Изобретение относится к вспомогательным устройствам для металлообрабатывающих агрегатных станков или поточных линий, а именно, к транспортированию и манипулированию обрабатываемыми деталями между примыкающими станками, с использованием кассет накопления межоперационного запаса деталей.
В качестве наиболее близкого аналога по числу совпадающих признаков и технической сущности выбрано устройство для транспортирования и перегрузки деталей из кассет, описанное в изобретении SU 1364443 A1, B23Q 41/02, 1988 г, которое содержит примыкающие к обрабатывающему оборудованию накопитель кассет и робот-манипулятор, оснащенный механизмом захвата детали, включающим стыковочное устройство с исполнительным органом.
Особенностью известного устройства является то, что механизм захвата оснащен стыковочным узлом с органами и элементами фиксации кассет и разъема. В корпусе кассеты размещен механизм фиксации и разъема исполнительных органов со стыковочным узлом, выполненным в виде шарнирно установленных на корпусе подпружиненных двуплечих рычагов, на одном плече каждого из которых шарнирно установлена собачка, а на другом - подпружиненная планка, причем собачка установлена с возможностью взаимодействия с элементами фиксации стыковочного устройства, а подпружиненная планка - с выступами, которые выполнены на каждом исполнительном органе.
Промышленный робот устанавливает стыковочное устройство над исполнительным органом и опускает его, при этом базовые пальцы (штыри позиционирования) стыковочного устройства входят в отверстия исполнительного органа и замыкаются в нем фиксаторами.
Промышленный робот поднимает зафиксированный исполнительный орган и производит разгрузку деталей из кассет, например, вакуум-присоской, которой снабжен исполнительный орган.
Смена исполнительного органа производится следующим образом: промышленный робот опускает исполнительный орган в корпус кассеты, при этом выступы его корпуса нажимают на планку и поворачивают рычаг, закручивая пружину, а собачка упирается в корпус стыковочного устройства.
Ролики фиксатора оказываются снаружи собачек и при дальнейшем опускании стыковочного устройства рычаг продолжают поворачиваться, собачки скользят по поверхности стыковочного устройства, скручивая пружину.
Исполнительный орган вводится отверстиями на базирующие штыри, при этом собачки выводят фиксаторы со сков штырей и промышленный робот освобождается от исполнительных органов.
Таким образом, известное устройство расширяет технологические возможности путем использования модуля для загрузки деталей различных типов путем замены автоматических захватов.
Недостатком известного устройства для транспортирования и перегрузки деталей является сложность конструктивной связи робота-манипулятора с кассетами посредством адаптера (стыковочного узла, автоматически взаимодействующего с исполнительными органами кассет, оснащенного прецизионными механизмами ориентирования, кинематического и электрического переключения, пружинно-рычажной путевой системой управления).
Многофункциональный стыковочный узел требует высокопрофессионального обслуживания и тонкой технологической наладки на деталях разных типоразмеров, что представляет собой техническую сложность в серийном производстве.
Технической задачей, на решение которой направлено настоящее изобретение, является упрощение конструкции универсального устройства перегрузки деталей из обрабатывающего оборудования в кассеты для накопления и обеспечение мобильности его переустановки на различных участках технологического потока.
Требуемый технический результат достигается тем, что известное устройство для перегрузки деталей с накоплением их в кассетах, содержащее выполненные с возможностью примыкания к обрабатывающему оборудованию робот-манипулятор и накопитель кассет, оснащенных отверстиями для взаимодействия с базирующими штырями для позиционирования кассет, согласно изобретению, снабжено тележкой с регулируемыми упорами для ее фиксации в заданном положении, блоком обдува перегружаемых деталей сжатым воздухом из распределенных форсунок и установленными на накопителе опорными столами с базирующими штырями для позиционирования кассет, при этом упомянутые робот-манипулятор и накопитель кассет закреплены на тележке, а упомянутый блок обдува размещен на тележке между опорными столами накопителя.
Отличительные признаки предложенного технического решения обеспечили мобильную перестановку устройства на различные участки автоматических, поточных и автоматизированных линий, при существенном упрощении межстаночных операций, которые совмещены в одном модуле с очисткой поверхности перегружаемых деталей, и оперативную переналадку устройства на различные типоразмеры деталей, что упрощает производственный цикл.
Крепление робота-манипулятора и накопителя кассет на общей тележке обеспечивает мобильность переустановки и адаптацию предложенного устройства на различных участках поточной линии, что расширяет технологические возможности по комплектованию межстаночных связей средством перегрузки деталей и снижает капитальные затраты производства.
Снабжение несущей тележки регулируемыми упорами позволяет оперативно монтировать устройство на заданном производственном участке, стационарно устанавливая модуль перегрузки и транспортирования деталей в примыкании к обрабатывающему оборудованию, в ориентированном по горизонту положении тележки и, следовательно, размещенных на ней структурных элементов устройства.
Установка на тележке модуля головки обдува перегружаемых деталей сжатым воздухом обеспечивает совмещение вспомогательных операций и направлена на повышение качества их обработки.
Распределенное размещение форсунок обеспечивает направленный обдув всей поверхности деталей для полного и гарантированного удаления СОЖ и твердых включений.
Размещение головки обдува между позициями накопителя, двумя его опорными столами под кассеты для перегружаемых деталей, увеличивает емкость компактного модуля и расширяет вариативность расходования буферного запаса деталей при остановке обрабатывающего станка, что повышает коэффициент технического использования участка в целом.
Размещение штырей позиционирования непосредственно на опорных столах накопителя упрощает конструкцию устройства и технологию его обслуживания и эксплуатации.
Следовательно, каждый существенный признак необходим, а их совокупность в устойчивой взаимосвязи являются достаточными для достижения новизны качества, не присущей признакам в разобщенности, то есть поставленная в изобретении техническая задача решена не суммой эффектов, а новым сверхэффектом суммы признаков.
Сущность изобретения поясняется чертежами, которые имеют чисто иллюстративное назначение и не ограничивают объема притязаний совокупности существенных признаков формулы.
На чертежах изображено:
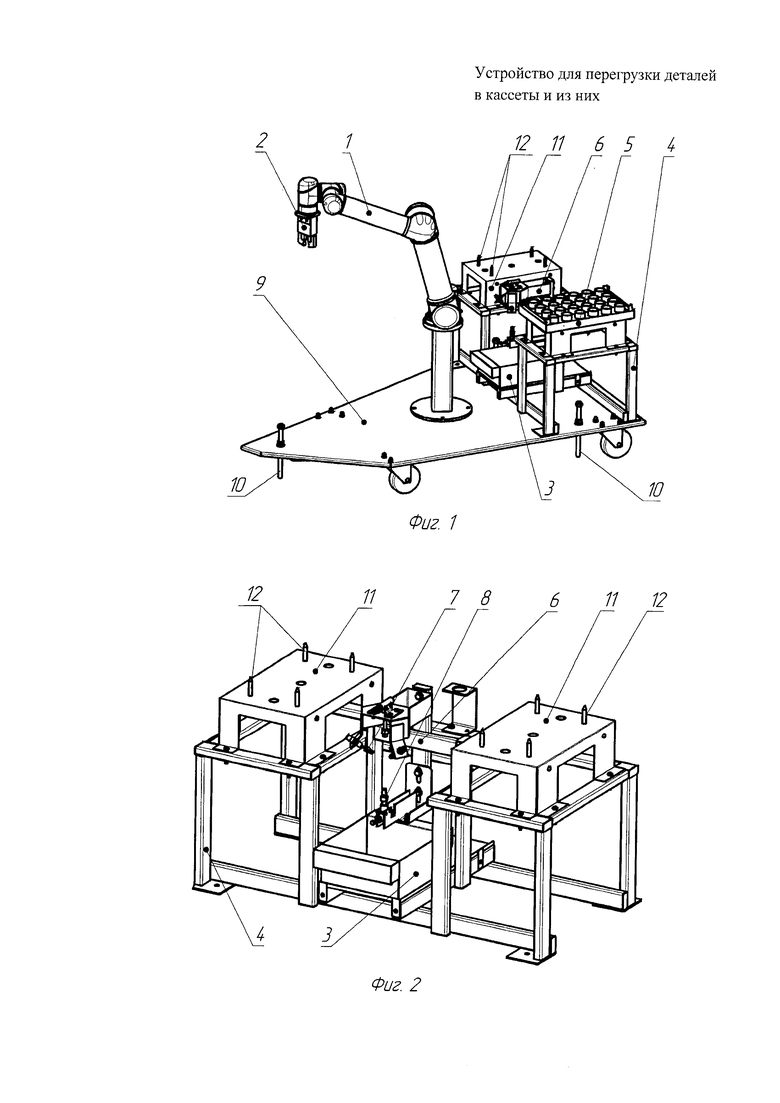
на фиг. 1 - общий вид устройства в изометрии;
на фиг. 2 - накопитель кассет с блоком обдува;
на фиг. 3 - кассета для накопления перегружаемых деталей.
Предложенное межстаночное устройство перегрузки (фиг. 1) содержит робот-манипулятор 1 с клещевым захватом 2, функционирующий по программе блока 3 управления, накопитель 4 сменных кассет 5 под перегружаемые детали и блок 6 для поштучного обдува сжатым воздухом через распределенные форсунки 7 и 8, соответственно сверху и снизу позиционируемой детали.
Робот-манипулятор 1 и накопитель 4 жестко закреплены на тележке 9, оснащенной регулируемыми упорами 10 для стационарной ее установки в примыкании к обрабатывающему оборудованию (условно не показано), которое позволяет выставить тележку 9 горизонтально.
На раме накопителя 4 периферийно закреплены опорные столы 11 под кассеты 5, а в центре - блок 3 управления и блок 6 обдува (фиг. 1 и 2).
В опорных столах 11 смонтированы базирующие штыри 12 под совмещение отверстия 13 в кассетах 5, несущих распределенные втулки 14 под размещение обрабатываемых деталей (фиг. 3).
Функционирует устройство по изобретению следующим образом.
На тележке 9 устройство координатно располагают в примыкании к обрабатывающему оборудованию, при этом заданное положение фиксируется регулируемыми упорами 10, перемещаемыми по высоте, которые, ограниченные поверхностью пола, приподнимают тележку 9, предотвращая тем самым ее произвольное перекатывание под уклон.
По команде с блока 3 робот-манипулятор 1 захватом 2 извлекает обработанную деталь из технологического оборудования и переносит ее к блоку 6, где переориентирует деталь продольным глухим отверстием на форсунке 8 для обдува внутренней поверхности каморы.
При этом наружная поверхность детали обдувается сжатым воздухом из форсунки 7, в результате чего удаляются остатки СОЖ и твердые сорные включения.
Затем робот-манипулятор 1 просушенную деталь переносит к свободной втулке 14 заполняемой кассеты 5, где зажим 2 раскрывается и деталь гравитационно устанавливается во втулке 14 (или падает на отводящий транспортер).
Далее цикл работы повторяется до заполнения кассеты 5, которую сохраняют в качестве межоперационного задела, повышая КТИ оборудования, или заменяют пустой кассетой 5 для продолжения работы.
В случае производственной необходимости, в частности, при избыточном накоплении деталей, когда включается параллельно работающее оборудование на последующей операции, обеспечивая повышенный расход деталей, описанное устройство перемещают на этот участок потока.
Для этого регулируемые упоры 10 возвращают в верхнее исходное положение, после чего модульное устройство перемещают на тележке 9 для оперативной перегрузки избытка деталей на проблемном участке технологического потока.
Опытный образец устройства по изобретению был изготовлен в виде перегрузочного модуля к токарному обрабатывающему центру TW1N42 и опробован при совместной работе для перегрузки деталей из выводящего конвейера в накопительную кассету 5.
Предложенное устройство рекомендуется использовать для межстаночного транспортирования деталей с пространственным манипулированием для дополнительной обработки перед укладкой в кассету 5, где происходит накопление деталей и возможен их расход при штучной подаче на последующую обработку.
В качестве примыкающего оборудования могут быть металлообрабатывающие станки, токарные центры, структурные составляющие технологических участков автоматических, поточных линий.
Сравнение предложенного технического решения с выявленными аналогами уровня техники не показало идентичного совпадения совокупности существенных признаков изобретения.
Предложенные отличия мобильного устройства для межстаночной перегрузки и накопления деталей, которые прямо не следуют из постановки технической задачи, не являются очевидными для специалистов по автоматизации технологии механического производства.
Изготовление универсального подвижного модуля по изобретению возможно осуществлять на действующем производстве.
Из вышесказанного можно сделать вывод о соответствии изобретения условиям патентоспособности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для транспортирования и перегрузки деталей из кассет | 1985 |
|
SU1364443A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ, ОБЖИГОВАЯ МНОГОЩЕЛЕВАЯ ШАХТНАЯ ПЕЧЬ ДЛЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И СУШИЛЬНАЯ КАМЕРА ДЛЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2046708C1 |
| Гибкая производственная система | 1989 |
|
SU1672704A1 |
| Гибкий производственный модуль | 1990 |
|
SU1824287A1 |
| Автоматическая поточная линия для изготовления книг | 1986 |
|
SU1426848A1 |
| Гибкая производственная система | 1989 |
|
SU1673397A1 |
| Гибкая производственная система | 1988 |
|
SU1743802A1 |
| Сборочный центр | 1985 |
|
SU1311908A1 |
| Поворотный стол для подачи кассет с деталями к роботу | 1989 |
|
SU1792775A1 |
| Поточная линия для производства трикотажного полотна | 1981 |
|
SU1306991A1 |

Изобретение может быть использовано при транспортировании и манипулировании обрабатываемыми деталями между примыкающими станками с использованием кассет накопления межоперационного запаса деталей. Робот-манипулятор и накопитель кассет выполнены с возможностью примыкания к обрабатывающему оборудованию и оснащены отверстиями для взаимодействия с базирующими штырями для позиционирования кассет. Устройство снабжено тележкой с регулируемыми упорами для ее фиксации в заданном положении и блоком обдува перегружаемых деталей сжатым воздухом из распределенных форсунок. На накопителе установлены опорные столы с базирующими штырями для позиционирования кассет. Робот-манипулятор и накопитель кассет закреплены на тележке, а блок обдува размещен на тележке между опорными столами накопителя. Устройство обеспечивает его мобильную перестановку на различные участки автоматических, поточных и автоматизированных линий при существенном упрощении межстаночных операций, а также его оперативную переналадку на различные типоразмеры деталей. 3 ил.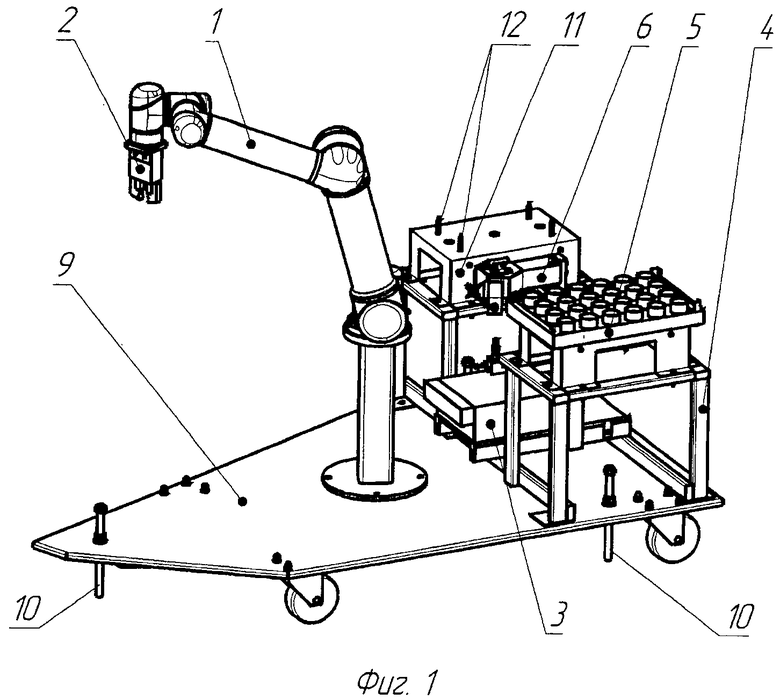
Устройство для перегрузки деталей с накоплением их в кассетах, содержащее выполненные с возможностью примыкания к обрабатывающему оборудованию робот-манипулятор и накопитель кассет, оснащенных отверстиями для взаимодействия с базирующими штырями для позиционирования кассет, отличающееся тем, что оно снабжено тележкой с регулируемыми упорами для ее фиксации в заданном положении, блоком обдува перегружаемых деталей сжатым воздухом из распределенных форсунок и установленными на накопителе опорными столами с базирующими штырями для позиционирования кассет, при этом упомянутые робот-манипулятор и накопитель кассет закреплены на тележке, а упомянутый блок обдува размещен на тележке между опорными столами накопителя.
| Устройство для транспортирования и перегрузки деталей из кассет | 1985 |
|
SU1364443A1 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ КОМПЛЕКС | 1990 |
|
RU2023571C1 |
| Автоматизированный участок механической обработки изделий с центральным отверстием | 1983 |
|
SU1073077A1 |
| Транспортно-накопительная система | 1990 |
|
SU1750926A1 |
| ДИФФЕРЕНЦИРОВАННЫЕ ПО ПОЛУ ИСКУССТВЕННЫЕ ПИТАТЕЛЬНЫЕ КОМПОЗИЦИИ И СОДЕРЖАЩИЕ ИХ СИСТЕМЫ ПИТАНИЯ | 2015 |
|
RU2708313C2 |
| JPS 58181541 A, 24.10.1983 | |||
| JPS 6374557 A, 05.04.1988. | |||

