Изобретение относится к порошковой металлургии и теплоэнергетике, в частности к получению высокопористых керамических блоков, которые могут быть использованы как в качестве носителя каталитических моноблоков для переработки углеводородного сырья, так и насадок для организации горения, например газовоздушных смесей.
Известен способ изготовления пористых труб из тугоплавких материалов, включающий приготовление реакционной смеси порошков, коаксиальное размещение в форме полой оправки, формовки заготовки путем засыпки реакционной смеси порошков в зазор между формой и оправкой, локальное воспламенение реакционной смеси заготовки, причем перед локальным воспламенением полость оправки заполняют порошком формообразующего материала, выбранного из группы: оксид алюминия, оксид циркония, оксид магния, после чего оправку извлекают (авторское свидетельство СССР №1499813, опубл. 27.02.2000, МПК B22F 3/10). Изобретение направлено на повышение технологичности и экономичности способа за счет многократного использования формообразующего материала.
К недостаткам известного способа можно отнести:
- низкую механическую прочность крупногабаритных пористых труб, возникающую из-за резкого градиента температур вдоль радиуса трубы в связи с контактом внешней стенки заготовки с внутренней стенкой металлической формы, что приводит к поперечным трещинам в связи с наличием непроницаемых металлических стенок, обуславливающих высокое гидравлическое сопротивление потоку выходящих газов;
- наличие поровой неоднородности в готовом изделии.
Также известен способ изготовления пористых изделий из порошковых материалов (патент РФ №1790806, опубл. 27.12.1996, МПК B22F 3/10), заключающийся в том, что самораспространяющийся высокотемпературный синтез (СВС) осуществляется в нестационарном режиме, местно инициируя горение так, что фронт горения проходит перпендикулярно выбранному направлению поровых каналов, охлаждая противоположные стороны изделия с различной скоростью.
К недостаткам известного способа можно отнести:
- переменную сквозную пористость в готовом изделии;
- анизотропию эксплуатационных характеристик, таких как теплопроводность, проницаемость, механическая прочность;
- диапазон пористости (45-70)%;
- получение изделия с размером пор менее 100 мкм, что исключает их использование в качестве насадок для газовых горелок.
Известен способ изготовления пористых труб (преимущественно крупногабаритных) методом самораспространяющегося высокотемпературного синтеза (авторское свидетельство СССР №1818880, опубл. 20.07.1996, МПК C22F 1/04). Сущность изобретения заключается в том, что между формой и реакционной смесью дополнительно помещают оправку. В оправку засыпают тугоплавкий материал толщиной не менее 10 мм с размером зерна (0,5-3) мм. Засыпаемый материал имеет температуру плавления выше температуры реакции. Пористость полученного изделия равна 75%. Прочность на разрыв получаемых изделий достигает (0,46-0,5) МПа за счет создания близких условий тепломассопереноса для внутренней и внешней стенок трубы.
К недостаткам известного способа можно отнести:
- низкую (экспериментально подтверждена) термостойкость изделия (1000°C);
- необходимость поддержания инертной атмосферы в процессе горения;
- невозможность применения данных изделий в качестве каталитических однородных блоков из-за потери стабильности работы катализатора вследствие науглероживания пор в процессе его эксплуатации при переработке газовоздушных смесей.
Наиболее близким по технической сущности к заявляемому техническому решению является способ изготовления крупнопористых огнеупорных труб (патент РФ №2318633, опубл. 10.03.2008, B22F 5/12).
Сущность изобретения заключается в том, что готовят реакционную смесь на основе алюминия и оксида железа, в которую вводят тугоплавкий компонент и газификатор. В форме коаксиально размещают две оправки различного диаметра, а в центре - теплообменник. Полости между теплообменником и оправкой меньшего диаметра и между внешней оболочкой формы и оправкой большего диаметра заполняют формообразующим материалом и проводят его подпрессовку. Оправки удаляют. Путем подпрессовки заполняют реакционной смесью полости, образовавшиеся после удаления оправок, проводят синтез на воздухе в режиме самоподдерживающегося горения. Получают крупногабаритное металлокерамическое изделие с пористостью до 75%, средним размером пор до 1000 мкм, термостойкостью до 1500°C, пределом прочности на сжатие до 26 МПа.
К недостаткам известного способа можно отнести:
- конструктивную сложность технологической оснастки, в которой реализуется процесс СВС;
- возможность появления на длинномерных изделиях расслоений и разнопористости структуры, связанные с наличием перепада давления в газоотводящем формообразующем материале в центрально-осевом направлении.
Задачей данного изобретения является упрощение способа изготовления высокопористых керамических блоков путем упрощения конструкции технологической оснастки с одновременным повышением выхода качественной длинномерной продукции.
Использование настоящего изобретения обеспечивает следующий технический результат при отношении высоты к диаметру блока до 5:
- открытая пористость (65-85)%;
- термостойкость от 1500 до 1700°C;
- отсутствие расслоений в конечном продукте;
- прочность на сжатие до 50 МПа;
- конструкционное упрощение технологической оснастки при одновременном уменьшении совокупности технологических операций при проведении СВС каталитического блока;
- уменьшение себестоимости конечного изделия на 30%.
Указанная задача решается, а технический результат достигается тем, что в способе изготовления высокопористых керамических блоков из реакционной смеси, содержащей окислитель и восстановитель, тугоплавкий компонент и газификатор, включающем приготовление реакционной смеси, получение заготовки методом подпрессовки реакционной смеси в формообразующей оправке и самораспространяющийся высокотемпературный синтез блоков на воздухе, согласно изобретению, в состав реакционной смеси вводят жидкое связующее, газифицирующееся при терморазложении, проводят сушку заготовки в формообразующей оправке с последующим извлечением заготовки из нее и отверждение заготовки, а самораспространяющийся высокотемпературный синтез проводят в оправках из огнеупорного газопроницаемого углеродосодержащего материала.
При этом:
- в качестве жидкого связующего может быть использован (3-5)% водный раствор поливинилового спирта;
- спирт вводится в реакционную массу в количестве (19-25)% от массы реакционной смеси;
- сушку заготовки осуществляют на воздухе при температуре (50-70)°C, а отверждение при температуре (120-150)°C в течение (2-3) часов.
Изготовление высокопористых керамических блоков из реакционной смеси, содержащей окислитель и восстановитель, тугоплавкий компонент и газификатор путем приготовления реакционной смеси, получение заготовки методом подпрессовки реакционной смеси в формообразующей оправке обеспечивают такой известный технический эффект, как принципиальную возможность синтеза керамического блока методом СВС. При этом одновременно реализуется возможность управления как термостойкостью изделия, так и величиной среднего размера пор за счет подбора гранулометрического размера компонентов реакционной смеси.
Введение жидкого связующего, газифицирующегося при терморазложении, обеспечивает такой технический эффект, как принципиальную технологическую возможность подпрессовки реакционной смеси при формировании однородной малопористой заготовки за счет увеличения смачиваемости и адгезивности частиц реакционной смеси друг с другом, с одной стороны, а с другой стороны, обеспечивает такой эффект, как увеличение предела прочности на сжатие образцов однородной пористости номинального размера по сравнению с показателями в прототипе до 2,7 раз.
Сушка заготовки в формообразующей оправке при температуре (50-70)°C обеспечивает такой технический эффект, как принципиальную возможность извлечения крупногабаритной заготовки из оправки за счет радиальной усадки заготовки, а также обеспечивает такой эффект, как ее устойчивость к механическим воздействиям, возникающим при дальнейших технологических манипуляциях с заготовкой в условиях сохранности ее формы и размеров, за счет запускающегося процесса отверждения поливинилового спирта (самосборки макромолекул спирта в разветвленные агломераты), что, в свою очередь, исключает образование трещин и расслоения в заготовке.
Отверждение заготовки в сушильном шкафу обеспечивает такой технический эффект, как принципиальную возможность изготовления длинномерных заготовок высокопористых керамических блоков, а также обеспечивает такой технический эффект, как принципиальное увеличение их жесткости, что и позволяет формировать заготовки с отношением L/d меньше или равным 5, при одновременном упрощении технологического процесса их дальнейшего передела в высокопористые керамические блоки.
Сжигание заготовки в режиме СВС реализуется в оправках из огнеупорного газопроницаемого углеродосодержащего материала соответствующей теплопроводности и пористости, что и позволяет достичь упрощение конструкции технологической оснастки, с одной стороны, а с другой стороны - обеспечивает радиальную фильтрацию газов в процессе горения заготовки, что, в свою очередь, обеспечивает такой технический эффект, как релаксацию термических напряжений системы и однородность размеров поровых каналов, их радиальную ориентацию, отсутствие расслоений по высоте конечного изделия.
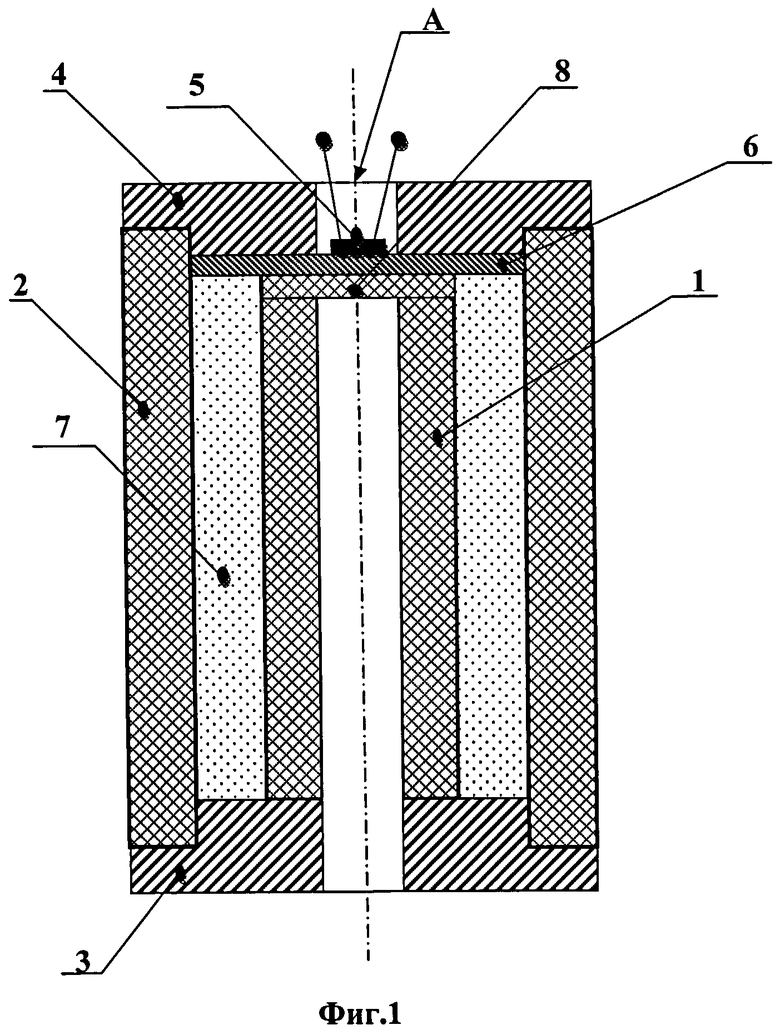
На фиг.1 приведена принципиальная схема оснастки для сжигания трубчатой заготовки в режиме СВС, где:
1 - внутренняя цилиндрическая оправка;
2 - внешняя цилиндрическая оправка;
3 - поддон из теплоизолирующего материала;
4 - крышка с центральным отверстием «А»;
5 - резистивный электрозапал;
6 - инициирующий заряд (быстрогорящий, безгазовый);
7 - трубчатая заготовка;
8 - пластина малопористая.
Предлагаемое изобретение иллюстрируются следующими примерами.
Пример 1. Готовят реакционную смесь состава, масс.% (см. табл.1): оксид железа - 50; алюминий - 14,2; оксид магния - 25; карбонат кальция - 6; углекислый аммоний - 4,8%; водный раствор поливинилового спирта (5%) - 25 (сверх 100%). Смешивают компоненты и загружают полученную смесь в формообразующую оправку постадийно - отдельными навесками (для изготовления полого цилиндра с внешним диаметром 400 мм, толщиной стенки 40 мм и высотой до 2 м), производят ступенчатую подпрессовку каждой навески усилием не более 5 кг/см2 (при этом сам процесс формования длинномерных заготовок отдельными навесками является ноу-хау авторов, который с высокой надежностью обеспечивает отсутствие расслоений длинномерных блоков по границам технологических навесок после проведения процесса СВС). Осуществляют сушку полученной заготовки непосредственно в формообразующей оправке на воздухе при температуре (50-70)°C. После извлечения заготовки осуществляют процесс отверждения на воздухе при температуре 150°C в течение 2 часов. Для проведения СВС заготовку помещают (см. фиг.1) в полость, образованную внутренней 1 и внешней 2 цилиндрическими оправками из огнеупорного газопроницаемого углеродосодержащего материала, например карбида кремния требуемой пористости, коаксиально расположенных по отношению друг к другу, которые помещают на беспористый поддон 3 из теплоизолирующего материала. Заготовку 7 устанавливают между оправками 1 и 2 с диаметральным зазором (2-4) мм. Запуск СВС осуществляется через центральное отверстие А крышки 4 резистивным электрозапалом 5 путем поджига быстрогорящего безгазового инициирующего заряда 6, который, контактируя с поверхностью трубчатой заготовки 7, зажимается между беспористой подгруженной внешним усилием крышкой 4 и поддерживающей малопористой пластиной 8.
Получают крупногабаритное огнеупорное металлокерамическое изделие в виде трубы с пористостью 70%, средним размером пор 1000 мкм, термостойкость до 1500°C, пределом прочности на сжатие до 26 МПа.
Огнеупорный вспененный газопроницаемый углеродсодержащий материал, используемый в качестве оправок при осуществлении СВС, должен удовлетворять требованиям по эффективной теплозащите и малому гидравлическому сопротивлению газовому потоку в радиальном направлении при осуществлении процесса СВС. Например, вместо карбида кремния можно использовать материал, содержащий (12-20) масс.% карбида кремния, (25-51) масс.% кианита и минеральные наполнители - остальное. Подобные материалы имеют следующие характеристики: пористость - (60-81) %, теплопроводность при 20°C (0,08-0,18) Вт/м × К, термостойкость - (1400-1700)°C.
Пример 2. Способ осуществляют в технологической оснастке по примеру 1 при использовании реакционной смеси состава, масс.% (см. табл.2): оксид никеля - 48,62; алюминий - 6,25; магний - 8,05; оксид алюминия - 18,75; карбонат кальция - 2,08; сахар - 16,25; водный раствор поливинилового спирта (5%) - 25 (сверх 100%).
Получают крупногабаритное огнеупорное металлокерамическое изделие в виде трубы с пористостью 80%, средним размером пор 1500 мкм, термостойкость до 1700°C, пределом прочности на сжатие до 50 МПа.
Использование всех существенных признаков заявляемого технического решения позволяет получать длинномерные изделия в форме трубы с отношением длины к диаметру меньше или равным 5, с открытой пористостью (65-85)%, имеющей экспериментально определенное среднее значение сечения пор от 0,25 мм до 2 мм, обеспечивающих термостойкость до 1700°C, прочность на сжатие от 0,5 до 50 МПа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОПОРИСТЫХ ОГНЕУПОРНЫХ ТРУБ | 2006 |
|
RU2318633C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТОГО МАТЕРИАЛА НА ОСНОВЕ НИТРИДА КРЕМНИЯ | 2019 |
|
RU2736195C1 |
| Способ получения тугоплавкого материала | 2023 |
|
RU2816713C1 |
| ОГНЕУПОРНЫЙ ВСПЕНЕННЫЙ УГЛЕРОДСОДЕРЖАЩИЙ МАТЕРИАЛ | 2003 |
|
RU2263648C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТОГО МАТЕРИАЛА И МАТЕРИАЛ, ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ | 2000 |
|
RU2175904C2 |
| МИШЕНЬ ДЛЯ ПОЛУЧЕНИЯ ФУНКЦИОНАЛЬНЫХ ПОКРЫТИЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2569293C1 |
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ ОГНЕУПОРНОГО МАТЕРИАЛА НА ОСНОВЕ ДИОКСИДА ГАФНИЯ | 2014 |
|
RU2569662C1 |
| Способ получения изделий из тугоплавких материалов | 2015 |
|
RU2607114C1 |
| МИШЕНЬ ДЛЯ ПОЛУЧЕНИЯ ФУНКЦИОНАЛЬНЫХ ПОКРЫТИЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2305717C2 |
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ С НАНОРАЗМЕРНОЙ СТРУКТУРОЙ | 2010 |
|
RU2414991C1 |
Изобретение относится к порошковой металлургии, в частности к получению высокопористых керамических блоков. Может использоваться для изготовления носителя каталитических моноблоков для переработки углеводородного сырья. Готовят реакционную смесь, содержащую окислитель, восстановитель, тугоплавкий компонент, газификатор и жидкое связующее, газифицирующееся при терморазложении. Получение заготовки обеспечивают методом подпрессовки реакционной смеси в формообразующей оправке. Сушку заготовки проводят в формообразующей оправке с последующим извлечением заготовки и ее отверждением. Самораспространяющийся высокотемпературный синтез блока из реакционной смеси заготовки проводят на воздухе в оправках из огнеупорного газопроницаемого углеродосодержащего материала. Обеспечивается получение высокопористых длинномерных керамических блоков с отношением высоты к диаметру до 5 при увеличении открытой пористости, термостойкости, прочности на сжатие, а также улучшается качество изделий и упрощается конструкция технологической оснастки. 3 з.п. ф-лы, 1 ил., 2 табл., 2 пр.
1. Способ изготовления высокопористого керамического блока из реакционной смеси, содержащей окислитель, восстановитель, тугоплавкий компонент и газификатор, включающий приготовление реакционной смеси, получение заготовки методом подпрессовки реакционной смеси в формообразующей оправке и самораспространяющийся высокотемпературный синтез на воздухе, отличающийся тем, что в состав реакционной смеси дополнительно вводят жидкое связующее, газифицирующееся при терморазложении, проводят сушку заготовки в формообразующей оправке с ее последующим извлечением и отверждение заготовки, а самораспространяющийся высокотемпературный синтез проводят в оправках из огнеупорного газопроницаемого углеродосодержащего материала.
2. Способ по п.1, отличающийся тем, что в качестве жидкого связующего используют 3-5% водный раствор поливинилового спирта.
3. Способ по п.2, отличающийся тем, что раствор поливинилового спирта вводят в реакционную массу в количестве 19-25 мас.% от массы реакционной смеси.
4. Способ по п.1, отличающийся тем, что сушку заготовки осуществляют на воздухе при температуре 50-70°C, а отверждение осуществляют при температуре 120-150°C в течение 2-3 часов.
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОПОРИСТЫХ ОГНЕУПОРНЫХ ТРУБ | 2006 |
|
RU2318633C1 |
| ЯЧЕИСТО-КАРКАСНЫЙ МАТЕРИАЛ С ОТКРЫТО-ПОРИСТОЙ СТРУКТУРОЙ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2001 |
|
RU2213645C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТОГО МАТЕРИАЛА И МАТЕРИАЛ, ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ | 2000 |
|
RU2175904C2 |
| WO 1992013977 A1, 20.08.1992 | |||
| Направляющий башмак шахтного подъемного сосуда | 1988 |
|
SU1555254A1 |

