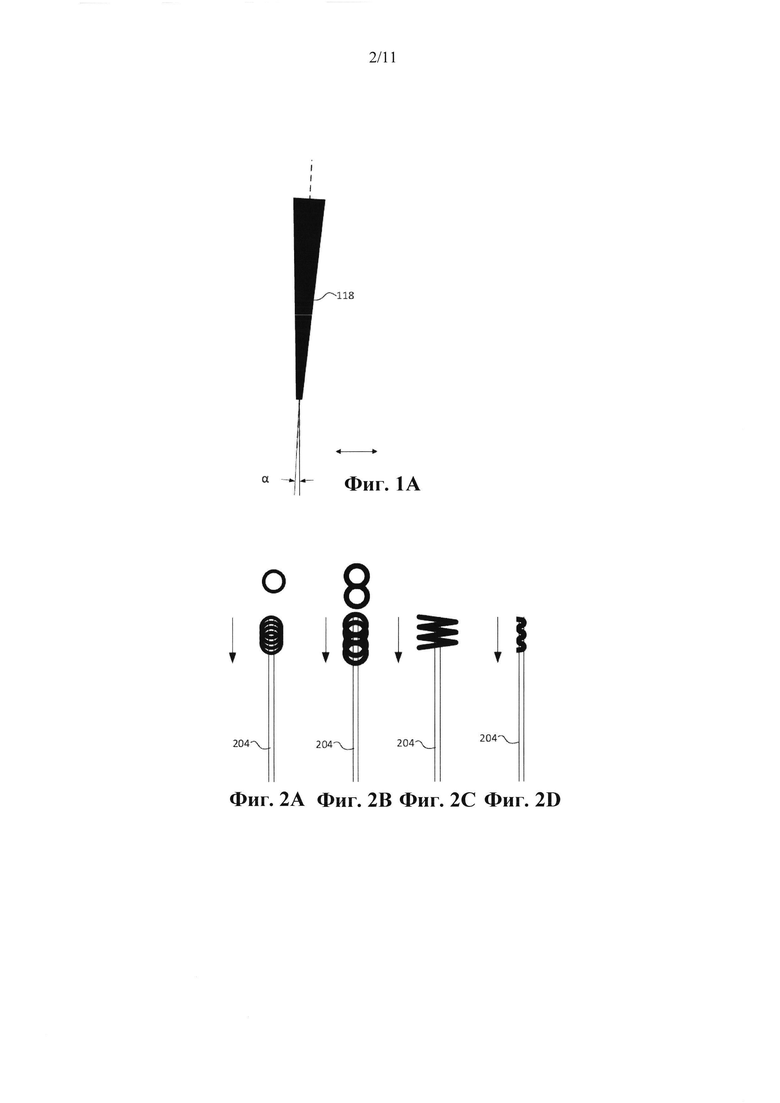
На фиг. 1А показано схематическое изображение сфокусированного лазерного пучка с относительно небольшой амплитудой движения, обеспечиваемой двумя зеркалами для обнаружения сварного шва и/или совершения вдоль него качательных движений, согласно одному из вариантов осуществления настоящего изобретения.
На фиг. 2А-2D показаны схематические изображения, иллюстрирующие разные рисунки на сварном шве, сформированные вследствие совершения лазерным пучком качательных движений с помощью сварочной головки с двумя зеркалами для направления лазерного пучка согласно одному из вариантов осуществления настоящего изобретения.
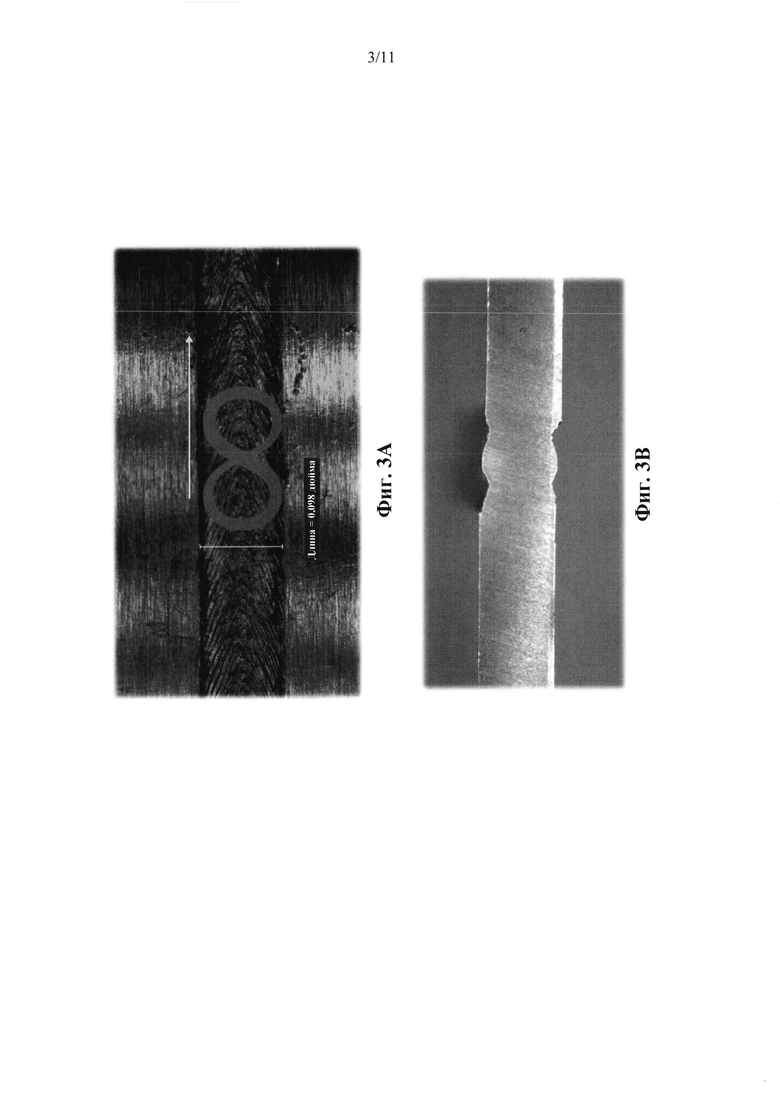
На фиг. 3А показан электронный микроснимок сваренной заготовки со сварным швом, выполненным лазером в ходе ротационной сварки трением с получением рисунка в виде восьмерок вследствие совершения качательных движений согласно одному из вариантов осуществления настоящего изобретения.
На фиг. 3В представлен электронный микроснимок поперечного сечения сваренной заготовки и сварного шва, показанного на фиг. 3А.
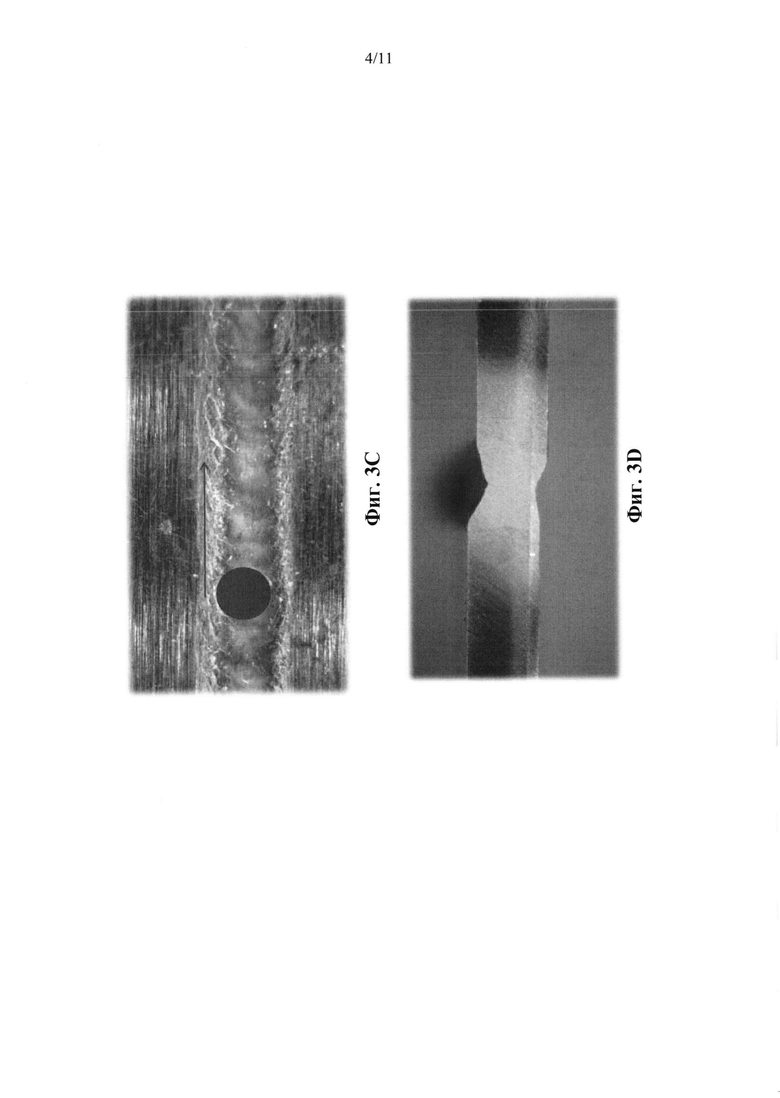
На фиг. 3С показан электронный микроснимок сваренной заготовки со сварным швом, выполненным лазером без формирования рисунка вследствие совершения качательных движений.
На фиг. 3D представлен электронный микроснимок поперечного сечения сваренной заготовки и сварного шва, показанного на фиг. 3С.
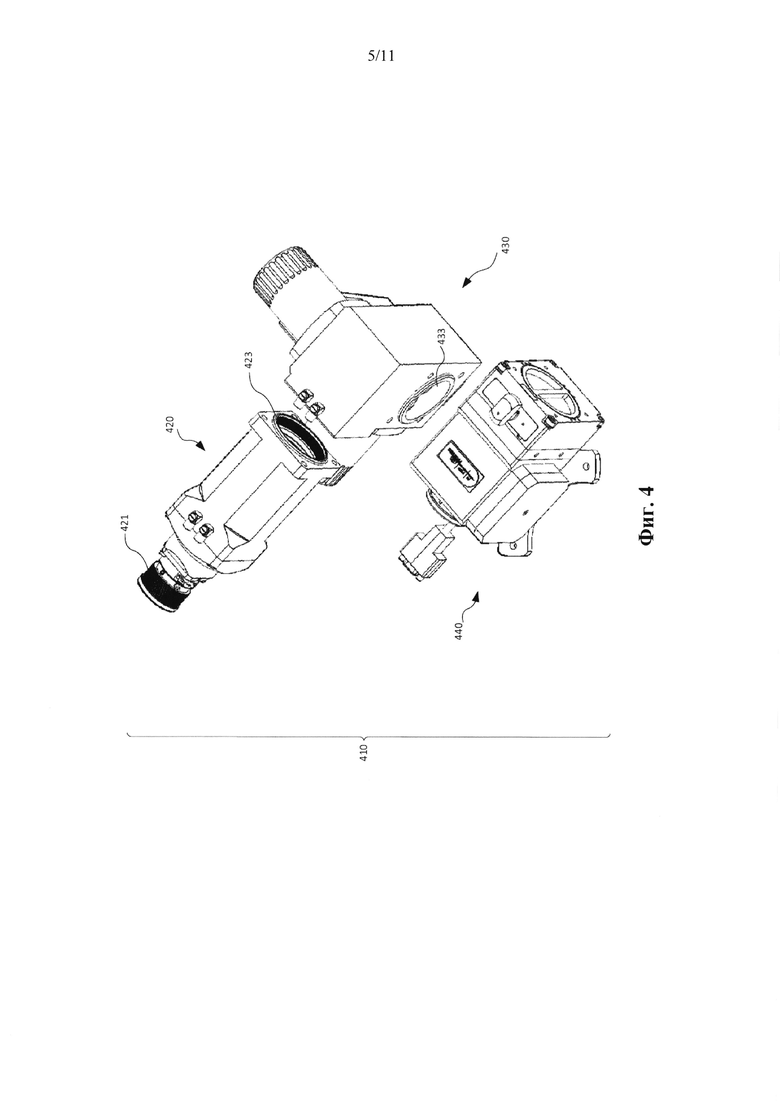
На фиг. 4 представлено покомпонентное изображение лазерной сварочной головки с двумя подвижными зеркалами, направляющими лазерный пучок, согласно одному из вариантов осуществления настоящего изобретения.
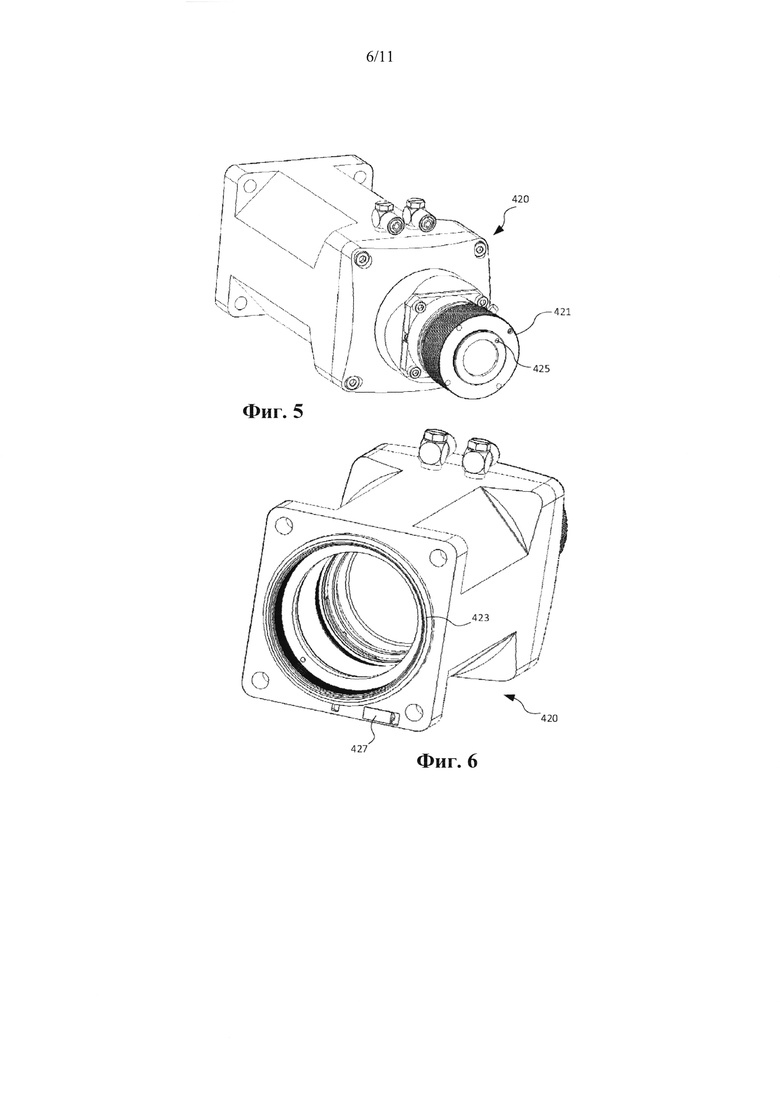
На фиг. 5 и 6 представлены перспективные изображения коллиматорного модуля, используемого в лазерной сварочной головке, показанной на фиг. 4.
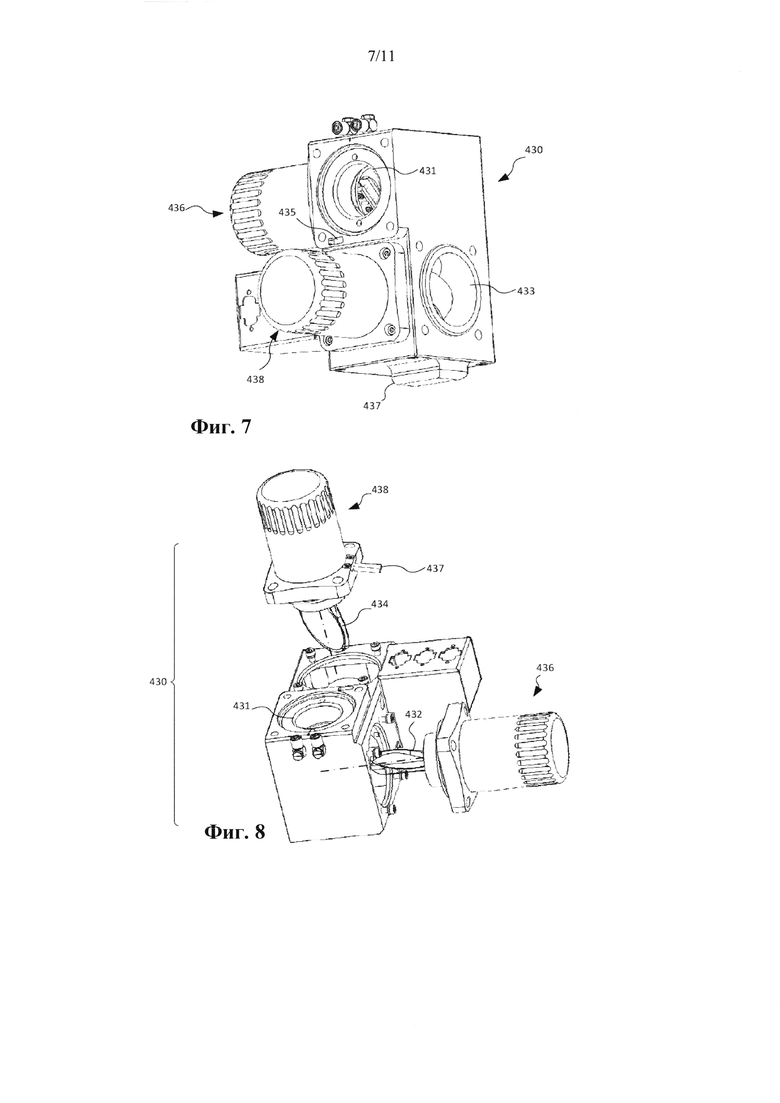
На фиг. 7 представлено перспективное изображение модуля колебаний, используемого в лазерной сварочной головке, показанной на фиг. 4.
На фиг. 8 представлено покомпонентное изображение модуля колебаний, используемого в лазерной сварочной головке, показанной на фиг. 4.
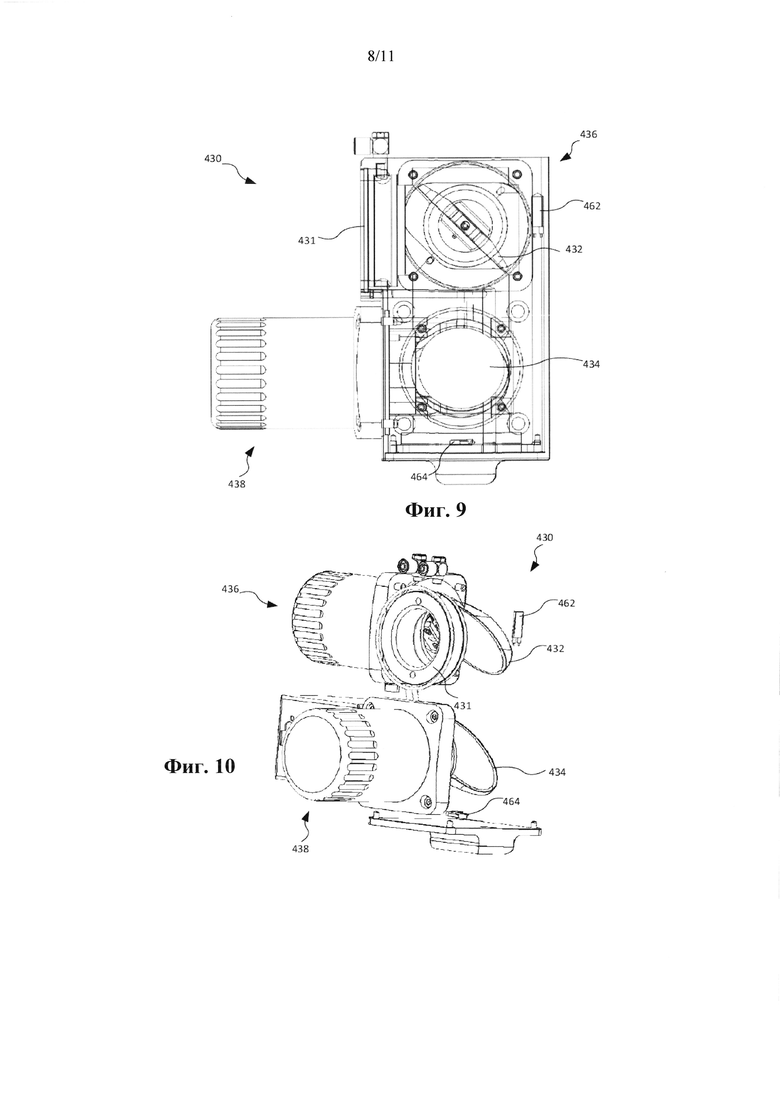
На фиг. 9 представлен вид сбоку в частичном разрезе модуля колебаний, используемого в лазерной сварочной головке, показанной на фиг. 4.
На фиг. 10 показано перспективное изображение внутренней части модуля колебаний с водоохлаждаемой ограничивающей диафрагмой и термодатчиками.
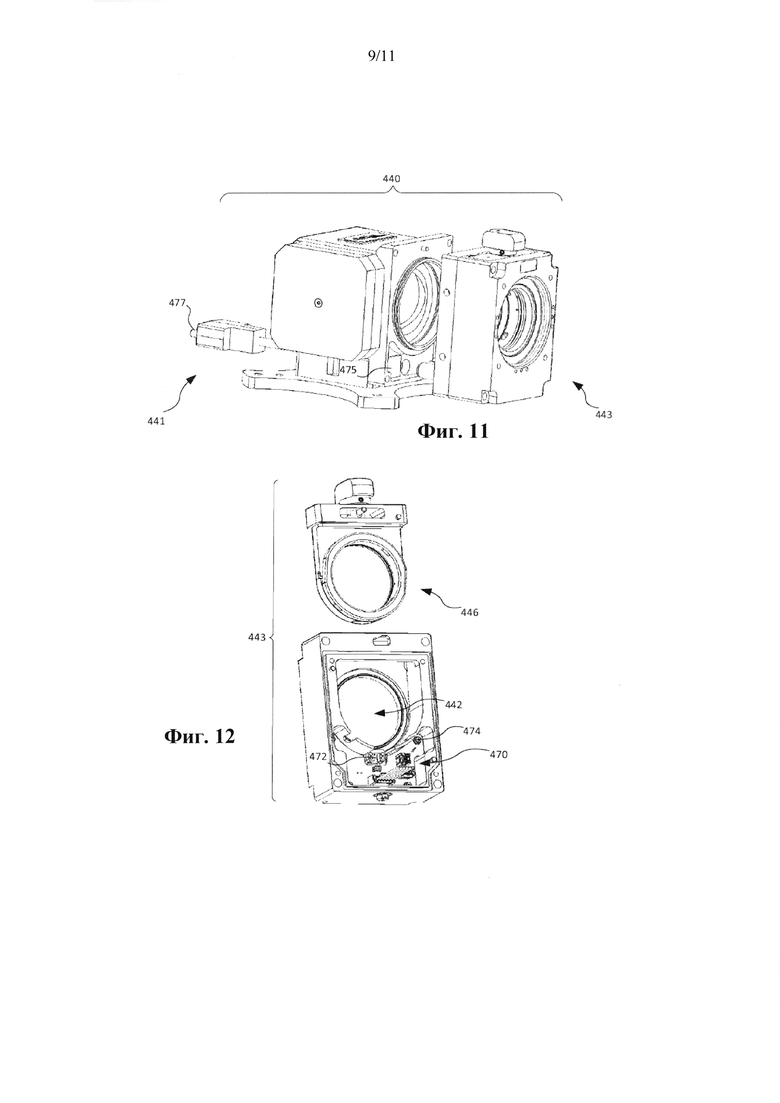
На фиг. 11 представлено покомпонентное изображение центрального модуля, содержащего корпус для линзы и защитного окошка, используемый в лазерной сварочной головке, показанной на фиг. 4.
На фиг. 12 представлено покомпонентное изображение корпуса для линзы и защитного окошка, используемого в лазерной сварочной головке, показанной на фиг. 4.
На фиг. 13 и 14 показаны перспективные изображения лазерной сварочной головки, проиллюстрированной на фиг. 4, которая состоит из коллиматорного модуля, модуля колебаний и центрального модуля, собранных воедино и испускающих сфокусированный лазерный пучок.
На фиг. 15 представлено схематическое изображение траектории лазерного пучка в лазерной сварочной головке, показанной на фиг. 13 и 14.
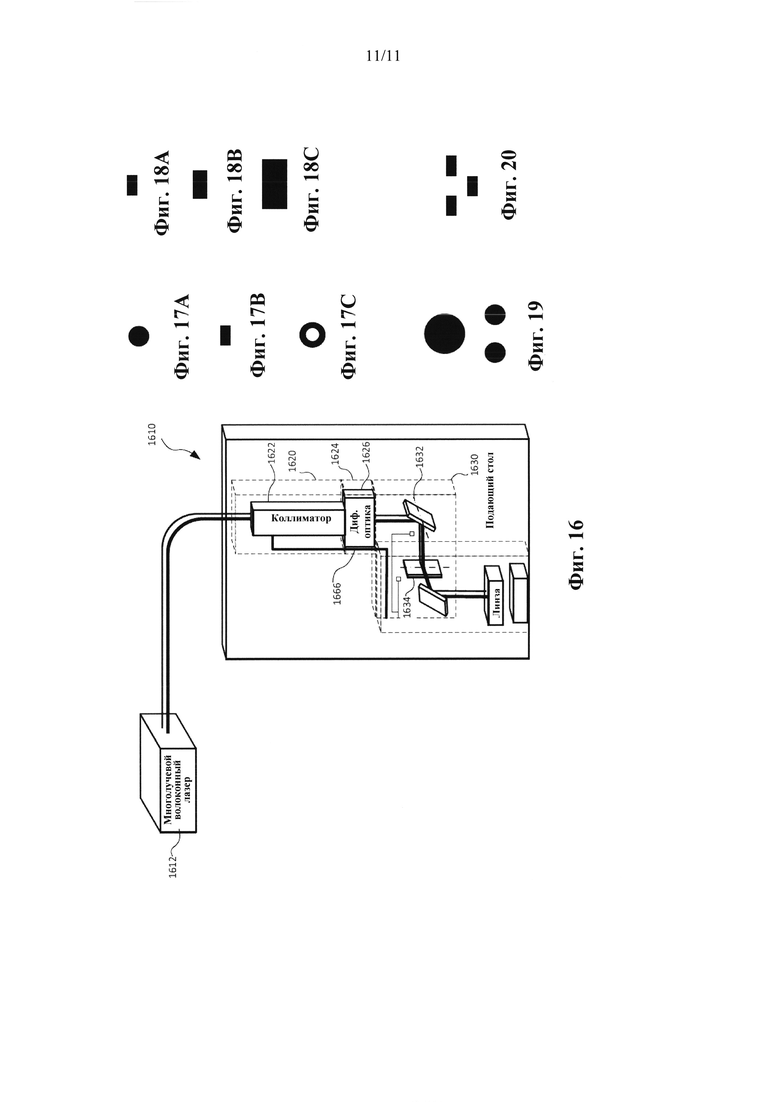
На фиг. 16 показана блок-схема лазерной сварочной головки с двумя подвижными зеркалами и дифракционной оптикой согласно одному из вариантов осуществления настоящего изобретения.
На фиг. 17А и 17В показаны пятна пучка, соответственно, круглого сечения и прямоугольного сечения, сформированные дифракционной оптикой.
На фиг. 17С проиллюстрировано пятно пучка тороидальной формы в поперечном сечении, сформированное оптической системой формирования пучка.
На фиг. 18А-18С проиллюстрированы пятна пучка прямоугольного сечения разных размеров, сформированные разной дифракционной оптикой.
На фиг. 19 показан рисунок пятен пучка, испускаемого многолучевым волоконным лазером, соединенным с лазерной сварочной головкой согласно одному из вариантов осуществления настоящего изобретения.
На фиг. 20 показан рисунок пятен сформированного пучка, испускаемого многолучевым волоконным лазером, соединенным с лазерной сварочной головкой, снабженной дифракционной оптикой, согласно одному из вариантов осуществления настоящего изобретения.
Подробное раскрытие настоящего изобретения
Лазерная сварочная головка с двумя подвижными зеркалами согласно вариантам осуществления настоящего изобретения может быть использована для выполнения сварочных работ, например, с формированием определенного рисунка при совершении лазерным пучком колебательных движений и/или обнаружением/отслеживанием и сопровождением свариваемого шва. Подвижные зеркала обеспечивают колебания одного или более пучка в пределах относительно небольшой зоны сканирования, например, заданной углом развертки 1-2°. Подвижные зеркала могут представлять собой гальванометрические зеркала, положение которых регулируется системой управления с гальванометрическим контроллером. Лазерная сварочная головка может также содержать дифракционный оптический элемент для придания направляемому пучку или пучкам соответствующей формы. Система управления может быть также использована для регулирования волоконного лазера, например, в зависимости от положения лазерных пучков относительно заготовки и/или считанного состояния сварочной головки, например, в зависимости от теплового режима вблизи одного из зеркал.
На фиг. 1 представлена система 100 лазерной сварки, содержащая лазерную сварочную головку 110, соединенную с отводящим волокном 111 волоконного лазера 112 (например, с помощью соединителя 111а). Лазерная сварочная головка 110 может быть использована для сварки заготовки 102, например, путем заваривания шва 104 с целью получения сварного шва 106. Лазерная сварочная головка 110 и/или заготовка 102 могут перемещаться относительно друг друга по направлению шва 104. Лазерная сварочная головка 110 может располагаться на подающем столе 114 для перемещения сварочной головки 110 относительно заготовки 102, по меньшей мере, по одной оси, например, по длине шва 104. Дополнительно или в качестве альтернативного варианта заготовка 102 может располагаться на подающем столе 108 для перемещения заготовки 102 относительно лазерной сварочной головки 110.
Волоконный лазер 112 может представлять собой иттербиевый волоконный лазер, выполненный с возможностью генерирования лазерного луча в ближней инфракрасной области спектра (например, 1060-1080 нм). Иттербиевый волоконный лазер может представлять собой одномодовый или многомодовый иттербиевый волоконный лазер с непрерывной накачкой, выполненный с возможностью генерирования лазерного пучка мощностью до 1 кВт в некоторых вариантах осуществления настоящего изобретения и более высокой мощностью до 50 кВт в других вариантах осуществления настоящего изобретения. К примерам волоконного лазера 112 относятся лазеры серии YLR SM или YLR HP, выпускаемые группой компаний IPG Photonics Corporation. Волоконный лазер 112 может также представлять собой многолучевой волоконный лазер, один из типов которого описан в международной заявке на патент №PCT/US2015/45037 под названием «Установка с многолучевым волоконным лазером», поданной 13 августа 2015 года, и который выполнен с возможностью избирательной передачи одного или более лазерного луча по множеству волокон.
Лазерная сварочная головка 110 обычно содержит коллиматор 122, предназначенный для придания параллельности лазерному пучку с отводящего волокна 111; по меньшей мере, первое и второе подвижные зеркала 132 и 134, предназначенные для отражения и направления коллимированного пучка 116; и фокусную линзу 142, предназначенную для фокусировки и передачи сфокусированного лазерного пучка 118 на заготовку 102. В проиллюстрированном варианте осуществления настоящего изобретения для направления на фокусную линзу 142 коллимированного лазерного пучка 116, отражающегося от второго подвижного зеркала 134, также используется неподвижное зеркало 144. Коллиматор 122, подвижные зеркала 132 и 134 и фокусная линза 142 с неподвижным зеркалом 144 могут располагаться в отдельных модулях 120, 130 и 140, которые могут быть соединены друг с другом, что будет подробно описано ниже. Лазерная сварочная головка 110 может быть также выполнена без неподвижного зеркала 144, например, если зеркала 132 и 134 располагаются таким образом, что световое излучение отражается от второго зеркала 134 в направлении фокусной линзы 142.
Подвижные зеркала 132 и 134 вращаются вокруг разных осей 131 и 133, изменяя направление коллимированного пучка 116 и, таким образом, инициируя перемещение сфокусированного пучка 118 относительно заготовки 102, по меньшей мере, по двум разным перпендикулярным друг другу осям 2 и 4. Подвижные зеркала 132 и 134 могут представлять собой гальванометрические зеркала, перемещаемые гальванометрическими двигателями, которые выполнены с возможностью быстрого изменения направления движения на противоположное. В других вариантах осуществления настоящего изобретения для перемещения зеркал могут использоваться другие механизмы, такие как шаговые электродвигателя. Использование подвижных зеркал 132 и 134 в лазерной сварочной головке 110 позволяет быстро, точно и регулируемым образом направлять лазерный пучок 118 для обнаружения и сопровождения шва и/или совершения пучком колебательных движений без необходимости перемещения всей сварочной головки 110 и без использования поворотных призм.
В одном из вариантов осуществления сварочной головки 110 подвижные зеркала 132 и 134 смещают пучок 118 лишь в пределах относительной небольшой зоны сканирования (например, размерами менее 30×30 мм), качая его в пределах угла а развертки, который составляет менее 10°, а в более предпочтительном варианте - в пределах менее 1-2°, как это показано на фиг. 1А, тем самым заставляя пучок совершать колебательные движения. Для сравнения, сканирующие лазерные головки стандартного типа обычно позволяют лазерному пучку перемещаться в пределах намного более широкой зоны сканирования (например, размерами свыше 50×50 мм вплоть до 250×250 мм) и выполнены с возможностью обеспечения такой более широкой зоны сканирования и большего угла развертки. Таким образом, использование подвижных зеркал 132 и 134, обеспечивающих лишь сравнительно небольшую зону сканирования для лазерной сварочной головки 110, кажется алогичным и противоречащим общепринятой точке зрения, в соответствии с которой при использовании гальванометрических сканеров должна обеспечиваться более широкая зона сканирования. Ограничение зоны сканирования и угла развертки дает определенные преимущества при использовании гальванометрических зеркал в сварочной головке 110, например, более высокую скорость перемещения, позволяющую использовать менее дорогие компоненты, такие как линзы, и возможность применения таких приспособлений, как воздушный нож и/или вспомогательное приспособление для подачи газа.
За счет суженной зоны сканирования и меньшего угла развертки в проиллюстрированном примере осуществления сварочной головки 110 второе зеркало 134 может характеризоваться по существу такими же размерами, что и первое зеркало 132. Для сравнения, в стандартных гальванометрических сканерах обычно используется второе зеркало больших размеров для обеспечения более широкой зоны сканирования и большего угла развертки; и такое второе зеркало может ограничивать скорость перемещения, по меньшей мере, по одной оси. Таким образом, второе зеркало 134 уменьшенного размера (например, примерно такого же размера, что и первое зеркало 132), установленное в сварочной головке, может перемещаться с более высокой скоростью в сравнении с зеркалами большего размера, используемыми в стандартных гальванометрических сканерах, обеспечивающих более широкие углы развертки.
В качестве фокусной линзы 142 могут применяться стандартные фокусные линзы, которые используются в лазерных сварочных головках и характеризуются самыми разными фокусными расстояниями в диапазоне от 100 мм до 1000 мм. В сканирующих лазерных головках обычного типа используются многоэлементные сканирующие линзы, такие как линзы F-theta, линзы, выравнивающие кривизну поля изображения, или телецентрические линзы намного большего диаметра (например, линзы диаметром 300 мм для пучка диаметром 33 мм) для фокусировки лазерного пучка в пределах расширенной зоны сканирования. Поскольку подвижные зеркала 132 и 134 смещают пучок в пределах относительно небольшой зоны сканирования, многоэлементная сканирующая линза большего диаметра (например, линза F-theta) не нужна и не используется. В одном из примеров осуществления сварочной головки 110 согласно настоящему изобретению может быть использована плоско-выпуклая фокусная линза F300 диаметром 50 мм для фокусировки лазерного пучка диаметром около 40 мм, перемещаемого в пределах зоны сканирования размерами около 15×5 мм. Использование фокусной линзы 142 меньшего размера также позволяет установить на конце сварочной головки 110 дополнительные приспособления, такие как воздушный нож и/или вспомогательное приспособление для подачи газа. Сканирующие линзы большего размера, необходимые для сканирующих лазерных головок обычного типа, ограничивают возможности использования таких вспомогательных приспособлений.
В лазерной сварочной головке 110 могут быть использованы и другие оптические элементы, такие как расщепитель пучка для разделения лазерного пучка с целью получения, по меньшей мере, двух пятен пучка для сварки (например, с обеих сторон шва). Дополнительные оптические элементы могут также включать в себя дифракционную оптику и могут располагаться между коллиматором 122 и зеркалами 132 и 134, что это будет подробнее описано ниже.
Перед линзой 142 может быть предусмотрено защитное окошко, предохраняющее саму линзу и другие оптические элементы от попадания отходов процесса сварки. Лазерная сварочная головка 110 может также содержать вспомогательное приспособление 116 сварочной головки, такое как воздушный нож, обеспечивающий высокоскоростной воздушный поток, проходящий через защитное окошко 146 или фокусную линзу 142 и удаляющий указанные отходы; и/или вспомогательное приспособление для подачи газа, подающее защитный газ в точку сварки коаксиально или со смещением относительно оси с целью удаления дымового шлейфа от сварки. Таким образом, лазерная сварочная головка 110 с подвижными зеркалами выполнена с возможностью использования с существующими вспомогательными приспособлениями сварочной головки.
В проиллюстрированном примере осуществления лазерной сварочной головки 100 также предусмотрен детектор 150, такой как видеокамера, предназначенный для обнаружения и локализации шва 104 и расположенный, например, перед пучком 118. Хотя камера/детектор 150 схематически изображена на одной стороне сварочной головки 110, она может проходить через сварочную головку 110 для обнаружения и локализации шва 104.
В проиллюстрированном примере осуществления лазерной сварочной головки 100 также предусмотрена система управления 160, предназначенная для управления волоконным лазером 112 и установки в требуемое положение подвижных зеркал 132 и 134 и/или подающих столов 108 и 114, например, в зависимости от выявленных условий в сварочной головке 110, выявленного местоположения шва 104 и/или перемещения и/или положения лазерного пучка 118. Лазерная сварочная головка 110 может содержать датчики, такие как первый и второй термодатчики 162 и 164, расположенные вблизи, соответственно, первого и второго зеркал 132 и 134 и предназначенные для измерения теплового режима. Система 160 управления электрически связана с датчиками 162 и 164 с целью получения данных для мониторинга теплового режима вблизи подвижных зеркал 132 и 134. Система 160 управления может также отслеживать процесс сварки, принимая данные с камеры/детектора 150, которые отображают, например, выявленное местоположение шва 104.
Система 160 управления может управлять волоконным лазером 112, например, отключая его, изменяя параметры лазера (например, мощность лазерного излучения) или регулируя любой другой регулируемый параметр лазера. Система 160 управления может инициировать отключение лазера в зависимости от выявленных условий в лазерной сварочной головке 110. Одним из выявленных условий может быть тепловой режим, регистрируемый одним или обоими датчиками 162 и 164 и указывающий на сбой в работе зеркал лазером с большой излучаемой мощностью.
Система 160 управления может инициировать отключение волоконного лазера 112 за счет срабатывания защитной блокировки. Защитная блокировка выполнена между отводящим волокном 111 и коллиматором 122 таким образом, что срабатывание защитной блокировки инициируется и лазер отключается при отсоединении отводящего волокна 111 от коллиматора 122. В проиллюстрированном примере осуществления настоящего изобретения лазерная сварочная головка 110 содержит блокировочный тракт 166, который распространяет функцию защитной блокировки на подвижные зеркала 132 и 134. Блокировочный тракт 166 проходит между отводящим волокном 111 и системой 160 управления, давая возможность системе 160 управления инициировать срабатывание защитной блокировки при выявлении потенциально опасного состояния в лазерной сварочной головке 110. В этом варианте осуществления настоящего изобретения система 160 управления может инициировать срабатывание защитной блокировки по блокировочному тракту 166 по факту фиксации заданного теплового режима, зарегистрированного одним или обоими датчиками 162 и 164.
Система 160 управления может также регулировать параметры лазера (например, мощность лазерного излучения) в зависимости от перемещения или положения пучка 118, не отключая при этом лазер 112. Если одно из подвижных зеркал 132 и 134 выводит пучок 118 за пределы допустимого диапазона или перемещает его слишком медленно, система 160 управления может уменьшить мощность лазерного излучения, динамически регулируя энергию пятна пучка во избежание повреждения лазера. Система 160 управления может дополнительно управлять выбором лазерных пучков при использовании многолучевого волоконного лазера.
Система 160 управления может также управлять установкой подвижных зеркал 132 и 134 в требуемое положение в зависимости от местоположения шва 104, используя, например, видеокамеру/детектор 150 для корректировки положения сфокусированного пучка 119 с целью обнаружения, отслеживания и/или сопровождения шва 104. Система 160 управления может обнаружить шов 104, идентифицировав его местоположение с использованием данных с видеокамеры/детектора 150 и перемещая одно или оба зеркала 132 и 134 до тех пор, пока пучок 118 не совпадет со швом 104. Система 160 управления может сопровождать шов 104 путем перемещения одного или обоих зеркал 132 и 134, непрерывно регулируя и корректируя положение пучка 118 таким образом, чтобы пучок всегда совпадал со швом 104 по мере перемещения пучка 118 вдоль этого шва в процессе сварки. Система 160 управления может также управлять одним или обоими зеркалами 132 и 134, обеспечивая совершение пучком колебательных движений в процессе сварки, что подробнее будет описано ниже.
Таким образом, система 160 управления содержит как блок управления лазером, так и блок управления зеркалами, которые взаимодействуют друг с другом, совместно управляя лазером и зеркалами. Система 160 управления может включать в себя, например, аппаратные средства (к примеру, универсальный компьютер) и программные средства, которые широко используются для управления волоконными лазерами и гальванометрическими зеркалами. Может быть использовано, например, существующее программное обеспечение для управления гальванометрическими устройствами, модифицированное таким образом, чтобы гальванометрические зеркала могли управляться согласно описанию, представленному в настоящем документе.
На фиг. 2А-2D приведены примеры рисунков, получаемых вследствие совершения лазерным пучком качательных движений, которые могут быть использованы при выполнении ротационной сварки трением шва 204. В контексте настоящего документа термин «качение» обозначает колебательные движения лазерного пучка (например, по двум осям) в пределах относительно небольшой зоны сканирования, заданной углом развертки менее 10°. На фиг. 2А и 2В показаны рисунки, сформированные по длине свариваемого шва 204, соответственно, в виде последовательно идущих кругов и восьмерок. На фиг. 2С и 2D показаны, соответственно, зигзагообразный и волнообразный рисунки, сформированные по длине свариваемого шва 204. Хотя в настоящем документе проиллюстрированы конкретные рисунки, сформированные вследствие совершения пучком колебательных движений, в объем заявленного изобретения входят и иные типы рисунков. Одно из преимуществ использования подвижных зеркал в лазерной сварочной головке 110 заключается в возможности формирования пучком самых разных рисунков.
На фиг. 3А-3D сварной шов с рисунком в виде восьмерок (фиг. 3А и 3В) сравнивается со сварным швом, выполненным обычным пучком, не совершающим никаких колебаний (фиг. 3С и 3D). В одном из примеров (фиг. 3А и 3В) свариваются две заготовки из алюминиевого сплава 6061-Т6 с пятном пучка диаметром 2 мм, которое перемещается по траектории в виде восьмерки под углом 90° с частотой колебаний 300 Гц при мощности лазерного излучения 2,75 кВт, скорости 3,5 м/мин и с зазором 0,012 дюйма. В другом примере (фиг. 3С и 3D) свариваются две заготовки из алюминиевого сплава 6061-Т6 с пятном пучка диаметром 2 мм, не совершающим колебательных движений, при мощности лазерного излучения 2,0 кВт, скорости 3,5 м/мин и с зазором 0,012 дюйма. Как можно видеть, качество сварного шва на поверхности с рисунком в виде восьмерок улучшено в сравнении с качеством, полученным при использовании пучка, не совершающего никаких колебательных движений. В частности, улучшена однородность сварного шва, что видно на фиг. 3А в сравнении с фиг. 3С. Разрез, показанный на фиг. 3В, также демонстрирует не такое большое уменьшение площади поперечного сечения в зоне сварного шва в сравнении с фиг. 3D, что обусловлено более эффективным перекрытием зазора шва 204 рисунком в виде восьмерок. Системы и способы лазерной сварки, раскрытые в настоящем документе, могут быть также использованы для сварки с использованием материалов, таких как титан, которые обычно плохо поддаются свариванию.
На фиг. 4-15 более детально показан один из вариантов осуществления лазерной сварочной головки 410. Хотя здесь проиллюстрирован один конкретный вариант, в объем заявленного изобретения входят и иные варианты осуществления лазерной сварочной головки и систем и способов, описанных в настоящем документе. Как показано на фиг. 4, лазерная сварочная головка 410 включает в себя коллиматорный модуль 420, модуль 430 колебаний и центральный модуль 440. Модуль 430 колебаний содержит первой и второе подвижные зеркала, описанные выше и расположенные между коллиматорным модулем 420 и центральным модулем 440.
На фиг. 5 и 6 более детально показан коллиматорный модуль 420. Как показано на фиг. 5, входной конец 421 коллиматорного модуля 420 выполнен с возможностью соединения с разъемом отводящего волокна и содержит блокировочный разъем 425, который входит в зацепление с разъемом отводящего волокна (не показан), обеспечивая защитную блокировку при отсоединении отводящего волокна. Как показано на фиг. 6, выходной конец 423 коллиматорного модуля 420 выполнен с возможностью соединения с модулем 430 колебаний (см. фиг. 4) и содержит блокировочный разъем 427, продлевающий блокировочный тракт до модуля 430 колебаний. Коллиматорный модуль 420 может содержать коллиматор (не показан) с парой неподвижных коллиматорных линз, обычно используемых в лазерных сварочных головках. В других вариантах осуществления настоящего изобретения коллиматор может содержать линзы иных конфигураций, такие как подвижные линзы, выполненные с возможностью регулирования размера пятна лазерного пучка и/или фокальной точки.
На фиг. 7-10 более детально показан модуль 430 колебаний. Проиллюстрированный пример осуществления модуля 430 колебаний характеризуется наличием входного отверстия 431 для соединения с коллиматорным модулем 420 и выходного отверстия 433 для соединения с центральным модулем 440 (см. фиг. 4). Входное отверстие 431 может представлять собой водоохлаждаемую ограничивающую диафрагму.
Как показано на фиг. 8, проиллюстрированный пример осуществления модуля 430 колебаний также включает в себя первый и второй гальванометры 436 и 438, перемещающие гальванометрические зеркала 432 и 434 по разным перпендикулярным друг другу осям. Могут быть использованы гальванометры, обычно применяемые в лазерных сканирующих головках. Гальванометры 436 и 438 могут содержать разъемы 437 для подключения гальванометрического контроллера (не показан). Гальванометрический контроллер может содержать аппаратные и/или программные средства для управления гальванометрами с целью перемещения зеркал и, соответственно, перемещения и/или позиционирования лазерного пучка. Могут быть использованы существующие программные средства управления гальванометрическими устройствами, которые могут быть модифицированы таким образом, чтобы обеспечивать функциональные возможности, описанные в настоящем документе, такие как обнаружение шва, создание рисунков вследствие совершения пучком колебательных движений и поддержание связи с лазером.
Как показано на фиг. 7, модуль 430 колебаний содержит блокировочный разъем 435, входящий в зацепление с блокировочным разъемом 427 коллиматора. Модуль 430 колебаний также содержит гальванометрический блокировочный разъем 437, предназначенный для подключения гальванометрического контроллера. Таким образом, защитная блокировка распространяется на модуль 430 колебаний и гальванометрический контроллер. Гальванометрический контроллер может быть выполнен с возможностью инициирования срабатывания защитной блокировки, например, по факту выявления соответствующих условий в модуле 430 колебаний.
Как показано на фиг. 9 и 10, модуль 430 колебаний содержит термозонды 462 и 464, расположенные вблизи каждого из соответствующих зеркал 432 и 434. Термозонды 462 и 464 отслеживают тепловой режим (например, температуру) в соответствующих точках модуля 430 колебаний и могут подключаться к гальванометрическому контроллеру через гальванометрический разъем 437. Таким образом, гальванометрический контроллер может непрерывно контролировать термозонды 462 и 464 для выявления заданного состояния, такого как высокая температура, указывающего на потенциально опасную ситуацию в модуле 430 колебаний. Например, при нарушениях в работе одного из подвижных зеркал 432 и 434 лазерное излучение большой мощности, направленное в модуль 430 колебаний, может не отражаться надлежащим образом, что может привести к возникновению опасной ситуации. Таким образом, гальванометрический контроллер может инициировать срабатывание защитной блокировки для отключения лазера при выявлении опасного состояния. Термозонды могут представлять собой датчики известного типа, выполненные, например, в виде биметаллических полос, заключенных в керамическую оболочку.
На фиг. 11 более детально показан центральный модуль 440. Центральный модуль 440 содержит неподвижное зеркало (не показано), которое перенаправляет пучок, полученный с модуля 430 колебаний, на фокусную линзу 442, а затем - на заготовку. Как можно видеть, центральный модуль 440 состоит из корпуса 441 центрального блока и корпуса 443 для линзы и защитного окошка, примыкающего с одной стороны к корпусу 441. С противоположной стороны корпуса 441 центрального блока может подключаться модуль видеокамеры (не показан) для отслеживания сфокусированного пучка и/или заготовки в пределах зоны сканирования, обеспечиваемой корпусом 443 для линзы и защитного окошка.
В корпус 443 для линзы и защитного окошка заключена фокусная линза 442 и защитное окошко 446. Как показано на фиг. 12, защитное окошко 446 выполнено с возможностью съема и замены. Корпус 443 для линзы и защитного окошка также содержит цепь 470 контроля состояния окошка, снабженную датчиками, такими как термистор 472 и фотодиод 474, для непрерывного контроля состояния защитного окошка 446. Корпус 441 центрального блока дополнительно содержит соединитель 475 цепи контроля состояния, подключаемый к цепи 470 контроля состояния, которая предусмотрена в корпусе 443 для линзы и защитного окошка; и разъем 477 под прибор контроля сварки, подключаемый к монитору сварочной головки (не показан).
На фиг. 13 и 14 показана лазерная сварочная головка 410 в собранном виде с модулями 420, 430 и 440, соединенными друг с другом и испускающими сфокусированный лазерный пучок 418. Лазерному пучку придается параллельность в коллиматорном модуле 420, после чего коллимированный пучок направляется в модуль 430 колебаний. Модуль 430 колебаний перемещает коллимированный пучок с помощью зеркал и направляет подвижный коллимированный пучок в центральный модуль 440. Центральный модуль 440 фокусирует подвижный пучок, после чего сфокусированный пучок подается на заготовку (не показана).
На фиг. 15 показана траектория движения коллимированного пучка 416 внутри модуля 430 колебаний и центрального модуля 440, соединенных вместе. Как можно видеть, коллимированный пучок 418, поступивший в модуль 430 колебаний, отражается от первого гальванометрического зеркала 432 на второе гальванометрическое зеркало 434, после чего отражается от неподвижного зеркала 444, расположенного внутри центрального модуля 440, и выходит из этого центрального модуля. Неподвижное зеркало 444 может представлять собой инфракрасное зеркало, что дает возможность использовать видеокамеру для отслеживания пучка 416.
Дополнительные варианты осуществления лазерной сварочной головки 1610 с подвижными зеркалами и системы лазерной сварки более детально представлены на фиг. 16. Этот вариант осуществления лазерной сварочной головки 1610 дополнительно содержит, по меньшей мере, один дифракционный оптический элемент 1626 формирования пучка. Этот дифракционный оптический элемент 1626 формирования пучка располагается между коллиматором 1622 и подвижными зеркалами 1632 и 1634 в сварочной головке 1610. Дифракционный оптический элемент 1626 формирования пучка придает коллимированному пучку требуемую форму, после чего сформированный пучок перемещается зеркалами 1632 и 1634 так, например, как это описано выше.
Один из примеров дифракционного оптического элемента 1682 формирования пучка представляет собой элемент формирования пучка с сечением в виде четко очерченного прямоугольника, который принимает входящий пучок с гауссовым профилем и пятном круглого сечения, как это показано на фиг. 17А; и выдает сформированный пучок с однородным сечением в виде четко очерченного квадрата или прямоугольника и прямоугольным или квадратным пятном, как это показано на фиг. 17В. Другие дифракционные оптические элементы формирования пучка могут включать в себя, помимо прочего, дифракционный элемент для расщепления пучка, который преобразует входящий пучок в одно- или двумерный массив составляющих лучей; генератор кольцеобразных пучков, который придает входящему пучку форму кольца или ряда колец; и вихревую дифракционную линзу, которая придает входящему пучку форму тороида, как это показано на фиг. 17С.
Таким образом, могут быть использованы разные дифракционные оптические элементы 1626 для формирования пучков разной формы и/или размеров. Пятно пучка в форме тороида может также обеспечивать более равномерное распределение мощности, устраняя концентрацию большой мощности по центру пучка. Как показано на фиг. 18А-18С, разные дифракционные оптические элементы могут формировать пучки прямоугольного сечения разных размеров, обеспечивая тем самым разные «размеры кисти» и значения разрешения для сварки и иных сфер применения. Более мелкие пятна пучков или «размеры кисти» могут быть использованы, например, для обработки площадей меньших размеров или зон вокруг кромок, где требуется более высокое разрешение.
В одном из вариантов осуществления настоящего изобретения дифракционный оптический элемент 1626 для формирования пучка располагается в модуле 1624 формирования пучка, который может быть установлен с возможностью съема между коллиматорным модулем 1620 и модулем 1630 колебаний, например, как это описано выше. Таким образом, модули 1624 формирования пучка и различная дифракционная оптика могут использоваться в сварочной головке 1610 на взаимозаменяемой основе. В модуле 1624 формирования пучка может быть также предусмотрен тракт 1666 защитной блокировки, описанный выше.
В еще одном из вариантов осуществления настоящего изобретения сварочная головка 1610 может быть соединена с многолучевым волоконным лазером 1612, выполненным с возможностью избирательной выдачи множества лазерных пучков. Один из примеров многолучевого волоконного лазера подробно описан в международной заявке на патент №PCT/US2015/45037 под названием «Установка с многолучевым волоконным лазером», поданной 13 августа 2015 года, содержание которой полностью включено в настоящую заявку посредством ссылки. Множественные пучки могут иметь разные характеристики; к примеру, они могут характеризоваться разными модами, мощностью, плотностью потока энергии, профилями и/или размерами. На фиг. 19, например, показаны множественные пучки разных размеров. Множественные пучки могут выдаваться одновременно; или же отдельные пучки с разными характеристиками могут выдаваться по отдельности и избирательно в разное время для выполнения разных операций (например, для нагрева, сварки и последующей обработки). Множественные пучки могут также формироваться дифракционной оптикой 1626 с целью генерирования множественных пучков заданной формы, показанных, например, на фиг. 20. Таким образом, форма и/или размер множественных пучков могут изменяться для разных операций или сфер применения с использованием многолучевого волоконного лазера 1612 и/или разных дифракционных оптических элементов 1626. Например, для некоторых видов сварки один или более пучок может иметь форму кольца или тороида для обеспечения более равномерного распределения мощности.
Соответственно, лазерная сварочная головка с подвижными зеркалами согласно вариантам осуществления заявленного изобретения, раскрытым в настоящем документе, обеспечивает улучшенное управление перемещением, размерами и/или формой лазерного пучка, используемого при различных сварочных работах. Таким образом, варианты осуществления лазерной сварочной головки с подвижными зеркалами и системы и способы сварки, описанные в настоящем документе, могут быть использованы для получения более прочных, гладких и однородных сварных швов.
Хотя в настоящем документе описаны принципы заявленного изобретения, специалистам в данной области техники должно быть понятно, что это описание носит исключительно иллюстративный характер и никоим образом не ограничивает объем изобретения. Предполагается, что помимо примеров осуществления заявленного изобретения, проиллюстрированных и описанных в настоящем документе, в объем заявленного изобретения входят и другие варианты его осуществления. Модификации и замены, выполненные специалистом в данной области техники, считаются входящими в объем настоящего изобретения, который ограничивается лишь последующей формулой.


Изобретение относится к лазерной сварочной головке (варианты) и системе для лазерной сварки и может быть использована для выполнения сварочных работ, например, с формированием определенного рисунка при совершении лазерным пучком колебательных движений и/или обнаружением/отслеживанием и сопровождением свариваемого шва. Изобретение характеризуется наличием подвижных зеркал, обеспечивающих колебания одного или более пучка в пределах относительно небольшой зоны сканирования, заданной углом развертки 1-2°. Подвижные зеркала могут представлять собой гальванометрические зеркала, управляемые системой управления, содержащей гальванометрический контроллер. Лазерная сварочная головка может также содержать дифракционный оптический элемент для придания перемещаемому пучку или пучкам определенной формы. Система управления может быть также использована для регулирования волоконного лазера, например, в зависимости от положения лазерных пучков относительно заготовки и/или считанного состояния сварочной головки, например, в зависимости от теплового режима вблизи одного из зеркал. 6 н. и 34 з.п. ф-лы, 20 ил.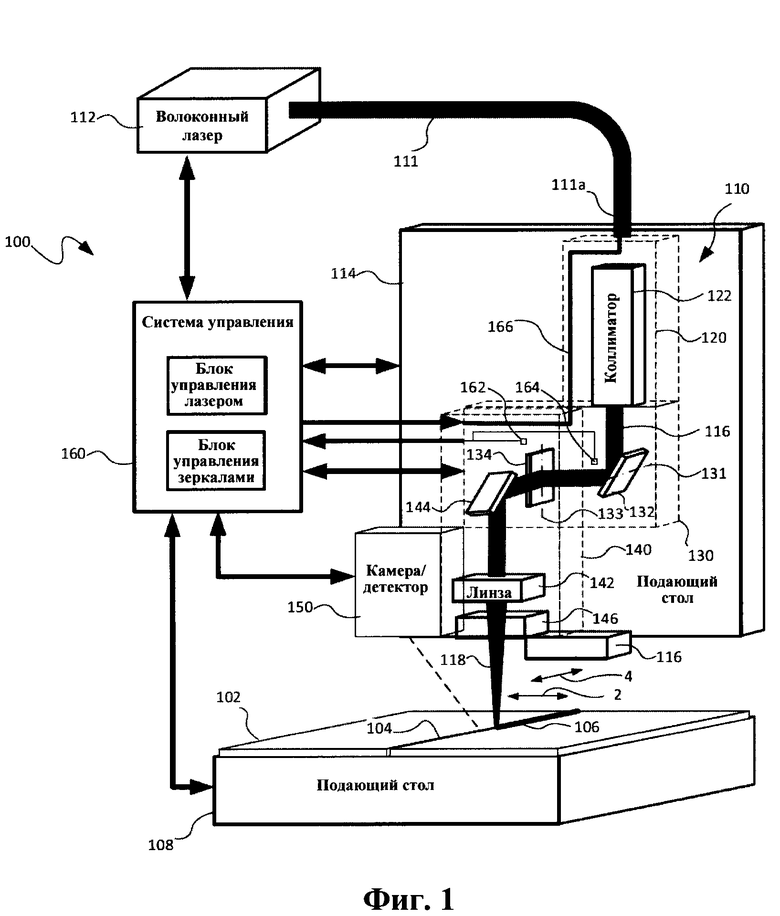
1. Лазерная сварочная головка, содержащая:
коллиматор, выполненный с возможностью соединения с отводящим волокном волоконного лазера,
по меньшей мере первое и второе подвижные зеркала, выполненные с возможностью приема коллимированного лазерного пучка с коллиматора и перемещения коллимированного лазерного пучка по первой и второй осям в пределах ограниченной зоны сканирования, заданной углом развертки 1-2°, и
фокусную линзу, выполненную с возможностью фокусировки лазерного пучка относительно заготовки во время перемещения этого пучка.
2. Лазерная сварочная головка по п. 1, отличающаяся тем, что подвижные зеркала имеют приблизительно одинаковые размеры.
3. Лазерная сварочная головка по п. 1, в которой подвижные зеркала представляют собой гальванометрические зеркала.
4. Лазерная сварочная головка по п. 1, отличающаяся тем, что фокусная линза не является сканирующей линзой.
5. Лазерная сварочная головка по п. 1, отличающаяся тем, что подвижные зеркала выполнены с возможностью перемещения коллимированного лазерного пучка в пределах ограниченной зоны сканирования размерами менее 30×30 мм.
6. Лазерная сварочная головка по п. 1, отличающаяся тем, что она дополнительно содержит вспомогательное приспособление для подачи газа, расположенное вблизи фокусной линзы и подающее газ в точку сварки в процессе сварки.
7. Лазерная сварочная головка по п. 1, отличающаяся тем, что она дополнительно содержит защитное окошко, расположенное за фокусной линзой.
8. Лазерная сварочная головка по п. 7, отличающаяся тем, что она дополнительно содержит воздушный нож, расположенный вблизи защитного окошка.
9. Лазерная сварочная головка по п. 1, отличающаяся тем, что она дополнительно содержит по меньшей мере первый и второй термодатчики, расположенные вблизи, соответственно, первого и второго зеркал.
10. Лазерная сварочная головка по п. 1, дополнительно содержащая детектор для обнаружения шва, подлежащего сварке.
11. Лазерная сварочная головка по п. 1, отличающаяся тем, что она дополнительно содержит блокировочный тракт, отходящий от коллиматора и доходящий до зеркал.
12. Лазерная сварочная головка, содержащая:
коллиматор, выполненный с возможностью соединения с отводящим волокном волоконного лазера,
по меньшей мере первое и второе подвижные зеркала, выполненные с возможностью приема коллимированного лазерного пучка с коллиматора и перемещения коллимированного лазерного пучка по первой и второй осям,
по меньшей мере первый и второй термодатчики, расположенные вблизи, соответственно, первого и второго подвижных зеркал и выполненные с возможностью детектирования теплового режима, и
фокусную линзу, выполненную с возможностью фокусировки лазерного пучка.
13. Лазерная сварочная головка по п. 12, отличающаяся тем, что она дополнительно содержит блокировочный тракт, отходящий от коллиматора и доходящий до зеркал.
14. Лазерная сварочная головка, содержащая:
коллиматорный модуль, включающий в себя коллиматор, выполненный с возможностью соединения с отводящим волокном волоконного лазера,
модуль колебаний, соединенный с коллиматорным модулем и включающий в себя по меньшей мере первое и второе подвижные зеркала, выполненные с возможностью приема коллимированного лазерного пучка с коллиматора и перемещения указанного пучка по первой и второй осям, и
центральный модуль, соединенный с модулем колебаний и включающий в себя по меньшей мере фокусную линзу, выполненную с возможностью фокусировки лазерного пучка.
15. Лазерная сварочная головка по п. 14, отличающаяся тем, что она дополнительно содержит модуль формирования пучка, соединенный с коллиматорным модулем, при этом модуль формирования пучка содержит дифракционную оптику, выполненную с возможностью приема коллимированного пучка и придания ему требуемой формы.
16. Лазерная сварочная головка по п. 14, отличающаяся тем, что модуль колебаний содержит по меньшей мере первый и второй термодатчики, расположенные вблизи, соответственно, первого и второго зеркал.
17. Лазерная сварочная головка по п. 14, отличающаяся тем, что модуль колебаний содержит первый и второй гальванометрические модули, содержащие гальванометрические зеркала, при этом указанные гальванометрические модули выполнены с возможностью подключения к гальванометрическому контроллеру.
18. Лазерная сварочная головка по п. 14, отличающаяся тем, что она дополнительно содержит модуль видеокамеры, соединенный с центральным модулем, при этом указанный модуль видеокамеры содержит по меньшей мере видеокамеру или детектор для обнаружения шва, подлежащего сварке.
19. Лазерная сварочная головка по п. 14, отличающаяся тем, что центральный модуль содержит неподвижное зеркало, выполненное с возможностью отражения лазерного пучка от подвижных зеркал на фокусную линзу.
20. Лазерная сварочная головка по п. 14, отличающаяся тем, что коллиматорный модуль содержит блокировочный разъем, входящий в зацепление с ответной частью сопрягаемого блокировочного разъема на отводящем волокне так, что если разъем отводящего волокна не соединен с коллиматорным модулем, то возникает условие срабатывания защитной блокировки, и в которой коллиматорный модуль и модуль колебаний содержат блокировочные разъемы, выполненные с возможностью обеспечения состояния защитной блокировки по показаниям датчиков в модуле колебаний.
21. Лазерная сварочная головка по п. 20, отличающаяся тем, что модуль колебаний содержит по меньшей мере первый и второй термодатчики, расположенные, соответственно, вблизи первого и второго зеркал, причем условие срабатывания защитной блокировки зависит от показаний указанных термодатчиков.
22. Лазерная сварочная головка по п. 20, отличающаяся тем, что модуль колебаний содержит первый и второй гальванометрические модули, включающие в себя гальванометрические зеркала, в которой гальванометрические модули выполнены с возможностью подключения к гальванометрическому контроллеру, и в которой модуль колебаний содержит блокировочный разъем, выполненный с возможностью соединения с гальванометрическим контроллером.
23. Лазерная сварочная головка по п. 14, в которой модуль колебаний выполнен с возможностью перемещения зеркал только в пределах ограниченной зоны сканирования, заданной углом развертки около 1-2°.
24. Система для лазерной сварки, содержащая:
волоконный лазер, содержащий отводящее волокно,
сварочную головку, соединенную с отводящим волокном волоконного лазера, при этом указанная сварочная головка содержит:
коллиматор, выполненный с возможностью соединения с отводящим волокном волоконного лазера,
по меньшей мере первое и второе подвижные зеркала, выполненные с возможностью приема коллимированного лазерного пучка с коллиматора и перемещения этого лазерного пучка по первой и второй осям,
фокусную линзу, выполненную с возможностью фокусировки лазерного пучка, и
систему управления, предназначенную для управления по меньшей мере волоконным лазером и положением зеркал.
25. Система для лазерной сварки по п. 24, в которой волоконный лазер представляет собой иттербиевый волоконный лазер.
26. Система для лазерной сварки по п. 24, отличающаяся тем, что волоконный лазер содержит множество отводящих волокон, по которым подается множество лазерных пучков.
27. Система для лазерной сварки по п. 24, отличающаяся тем, что система управления выполнена с возможностью управления по меньшей мере одним из зеркал для получения рисунка на сварном шве, который формируется вследствие совершения пучком колебательных движений.
28. Система для лазерной сварки по п. 24, отличающаяся тем, что она дополнительно содержит детектор для обнаружения шва, подлежащего сварке, при этом система управления выполнена с возможностью управления по меньшей мере одним из зеркал для перемещения пучка с целью обнаружения и/или сопровождения свариваемого шва.
29. Система для лазерной сварки по п. 24, отличающаяся тем, что сварочная головка содержит датчики, при этом система управления выполнена с возможностью инициирования отключения волоконного лазера по показаниям датчиков.
30. Система для лазерной сварки по п. 29, отличающаяся тем, что датчики представляют собой термодатчики, расположенные вблизи соответствующих подвижных зеркал.
31. Система для лазерной сварки по п. 30, отличающаяся тем, что коллиматор содержит блокировочный разъем, соединенный с разъемом отводящего волокна таким образом, что отсоединение разъема отводящего волокна приводит к возникновению условия срабатывания защитной блокировки, которая отключает волоконный лазер, при этом система управления инициирует срабатывание защитной блокировки при выявлении заданного теплового состояния по показаниям термодатчиков.
32. Система для лазерной сварки по п. 24, отличающаяся тем, что система управления выполнена с возможностью управления волоконным лазером для регулирования мощности лазерного излучения в соответствии с перемещением и/или положением лазерного пучка.
33. Система для лазерной сварки по п. 24, отличающаяся тем, что лазерная сварочная головка дополнительно содержит по меньшей мере один дифракционный оптический элемент, расположенный между коллиматором и зеркалами и придающий пучку определенную форму.
34. Лазерная сварочная головка, содержащая:
коллиматор, выполненный с возможностью соединения с отводящим волокном волоконного лазера,
по меньшей мере первое и второе подвижные зеркала, выполненные с возможностью приема коллимированного лазерного пучка с коллиматора и перемещения этого лазерного пучка по первой и второй осям,
фокусную линзу, выполненную с возможностью фокусировки лазерного пучка, и
по меньшей мере или вспомогательное приспособление для подачи газа, или воздушный нож, которые расположены вблизи фокусной линзы и способствуют сварке.
35. Лазерная сварочная головка, содержащая:
коллиматор, выполненный с возможностью соединения с отводящим волокном волоконного лазера,
по меньшей мере один дифракционный оптический элемент, выполненный с возможностью приема коллимированного лазерного пучка с коллиматора и придания требуемой формы коллимированному лазерному пучку,
по меньшей мере первое и второе подвижные зеркала, выполненные с возможностью приема сформированного лазерного пучка с дифракционного оптического элемента и перемещения сформированного лазерного пучка по первой и второй осям, и
фокусную линзу, выполненную с возможностью фокусировки лазерного пучка относительно заготовки при перемещении указанного пучка.
36. Лазерная сварочная головка по п. 35, отличающаяся тем, что подвижные зеркала выполнены с возможностью перемещения сформированного пучка только в пределах ограниченной зоны сканирования, заданной углом развертки около 1-2°.
37. Лазерная сварочная головка по п. 35, отличающаяся тем, что подвижные зеркала выполнены с возможностью перемещения сформированного пучка в пределах ограниченной зоны сканирования размерами менее 30×30 мм.
38. Лазерная сварочная головка по п. 35, отличающаяся тем, что подвижные зеркала выполнены с возможностью перемещения сформированного пучка в пределах ограниченной зоны сканирования размерами менее 15×5 мм.
39. Лазерная сварочная головка по п. 35, отличающаяся тем, что подвижные зеркала представляют собой гальванометрические зеркала.
40. Лазерная сварочная головка по п. 35, отличающаяся тем, что подвижные зеркала выполнены с одинаковыми размерами.
| US4614868A, 30.09.1986 | |||
| US 5153409 A, 06.10.1992 | |||
| US 5991319 A, 23.11.1999 | |||
| US 5249192 A, 28.09.1993 | |||
| Способ снабжения паром высокого давления | 1959 |
|
SU134838A1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННОЙ ПОВЕРХНОСТИ СТАЛЕЙ МЕТОДОМ ЛАЗЕРНО-ПЛАЗМЕННОЙ ОБРАБОТКИ | 2010 |
|
RU2447012C1 |
| СПОСОБ ЛАЗЕРНОЙ ТЕРМООБРАБОТКИ СЛОЖНЫХ ПРОСТРАНСТВЕННЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 2010 |
|
RU2425894C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ВОЛОКОННЫМ ЛАЗЕРОМ ОБЪЕМНЫХ ДЕТАЛЕЙ | 2008 |
|
RU2386523C1 |

