ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к стальному листу с высокой обрабатываемостью, имеющему покрытие из сплава на основе Al, полученное погружением в расплав, в котором бор содержится в слое покрытия для улучшения его сопротивления задиру, который возникает в слое покрытия при его скольжении по пресс-форме во время обработки.
УРОВЕНЬ ТЕХНИКИ
[0002] Стальные листы, имеющие покрытие из сплава на основе Al, полученное погружением в расплав, широко используются, в частности, в областях применениях, требующих термостойкости, таких как элементы устройств выхлопных газов автомобилей и элементы устройств сжигания. Кремний добавляют в ванну расплава для нанесения покрытия, содержащую сплав на основе Al, наносимый способом погружением в расплав, по мере необходимости. Добавление кремния в ванну подавляет рост хрупкого слоя сплава на основе сплава Al-Fe, который образуется между основной сталью (покрываемой подложкой) и покрывающим слоем из сплава на основе Al, наносимого погружением в расплав, и эффективно при улучшении таких свойств, как обрабатываемость изгибанием. В других случаях такие элементы, как Ti, B, Sr, Cr, Mg и Zn также добавляют к ванне для нанесения Al покрытия. Состав слоя покрытия из сплава на основе Al, наносимого способом погружением в расплав, в основном, отражает содержание кремния и других дополнительных элементов в ванне.
СПИСОК ПРОТИВОПОСТАВЛЕННЫХ МАТЕРИАЛОВ
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0003] Патентный документ 1: JP-A-2013-166977
Патентный документ 2: JP-A-2013-166978
Патентный документ 3: WO2009/017245
Патентный документ 4: JP-A-2002-30457
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0004] Преимущество стального листа, снабженного покрытием из сплава на основе Al, полученным погружением в расплав, состоит в большей термостойкости, чем у стального листа, покрытого сплавом на основе цинка способом погружением в расплав. Однако, стальной лист, покрытый сплавом на основе Al способом погружением в расплав, имеет потенциальную проблему, состоящую в том, что его истирание вследствие задира при скольжении по пресс-форме, как правило, более вероятно, чем у стального листа, имеющего покрытие из сплав на основе цинка, полученное погружением в расплав, при его обработке в пресс-форме. Истирание задиром покрытого стального листа представляет собой явление, в котором сильные отметины износа появляются в слое покрытия, по мере того как слой металла с покрытием прилипает к пресс-форме и предотвращается плавное его скольжение по отношению к пресс-форме.
[0005] Патентные документы 1 и 2 описывают составы Al покрытий, наносимых погружением в расплав, с содержанием B 0,06 мас.% (№ 29 в таблице 2, соответственно). Тем не менее, в способах, раскрытых в этих публикациях, слой покрытия из сплава на основе Al сплава, наносимый погружением в расплав, подвергают термической обработке (или последующей термообработке, как ее часто называют) после нанесения покрытия из сплава на основе Al погружением в расплав, для модификации строения структуры слоя покрытия перед анодированием покрывающего слоя. Эти публикации не описывают, что покрывающий слой, который получают после погружения в ванну для нанесения покрытия из сплава на основе Al погружением в расплав, содержащий определенное количество бора, подвергается обработке и скольжению по пресс-форме.
[0006] Патентный документ 3 описывает составы Al-покрытий, наносимые погружением в расплав, с содержанием B 0,12 мас.% и 0,10 мас.% (пп. 8 и 17 в таблице 2). Однако исследования, проведенные авторами настоящего изобретения, показали, что, содержание такого большого количества бора в слое покрытия снижает устойчивость к коррозии (устойчивость к белой ржавчине) слоя покрытия. Патентный документ 3 не описывает улучшение стойкости к задиру.
[0007] Патентный документ 4 описывает стальной лист с покрытием из сплава на основе алюминия, который выделяется по стойкости к задиру и устойчивости к белой ржавчине. Однако технология, описанная в данном документе, предназначена для улучшения стойкости к задиру и других подобных свойств путем химического процесса, в котором гранулированное вещество, в основном являющееся фтористым алюминием, диспергируется по поверхности.
[0008] Задачей настоящего изобретения является улучшение стойкости к задиру самого слоя покрытия из сплава на основе Al, наносимого способом погружением в расплав, (в дальнейшем просто "стойкость покрытия к задиру") стального листа, покрытого сплавом на основе Al погружением в расплав, и желательно, поддержание обрабатываемости изгибанием при изгибе листа и обрабатываемости листа давлением, а также устойчивости к коррозии (устойчивости к белой ржавчине) слоя покрытия.
РЕШЕНИЕ ПРОБЛЕМЫ
[0009] Авторы настоящего изобретения провели интенсивные исследования и обнаружили, что бор концентрируется в поверхностной части слоя покрытия из сплава на основе Al стального листа, покрытого сплавом на основе Al погружением в расплав, полученного погружения в ванну расплава для нанесения покрытия сплава на основе Al, содержащего приемлемое количество бора. Было также установлено, что слой покрытия из сплава на основе Al, наносимого погружением в расплав, содержащий бор, концентрированный в зоне поверхности, оказался обладающим желательной способностью к скольжению относительно пресс-формы, и что изнашивание задиром может быть в значительной степени подавленно. Настоящее изобретение было выполнено на основе этих результатов.
[0010] Вышеизложенная цель настоящего изобретения может быть достигнута с помощью стального листа с высокой обрабатываемостью, имеющего покрытие из сплава на основе Al, полученное погружением в расплав, который содержит образованный на поверхности стального листа-подложки погружением в расплав слой покрытия из сплава на основе Al, содержащий от 1,0 до 12,0 мас.% кремния и 0,002 до 0,080 мас.% бора, причем слой покрытия имеет отношение IMAX/I0 равное 2,0 или более, полученное измерением профиля по глубине с помощью GDS (оптической эмиссионной спектрометрией c тлеющим разрядом) от наружной поверхности в глубину слоя покрытия, где IMAX является максимальной интенсивностью обнаружения бора в зонах с глубиной распыления от 0 до 1,0 мкм, и I0 является средней интенсивностью обнаружения бора в пределах глубины распыления от 1,0 до 5,0 мкм. Стальной лист, покрытый сплавом на основе Al погружением в расплав, может иметь особенно высокую обрабатываемость изгибом, когда содержание Si в слое покрытия доведено до 1,0% по массе или более, но менее чем 3,0% по массе. Средняя толщина слоя покрытия из сплава на основе Al, нанесенного погружением в расплав, (за исключением слоя из сплава на основе Al-Fe) составляет, например, от 10 до 150 мкм.
[0011] Глубина распыления может быть определена следующим образом. Поверхность стального листа, покрытая сплавом на основе Al погружением в расплав, распыляется в условиях измерений GDS, и нерегулярность профиля поверхности образца, в том числе распыленного участка, измеряют для определения скорости распыления GDS. Время распыления, основанное на скорости распыления, затем может быть переведено в глубину распыления.
[0012] Конкретный состав слоя покрытия из сплава на основе Al, наносимого погружением в расплав, может быть, например, от 1,0 до 12,0 мас.%, предпочтительно от 1,0 мас.% или более до менее чем 3,0 мас.% кремния, от 0,002 до 0,080 мас.% бора, 0,1 до 3,0 мас.% железа, от 0 до 0,2 мас.% стронция, от 0 до 0,1 мас.% натрия, от 0 до 0,1 мас.% кальция, от 0 до 0,6 мас.% сурьмы, от 0 до 0,2 мас.% фосфора, от 0 до 5,0 мас.% магния, от 0 до 1,0 мас.% хрома, от 0 до 2,0 мас.% марганца, от 0 до 0,5 мас.% титана, от 0 до 0,5 мас.% циркония, от 0 до 0,5 мас.% ванадия, с остатком из Al и неизбежных примесей. Sr, Na, Ca, Sb, P, Mg, Cr, Mn, Ti, Zr, и V являются необязательными элементами. Железо поступает в ванну для нанесения покрытия из элементов оборудования для удержания ванны для нанесения покрытия, или из стального листа, погруженного в ванну для нанесения покрытия.
[0013] Предпочтительно, чтобы средняя толщина слоя сплава на основе Al-Fe, расположенного между основной сталью стального листа-подложки и покрывающим слоем из сплава на основе Al, нанесенного погружением в расплав, составляла 8,0 мкм или меньше.
Стальной лист, покрытый сплавом на основе Al погружением в расплав, описанный выше, предпочтителен для использования в качестве стального листа, покрытого сплавом на основе Al погружением в расплав, для обработки с помощью процесса, который включает в себя скольжение слоя покрытия по отношению к пресс-форме. Примеры такого процесса включают в себя штамповку, которая включает в себя вытяжку или выгибание, формирование перетяжного ребра, и роликовое профилирование листового металла.
ПРЕИМУЩЕСТВА, ОБЕСПЕЧИВАЕМЫЕ ИЗОБРЕТЕНИЕМ
[0014] Настоящее изобретение позволило улучшить проблему стойкости к задиру стальных листов, покрытых сплавом на основе Al погружением в расплав, обычно наблюдаемую в процессах, которые используют пресс-форму. С улучшенной стойкостью к задиру самого слоя покрытия из сплава на основе Al, наносимого погружением в расплав, может быть обеспечен стальной лист, покрытый сплавом на основе Al погружением в расплав, имеющий превосходную стойкость к задиру, не полагаясь на химический процесс, который опционально проводится после нанесения покрытия. Настоящее изобретение также позволяет желательно поддерживать обрабатываемость при изгибе, а также коррозионную стойкость покрывающего слоя.
КРАТКОЕ ОПИСАНИЕ ФИГУР
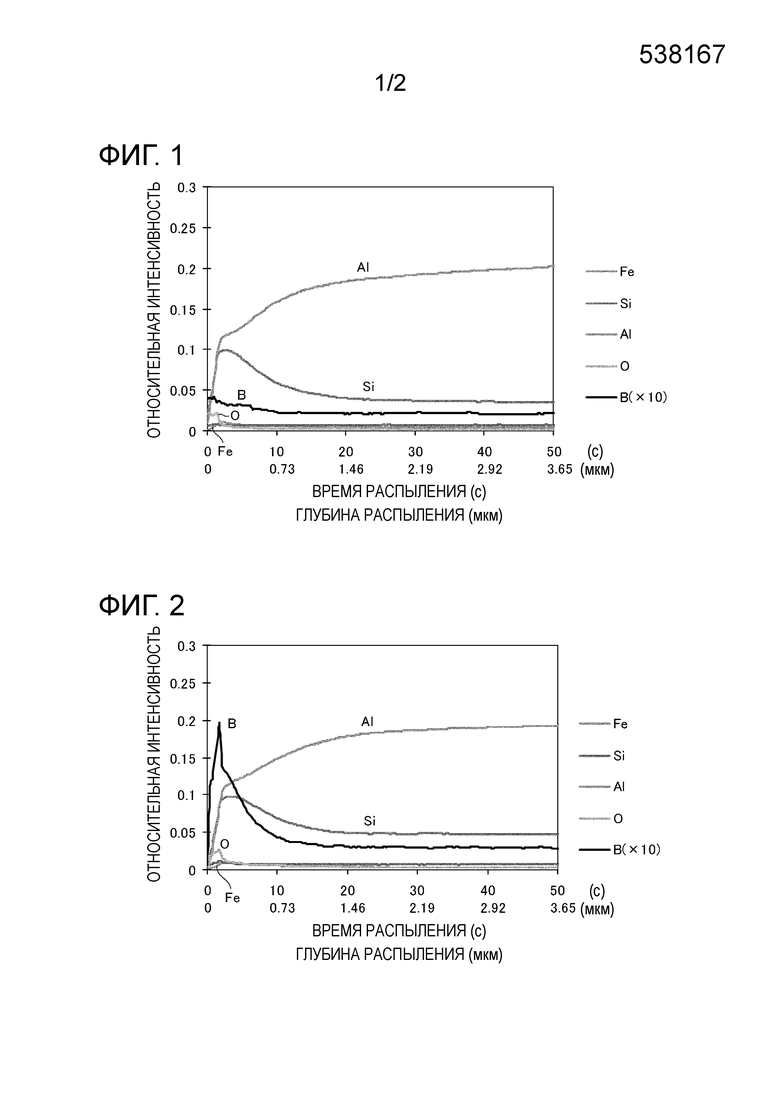
[0015] Фиг. 1 представляет собой элементный концентрационный профиль слоя покрытия стальной пластины, покрытой сплавом на основе Al погружением в расплав, полученного при помощи Al-9,2 мас.% Si ванны для нанесения покрытия, содержащей 0,001 мас.% бора, как измерено с помощью анализа GDS от внешней поверхности в глубину слоя покрытия (сравнительный пример).
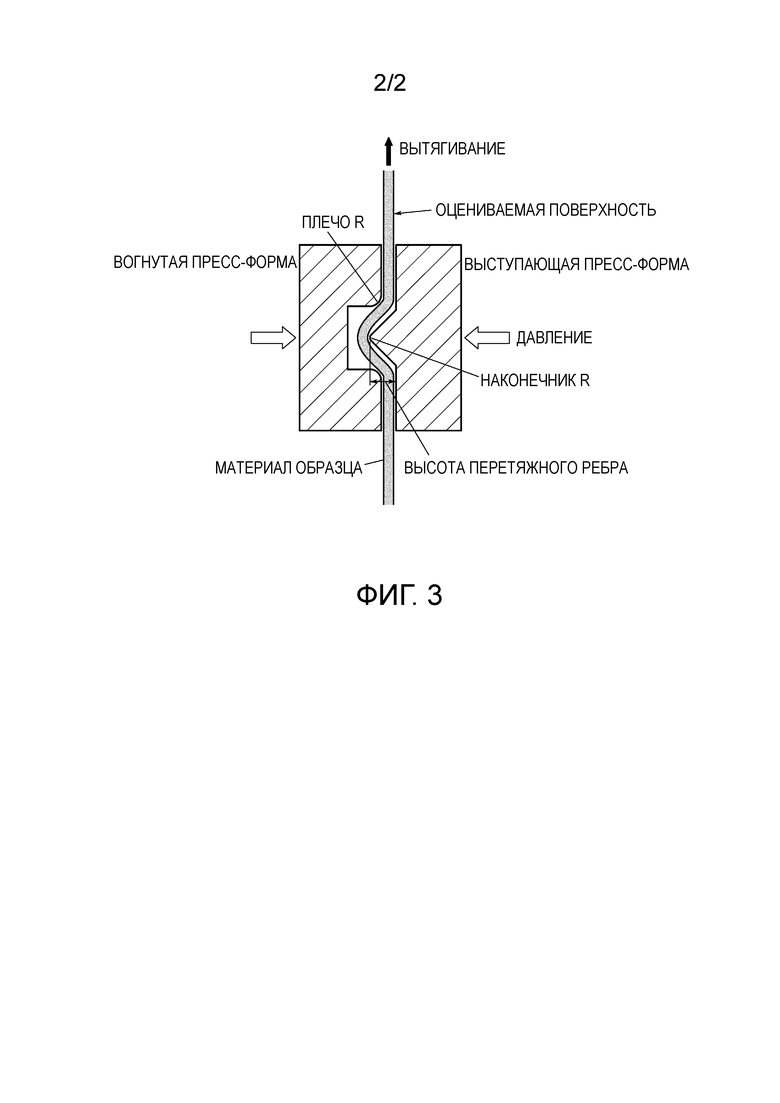
Фиг. 2 представляет собой элементный концентрационный профиль слоя покрытия стальной пластины, покрытой сплавом на основе Al погружением в расплав, полученный при помощи Al-9,2 мас.% Si ванны для нанесения покрытия, содержащей 0,03 мас. % бора, как измерено с помощью анализа GDS от внешней поверхности в глубину слоя покрытия (пример по настоящему изобретению).
Фиг. 3 представляет диаграмму, схематично показывающую позиционное соотношение между пресс-формами и исследуемым материалом (стальной лист с покрытием) при испытании на протяжку через инструмент с перетяжным ребром (Draw Bead Test).
ОПИСАНИЕ ВАРИАНТОВ СПОСОБОВ ОСУЩЕСТВЛЕНИЯ ПО НАСТОЯЩЕМУ ИЗОБРЕТЕНИЮ
[0016] Распределение бора в слое покрытия
Фиг. 1 представляет собой элементный концентрационный профиль слоя покрытия стальной пластины, покрытой сплавом на основе Al погружением в расплав, полученный при помощи Al-9,2 мас.% Si ванны для нанесения покрытия, содержащей 0,001 мас. % бора, как было измерено с помощью анализа GDS от внешней поверхности в глубину покрывающего слоя. Измеренная интенсивность обнаружения бора показана в 10 раз увеличенной шкале по сравнению с используемой для других элементов (то же самое на фиг. 2). Распределение концентрации бора не демонстрирует больших отклонений, хотя незначительное увеличение было отмечено на глубинах близких к внешней поверхности. Стальной лист, покрытый сплавом на основе Al погружением в расплав, не показывает заметных улучшений в стойкости к задиру по сравнению с обычными стальными листами, покрытыми сплавом на основе Al погружением в расплав, полученными с использованием не содержащей бора ванны для нанесения покрытия из сплава на основе Al погружением в расплав.
[0017] Фиг. 2 представляет собой элементный концентрационный профиль слоя покрытия стальной пластины, покрытой сплавом на основе Al способом погружением в расплав, полученный при помощи Al-9,2 мас.% Si ванны для нанесения покрытия, содержащей 0,03 мас.% бора, как было измерено с помощью анализа GDS от внешней поверхности в глубину покрывающего слоя, как на фиг.1. Можно увидеть, что бор концентрируется в непосредственной близости от внешней поверхности слоя покрытия из сплава на основе Al, нанесенного погружением в расплав. Концентрация бора остается практически неизменной в зонах с глубиной около 1 мкм или более, как показано на фиг 1. Стальной лист, покрытый сплавом на основе Al способом погружения в расплав, получает значительные улучшения в части стойкости покрытия к износу задиром. Стойкость нанесенного покрытия к задиру может быть оценена путем проведения, например, испытания на протяжку через инструмент с перетяжным ребром, как будет описано далее.
[0018] Подробные исследования авторами настоящего изобретения показали, что эффект улучшения стойкости к задиру увеличивается, когда бор концентрируется в поверхностной части слоя покрытия таким образом, что достигается соотношение Imax/I0 равное 2,0 или более, как было измерено при помощи GDS анализа от внешней поверхности в глубину слоя покрытия на основе Al сплава, наносимого способом погружением в расплав, где Imax является максимальной интенсивностью обнаружения бора в зонах с глубиной распыления от 0 (внешняя поверхность) до 1,0 мкм, а I0 является средней интенсивностью обнаружения бора в пределах глубины распыления от 1,0 до 5,0 мкм. Соотношение Imax/I0 равное 2,0 или более можно получить в покрывающем составе из сплава на основе Al, нанесенного погружением в расплав, содержащем бор в количестве 0,002 мас.% или более. Слой покрытия из сплава на основе Al, наносимого погружением в расплав, с соотношением Imax/I0 равном 3,0 или более, можно получить при составе покрытия из сплава на основе Al, нанесенного погружением в расплав, содержащем бор в количестве 0,010 мас.% или более, и эффект улучшения сопротивления к задиру еще более возрастает при таком составе.
[0019] В настоящее время остается неясным, почему бор концентрируется в поверхностной части слоя покрытия и улучшает сопротивление к задиру, когда ванна для нанесения покрытия сплава на основе Al, покрытого способом погружением в расплав, содержит сравнительно большое количество бора (например, 0,002 мас.% или более). Одним из возможных объяснений является то, что бор, который потерял растворимость в алюминиевой фазе, вынужден диффундировать к поверхностной части во время затвердевания металла слоя покрытия при отводе тепла из стального листа-подложки. Бор, сконцентрированный в поверхностной части, затем образует частицы соединения более твердые, чем материал покрывающего слоя. Похоже, что такие частицы соединения бора, диспергированы в поверхностной части слоя покрытия и способствуют снижению сопротивления скольжению относительно пресс-формы. Как видно из профиля глубин элементов GDS, структурные изменения из-за добавления бора локализованы в поверхностной части покрывающего слоя. Соответственно сопротивление коррозии (сопротивление красной ржавчине), улучшающее эффект стального листа путем слоя покрытия на основе Al сплава, наносимого способом погружением в расплав, и присущая слою Al-покрытия обрабатываемость остаются такими же, как и в случае, когда бор не добавляется.
[0020] Состав слоя покрытия из сплава на основе Al,нанесенного погружением в расплав.
Слой покрытия из сплава на основе Al, нанесенного погружением в расплав, имеет практически тот же химический состав, что состав ванны для нанесения покрытия. Таким образом, составом слоя покрытия можно управлять, регулируя состав ванны для покрытия.
Кремний служит для подавления роста слоя сплава на основе Fe-Al, образующегося между стальным листом-подложкой и покрывающим слоем, когда проводится нанесение сплава на основе Al погружением в расплав. Так как слой сплава на основе Fe-Al является хрупким, обрабатываемость снижается, если увеличивается толщина слоя сплава на основе Fe-Al. Рост слоя сплава на основе Fe-Al может быть подавлен более эффективно, когда содержание кремния в ванне для нанесения покрытия из сплава на основе Al составляет 1,0 мас. % или более, и это выгодно для штамповки изделий. Кроме того, добавление кремния в ванну для нанесения покрытия из сплава на основе Al понижает точку плавления ванны для нанесения покрытия и эффективно снижает температуру нанесения покрытия. Следует отметить, однако, что кремний, когда он содержится в избытке, упрочняет слой покрытия и понижает обрабатываемость при изгибе. После различных исследований предпочтительное содержание Si в слое покрытия из сплава на основе Al, наносимого способом погружением в расплав, было установлено равным 12,0 мас.% или менее. При содержании Si менее чем 3,0 мас.%, меньше фазы Si образуется во время застывания покрывающего слоя, что смягчает первичную кристаллическую Al фазу. Это эффективно в областях применения, где обрабатываемость при изгибе имеет важное значение.
[0021] Бор является дополнительным элементом, имеющим важное значение для повышения стойкости к задиру слоя покрытия из сплава на основе Al, наносимого погружением в расплав. Для того чтобы бор концентрировался в поверхностной части слоя покрытия из сплава на основе Al, наносимого погружением в расплав, в количествах, достаточных для эффективного улучшения стойкость к задиру, бор должен содержаться в количестве 0,002 мас.% или более, более эффективно в количестве 0,010 мас.% или более в слое покрытия. Однако было установлено, что бор, при его добавлении в избытке, понижает коррозионную стойкость (сопротивление белой ржавчине) покрывающего слоя. После различных исследований, было установлено, что предпочтительное содержание бора равно 0,080 мас.% или менее, более предпочтительно 0,060 мас.% или менее.
[0022] Ванна для нанесения покрытия из сплава на основе Al, наносимого погружением в расплав, содержит железо из таких источников, как стальной лист-подложка (покрываемая подложка) и из составляющих элементов резервуара для покрытия погружением в расплав. Таким образом, содержание Fe в слое покрытия из сплава на основе Al, наносимого погружением в расплав (исключая слой сплава на основе Fe-Al), равняется обычно 0,05 мас.% или более. Верхний предел содержания Fe составляет 3,0 мас.%. Содержание Fe предпочтительно 2,5 мас.% или менее.
[0023] Другие элементы, такие как Sr, Na, Ca, Sb, P, Mg, Cr, Mn, Ti, Zr и V могут быть намеренно добавлены в ванну для нанесения покрытия из сплава на основе Al погружением в расплав, если это требуется. Другие элементы могут быть добавлены и смешаны в ванне для нанесения покрытия из сплава на основе Al, покрытого способом погружением в расплав, включая сырьевые материалы. Стальной лист, покрытый сплавом на основе Al погружением в расплав, представляющий интерес для настоящего изобретения, может также содержать такие обычно приемлемые элементы. В частности, например, стальной лист, покрытый сплавом на основе Al погружением в расплав, может содержать от 0 до 0,2 мас.% Sr, от 0 до 0,1 мас.% Na, от 0 до 0,1 мас.% Ca, от 0 до 0,6 мас.% Sb, от 0 до 0,2 мас.% P, % от 0 до 5,0 мас.% Mg, 0 до 1,0 мас.% Cr, от 0 до 2,0 мас.% Mn, от 0 до 0,5 мас.% Ti, от 0 до 0,5 мас.% Zr и от 0 до 0,5 мас.% V.
Оставшееся вещество может являться Al и неизбежными примесями.
[0024] Слой на основе сплава Fe-Al
В производстве стального листа, покрытого сплавом на основе Al погружением в расплав, слой на основе сплава Fe-Al образуется между базовой сталью стального листа-подложки и покрывающим слоем. Упомянутый слой сплава имеет преимущественно в своей основе интерметаллические соединения Al-Fe. Слой сплава, формируемый в ванне покрытия на основе Al сплава, содержащей Si, имеет избыток кремния. Как подразумевается в настоящем документе, «слой на основе сплава Fe-Al» относится как к свободному от Si слою на основе сплава Fe-Al, так и к содержащему Si, так называемому, слою на основе Al-Fe-Si-сплава. Поскольку слой на основе сплава Fe-Al состоит из хрупких интерметаллических соединений, его адгезия к покрывающему слою уменьшается по мере увеличения толщины слоя, и это мешает его обрабатываемости под давлением. После различных исследований выявлено, что предпочтительная средняя толщина слоя на основе сплава Fe-Al оказывается равной 8,0 мкм или менее, более предпочтительно 6,0 мкм или менее, если обрабатываемость давлением имеет важное значение. Для того чтобы подавить рост слоя на основе сплава Fe-Al при нанесении покрытия из сплава на основе Al погружением в расплав эффективно добавлять кремний в ванну для нанесения покрытия из сплава на основе Al, как было указано выше. Толщина слоя сформированного сплава зависит от температуры и времени погружения в ванну для нанесения покрытия. В типичной промышленной линии непрерывного способа нанесения покрытия погружением в расплав становится легче установить условия для управления средней толщиной слоя сплава Al-Fe в 8,0 мкм или менее, когда содержание Si в ванне для нанесения покрытия составляет 1,0 мас.% или более. С точки зрения обрабатываемости давлением толщину слоя на основе сплава Fe-Al следует уменьшить максимально. Однако не экономично чрезмерно уменьшать толщину, потому что это увеличивает нагрузку на технологический процесс. Как правило, средняя толщина слоя на основе сплава Fe-Al может быть 0,5 мкм и более.
[0025] Стальной лист-подложка
Стальной лист-подложка (покрываемая подложка) может быть выбрана из различных часто используемых стальных листов в зависимости от их использования. Лист из нержавеющей стали может использоваться в областях применения, где важна устойчивость к коррозии. Толщина стального листа-подложки может быть, например, от 0,4 до 2,0 мм.
Примеры
[0026] Стальной лист с покрытием из сплава на основе Al, нанесенного погружением в расплав (тестовый материал) был произведен на тестовой линии из холоднокатаного отожженного стального листа химического состава, показанного в таблице 1 с толщиной 0,8 мм. Состав ванны для нанесения покрытия включал 0 до 12,0 мас.% Si и от 0 до 0,12 мас.% B и содержал Fe в количестве 2,0 мас.%, принимая во внимание возможность поступления Fe в промышленной производственной линии. Остаток образован Al и неизбежными примесями. Содержание B регулировалось добавлением определенного количества мастер-сплава Al-4 мас% B. Температура ванны для нанесения покрытия составляла от 650 до 680°C, время погружения в ванну для нанесения покрытия составляло 2 секунды, а скорость охлаждения была равна 13°C/с. Содержание Si и B в каждом примере показано в таблице 2. Количество покрытия с каждой стороны (половина разницы между средней толщиной стального листа после покрытия и толщиной покрываемой подложки) составила около 20 мкм.
[0027] Таблица 1
[0028] Стальной лист с покрытием был испытан следующим образом.
GDS анализ элементов по глубине
Образец стального листа, покрытого сплавом на основе Al погружением в расплав был подвергнут предварительному испытанию на распыление в течение заданного времени распыления в глубину слоя покрытия от внешней поверхности при определенных условиях с использованием оптического эмиссионного спектрометра тлеющего разряда (SPECTRUMA ANALYTIK GmbH; GDA750). Тестовый образец затем проверяется на поверхностные неровности профиля для определения глубины распыления. После предварительного испытания скорость распыления в 0,073 мкм/с была установлена для этих условий GDS распыления. Каждый тестовый материал был проанализирован при помощи GDS от внешней поверхности в глубину слоя покрытия из сплава на основе Al, нанесенного погружением в расплав, в этих условиях GDS распыления. Соотношение Imax/I0 было затем определено из профилей концентрации элементов по глубине, показанных на фиг. 1 и 2, где IMAX является максимальной интенсивностью обнаружения бора в зонах с глубиной распыления от 0 до 1,0 мкм, а I0 - средней интенсивностью обнаружения бора на глубине распыления от 1,0 до 5,0 мкм.
[0029] Средняя толщина слоя из сплава на основе Fe-Al
При помощи SEM наблюдали сечения, параллельные направлению толщины материала испытуемого материала, и определяли среднюю толщину слоя на основе сплава Fe-Al, расположенного между основной сталь стального листа-подложки и покрывающим слоем из сплава на основе Al, нанесенного погружением в расплав. Каждый тестовый материал был измерен на расстоянии 200 мкм или более в направлении, перпендикулярном направлению толщины.
[0030] Обрабатываемость изгибом
Образец для испытания на изгиб с измеренной шириной 10 мм по отношению продольному направлению, перпендикулярного к направлению прокатки была отобран из тестового материала и подвергался испытанию на изгиб 2t (t является толщиной стального листа) с углом изгиба 180° согласно методике V-блока по JIS Z2248:2006. Здесь ось изгиба лежит в том же направлении, что и направление вращения. Слой покрытия поверхности на внешней стороне изогнутой части наблюдался после испытания, и было рассмотрено количество трещин на поверхности покрывающего слоя, видимых на всей 10 мм ширине испытательного образца. Оценка была проведена по следующим критериям, и образец считался прошедшим тест, когда он оценивался как «о» или лучше.
◎: Нет трещин
○: от 1 до 2 трещин
Δ: от 3 до 6 трещин
x: 7 и более трещин.
[0031] Испытание на протяжку через инструмент с перетяжным ребром
Фиг. 3 схематично представляет позиционное соотношение между пресс-формами и исследуемым материалом (стальной лист с покрытием) при испытании на протяжку через инструмент с перетяжным ребром. Каждый испытуемый материал был подвергнут испытанию на протяжку через инструмент с перетяжным ребром при следующих условиях.
Контактная пресс-форма: SKD 11
Выступающая пресс-форма: Высота перетяжного ребра = 4 мм, наконечник перетяжного ребра R=0,5 мм
Вогнутая пресс-форма: Плечо R=2 мм
Скорость протяжки: 100 мм/мин
Нагрузка давления: 1 кН
Ширина тестового образца: 30 мм
Поверхность пресс-формы была отполирована наждачной бумагой (размер зерна: P1000 (JIS R6010)) и промыта ацетоном для каждого измерения.
Усилие протяжки в тесте измерялось датчиком нагрузки, и максимальное значение измеренного усилия протяжки считалось усилием протяжки (кН) тестируемого материала. Поверхность слоя покрытия наблюдалась на наличие какого-либо истирания после испытания. Оценка стойкости покрытия к задиру была проведена по следующим критериям, и образец считался прошедшим тест, когда он оценивался о.
о: Нет задира
Δ: Незначительный задир был отмечено на поверхности выше основной стали стального листа-подложки
x: Был отмечен задир базовой стали стального листа-подложки.
[0032] Обрабатываемость давлением
Каждый тестовый материал был изготовлен в форме чаши при следующих условиях.
Степень вытяжки: 2,0
Диаметр заготовки: 80 мм
Матрица: Диаметр=42 мм, R=5 мм
Пуансон: Диаметр=40 мм, R=5 мм
Слой покрытия на внешней стороне вертикальной стенки части обработанной чаши подвергался наблюдению на степень отслаивания, и обрабатываемость под давлением оценивали по следующим критериям. Образец считался прошедшим тест, если он прохождения теста, когда он оценивался о.
о: Нет отслаивания в слое покрытия
x: Наблюдается отслаивание в слое покрытия
[0033] Коррозионная стойкость покрывающего слоя
Слой покрытия из сплава на основе Al, наносимого погружением в расплав, каждого тестируемого материала был подвергнут спрей тесту нейтральной солью (SST) по способу JIS Z2371:2000 без какой-либо дальнейшей обработки и измерялась в процентах площадь белой ржавчины. Оценка коррозионной стойкости покрытия была проведена по следующим критериям, и образец считался прошедшим тест, когда он оценивался о.
о: Процент площади белой ржавчины 0% или более, но менее 20%
Δ: Процент площади белой ржавчины составляет 20% или более, но менее 50%
х: Процент площади белой ржавчины составляет 50% или более
Результаты приведены в таблице 2.
[0034] Таблица 2
[0035] Образцы примеров осуществления настоящего изобретения, в которых бор был сконцентрирован в поверхностной части покрывающего слоя и которые имели высокое соотношение интенсивности обнаружения B IMAX/I0, имели низкое усилие протяжки в испытании на протяжку через инструмент с перетяжным ребром, а их стойкость покрытия к задиру была желательной. Было также желательно сохранить обрабатываемость при изгибе, обрабатываемость под давлением и коррозионную стойкость покрывающего слоя. Обрабатываемость изгибом была особенно желательной в образцах, которые содержали 1,0 мас. % или более, но менее 3,0 мас.%, кремния в слое покрытия на основе сплава Al.
[0036] С другой стороны, стойкость к задиру было плохой в сравнительных примерах №№ 21-23, в которых покрытие из сплава на основе Al, нанесенное погружением в расплав, было выполнено без добавления бора. В образце №24 содержание B в слое покрытия являлось недостаточным, и концентрация бора в поверхностной части слоя покрытия была небольшой, причем не удалось продемонстрировать эффект улучшения стойкости к задиру. Коррозионная стойкость был плохой в образцах №№ 25 и 26 из-за чрезмерно высокого содержания B в слое покрытия. В образцах №№ 21, 26 и 27, содержание Si в слое покрытия является недостаточным, и толщина слоя сплава на основе Fe-Al увеличилась. Формуемость давлением, соответственно, была плохой. В образце № 26 слой покрытия отслоился в результате разрушения слоя сплава на основе Fe-Al в испытании на протяжку через инструмент с перетяжным ребром. В образце № 28 слой покрытия был слишком твердым из-за чрезмерно высокого содержания Si в слое покрытия, и обрабатываемость при изгибе была плохой.
Изобретение относится к стальному листу с покрытием из сплава на основе Al, нанесенным погружением в расплав, имеющему высокую обрабатываемость. Слой покрытия из сплава на основе Al, нанесенный погружением в расплав, содержит от 1,0 до 12,0 мас.% кремния и от 0,002 до 0,080 мас.% бора и образован на поверхности стального листа-подложки, причем слой покрытия имеет соотношение IMAX/I0, равное 2,0 или более, полученное измерением профиля по глубине с помощью оптической эмиссионной спектрометрии c тлеющим разрядом (GDS) от наружной поверхности в глубину слоя покрытия, где IMAX является максимальной интенсивностью обнаружения бора в зонах с глубиной распыления от 0 до 1,0 мкм, а I0 является средней интенсивностью обнаружения бора в пределах глубины распыления от 1,0 до 5,0 мкм. Изобретение предназначено для повышения стойкости к задиру покрытия из сплава на основе Al, нанесенного погружением в расплав стального листа. Изобретение предназначено для повышения стойкости к задиру покрытия из сплава на основе Al, нанесенного погружением в расплав стального листа. 2 н. и 4 з.п. ф-лы, 3 ил., 2 табл.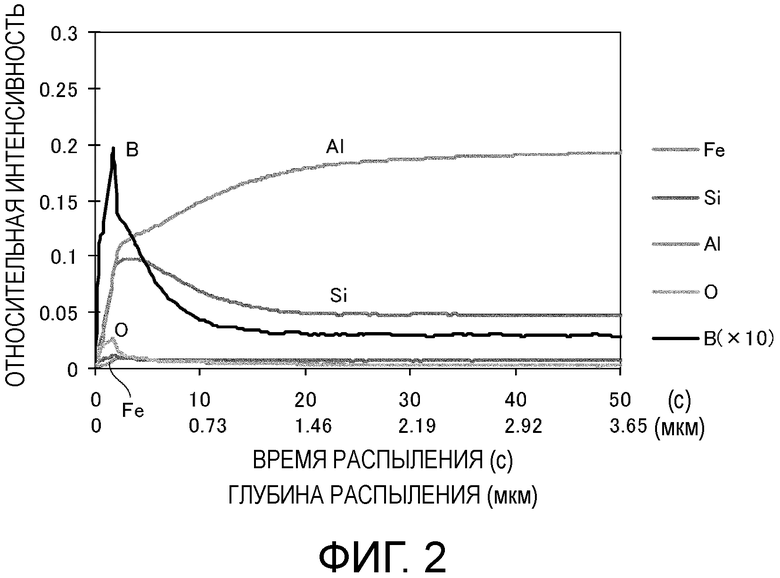
1. Стальной лист, имеющий высокую обрабатываемость и снабженный покрытием из сплава на основе Al, полученным погружением в расплав, который имеет образованный на поверхности стального листа-подложки погружением в расплав слой покрытия из сплава на основе Al, содержащий от 1,0 до 12,0 мас.% кремния и от 0,002 до 0,080 мас.% бора, причем слой покрытия имеет отношение IMAX/I0, равное 2,0 или более, полученное измерением профиля по глубине с помощью оптической эмиссионной спектрометрии c тлеющим разрядом (GDS) от наружной поверхности в глубину слоя покрытия, где IMAX является максимальной интенсивностью обнаружения бора в зонах с глубиной распыления от 0 до 1,0 мкм, а I0 является средней интенсивностью обнаружения бора в пределах глубины распыления от 1,0 до 5,0 мкм.
2. Стальной лист по п. 1, в котором состав слоя покрытия из сплава на основе Al, нанесенного погружением в расплав, содержит от 1,0 до 12,0 мас.% кремния, от 0,002 до 0,080 мас.% бора, от 0,05 до 3,0 мас.% железа, от 0 до 0,2 мас.% стронция, от 0 до 0,1 мас.% натрия, от 0 до 0,1 мас.% кальция, от 0 до 0,6 мас.% сурьмы, от 0 до 0,2 мас.% фосфора, от 0 до 5,0 мас.% магния, от 0 до 1,0 мас.% хрома, от 0 до 2,0 мас.% марганца, от 0 до 0,5 мас.% титана, от 0 до 0,5 мас.% циркония, от 0 до 0,5 мас.% ванадия, Al и неизбежные примеси – остальное.
3. Стальной лист, имеющий высокую обрабатываемость и снабженный покрытием из сплава на основе Al, полученным погружением в расплав, который имеет образованный на поверхности стального листа-подложки погружением в расплав слой покрытия из сплава на основе Al, содержащий от 1,0 или более до менее чем 3,0 мас.% кремния и от 0,002 до 0,080 мас.% бора, причем слой покрытия имеет отношение IMAX/I0, равное 2,0 или более, полученное измерением профиля по глубине с помощью оптической эмиссионной спектрометрии c тлеющим разрядом (GDS) от наружной поверхности в глубину слоя покрытия, где IMAX является максимальной интенсивностью обнаружения бора в зонах с глубиной распыления от 0 до 1,0 мкм, а I0 является средней интенсивностью обнаружения бора в пределах глубины распыления от 1,0 до 5,0 мкм.
4. Стальной лист по п. 3, в котором состав слоя покрытия из сплава на основе Al, нанесенного погружением в расплав, содержит 1,0 или более и менее чем 3,0 мас.% кремния, от 0,002 до 0,080 мас.% бора, от 0,05 до 3,0 мас.% железа, от 0 до 0,2 мас.% стронция, от 0 до 0,1 мас.% натрия, от 0 до 0,1 мас.% кальция, от 0 до 0,6 мас.% сурьмы, от 0 до 0,2 мас.% фосфора, от 0 до 5,0 мас.% магния, от 0 до 1,0 мас.% хрома, от 0 до 2,0 мас.% марганца, от 0 до 0,5 мас.% титана, от 0 до 0,5 мас.% циркония, от 0 до 0,5 мас.% ванадия, Al и неизбежные примеси – остальное.
5. Стальной лист по любому из пп. 1-4, в котором средняя толщина слоя сплава на основе Fe-Al, расположенного между основной сталью стального листа-подложки и покрывающим слоем из сплава на основе Al, нанесенным погружением в расплав, составляет 8,0 мкм или менее.
6. Стальной лист по любому из пп. 1-5, в котором стальной лист, покрытый сплавом на основе Al, нанесенным погружением в расплав, предназначен для использования в процессе, который включает в себя скольжение слоя покрытия по отношению к пресс-форме.
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА СТАЛЬНЫЕ ИЗДЕЛИЯ ИЗ РАСПЛАВА НА ОСНОВЕ АЛЮМИНИЯ | 0 |
|
SU211994A1 |

