Изобретение относится к порошковой металлургии и теплоэнергетике, в частности к способам получения крупнопористых термостойких труб, которые могут быть использованы в качестве насадков на газовые горелки для организации горения газовоздушной смеси внутри пор.
Традиционно пористые изделия получают методами порошковой металлургии, где известны и достаточно хорошо изучены факторы влияния на характеристики пористых изделий. Организация процессов получения пористых изделий по методам порошковой металлургии требует больших энергозатрат, сложного печного оборудования, что, в конечном итоге, определяет их высокую стоимость.
Известна шихта для получения пористого, прочного керамического материала, используемого для изготовления термостойких изделий с высокой химической стойкостью и длительным сроком службы, применяемых в котлах дожигания попутных газов, огнеприпаса для обжига керамических изделий, для газовых горелок, изделий, работающих в условиях воздействия скоростного газового потока, и других изделий, где требуется высокая термостойкость (патент РФ №2031886, МПК С 04 В 35/10, 1995). Шихта состоит из оксида алюминия и карбида кремния, дополнительно в нее вводят один из оксидов из ряда: CaO, MgO, MnO, NiO, ZnO. Все компоненты шихты, отвешенные в соответствующей пропорции, загружают в шаровую мельницу и перемешивают не менее 2 часов всухую в присутствии шаров из оксида алюминия или уралита. После смешивания в шихту вводят временную связку в виде 5%-ного ПВС или парафина, просеивают. Изделия формуют полусухим прессованием в металлических формах на прессах, в резиновых формах в гидростате при давлениях 100-200 МПа, а также методом горячего литья. Отпрессованные изделия обжигают при 1350-1500°С в течение 2-5 часов.
Пористость получаемых изделий составляет 25-45%, прочность на изгиб 80-120 МПа, а термостойкость практически не ограничена при температурах до 1200°С.
Известен пористый, прочный, термостойкий керамический материал, для получения которого используют шихту, состоящую из смеси оксида алюминия (95-99 мас.%), порошков SiC и одного из оксидов ряда CaO, MgO, MnO, NiO, ZnO (при соотношении SiC:MeO=2:1) - 1-5 мас.% (патент №2033987, МПК С04В 35/10, 1995). Пористость изделий составляет 25-45%, прочность на изгиб 85-150 МПа, термостойкость более 30 теплосмен при термоударах 1200°С - вода.
Известные способы получения пористых, прочных, термостойких изделий длительные, сложные, энергоемкие, обеспечивающие получение изделий малых размеров и только в форме дисков (диаметром 30 мм и высотой 5 мм) и колец (диаметром 15 мм и высотой 15-20 мм).
В последние годы пористые изделия получают экономичным, не требующим расхода электроэнергии, нагревательного оборудования, методом самораспространяющегося высокотемпературного синтеза (СВС) - путем экзотермического сжигания исходных компонентов с образованием готового изделия.
Общим недостатком этого метода является зависимость конечных характеристик изделий от большого числа факторов. Используемые в методе СВС порошки в процессе синтеза полностью теряют свою исходную форму, а каркас образуемого пористого элемента состоит из материала уже другого фазового состава по сравнению с составом исходных порошков. Поэтому закономерности, характерные для порошковой металлургии, при получении пористых изделий методом СВС не обеспечивают гарантированно стабильные характеристики пористых изделий.
Пока недостаточно изучены все факторы, влияющие на характеристики готовых пористых изделий, полученных методом СВС, особенно на размер пор и их структуру, поэтому недопустимо отклонение от признаков конкретных технических решений для достижения поставленных задач.
Известен способ получения пористого проницаемого керамического материала (патент №2081731, МПК В 22 F 1/00, 1997), в котором шихту, состоящую из железной окалины, оксида алюминия, алюминия, смешивают в атмосфере воздуха в лабораторном смесителе типа «пьяная бочка» партиями по 200 г в течение 4 часов, образцы шихты помещают в кварцевые формы и в них возбуждают реакцию СВС с помощью кратковременного теплового импульса. Образцы пористого проницаемого материала представляют собой цилиндрические штабики с диаметром 50 мм и высотой 60 мм. Длительная операция смешивания компонентов усложняет способ, конечным продуктом которого являются изделия малых размеров, имеющие невысокие прочностные характеристики и термостойкость.
Известен также пористый проницаемый материал, получаемый методом СВС из шихты, содержащей железную окалину и алюминий, и дополнительно оксид кремния и ферросилиций ФС-70 (патент №2186657, МПК B22F 3/23, 2002). Изделия, изготовленные из этого материала, обладают повышенной устойчивостью к динамическим и статическим нагрузкам.
Недостатком известного изобретения является низкая термостойкость (до 1200°С) пористого проницаемого материала, что не позволяет использовать его в качестве насадка для газовых горелок.
Известен способ получения пористого огнеупорного муллитового материала, синтезированного экзотермической реакцией (патент №2182569, МПК С04В 35/65, 2001). В предлагаемом способе используют минеральную шихту, которая включает в себя оксиды железа, хрома, алюминия, магния или их смеси. Пористый огнеупорный муллитовый материал, содержащий 50-78 мас.% муллита состава xAl2О3 и ySiO2, с содержанием в нем х 66-72 мас.% и у 28-34 мас.%, синтезированного экзотермической реакцией, протекающей в объеме отвержденного пористого материала, полученного перемешиванием молотой минеральной шихты, включающей диоксид кремния и алюминий, с газообразователем - кристаллическим кремнием, предварительно активированным путем тонкого помола до размера частиц менее 100 мкм и смешанным с жидким стеклом. Пористые огнеупорные материалы с муллитовой структурой, полученные по предложенному способу, имеют пористость от 55 до 65, теплопроводность при 20°С 0.06-0.10 Вт/мК и могут быть использованы только в качестве материалов для футеровочных, кладочных и ремонтных работ теплоагрегатов любого типа.
Известен способ изготовления объемных изделий из порошковых материалов (патент РФ №2217265, МПК B 22 F 3/105, 2003), включающий последовательное послойное размещение порошковой композиции в станке для лазерного синтеза объемных изделий, обработку каждого слоя лазерным излучением по заданному контуру и извлечение полученного изделия из станка с удалением порошковой композиции, не принявшей участия в формировании объемного изделия. В качестве порошковой композиции используют просеянные порошковые смеси для СВС при соотношении мольных частей смешиваемых СВС композиций, в соответствии со стехиометрическим составом синтезируемых непосредственно под лазерным излучением систем. В качестве просеянных смесей металлических порошков используют смеси на основе никеля-алюминия, никеля-титана, алюминия и титана. Далее изделие инфильтруется наполнителем, например поливинилацетатом или эпоксидным клеем с последующей просушкой.
Известен также способ получения пористых изделий методом СВС с применением в качестве исходных компонентов порошков никеля, алюминия и добавок (А.Б.Александров, С.Ю.Соломенцев. Технология производства пористых изделий методом самораспространяющегося высокотемпературного синтеза. Технология машиностроения, 2003, №1(41), с.90-94). В качестве добавок используют порошки разных металлов и неметаллов, а также их сплавы и соединения.
Однако стоимость изделий, полученных этими двумя способами, достаточно велика из-за высокой стоимости реагентов, особенно порошка никеля, а также необходимости использования дорогостоящего оборудования - лазера.
Известен способ получения изделий из пористых композиционных материалов (патент РФ №1826300, МПК B 22 F 3/10, С22С 1/04, 1996). Пористые изделия получают горением смеси, содержащей, по меньшей мере, один металл VI-VI, VIII групп Периодической системы и, по меньшей мере, один неметалл, выбранный из ряда: бор, углерод, кремний, формуют, проводят термовакуумную обработку, заготовку нагревают до 700-1050°С, инициируют горение в инертном газе при давлении 1.5 МПа, прикладывают к заготовке в процессе горения давление 0.2-3.5 МПа в направлении перемещения фронта горения и охлаждают в среде. В смесь дополнительно вводят взятые порознь или в смеси порошки карбида, борида, силицида, по меньшей мере, одного металла IV-VI, VIII групп Периодической системы, порошки оксида, нитрида, по меньшей мере, одного элемента III-V групп Периодической системы, порошки металла I-III групп Периодической системы, причем порошки вводят в количестве до 40 мас.%. Получают фильтрующий материал с изотропным распределением пористости.
Известен способ получения пористого материала и материал, полученный этим способом (патент РФ №2175904, МПК B22F 3/23, С22С 1/08, 2001). Способ заключается в том, что экзотермическую смесь порошков исходных компонентов готовят послойно, не менее двух слоев, равных или отличных по толщине и составу компонентов, с различной дисперсностью.
Для получения качественного тугоплавкого, прочного пористого материала в известном способе используют большое количество ингредиентов. Использование в качестве ингредиентов смеси чистых металлов, неметаллов и дополнительных добавок делает изделие дорогостоящим.
Недостатками указанных способов являются использование дорогостоящего оборудования и сложность технологического процесса, включающего предварительную термовакуумную обработку, формование смеси при давлении 10-400 МПа, использование инертной атмосферы или вакуума. Кроме того, готовые изделия имеют малые размеры.
Полученные известными способами градиентные и с изотропным распределением пористости пористые материалы используют исключительно как фильтрующие элементы при изготовлении фильтров бытового и промышленного назначения.
Известен способ изготовления пористых труб из тугоплавких материалов, включающий приготовление реакционной смеси порошков, коаксиальное размещение в форме полой оправки, засыпку смеси в зазор между формой и оправкой, локальное воспламенение реакционной смеси, причем перед локальным воспламенением полость оправки заполняют порошком формообразующего материала, выбранного из группы: оксид алюминия, оксид циркония, оксид магния, после чего оправку извлекают (патент №1499813, МПК B22F 3/10, С22С 1/04, 2000). Изобретение направлено на повышение технологичности способа за счет многократного использования формообразующего материала и упрощения.
Недостатком известного способа является низкая механическая прочность крупногабаритных пористых труб вследствие высоких градиентов температуры, недореагирования реакционной смеси на внешней стенке изделия, контактирующей с металлической формой. На длинных пористых трубах образуются поперечные трещины за счет сильного перепада давления газовой среды между внутренней и внешней стенками трубы. Возникновение перепада давления связано с непроницаемостью стенки металлической формы и односторонней фильтрацией выделяющегося при синтезе газа через внутреннюю формообразующую засыпку. Максимальное давление газа развивается в области с максимальной температурой волны горения (1500-2000°С). Кроме того, использование в известном способе чистых металлов никеля, циркония, специальной инертной атмосферы (аргон) существенно повышает стоимость готовых изделий.
Также известен способ изготовления пористых изделий из порошковых материалов (патент №1790806, МПК B22F 3/10,1996), заключающийся в том, что СВС осуществляют в нестационарном режиме, локально инициируя горение, причем фронт горения направляют перпендикулярно заданному направлению поровых каналов, охлаждая противоположные стороны изделия с различной скоростью.
Таким способом получают изделия с переменной сквозной пористостью (различные размеры пор противоположных сторон изделия), обладающих анизотропией эксплуатационных характеристик (теплопроводности, проницаемости, механических свойств). Диапазон пористости 65-70%. Этим способом получают изделия с размером пор менее 100 мкм, что исключает их использование в качестве насадков для газовых горелок.
Известен также способ получения пористых проницаемых металлокерамических материалов (патент №1834907, МПК С 22 С 1/04, B 22 F 3/10,1993) методом СВС.
Недостатком являются ограниченные размеры изделий и невысокая термостойкость (не выше 1000°С).
Наиболее близким по технической сущности является способ изготовления пористых труб, преимущественно крупногабаритных (патент №1818880, МПК C 22 F 1/04, 1996). Сущность изобретения заключается в том, что между формой и реакционной смесью дополнительно помещают оправку. В оправку засыпают тугоплавкий материал толщиной не менее 10 мм с размером зерна 0.5-3 мм. Засыпаемый материал имеет температуру плавления выше температуры реакции. Пористость равна 75%, прочность на разрыв получаемых изделий достигает 0.46-0.50 МПа за счет создания близких условий тепломассообмена для внутренней и внешней стенок трубы.
Недостатком известного технического решения является невысокая термостойкость изделий (до 1000°С) и необходимость создания условий для поддержания инертной атмосферы, поскольку процесс горения осуществляется в присутствии аргона.
Задачей настоящего изобретения является упрощение технологии, повышение термостойкости пористых труб при сохранении высокой прочности изделий.
Задача решается тем, что готовят реакционную смесь на основе оксида железа и алюминия, в которую вводят тугоплавкий компонент и газификатор, в центре формы устанавливают теплообменник, коаксиально размещают две оправки разного диаметра, полости между внешней оболочкой формы и оправкой большего диаметра, теплообменником и оправкой меньшего диаметра заполняют формообразующим материалом, проводят подпрессовку формообразующего материала, затем оправки удаляют и заполняют реакционной смесью полости, образовавшиеся после их удаления, а синтез в режиме послойного горения осуществляют на воздухе локальным воспламенением реакционной смеси.
В реакционную смесь в качестве тугоплавкого компонента вводят оксид магния и/или оксид алюминия, а в качестве газификатора - карбонат магния и/или кальция при следующем соотношении компонентов, мас.%:
В реакционную смесь в качестве тугоплавкого компонента вводят оксид магния и оксид алюминия, а в качестве газификатора - карбонат магния и кальция при следующем соотношении компонентов, мас.%:
В реакционную смесь в качестве тугоплавкого компонента вводят оксид магния, оксид алюминия и хром, а в качестве газификатора - нитрид аммония при следующем соотношении компонентов, мас.%:
В качестве формообразующего материала используют материал, температура плавления которого ниже температуры реакции, например оксид магния. Роль теплообменника выполняет пустотелая цилиндрическая оправка, заполненная металлическим сплавом, например хромалюминиевым сплавом. Теплоизолирующие слои формообразующего материала и теплообменника релаксируют термическое напряжение системы.
Заявляемая совокупность признаков обеспечивает высокую термостойкость и прочность изделий и упрощает процесс, осуществляемый на воздухе, позволяет получать изделия широкого размерного диапазона.
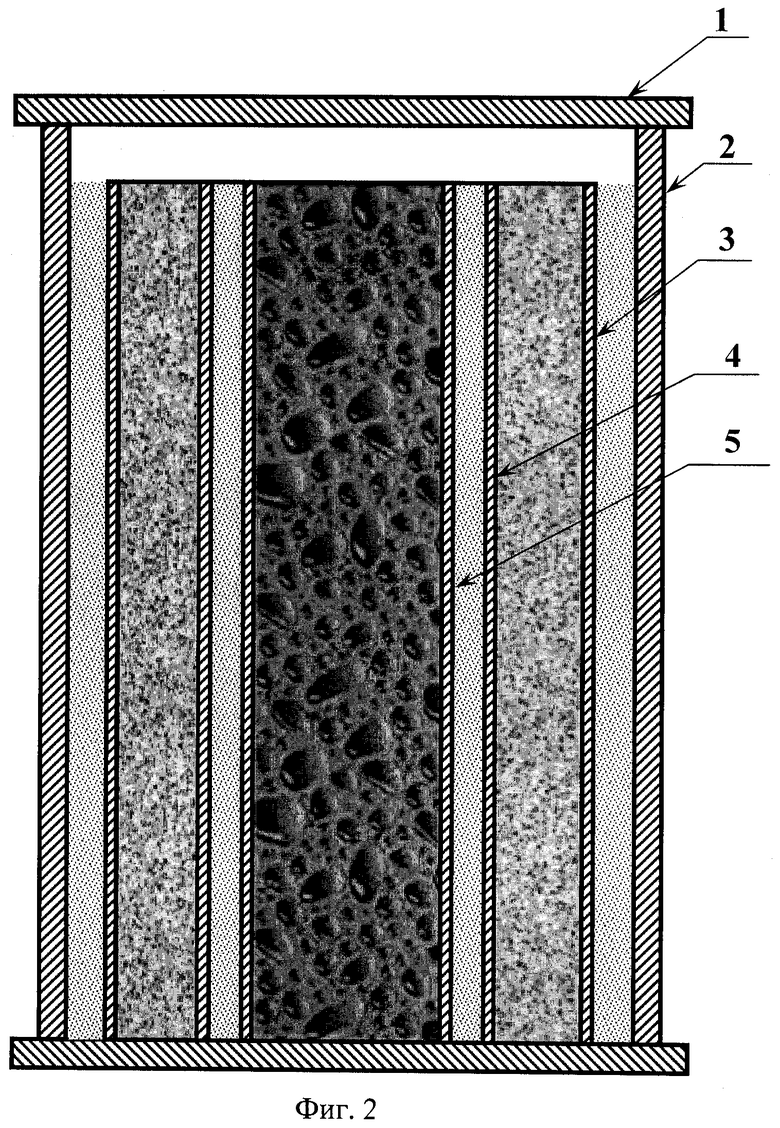
Оксиды железа и алюминий являются основными компонентами смеси. Введение в реакционную смесь тугоплавкого соединения (оксида магния и/или алюминия, хрома) в заявляемых количествах в сочетании с другими компонентами смеси повышает термостойкость изделия по сравнению с прототипом до 1500°С, а введение газификатора (карбоната магния и/или кальция или нитрида аммония) увеличивает средний размер пор (от 100 до 2000 мкм) и формирует структуру пор с периодически переменным сечением каналов.
Если размер пор менее 100 мкм, резко увеличивается газодинамическое сопротивление трубы, что затрудняет подачу необходимого количества рабочей газовой смеси через ее стенки. Если размер пор выше критического (2000 мкм), возможен проскок пламени внутрь трубы, что является недопустимым в процессе ее эксплуатации в качестве насадка газовой горелки.
Введение тугоплавкого компонента менее заявляемых количеств не обеспечивает термостойкость, необходимую для сжигания газообразного топлива (1500°С), а более - ухудшает структуру материала вследствие резкого снижения размера пор. Оптимальными количествами газификатора в реакционной смеси в разных вариантах исходной смеси являются 2-8 мас.% MgCO3/СаСО3, 2-5 мас.% карбоната магния MgCO3 и 5-8 мас.% карбоната кальция СаСО3, 1-2 мас.% нитрида аммония NH4NO3.
Эффективность процесса сжигания газа в газовых горелках определяется не только размером пор, но и их формой, распределением в пористой трубе.
При количествах газификатора, меньших заявляемых, не достигается необходимого порового размера и формы, выше - размер пор увеличивается, теряется периодически переменное сечение каналов пор, снижается прочность изделий.
Выбор в качестве теплообменника металлического сплава, например хромалюминиевого сплава, обеспечивает оптимальный режим охлаждения продуктов сгорания, что устраняет возможность образования трещин и увеличивает прочность готовых изделий.
Использование всех существенных признаков заявляемого технического решения позволяет получить изделие в форме трубы размером до 2000 мм и диаметром до 500 мм с открытой пористостью 60-80%, имеющей периодически переменное сечение каналов пор с длиной периода 200-5000 мкм при соотношении площади минимального сечения каналов к максимальному, равном 1:50-70, обеспечивающих термостойкость до 1500°С, прочность, обусловленные структурой и свойствами получаемого изделия, эффективное прохождение горючей смеси и достижения полноты ее сжигания.
На фигуре 1 показана структура полученных заявляемым способом крупнопористых огнеупорных труб.
Способ осуществляют следующим образом.
Пример 1. Готовят реакционную смесь состава, мас.%: оксид железа FeO- 44, алюминий - 14, оксид магния - 34, карбонат кальция - 5, карбонат магния - 3. На фигуре 2 показана схема осуществления способа. В полости между внешней оболочкой диаметром 280 мм (2) и оправкой диаметром 245 мм (3), теплообменником - пустотелой цилиндрической оправкой, заполненной хромалюминиевым сплавом (5), и оправкой диаметром 185 мм (4) засыпают и подпрессовывают формообразующий материал - оксид магния. После извлечения оправок диаметром 245 мм (3) и диаметром 185 мм (4) в образующуюся полость укладывают приготовленную реакционную смесь и устанавливают крышку (1). Процесс локального воспламенения реакционной смеси реализуют путем подачи напряжения на спираль из молибденовой проволоки диаметром 0.5 мм через токовводы, смонтированные на внешней оболочке. Экзотермическая реакция осуществляется на воздухе. После прохождения реакции синтеза и последующего медленного охлаждения за счет теплоизолирующих слоев из оксида магния и хромалюминиевого сплава (теплообменника) получают крупногабаритное огнеупорное металлокерамическое изделия в виде трубы с пористостью 70%, средним размером пор 500 мкм, термостойкостью до 1500°С, пределом прочности на сжатие 23 МПа.
Пример 2. Готовят реакционную смесь состава, мас.%: оксид железа Fe3O4 - 45, алюминий - 13, оксид магния - 23, оксид алюминия - 10, карбонат магния - 4, карбонат кальция - 5. Далее способ осуществляют как в примере 1.
Получают крупногабаритное огнеупорное металлокерамическое изделия в виде трубы с пористостью 75%, средним размером пор 1000 мкм, термостойкостью до 1500°С, пределом прочности на сжатие 26 МПа.
Пример 3. Готовят реакционную смесь состава, мас.%: оксид железа FeO - 46, алюминий - 14, оксид магния - 16, оксид алюминия - 9, хром - 13, нитрид аммония - 2. Далее способ осуществляют, как в примере 1.
Получают крупногабаритное огнеупорное металлокерамическое изделие в виде трубы с пористостью 80%, средним размером пор 1500 мкм, термостойкостью до 1500°С, пределом прочности на сжатие 31 МПа.
Такие изделия применимы также:
- в нефтехимической промышленности как для очистки топлив, масел и других нефтепродуктов, так и в качестве проточных электронагревателей,
- в газовой промышленности для очистки природного газа,
- в химической промышленности для очистки воздуха, пара, растворов кислот, щелочей,
- в металлургической промышленности для очистки газовых выбросов и промышленных стоков,
- в теплоэнергетике в качестве газовых горелок, для очистки природного газа перед сжиганием,
- в коммунальном хозяйстве для очистки питьевой воды.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПОРИСТЫХ КЕРАМИЧЕСКИХ БЛОКОВ | 2013 |
|
RU2533510C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТОГО МАТЕРИАЛА НА ОСНОВЕ НИТРИДА КРЕМНИЯ | 2019 |
|
RU2736195C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ НА ОСНОВЕ АЛЮМИНИДА НИКЕЛЯ ИЛИ АЛЮМИНИДА ТИТАНА | 2007 |
|
RU2354501C1 |
| МИШЕНЬ ДЛЯ ПОЛУЧЕНИЯ ФУНКЦИОНАЛЬНЫХ ПОКРЫТИЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2569293C1 |
| Способ получения пористых проницаемых металлокерамических материалов | 1989 |
|
SU1834907A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ ИЗ НИТРИДА КРЕМНИЯ | 1991 |
|
RU2028997C1 |
| Способ получения электродов из сплавов на основе алюминида титана | 2016 |
|
RU2630157C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ПОРОШКОВ НА ОСНОВЕ АЛЬФА-ФАЗЫ НИТРИДА КРЕМНИЯ МЕТОДОМ СВС | 2014 |
|
RU2556931C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕОРГАНИЧЕСКИХ МАТЕРИАЛОВ В РЕЖИМЕ ГОРЕНИЯ | 2004 |
|
RU2277031C2 |
| Способ получения композиционных порошков на основе альфы-фазы нитрида кремния методом СВС | 2024 |
|
RU2833526C1 |
Изобретение относится к порошковой металлургии, в частности к получению крупнопористых термостойких труб, может использоваться в теплоэнергетике в качестве насадок на газовые горелки. Готовят реакционную смесь на основе алюминия и оксида железа, в которую вводят тугоплавкий компонент и газификатор. В форме коаксиально размещают две оправки разного диаметра, а в центре - теплообменник. Полости между теплообменником и оправкой меньшего диаметра и между внешней оболочкой формы и оправкой большего диаметра заполняют формообразующим материалом и проводят его подпрессовку. Оправки удаляют, заполняют реакционной смесью полости, образовавшиеся после их удаления, и проводят синтез на воздухе в режиме самоподдерживающегося горения. Способ позволяет повысить термостойкость при сохранении высокой прочности труб и упростить технологию их изготовления. 5 з.п. ф-лы, 2 ил.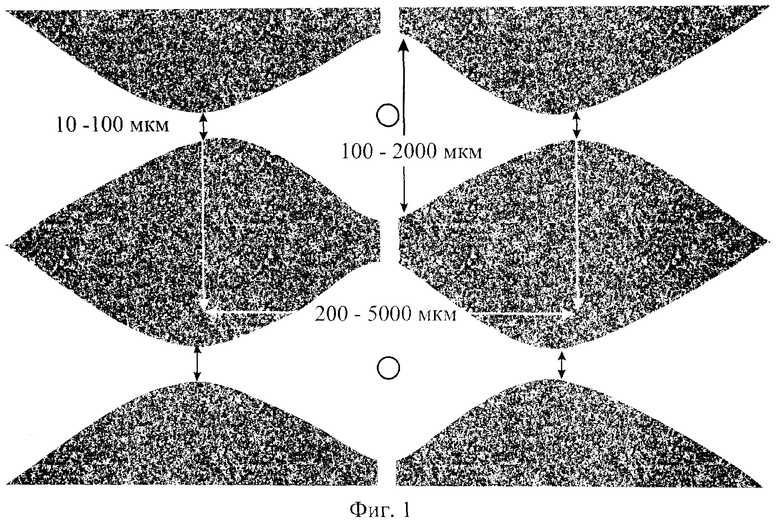
| SU 1818880 A1, 20.07.1996 | |||
| Способ получения трубных заготовок | 1988 |
|
SU1694673A1 |
| Способ получения двухслойных труб | 1977 |
|
SU725326A1 |
| DE 3133209 A1, 10.03.1983 | |||
| US 5145619 A, 08.09.1992 | |||
| US 4363832 A, 14.12.1982. | |||

