I
Изобретение относится к литейному производству и может быть использовано при изготовлении отливок, например, по вакуум-процессу.
Оформление выпоров или вентиляционных каналов о литейной форме с вертикальным разъемом не вызывает затруднений в отличие от форм с го-ризонтальным разъемом.
Известна оснастка для изготовления песчаных форм способом вакуумной формовки, в которой не предусмотрены выпоры или воздуховоды, обеспечивающие сохранение конфигурации литейной оснастки в процессе формовки и заливки СП .
В литейной форме, изготовленной при помощи такой оснастки, за счет колебания давления на формы сохранение конфигурации не обеспечивается, что является существенным недостатком оснастки.
Известна также оснастка для литья в формы из сухих формовочных
материалов с применением вакуума, реализующая способ вакуумной формовки 21.
Оснастка обладает следующими особенностями. Самая верхняя часть полости формы соединяется специальным воздуховодом (эквивалентом выпора) с атмосферой, для чего напротив воздуховода в герметизирующем элементе выполняется отверстие. Литниковая
10 система выполняется путем установки выгорающей модели. Тело формы, находящееся под вакуумом, может преждевременно сообщиться с полостью формы, где герметизирующий элемент уже рас15плавляется, а металл еще не занял, его места, в результате чего воздух из полости формы может всасываться под действием разрежения через тело формы в вакуумную систему, снижая
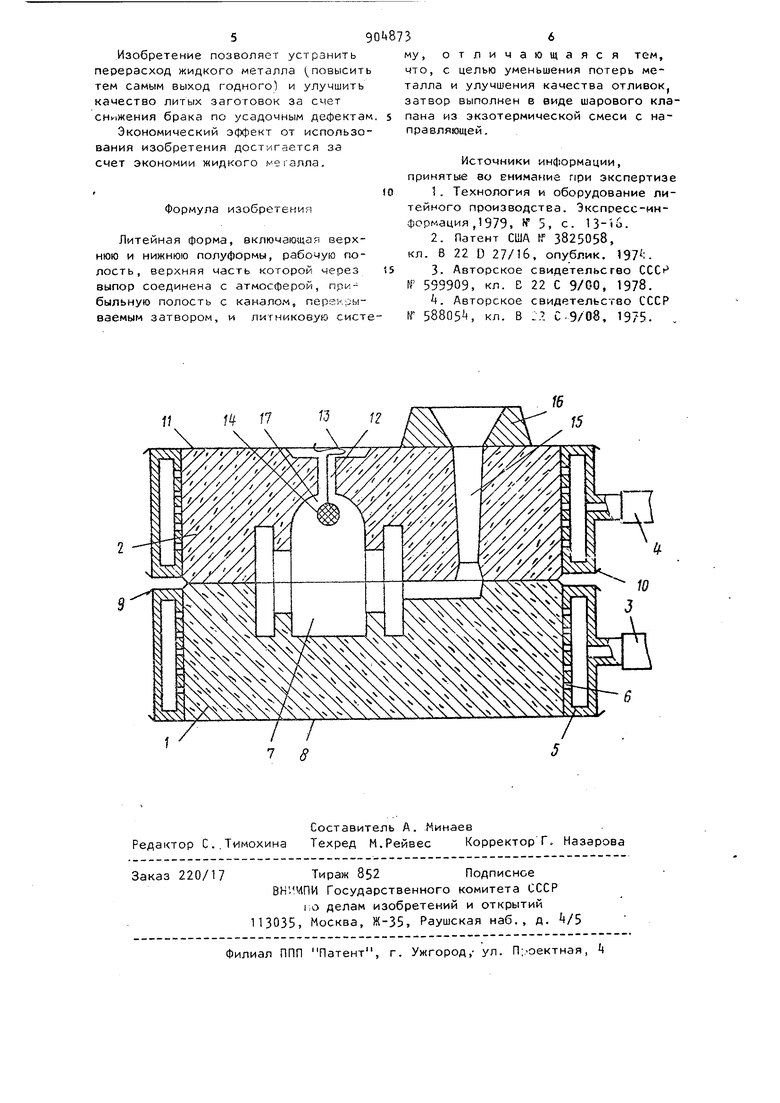
20 разницу дгалений между телом и полостью формы, что приводит к ее разрушению. После заполнения полости формы металлом последний может беспрепятственно заполнить возцуховод и вылиться на поверхность формы. Это приводит к неоправданному перерасходу металла. Известна также литейная оснастка, в которой канал для сообщения полости формы с атмосферой выполняется по разъем} между верхней и нижней полуформой, для чего верхняя полуформа выполнена с впадиной, а нижняя - с выступом, образующими между собой щель, сообщенную с каналом 31. По этому устройству значительно упрощается изготовление выпора (воздуховода) и повышается надежность его работы. Однако и здесь неизбежен перерасход жидкого металла за счет затекания последнего в воздуховод и по разъему формы. Наиболее близкой к предлагаемой является литейная форма, включающая верхнюю и нижнюю полуформы, рабочую полость, верхняя часть которой через выпор соединена с атмосферой, прибыл ную полость с каналом, перекрываемым затвором, и литниковую систему 1. Однако такая литейная форма имеет большие потери металла и низкое каче ство получаемых отливок. Цель изобретения - уменьшение потерь металла и улучшение каче(Ьтва от ливок. Поставленная цель достигается тем что в литейной форме, включающей вер нюю и нижнюю полуформы, рабочую полость, верхняя часть которой через выпор соединена с атмосферой, прибы льную полость с каналом перекрываемы затвором, и литниковую систему, затвор выполнен в виде шарового клапана из экзотермической смеси с направляю щей. На чертеже схематически показана предлагаемая литейная форма, общий вид. Литейная форма включает в себя полуформы низа 1 и верха 2, связанные иакуум-проводами 3 и с источни ком вакуума. Внутри каждой опоки вмо тирована фильтрующая оболочка 5 с от верстиями 6. Полость 7 литейной форм образована сухим формовочным материа лом, заключенным между термопластичными пленками 8-11. Выпор 12 выполне , в верхней части рабочей полости лите ной формы. Внутрь выпора пропущен проволочный крючок 13 (по диаметру Значительно меньший сечения выпора) с загнутым верхним концом, препятствующим опусканию в полость формы. На нижнем конце проволочного крючка закреплен затвор - шарик из экзотермической смеси с удельным весом не более 3 г/см . Оснастка снабжена литниковой системой 15 с воронкой 16. Работа оснастки осуществляется следующим образом. На нижнюю половину модели накладывается нагретая синтетическая пленка 9, которая прижимает конфигурацию модели. Затем устанавливается нижняя опока, засыпается формовочным материалом, сверху накладывается синтетическая пленка 8, Опока подключается при помощи вакуумпровода 3 к вакууму и при этом уплотняется за счет отсоса воздуха через стенку опоки с отверстиями 6. Затем она снимается с нижней половины мо- , дели, кантуется и устанавливается на сборку. Аналогично изготавливается верхняя половина формы при помощи опоки, формовочного материала, заключенного между синтетическими пленками 10 и 11, уплоняющаяся при подключении ее к источнику разрежения при помощи вакуум-провода А. Перед сборкой по- луформ S отверстие выпора 12 пропускается мягкая проволока с закрепленным на нижнем конце шариком из экзотермической смеси, при этом верхний конец проволоки загибается, препятствуя проваливанию проволоки с шариком в полость формы. При заливке жидкого металла в воронку 1б металл по литниковой системе 15 заполняет полость формы. В это время воздух в полость формы свободно поступает через выпор 12 и зазор 17 между шариком и сводом прибыльной части отливки. Как только жидкий металл достигнет уровня шарика, последний начинает подниматься на поверхности металла из-за разницы удельного веса металла (6,8 г/см 1 и материала шар:ка (экзотермическая связь с удельным весом не более 3 г/см ), причем проволока в это время играет роль направляющей. В самом верхнем положении шарик полностью перекрывает отверстия выпора, препятствуя излишнему расходу жидкого металла. В это время экзотермическая смесь разогревает прибыльную часть отливки, способствуя устранению усадочных дефектов, что особенно важно три литье фасонных отливок из стали. .Изобретение позволяет устранить перерасход жидкого металла (повысит тем самым выход годного) и улучшить качество литых заготовок за счет снижения брака по усадочным дефекта Экономический эффект от использо вания изобретения достигается за счет экономии жидкого металла. Формула изобретения Литейная форма, включающая верхнюю и нижнюю полуформы, рабочую полость, верхняя масть которой через выпор соединена с атмосферой, прибыльную полость с каналом, перекрь ваемым затвором, и литниковую сист му, отличающаяся тем, что, с целью уменьшения потерь металла и улучшения качества отливок затвор выполнен в виде шарового клапана из экзотермической смеси с направляющей. Источники информации, принятые 80 Еиимание при экспертизе 1.Технология и оборудование литейного производства. Экспресс-информация ,1979, № 5, с. . 2.Патент США ff 3825058, кл. 8 22 D 27/16. опублик. .Авторское свидетельство ССС 599909, кл. С 22 С 9/00, 1978. . Авторское свидетельство СССР ff 58805, кл. В 22 С-9/08, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литейная форма | 1982 |
|
SU1090486A1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| Способ заливки литейных форм с применением метода локального поверхностного вакуумирования формы и устройство для его осуществления | 2023 |
|
RU2813437C1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ОТЛИВОК С АРМИРУЮЩИМИ ЭЛЕМЕНТАМИ И ОСНАСТКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2151667C1 |
| Литейная форма | 1979 |
|
SU822977A2 |
| Способ вакуумно-пленочной формовки и литейная форма | 2017 |
|
RU2649192C1 |
| Способ изготовления литейных форм вакуумной формовкой и оснастка для его осуществления | 1989 |
|
SU1662739A1 |
| Оснастка для вакуумной формовки | 1981 |
|
SU975176A1 |
| Способ изготовления литейных форм вакуумной формовкой и оснастка для его осуществления | 1981 |
|
SU980927A1 |
| ЛИТЕЙНАЯ ФОРМА | 1990 |
|
RU2014938C1 |
