Область техники
Настоящее изобретение имеет отношение к стальному листу с алюминиевым покрытием, нанесенным способом горячего окунания, а более конкретно к стальному листу с алюминиевым покрытием, нанесенным способом горячего окунания, имеющему отличную коррозионную стойкость, термостойкость и обрабатываемость, который содержит стальной лист основы, слой покрытия, содержащий компоненты Cr, Mg, Si и Al, и обогащенный хромом полосатый промежуточный слой в разрезе (в сечении) слоя покрытия, а также имеет отношение к способу изготовления указанного стального листа.
Уровень техники
Имеющиеся в продаже стальные листы с покрытием, нанесенным способом горячего окунания, включают в себя стальные листы с цинковым покрытием, стальные листы с алюминиевым покрытием и стальные листы с покрытием из сплава цинка с алюминием.
Стальной лист с цинковым покрытием, нанесенным способом горячего окунания, содержит ориентировочно 0.2 вес.% Al. Стальным листом с алюминиевым покрытием может быть стальной лист Туре-1 с алюминиевым покрытием, который содержит около 10 вес.% Si, и стальной лист Type-II с алюминиевым покрытием, для изготовления которого используют электролитическую ванну с композицией, содержащей только алюминий. Стальной лист с покрытием из сплава цинка с алюминием представляет собой стальной лист Galvalume™, который содержит 55% Al, 43.4% Zn и небольшое количество Si.
Указанные стальные листы с покрытием отличаются по назначению, внешнему виду и качеству, в зависимости от свойств компонентов покрытия, и их используют в соответствии с их свойствами.
Как правило, стальной лист с цинковым покрытием и с покрытием из сплава цинка с алюминием типа Galvalume обеспечивает защиту его кромки разреза или стального листа основы участка под покрытием (пятна микрополос) за счет использования расходных свойств цинка (Zn) компонентов покрытия. Однако Zn имеет худшую коррозионную стойкость, чем окисленная пленка Al2O3, образующаяся на алюминии (Al) в коррозионной среде, так что покрытый Zn участок корродирует быстрее. Кроме того, когда содержание цинка мало, расходный цинк не работает и ускоряется коррозия покрытого цинком участка. Цинк представляет собой металл с низкой температурой плавления. Таким образом, когда цинк присутствует в качестве легирующего элемента (элемента сплава) в электролитической ванне, он может приводить к увеличению оксидной шлаковой пленки или к появлению паров цинка. Чтобы это исключить, температуру электролитической ванны необходимо регулировать в соответствии с небольшими изменениями содержания цинкового компонента. Таким образом, трудно наносить цинк на такие продукты, как материалы для автомобильных деталей, требующие, чтобы слой покрытия обладал термостойкостью и коррозионной стойкостью.
Среди стальных листов с алюминиевым покрытием отметим стальной лист Туре-1 с алюминиевым покрытием, который содержит слой покрытия, образованный за счет покрытия стального листа основы алюминием Al и ориентировочно 10 вес.% Si. Использование Si позволяет повысить низкую прочность алюминия и позволяет также стальному листу Type-1 с алюминиевым покрытием иметь лучшие коррозионную стойкость, термостойкость и коэффициент отражения теплоты, чем у стального листа с цинковым покрытием. Этот стальной лист с алюминиевым покрытием используют главным образом для производства автомобильных глушителей, котлоагрегатов, теплообменников, каминов, бытовой электроники для кухонь, и т.п., а также в качестве типичных конструкционных материалов, когда требуются высокие коррозионная стойкость и термостойкость.
В стальном листе с алюминиевым покрытием, стабильная и плотная оксидированная пленка, которая образуется на поверхности слоя покрытия, позволяет исключить ухудшение внешнего вида, образование цветов побежалости и изменение твердости слоя покрытия, если даже стальной лист с алюминиевым покрытием используют в течение длительного времени при температуре около 450°С. Однако при температурах ориентировочно свыше 450°С, текстура поверхности изменяется на слой Al-Fe сплава, что ведет к образованию цветов побежалости и к относительному снижению термостойкости и коррозионной стойкости. Таким образом, стальной лист с алюминиевым покрытием в некоторой степени может быть использован при температуре 600°С или меньше, однако стальной лист с алюминиевым покрытием страдает резким снижением термостойкости и коррозионной стойкости при температуре свыше 600°С.
Стальной лист, полученный за счет нанесения на нормальный холоднокатанный стальной лист покрытия с алюминием при низкой цене и удельной массе, имеет почти в 3 раза более толстый слой покрытия, с тем же самым весом покрытия, что и покрытый цинком стальной лист, что позволяет получить более высокую рентабельность, термостойкость и коррозионную стойкость. Стальной лист с алюминиевым покрытием широко используют как материал для выхлопной системы автомобиля или как материал для электрических и электронных применений, по причине его более низкой стоимости и высокой термостойкости и коррозионной стойкости. Однако так как стальной лист с покрытием может быть установлен снаружи снизу от автомобиля, а температура выхлопных газов может достигать 800°С, в выхлопной системе автомобиля может возникать неблагоприятная конденсация в процессе охлаждения и термическое окисление при высокой температуре, причем указанный лист подвергается воздействиям мощной внешней коррозионной среды, таким как противоледный реагент на дороге, и на нем могут образовываться царапины. Таким образом, когда алюминиевый слой покрытия на поверхности стального листа повреждается, внутренняя часть холоднокатанного стального листа становится открытой для внешнего воздействия и ржавчина легко может создаваться на поверхности стального листа, вызывая ухудшение внешнего вида и коррозию.
В выложенной заявке на патент Кореи No.2001-115247 используют Mg2Si в стальном листе с покрытием Zn-AI-Mg-Si, нанесенным способом горячего окунания и полученным на основе цинка и алюминия, чтобы улучшить коррозионную стойкость. В выложенной заявке на патент Кореи No.2000-328261 используют Mg2Si в стальном листе с покрытием Al-Mg-Si, нанесенным способом горячего окунания, чтобы улучшить коррозионную стойкость. Однако эти стальные листы с покрытием не имеют достаточной гладкости поверхности и существенно повышенных термостойкости и формуемости по сравнению с известными ранее стальными листами с алюминиевым покрытием. Таким образом, раскрытые в этих публикациях стальные листы имеют низкие термостойкость, коррозионную стойкость и обрабатываемость. Сущность изобретения
В соответствии с настоящим изобретением предлагается стальной лист с алюминиевым покрытием, имеющий отличные коррозионную стойкость, термостойкость и обрабатываемость, что достигнуто за счет регулировки композиций электролитической ванны, содержащих Cr и Mg, температуры ванны и температуры окунания стального листа основы.
В соответствии с настоящим изобретением предлагается также стальной лист с алюминиевым покрытием с улучшенными коррозионной стойкостью и термостойкостью, полученными за счет образования обогащенного Cr непрерывного промежуточного слоя в структуре разреза слоя покрытия, и с улучшенной обрабатываемостью слоя покрытия, полученной за счет подавления трещины с использованием более низкой твердости и ударной вязкости по сравнению со слоем интерметаллического соединения в нижнем участке.
В соответствии с настоящим изобретением предлагается также способ упрощения достижения однородного содержания Cr и Mg композиций в электролитической ванне и снижения до минимума паров, дросса, и т.п., за счет ввода компонентов электролитической ванны в электролитическую ванну заранее как композиций порождающего сплава.
В соответствии с первым аспектом настоящего изобретения, стальной лист с алюминиевым покрытием, нанесенным способом горячего окунания, содержит стальной лист основы и слой покрытия, причем слой покрытия содержит от 8 до 15 вес.% Si, от 0.26 до 1.50 вес.% Cr, от 0.50 до 1.50 вес.% Mg, и остаток Al, при этом слой покрытия содержит полосатый промежуточный слой, содержащий интерметаллическое соединение хром - алюминий в его разрезе.
В соответствии с другим аспектом настоящего изобретения, способ изготовления стального листа с алюминиевым покрытием, нанесенным способом горячего окунания, содержит операции погружения стального листа основы в электролитическую ванну, содержащую композицию электролитической ванны, имеющую от 8 до 15 вес.% Si, от 0.26 до 1.50 вес.% Cr, от 0.50 до 1.50 вес.% Mg, и остаток Al, и пропускания стального листа основы через электролитическую ванну, чтобы образовать слой покрытия на стальном листе основы. Удельный вес покрытия на одной стороне слоя покрытия составляет от 15 до 150 г/м2.
Композиция электролитической ванны может быть введена в электролитическую ванну в виде порождающего (исходного) сплава четырех элементов Al-Si-Cr-Mg и расплавлена в электролитической ванне.
Указанные ранее и другие характеристики изобретения будут более ясны из последующего детального описания, данного в качестве примера, не имеющего ограничительного характера и приведенного со ссылкой на сопроводительные чертежи.
Краткое описание чертежей
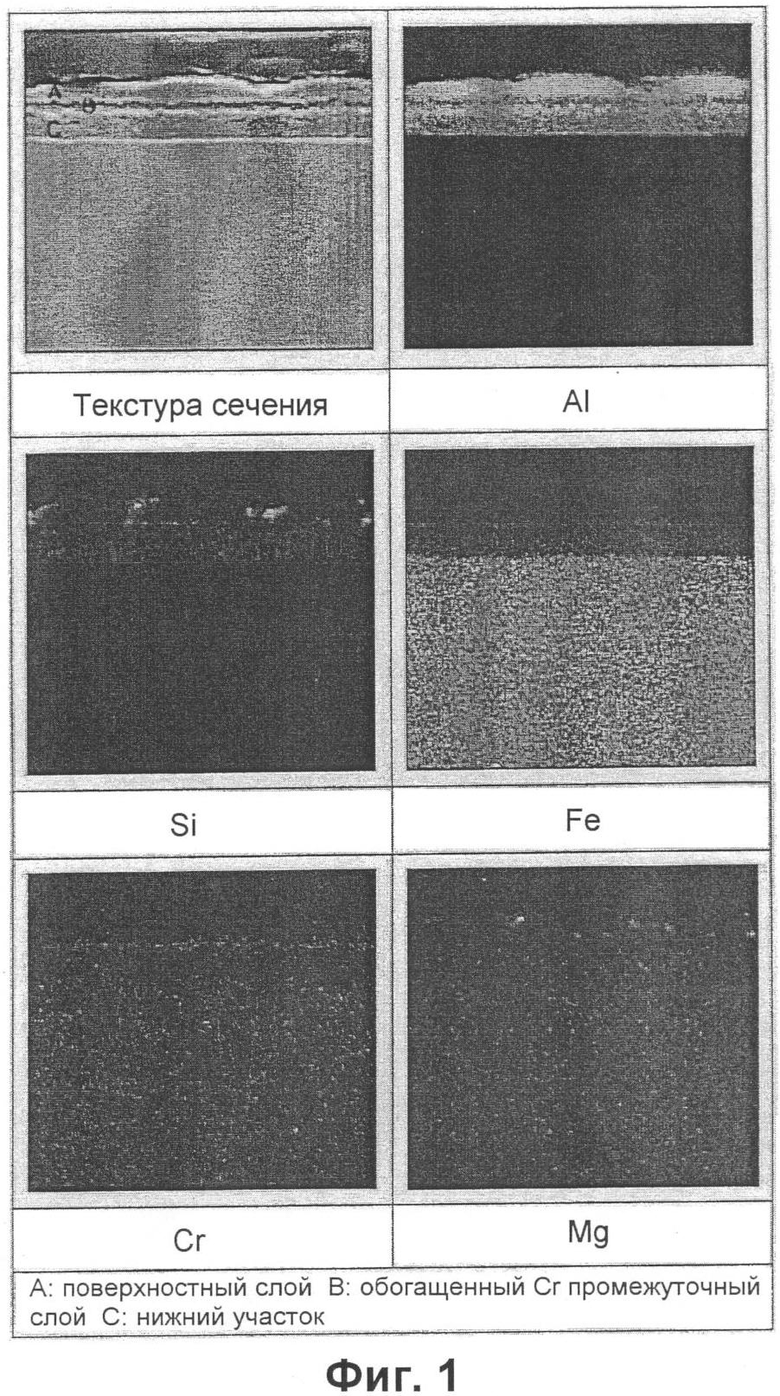
На фиг.1 показаны РЭМ фотографии (X 1500) текстур сечения стального листа с алюминиевым покрытием и состояния распределения компонентов покрытия в соответствии с примерным вариантом настоящего изобретения.
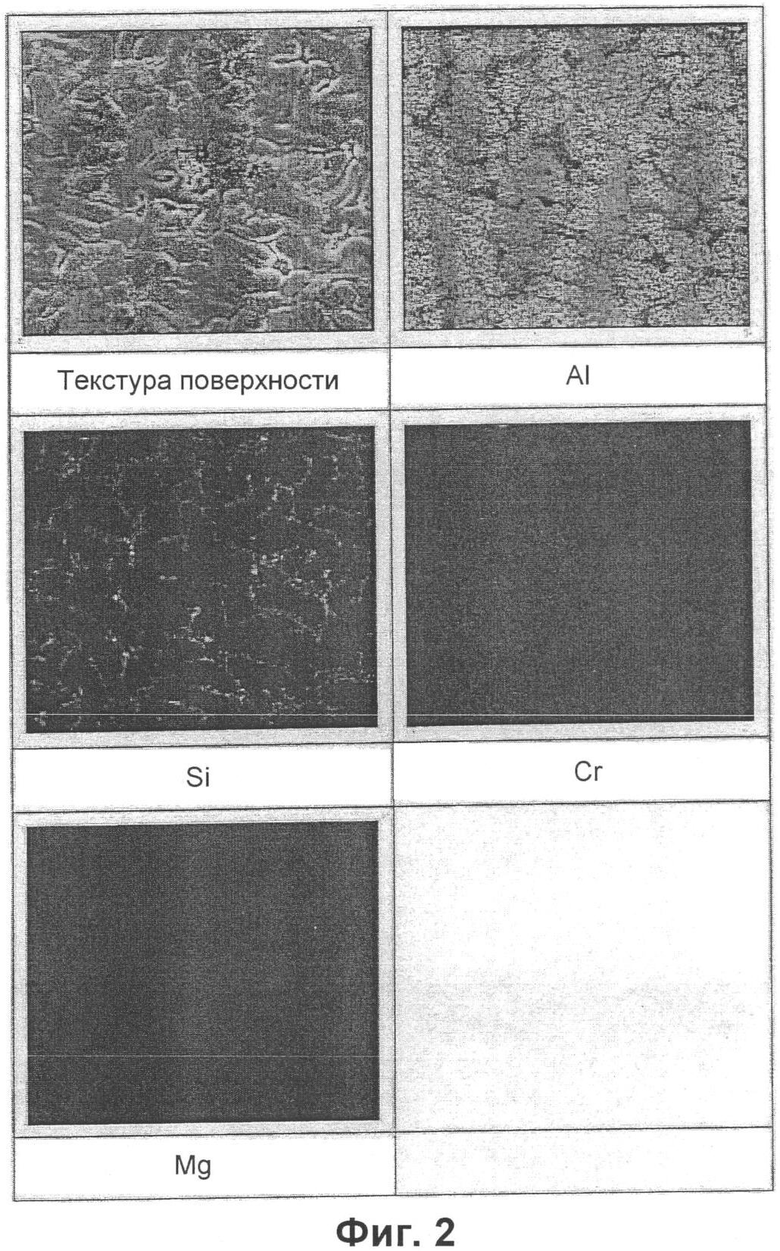
На фиг.2 показаны РЭМ фотографии (X 500) поверхностных текстур стального листа с алюминиевым покрытием и состояния распределения компонентов покрытия в соответствии с примерным вариантом настоящего изобретения.
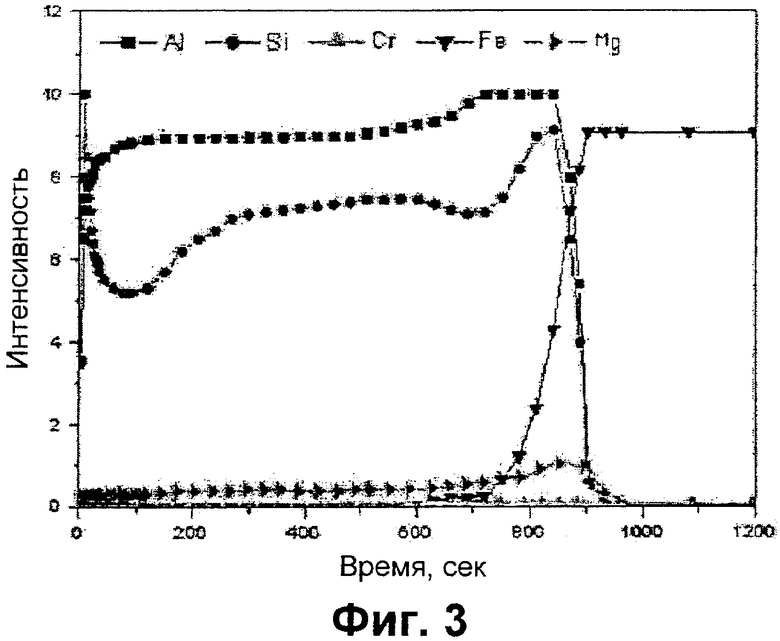
На фиг.3 приведен график, показывающий содержание компонентов покрытия по глубине слоя покрытия стального листа с Al покрытием, содержащего 0.25 вес.% Cr в соответствии со сравнительным примером.
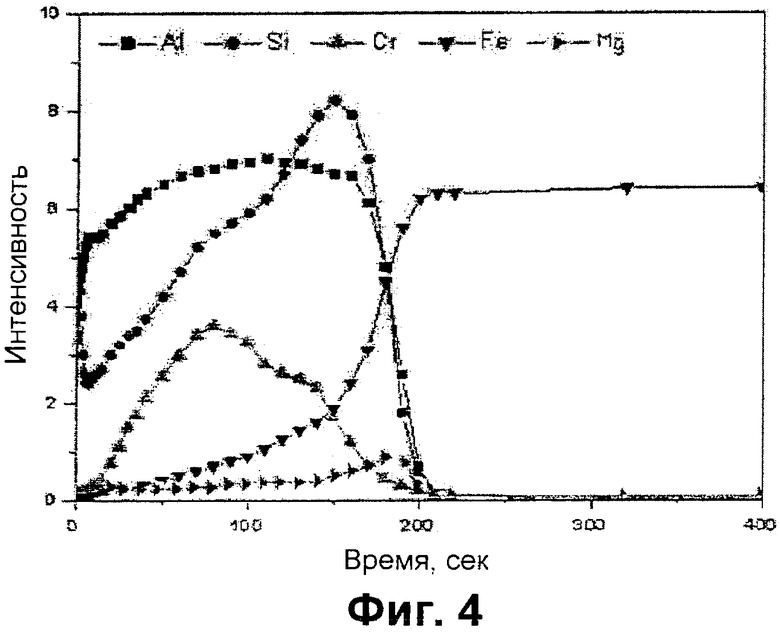
На фиг.4 приведен график, показывающий содержание компонентов покрытия по глубине слоя покрытия стального листа с Al покрытием в соответствии с примерным вариантом настоящего изобретения.
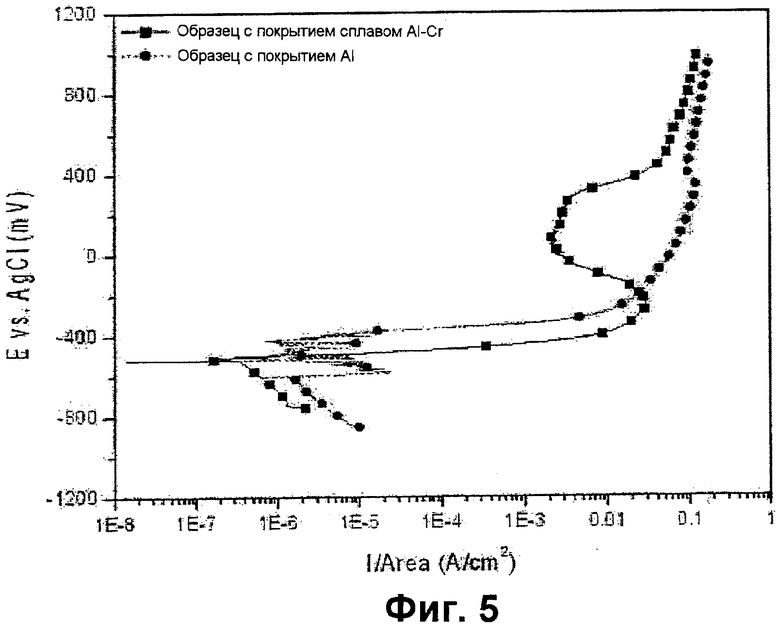
На фиг.5 приведен график, показывающий характеристики потенциодинамической поляризации стального листа с алюминиевым покрытием в соответствии с примерным вариантом настоящего изобретения и стального листа с алюминиевым покрытием в соответствии со сравнительным примером.
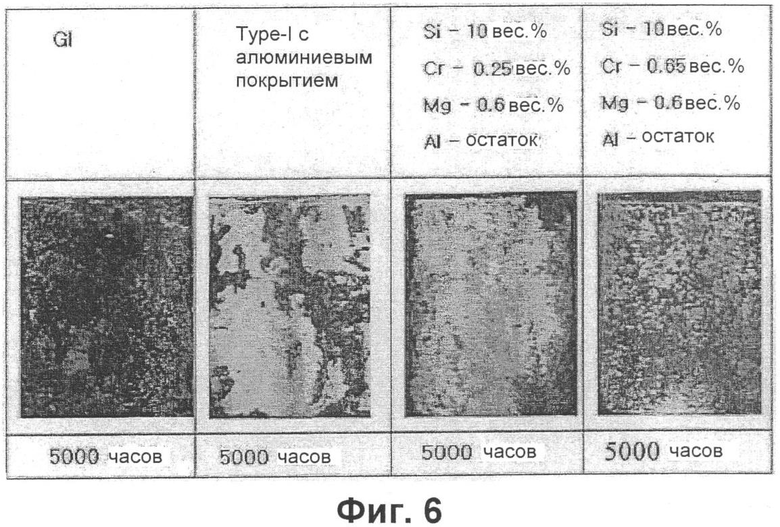
На фиг.6 показаны фотографии результатов испытания на распыление соли на стальных листах с алюминиевым покрытием в соответствии с примерным вариантом настоящего изобретения.
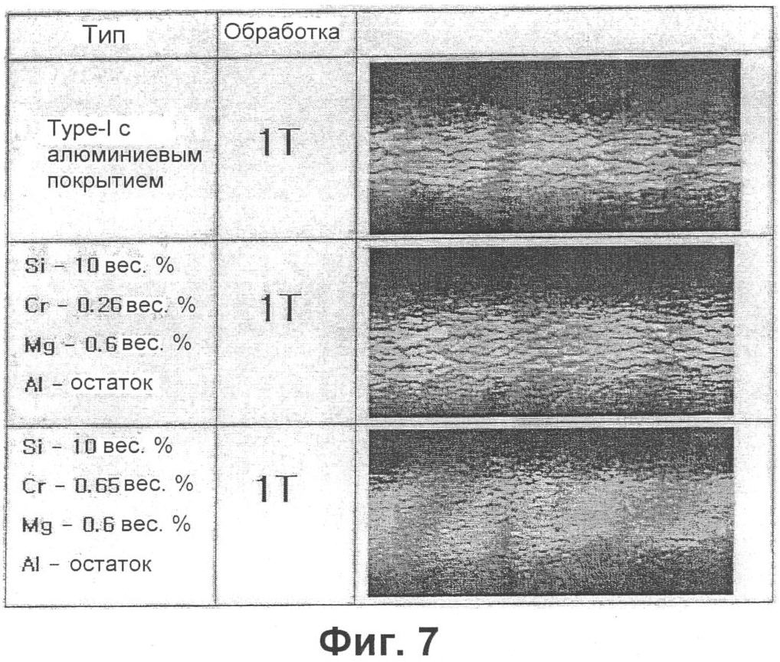
На фиг.7 показаны фотографии образования трещины в изогнутых стальных листах с алюминиевым покрытием в соответствии с примерным вариантом настоящего изобретения.
Подробное описание изобретения
Далее будут подробно описаны примерные варианты осуществления настоящего изобретения со ссылкой на приложенные чертежи, на которых аналогичные или идентичные элементы имеют одинаковые позиционные обозначения.
Авторы настоящего изобретения при проведении экспериментов по улучшению коррозионной стойкости, термостойкости и формуемости стального листа с алюминиевым покрытием, нанесенным способом горячего окунания, обнаружили, что в схеме нанесения покрытия способом горячего окунания, в которой наносят покрытие на металл за счет расплавления, небольшие изменения типа компонентов в электролитической ванне и отношения содержания компонентов могут приводить к большим изменениям реальной обрабатываемости и качества.
Например, недостаточное количество Si приводит к повышению температуры плавления. Соответственно, электролитическую ванну необходимо поддерживать при более высокой температуре. Однако несмотря на такие высокие температуры, небольшое содержание Si не оказывает существенного влияния на подавление химической активности Al относительно Fe, что приводит к получению очень толстого слоя сплава в слое покрытия. Соответственно, формуемость и обрабатываемость за счет небольшого соединенного компонента покрытия ухудшаются и конструкции валков в ванне эродируют и изнашиваются, за счет чего снижается производительность процесса и качество стального листа. Более того, когда полосатый промежуточный слой не образуется по причине недостатка Cr, трудно получить улучшенные коррозионную стойкость, термостойкость и формуемость. Недостаток Mg не позволяет защитить от образования коррозии в структуре сечения и соответственно коррозионная стойкость кромки разреза не может быть повышена.
Соответственно, авторам настоящего изобретения удалось получить отличный стальной лист с алюминиевым покрытием за счет надлежащего управления типом и содержанием компонентов в электролитической ванне. Далее это будет описано более подробно.
Прежде всего, Si в композициях в электролитической ванне представляет собой элемент, который вводят в электролитическую ванну для управления толщиной хрупкого слоя сплава, за счет подавления сильной химической активности алюминия и снижения до минимума эрозии различных металлических структур в электролитической ванне и элюирования Fe из стального листа основы. Температура ванны, температура окунания стального листа основы и текстура слоя покрытия варьируют при изменении содержания кремния, что влияет на качество и обрабатываемость продуктов.
Если содержание Si составляет меньше чем 8 вес.%, слой интерметаллического соединения между стальным листом основы и слоем покрытия становится толще и число трещин возрастает, когда стальной лист сгибают. Более того, количество Fe, элюирующего из различных валков в ванне, резко возрастает и образуется дросс, содержащий Fe-Al-Cr-Mg. Дросс опускается на дно или соединяется со слоем покрытия, в результате чего снижается обрабатываемость и качество нанесенного покрытия. Кроме того, валок, такой как направляющий валок, приходится часто заменять, так как Fe интерметаллическое соединение соединяется со структурой валка, в результате чего ухудшается выпуск стального листа. Так как текучесть электролитической ванны возрастает, для обеспечения рабочих условий необходимо повышать температуру ванны. Таким образом, упомянутые здесь выше отрицательные эффекты усиливаются при снижении количества Si.
Если содержание Si превышает 15 вес.%, значительное количество Si в виде полос появляется в слое покрытия, за счет чего увеличивается число изгибных трещин и линий сдвига. Соответственно, содержание Si преимущественно должно составлять от 8 до 15 вес.%.
Когда содержание Si лежит в диапазоне от 8 до 10 вес.%, предпочтительная температура электролитической ванны должна составлять от 640 до 670°С. Когда содержание Si лежит в диапазоне от 10 до 15 вес.%, температура электролитической ванны преимущественно должна составлять от 671 до 700°С.
Хром используют для образования промежуточного слоя в виде обогащенной Cr непрерывной полосы в центральной части слоя покрытия в его разрезе (сечении). Хром диспергирован по поверхности слоя покрытия и повышает качество и блеск поверхности.
Для улучшения внешнего вида поверхности стального листа с покрытием, нанесенным способом горячего окунания, используют способ нанесения на поверхность слоя покрытия, который содержит от 0.001 до 0.5% интерметаллического соединения, такого как CrAl4, Cr2Al7, Cr2Al, TiAl3, NiA3 и Co2Al9, имеющего температуру плавления свыше 660°С, на порождающем слое Zn-Al-Mg-Si, Al-Mg-Si, Zn-Al-Si или Al-Si, что раскрыто в выложенной заявке на патент Японии No.2003-293108, причем задачей этого способа является измельчение зерна и улучшение гладкости поверхности за счет ввода в ванну интерметаллического соединения, которое содержит элемент, известный как элемент измельчения зерна для алюминия. Однако, так как интерметаллическое соединение имеет высокую температуру плавления, то при его вводе в ванну оно плохо расплавляется и образует окисленный дросс. По этой причине, трудно ввести значительное количество интерметаллического соединения в ванну, так что получают слой покрытия с очень малым количеством Cr. Например, при проведении расчетов с использованием молекулярной формулы Cr-Al интерметаллического соединения, CrAl4 содержит Сг самое большее ориентировочно от 0.0005 до 0.25%, несмотря на то, что Cr2Al4 имеет самое высокое содержание Сг среди интерметаллических соединений, при этом Cr2Al7 содержит Сг ориентировочно от 0.00028 до 0.138%. Кроме того, намного меньшее количество Cr может быть введено (в слой покрытия), когда используют добавочную смесь с другими интерметаллическими соединениями, отличающимися от соединения Cr-Al.
Эта добавка небольшого количества Cr позволяет в некоторой степени усилить эффект улучшения качества поверхности слоя покрытия, однако не позволяет улучшить коррозионную стойкость, термостойкость и формуемость за счет существенного изменения текстуры слоя покрытия в разрезе.
Если добавка Cr составляет меньше чем 0.26 вес.%, то трудно ожидать, что Cr будет диспергирован по всей поверхности слоя покрытия и сможет проявить свои собственные свойства. Если содержание Cr превышает 1.50 вес.%, температура плавления слитка становится выше и, соответственно, температура электролитической ванны должна быть повышена. Повышенная температура повышает как содержание дросса в ванне, так и химическую активность алюминия. В этом случае необходимо добавлять Si для обеспечения заданных характеристик. Таким образом, чрезмерное содержание Cr создает проблему, как и чрезмерное содержание Si.
Для того чтобы улучшить коррозионную стойкость, термостойкость и внешний вид поверхности при использовании Cr, содержание Cr преимущественно должно лежать в диапазоне от 0.26 до 1.50 вес.%. Когда содержание Cr лежит в диапазоне от 0.26 до 0.55 вес.%, Cr диспергирован по всей поверхности слоя покрытия, но непрерывная полоса не образуется надлежащим образом в середине слоя покрытия. Если содержание Cr составляет от 0.55 до 1.5 вес.%, кромка разреза покрытия имеет непрерывную полосатую текстуру в разрезе, которая содержит другие элементы покрытия, в том числе Cr-Al интерметаллическое соединение, за счет чего максимально повышается коррозионная стойкость и термостойкость. Кроме того, содержание Cr преимущественно должно лежать в диапазоне от 0.55 до 1.5 вес.%, чтобы образовать обогащенный Cr слой, который представляет собой непрерывный промежуточный слой, необходимый для подавления изгибной трещины слоя покрытия и для получения хорошего качества.
Магний (Mg) добавляют для того, чтобы повысить коррозионную стойкость как поверхности, так и открытого участка стального листа основы в структуре разреза. Так как алюминий не является расходуемым анодом для стали в большинстве сред, кроме прибрежных областей, в которых имеется много ионов хлора, начальная красная ржавчина легко образуется на открытом участке стального листа основы. Однако когда Mg относительно равномерно распределен по слою покрытия и по поверхности, то оксид легко образуется на воздухе и распространяется в глубину, блокируя сечение от внешней коррозионной среды и замедляя процесс образования ржавчины. Таким образом, Mg в сухом воздухе практически не корродирует при комнатной температуре, в то время как, если в воздухе содержится кислотный газ, содержащий 300 ppm (млн-1) CO2 и 1 ppm SO2, и вода, то соединение 3MgCO3-Mg(OH)2-3H2O (гидромагнезит) или MgSO4-6H2O образуется на поверхности, которая защищает магний, растворяется в воде и легко распространяется в глубину по кромке разреза, закрывая слой сечения. Кроме того, магний в водном растворе образует Mg(OH)2 пленку на металлической поверхности, которая растворяется в воде и закрывает и защищает слой кромки разреза. Когда магний является основным и имеет рН свыше 10.5, он изменяется и образует мощную пассивную пленку, защищающую слой покрытия.
Таким образом, Mg полезен в некоторой степени для улучшения коррозионной стойкости поверхности слоя покрытия и способствует улучшению коррозионной стойкости открытого участка стального листа основы на кромке разреза.
Если содержание Mg составляет меньше чем 0.50 вес.%, улучшается качество поверхности, однако Mg почти невозможно обнаружить в слое покрытия, так что не достигается улучшение коррозионной стойкости. С другой стороны, если содержание Mg превышает 1.50 вес.%, качество покрытия и обрабатываемость ухудшаются за счет резкого увеличения количества дросса в ванне. Соответственно, содержание Mg преимущественно должно составлять от 0.50 до 1.50 вес.%.
Предварительно очищенный стальной лист основы погружают в электролитическую ванну, которая содержит указанную выше композицию, и пропускают через нее, так что слой покрытия образуется на стальном листе основы. Образованный слой покрытия содержит поверхностный слой, обогащенный Cr промежуточный слой, и слой Fe-Al интерметаллического соединения, идущие от поверхности в указанном порядке.
Сначала было проведено сравнение текстуры слоя покрытия стального листа с покрытием, который содержит 0.25 вес.% Cr, 0.6 вес.% Mg, 10 вес.% Si и 89.15 вес.% Al, и текстуры слоя покрытия стального листа с покрытием, который содержит 0.65 вес.% Cr, 0.6 вес.% Mg, 10 вес.% Si и 88.75 вес.% Al, которые были получены за счет пропускания через электролитическую ванну, содержащую описанную здесь выше композицию.
На фиг.3 показан график профиля распределения по глубине компонентных элементов текстуры слоя покрытия, который содержит Сг меньше чем предлагается в соответствии с настоящим изобретением, причем образец был получен за счет добавления 0.25 вес.% Cr и 0.6 вес.% Mg к композиции слоя покрытия известного Туре-1 стального листа с алюминиевым покрытием, содержащего 10 вес.% Si и остаток Al. График показывает, что изменение Si на поверхности и в нижней области слоя покрытия не однородно распределены по глубине. Представляется, что Si подавляет быструю реакцию диффузии Fe и Al в нижней области. Si имеет более сильную интенсивность в направлении вниз и относительно однородно распределен в середине слоя покрытия.
Из рассмотрения графика, показанного на фиг.3, можно понять, что Al компонент однородно распределен на поверхностной области слоя покрытия по глубине и его содержание повышено в области, где интенсивность компонента Si высока.
Небольшое количество Mg относительно однородно распределено по слою покрытия, однако относительно большое количество Mg содержится на нижнем участке.
Компонент Cr повышает коррозионную стойкость и термостойкость. Компонент Cr почти невозможно обнаружить в слое покрытия. График показывает наличие небольшого количества Cr только в стальном листе основы.
Таким образом, можно видеть, что Cr недостаточно хорошо распределен по слою покрытия, чтобы воздействовать на структуру текстуры сечения слоя покрытия, когда содержание Cr меньше, чем содержание в диапазоне, предлагаемом в соответствии с настоящим изобретением.
С другой стороны, на фиг.4 показан график профиля распределения по глубине компонентных элементов текстуры слоя покрытия, который содержит 0.65 вес.% Cr и 0.60 вес.% Mg, в дополнение к композиции слоя покрытия, то есть в композиции, содержащей 10 вес.% Si и остаток Al, стального листа с алюминиевым покрытием в соответствии с примерным вариантом настоящего изобретения, в котором содержание Si компонента увеличивается при увеличении глубины.
Компонент Mg равномерно распределен по слою покрытия несмотря на то, что относительно высокое количество Mg присутствует на поверхности слоя покрытия.
Компонент Cr имеет высокую интенсивность в средине слоя покрытия и малую интенсивность в других участках. Это явления объясняется тем фактом, что Al сначала реагирует с Si, имеющим высокое сродство для образования слоя сплава, имеющего некоторую толщину, после чего Al реагирует с Cr в области, в которой имеется относительно малое количество Si, чтобы образовать интерметаллическое соединение.
Результаты анализа распределения компонентов по текстуре сечения стального листа, приведенного на фотографиях, полученных с использованием растрового электронного микроскопа (РЭМ), показанных на фиг.1, показывают, что полосатый промежуточный слой ("В" на РЭМ фотографиях) является областью, обогащенной Cr.
Обогащенный Cr слой, который представляет собой непрерывный полосатый промежуточный слой (В) в текстуре разреза слоя покрытия, как это показано на фиг.1, является ключевой характеристикой настоящего изобретения. Эта особая текстура возникает за счет свойств компонента, добавленного в специфическом диапазоне содержания в электролитическую ванну, и свойств слитка. При наличии промежуточного слоя, стальной лист имеет повышенные в 2 или 3 раза коррозионную стойкость, термостойкость и подавление изгибной трещины, по сравнению с обычным стальным листом с алюминиевым покрытием. В данном случае обогащенный Cr промежуточный слой содержит элементы покрытия, в том числе хром-алюминий (Cr-Al), интерметаллическое соединение, такое как Cr2Al13 и Cr14Al84. Следует иметь в виду, что Cr-Al интерметаллическое соединение действует как мощная пассивная пленка, которая отсутствует в обычном стальном листе с алюминиевым покрытием, что можно понять из анализа описанного ниже испытания потенциала коррозии. Эта пассивная пленка эффективно обеспечивает высокую коррозионную стойкость продукта с покрытием.
На фиг.5 показан график свойств потенциодинамической поляризации известного стального листа с алюминиевым покрытием ("Образец с покрытием Al") и стального листа с алюминиевым покрытием в соответствии с настоящим изобретением ("Образец с покрытием сплавом Al-Cr") в 3.5% NaCl водном растворе (рН 6.0) в качестве электролита.
Начальный ток коррозии используют для определения стойкости по отношению к начальной коррозионной среде стального листа с покрытием. Было обнаружено, что начальный ток коррозии в стальном листе с алюминиевым покрытием в соответствии с настоящим изобретением ориентировочно в 10 раз меньше, чем в известном стальном листе с алюминиевым покрытием, а это означает, что стальной лист с алюминиевым покрытием в соответствии с настоящим изобретением имеет высокую стойкость против начальной коррозии. Высокая стойкость против начальной коррозии ранее появления (образования) промежуточного слоя была получена за счет распределения оксида хрома и магния на поверхности слоя покрытия. Известный стальной лист с Al покрытием имеет потенциал коррозии -600 мА, в то время как стальной лист с алюминиевым покрытием в соответствии с настоящим изобретением имеет потенциал коррозии -510 мА. Можно видеть, что известный стальной лист с Al покрытием не имеет некоторой пассивной фазы, причем пленка покрытия интенсивно окисляется и уменьшается в виде питтинговой коррозии на начальной коррозии.
Однако явление пассивности, активно-пассивное, наблюдается в стальном листе с покрытием в соответствии с настоящим изобретением при некоторой глубине слоя покрытия и при потенциале коррозии от -100 мВ до +300 мВ, что вызвано непрерывной реакцией окисления. Таким образом, образуются хорошая плотная оксидированная пленка на верхней поверхности и хорошая пленка в направлении глубины, и образуется в заданном сечении пассивная область, в которой ток коррозии не протекает. Это происходит потому, что полосатый обогащенный Cr промежуточный слой образуется в середине слоя покрытия, как это показано на фиг.1, в отличие от известного стального листа с Al покрытием.
Как это показано на фиг.6 и в описанном здесь ниже испытании на распыление соли, обогащенный Cr промежуточный слой позволяет стальному листу в соответствии с настоящим изобретением иметь в три и более раз лучшие характеристики по сравнению с известным Туре-1 стальным листом с алюминиевым покрытием и в два и более раз лучшие характеристики по сравнению с продуктом, содержащим меньше Cr, чем указанное значение, в том, что касается времени образования красной ржавчины и области образования красной ржавчины.
В результате, обогащенный Cr промежуточный слой обеспечивает отличную коррозионную стойкость.
Кроме того, так как обогащенный Cr промежуточный слой присутствует в слое покрытия, трещина подавляется во время обработки, причем слой Fe-Al интерметаллического соединения предназначен для соединения между стальным листом основы под промежуточным слоем и слоем покрытия, и созданная трещина не распространяется в верхний участок слоя покрытия.
Как правило, слой интерметаллического соединения, соединяющий слой покрытия и стальной лист основы, легко генерирует трещины при изгибе или под растягивающим напряжением, так как он является очень твердым и хрупким, и трещина, после ее возникновения, легко распространяется в объеме слоя покрытия, так как различие в твердости между верхним слоем и слоем интерметаллического соединения составляет около 5 раз.
На фиг.7 показаны трещины, возникающие в согнутых стальных листах с покрытием. В стальном листе с алюминиевым покрытием в соответствии с настоящим изобретением обогащенный Cr промежуточный слой имеет более низкую твердость, чем слой интерметаллического соединения, соединяющий стальной лист основы и слой покрытия, и более высокую твердость, чем верхний слой, за счет чего подавляются трещины слоя интерметаллического соединения на нижнем участке и исключается распространение трещин в верхний слой.
Эта низкая степень образования трещин в слое покрытия снижает измельчение в порошок или отслаивание слоя покрытия при обработке, за счет чего повышается качество обработки и обрабатываемость и сохраняется отличная коррозионная стойкость после обработки. В Таблице 1 проведено сравнение значений твердости по Виккерсу для текстуры известного стального листа Туре-1 с Al покрытием и стального листа с покрытием в соответствии с настоящим изобретением.
По существу, способ изготовления стального листа с покрытием за счет покрытия стального листа основы алюминиевой пленкой при осуществлении непрерывного процесса нанесения покрытия при помощи горячего окунания предусматривает регулирование механических (прочностных) свойств холоднокатанного стального листа основы в печи для отжига в восстановительной газовой среде за счет отжига стального листа при высокой температуре, чтобы удалить окалину с поверхности стального листа, и пропускание стального листа через электролитическую ванну, чтобы ввести стальной лист в контакт с компонентом покрытия в электролитической ванне, для нанесения покрытия. В этой схеме нанесения покрытия при помощи горячего окунания стальной лист пропускают через имеющую очень высокую температуру электролитическую ванну, в которой расплавлен металлический компонент покрытия. Авторы настоящего изобретения поняли, что во время этого пропускания Fe может элюировать из стального листа основы, из структуры каналов электролитической ванны или из различных валков в канале, которые могут эродировать, причем обрабатываемость или качество могут быть ухудшены за счет нежелательных элементов или незначительных компонентов электролитической ванны.
Соответственно, способ изготовления стального листа с алюминиевым покрытием, нанесенным способом горячего окунания в соответствии с настоящим изобретением, предусматривает приготовление желательной композиции электролитической ванны и химическую обработку холоднокатанного стального листа основы, и затем погружение стального листа в электролитическую ванну, которая содержит композицию электролитической ванны, чтобы нанести покрытие на обе стороны стального листа. Когда стальной лист основы погружают в электролитическую ванну, температуру ванны устанавливают от 640 до 670°С, а температуру окунания стального листа основы в ванну устанавливают от 650 до 700°С. Если температура окунания стального листа основы составляет меньше чем 650°С, внешний вид пленки покрытия ухудшается и сцепление пленки покрытия также ухудшается. Когда температура окунания стального листа основы превышает 700°С, стальной лист основы термически диффундирует с высокой скоростью, что вызывает чрезмерный рост слоя сплава. Это ухудшает обрабатываемость и вызывает образование чрезмерного оксидного слоя в ванне.
Вес покрытия на каждой стороне преимущественно составляет от 15 до 150 г/м2. Если вес покрытия составляет меньше, чем 15 г/м2, воздушное давление в устройстве воздушного шабера (ножа), предназначенного для контроля веса покрытия, чрезмерно возрастает, так что вес покрытия отклоняется и резко увеличивается содержание поверхностного оксида в ванне. Соответственно, внешний вид поверхностного покрытия ухудшается и с ним соединяется окисленный дросс. Если вес покрытия превышает 150 г/м2, образуется чрезмерный слой сплава и обрабатываемость резко ухудшается.
Далее будет описан способ введения композиции электролитической ванны в электролитическую ванну.
Как правило, Cr имеет отличные коррозионную стойкость и термостойкость, однако он имеет высокую температуру плавления (1857°С). Соответственно считали, что Cr трудно использовать в качестве элемента покрытия при горячем окунаниий. Небольшое изменение содержания Cr приводит к образованию различных интерметаллических соединений, что ухудшает обрабатываемость. Таким образом, важно определять содержание Cr в дополнение к контролю свойств плавления слитка.
Когда Cr изолированно или в интерметаллическом соединении Al-Cr с высокой температурой плавления вводят в электролитическую ванну, необходима высокая температура плавления, чтобы расплавить Cr. Эта высокая температура плавления приводит к испарению алюминия и магния, имеющих относительно низкие температуры плавления и удельные массы, с образованием паров, которые загрязняют оборудование и вызывают быстрое окисление магния в дросс. Более того, Cr не полностью расплавляется по причине своей высокой температуры плавления, так что интерметаллическое соединение Al-Cr в электролитической ванне накапливается в виде дросса на слое покрытия и, соответственно, качество слоя покрытия ухудшается.
В соответствии с настоящим изобретением компоненты надлежащим образом заранее объединяют в порождающий сплав четырех элементов Al-Si-Cr-Mg в индукционной нагревательной печи и температуру плавления устанавливают так, чтобы соответствующие компоненты были хорошо диспергированы в электролитической ванне. Слиток вводят в ванну и расплавляют так, чтобы соответствующие элементы были физически хорошо диспергированы вместо образования интерметаллического соединения. Соответственно соединение легко плавится даже в Al электролитической ванне, за счет чего снижаются пары, дросс и неоднородность композиции ванны, и упрощаются условия ввода слитка в ванну. В результате расплавленные элементы в состоянии дисперсии соединяются со стальным листом основы и охлаждаются с образованием слоя, обогащенного Cr, который представляет собой непрерывный полосатый промежуточный слой, содержащий интерметаллические соединения, такие как Cr2Al13 и Cr14Al84.
Как уже было описано здесь выше, в соответствии с настоящим изобретением, во-первых, стальной лист с алюминиевым покрытием, имеющий отличные коррозионную стойкость, термостойкость и формуемость, может быть получен за счет регулировки содержания композиций электролитической ванны, в том числе содержания Cr и Mg, температуры ванны и температуры окунания стального листа основы.
Во-вторых, обогащенный Cr непрерывный промежуточный слой образуют на слое покрытия, за счет чего улучшается коррозионная стойкость и термостойкость слоя покрытия. Трещины подавляются за счет меньшей твердости и ударной вязкости, чем слой интерметаллического соединения в нижнем участке, за счет чего улучшается формуемость слоя покрытия, достигается отличная твердость по Мосу и защита слоя покрытия от ударов.
В-третьих, добавление Mg приводит к повышению коррозионной стойкости поверхности слоя покрытия и открытого участка стального листа основы на кромке разреза.
В-четвертых, композиции электролитической ванны надлежащим образом комбинируют заранее и вводят в электролитическую ванну так, что компоненты хорошо диспергированы. Это позволяет снизить пары, дросс и неоднородность композиции ванны и позволяет упростить ввод слитка в ванну.
Было проведено испытание на нанесение покрытия на стальные листы, с использованием различных композиций электролитической ванны, чтобы проверить качество характеристик стального листа с алюминиевым покрытием в соответствии с настоящим изобретением, за счет анализа образующегося количества оксида и времени изменения цвета слоя покрытия при высокой температуре в воздушной атмосфере. Толщину оксидированной пленки слоя покрытия и время изменения цвета слоя покрытия наблюдали визуально после осуществления нагрева в электрической нагревательной печи, проводимого для того, чтобы повысить температуру воздуха до 600°С и выдержать в течение определенного времени. Результаты испытаний приведены ниже в Таблице 2.
Как это показано в Таблице 2, изделия в примерах в соответствии с настоящим изобретением, имеющие композицию электролитической ванны в соответствии с изобретением, имеют лучшие коррозионную стойкость, обрабатываемость и термостойкость, чем известные стальные листы с алюминиевым покрытием. Было обнаружено, что трещина на поверхности слоя покрытия изделий в примерах в соответствии с настоящим изобретением, после проведения испытания на изгиб на 180°, имеет меньшую ширину, чем трещина изделий сравнительных примеров. Также было обнаружено, в том, что касается термостойкости и коррозионной стойкости, что начальное время образования красной ржавчины на плоском участке и время образования красной ржавчины на передней кромке разреза в примерах в соответствии с настоящим изобретением лучше, чем в сравнительных примерах. В частности, в примерах 2, 3, 5, 7, 8, 10 и 12 в соответствии с настоящим изобретением, в которых содержание Cr лежит в диапазоне от 0.55 до 1.50 вес.%, ширина трещины составляет от 10 до 25 мкм, начальное время образования красной ржавчины на плоском участке составляет от 2952 до 4344 часов, а время образования красной ржавчины на передней кромке разреза составляет от 768 до 1488 часов, что превышает соответствующие характеристики изделий в сравнительных примерах.
С другой стороны, в сравнительных примерах 1-10, в которых содержание Si не доходит до диапазона, предложенного в соответствии с настоящим изобретением, трещина на поверхности слоя покрытия изделия, подвергнутого испытанию на изгиб, имеет ширину 55 мкм. В сравнительных примерах 31-34, в которых содержание Si превышает диапазон, предложенный в соответствии с настоящим изобретением, трещина на поверхности слоя покрытия имеет ширину 60 мкм. В сравнительных примерах 11, 16, 21 и 26, в которых содержание Cr не доходит до диапазона, предложенного в соответствии с настоящим изобретением, начальное время образования красной ржавчины на плоском участке составляет от 816 до 1224 часов, что свидетельствует о том, что коррозионная стойкость ниже, чем в примерах в соответствии с настоящим изобретением. В сравнительных примерах 14, 19, 24 и 29, в которых содержание Cr превышает диапазон, предложенный в соответствии с настоящим изобретением, трещина на поверхности слоя покрытия имеет ширину от 30 до 50 мкм. В сравнительном примере 35, соответствующем стальному листу Туре-I с Al покрытием без Cr, все характеристики, в том числе ширина трещины и время образования красной ржавчины на плоском участке и на передней кромке разреза, хуже, чем характеристики примеров в соответствии с настоящим изобретением, содержащих хром.
Были проведены испытания на термостойкость, основанные на определении количества окисленного слоя покрытия и времени образования цветов побежалости на поверхности слоя покрытия. После нагрева образца размерами 50 мм × 90 мм до температуры 800°С и выдержки 1000 часов разницу в весе до и после испытания считали окисленным количеством. Время образования цветов побежалости определяли визуально в печи при температуре 600°С. В этом случае более значительное увеличение веса связано с большим окислением, так как вес слоя покрытия возрастает, когда слой покрытия окисляется при высокой температуре и при этом материал покрытия соединяется с кислородом, содержащимся в воздухе. Цвета побежалости образуются в слое покрытия за счет диффузии стального листа основы и окисления поверхностного слоя во время нагревания до высокой температуры. Fe и компонент покрытия меньше диффундируют, когда термостойкость выше, и, соответственно, больше времени требуется для образования цветов побежалости на слое покрытия.
Результаты испытаний показывают, что изделия в примерах 2, 3, 5, 7, 8, 10 и 12 в соответствии с настоящим изобретением, содержащие от 0.55 до 1.50 вес.% Cr, имеют отличную термостойкость, причем степень окисления и время образования цветов побежалости у таких изделий ориентировочно на 50% лучше, чем в сравнительных примерах.
Несмотря на то, что были описаны предпочтительные варианты осуществления изобретения, совершенно ясно, что в него специалистами в данной области могут быть внесены изменения и дополнения, которые не выходят за рамки формулы изобретения.
Изобретение относится к области нанесения покрытий окунанием в расплав. Стальной лист с алюминиевым покрытием, нанесенным способом горячего окунания, содержит стальной лист основы и слой покрытия, причем слой покрытия содержит полосатый промежуточный слой, содержащий интерметаллическое соединение хром-алюминий в его разрезе. Слой покрытия содержит от 8 до 15 вес.% Si, от 0.26 до 1.50 вес.% Cr, от 0.50 до 1.50 вес.% Mg, и остаток Al, в котором интерметаллическое соединение хром-алюминий содержит Cr2Al13 и Cr2Al84. Способ изготовления стального листа с алюминиевым покрытием включает погружение стального листа основы в электролитическую ванну, содержащую композицию электролитической ванны, которая содержит от 8 до 15 вес.% Si, от 0.26 до 1.50 вес.% Cr, от 0.50 до 1.50 вес.% Mg и остаток Al, и пропускание стального листа основы через электролитическую ванну для образования слоя покрытия на стальном листе основы, причем количество материала покрытия на одной стороне слоя покрытия составляет от 15 до 150 г/м2. Изобретение позволяет получить стальной лист с алюминиевым покрытием, имеющий отличную коррозионную стойкость, термостойкость и обрабатываемость. 2 н. и 5 з.п. ф-лы, 7 ил., 2 табл.
1. Стальной лист с алюминиевым покрытием, нанесенным способом горячего окунания, содержащий стальной лист основы и слой покрытия, причем слой покрытия содержит полосатый промежуточный слой, содержащий интерметаллическое соединение хром-алюминий в его разрезе.
2. Стальной лист по п.1, в котором слой покрытия содержит от 8 до 15 вес.% Si, от 0,26 до 1,50 вес.% Cr, от 0,50 до 1,50 вес.% Mg и остаток Al.
3. Стальной лист по п.2, в котором слой покрытия содержит от 8 до 15 вес.% Si, 0,55 до 1,50 вес.% Cr, от 0,50 до 1,50 вес.% Mg и остаток Al.
4. Стальной лист по п.1, в котором интерметаллическое соединение хром-алюминий содержит Gr2Al13 и Cr2Al84.
5. Способ изготовления стального листа с алюминиевым покрытием, включающий погружение стального листа основы в электролитическую ванну, содержащую композицию электролитической ванны, которая содержит от 8 до 15 вес.% Si, от 0,26 до 1,50 вес.% Cr, от 0,50 до 1,50 вес.% Mg и остаток Al, и пропускание стального листа основы через электролитическую ванну для образования слоя покрытия на стальном листе основы, причем количество материала покрытия на одной стороне слоя покрытия составляет от 15 до 150 г/м2.
6. Способ по п.5, в котором композицию электролитической ванны вводят в электролитическую ванну в состоянии сплава четырех элементов Al-Si-Cr-Mg и расплавляют в электролитической ванне.
7. Способ по п.5, в котором стальной лист основы при погружении в электролитическую ванну имеет температуру от 650 до 700°С.
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА СТАЛЬНЫЕ ИЗДЕЛИЯ ИЗ РАСПЛАВА НА ОСНОВЕ АЛЮМИНИЯ | 0 |
|
SU211994A1 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| СПОСОБ НЕПРЕРЫВНОГО ПОКРЫТИЯ СТАЛЬНОЙ ЛЕНТЫ ОКУНАНИЕМ И ИЗДЕЛИЕ ИЗ СТАЛИ, ПОЛУЧЕННОЕ ЭТИМ СПОСОБОМ | 1991 |
|
RU2009044C1 |
| JP 6228737 А, 16.08.1994. | |||

