Изобретение относится к устройству для пространственного ориентирования по меньшей мере двух крупноформатных компонентов секции фюзеляжа, в частности по меньшей мере одной боковой оболочки, по меньшей мере одной верхней оболочки, по меньшей мере одной нижней оболочки и/или по меньшей мере одного каркаса пола, по отношению друг к другу для интеграции компонента, в частности секции фюзеляжа летательного аппарата.
Кроме того, изобретение относится к способу пространственного ориентирования по меньшей мере двух компонентов секции фюзеляжа.
В современном авиастроении отсеки фюзеляжа изготавливаются в так называемом секционном монтаже. При этом компоненты секции фюзеляжа, как, например, боковые оболочки, верхние и нижние оболочки, а также каркасы пола и, при необходимости, другие системные компоненты, как, например, технические системы оснащения, интегрируются в секцию фюзеляжа. Полный отсек фюзеляжа летательного аппарата затем образуется из множества размещенных друг за другом секций фюзеляжа.
В используемых в настоящее время производственных установках для изготовления отсеков фюзеляжа имеются устройства позиционирования, с помощью которых компоненты секции фюзеляжа захватываются и ориентируются в пространстве по отношению друг к другу. Необходимые данные для ориентирования определяются посредством подходящих измерительных устройств. Собственно ориентирование осуществляется затем при ручном управлении в итерационном процессе. При этом, однако, наряду с требуемой высокой точностью подгонки, должны, в частности, ограничиваться усилия, воздействующие на компоненты секции фюзеляжа, чтобы, например, предотвращать неопределенные собственные деформации из-за внешних механических сил, воздействующих на компоненты секции фюзеляжа. Однако, вследствие этих эффектов, увеличивается количество требуемых для достижения заданной номинальной позиции выполняемых итерационных процессов перемещения отдельных устройств позиционирования. Кроме того, в случае осуществляемого вручную позиционирования, по причинам безопасности, как правило, лишь соответствующее одно устройство позиционирования перемещается в каждый данный момент времени. Вышеназванные недостатки при известном способе для монтажа секции фюзеляжа или при используемых для этого устройствах приводят к увеличенному времени монтажа.
Задачей настоящего изобретения является создать устройство, которое позволяет по возможности быстро установить заданную проектную геометрию компонентов секции фюзеляжа и затем компоненты секции фюзеляжа посредством предпочтительно простых перемещений перевести в позицию, обеспечивающую возможность скрепления и/или стыковки.
Эта задача решается устройством согласно пункту 1 формулы изобретения, которое имеет следующие признаки:
а) по меньшей мере два устройства позиционирования для захватывания, соответственно, компонента секции фюзеляжа, в частности по меньшей мере два устройства позиционирования боковых оболочек, по меньшей мере одно устройство позиционирования верхней оболочки и/или по меньшей мере одно устройство позиционирования нижней оболочки,
b) по меньшей мере одно измерительное устройство для определения множества данных измерений, в частности данных положения компонентов секции фюзеляжа и/или устройств позиционирования,
c) по меньшей мере одно устройство управления, в частности CNC-управление, и
d) по меньшей мере одна нейронная сеть.
Устройства позиционирования заявленного устройства обеспечивают возможность предпочтительно автоматического захватывания и свободной позиционируемости по меньшей мере двух компонентов секции фюзеляжа, как, например, боковых оболочек, верхней и нижней оболочки и по меньшей мере одного каркаса пола, в трехмерном пространстве. При этом следует учитывать, что крупноформатные компоненты секции фюзеляжа после их захватывания позиционирующими устройствами или находящимися на них фиксирующими устройствами, ввиду их собственной гибкости, прежде всего, должны приводиться в заданную, точно определенную проектную геометрию. Только после достижения этой проектной геометрии компоненты секции фюзеляжа могут, например, посредством технологических перемещений устройств позиционирования, приводиться в позицию, обеспечивающую возможность скрепления и стыковки. Геометрия, устанавливающаяся сначала в компонентах секции фюзеляжа после захватывания в устройствах позиционирования, может быть описана только с применением сложных, нелинейных математических алгоритмов.
Устройство с этой целью оснащено по меньшей мере одной нейронной сетью, которая предпочтительно служит для установки конструктивно заданной проектной геометрии по меньшей мере двух компонентов секции фюзеляжа посредством одновременного перемещения устройств позиционирования. Вследствие одновременно осуществляемых и контролируемых нейронной сетью технологических перемещений устройств позиционирования можно существенным образом сократить затраты времени на достижение проектной геометрии.
Для дополнительного или альтернативного контроля технологических перемещений устройств позиционирования, кроме того, требуется по меньшей мере одно устройство управления, которое может быть реализовано, например, с помощью известного CNC (компьютерного числового программного) управления. После того как компоненты секции фюзеляжа посредством нейронной сети приведены в предусмотренную проектную геометрию, компоненты секции фюзеляжа, под контролем CNC-управления, например, посредством простых технологических перемещений, могут приводиться в позицию, обеспечивающую возможность скрепления и стыковки. За счет того, что компоненты секции фюзеляжа посредством нейронной сети сначала приводятся в заданную проектную геометрию, значительным образом снижаются затраты на регулирование и/или управление, которые необходимы для контроля технологических перемещений компонентов секции фюзеляжа до достижения состояния, обеспечивающего возможность скрепления и/или стыковки.
Согласно предпочтительным выполнениям устройства, посредством по меньшей мере одного измерительного устройства может определяться пространственное положение компонентов секции фюзеляжа и/или устройств позиционирования.
За счет этого возможно высокоточное ориентирование компонентов секции фюзеляжа, которые подлежат сборке. Процесс позиционирования при этом постоянно контролируется по меньшей мере одним устройством управления и/или по меньшей мере одной нейронной сетью.
Согласно дальнейшему развитию устройства, предусмотрено, что по меньшей мере одно измерительное устройство имеет по меньшей мере одно лазерное следящее устройство и/или по меньшей мере одну фотограмметрическую систему.
За счет этого возможно бесконтактное определение соответствующей пространственной позиции компонентов секции фюзеляжа с высокой точностью лучше, чем 0,1 мм, в пределах устройства. При определении пространственных данных положения компонентов секции фюзеляжа посредством лазерного следящего устройства компоненты секции фюзеляжа предпочтительно оснащаются, соответственно, по меньшей мере шестью отражательными метками. В случае основанной на фотограмметрических методах измерительной системы, такие дополнительные маркировки не являются обязательными, однако могут, за счет обусловленного этим улучшения контраста оцениваемых изображений, способствовать ускорению процесса измерений и/или повышению точности измерений. В качестве альтернативы, может также применяться лазерная GPS-система, которая пригодна для применения внутри помещений и которая генерирует опорную лазерную сетку в пространстве (так называемая GPS внутреннего применения).
Дальнейшее развитие устройства предусматривает, что нейронная сеть может быть выполнена на основе аппаратных средств и/или на основе программного обеспечения, в частности, в рамках по меньшей мере одного устройства управления.
Основанная на аппаратных средствах реализация нейронной сети имеет прежде всего преимущества по скорости, обусловленные, однако, заметно более высокими затратами на систему. Решение, основанное на программном обеспечении, напротив, можно интегрировать непосредственно в CNC-управление, и без того требуемое в общем случае для управления устройствами позиционирования, или в уже имеющееся вычислительное устройство.
Согласно дальнейшему выполнению изобретения, полученные по меньшей мере одним измерительным устройством данные положения компонентов секции фюзеляжа подаются на устройство управления, а также в нейронную сеть.
Эта подача по обратной связи полученных измерительным устройством пространственных координат в по меньшей мере одну нейронную сеть, а также в устройство управления требуется для создания замкнутого (с обратной связью) контура управления. Тем самым устройство управления, а также нейронная сеть могут распознавать, возможно, имеющиеся некорректные позиционирования компонентов секции фюзеляжа с малой временной задержкой и противодействовать этим отклонениям от заданного положения посредством соответствующего перемещения устройств позиционирования.
Согласно предпочтительному дальнейшему развитию устройства, устройства позиционирования оснащены, соответственно, фиксирующим устройством для захватывания и освобождения по меньшей мере одного компонента секции фюзеляжа, причем по меньшей мере одно фиксирующее устройство является контролируемым посредством устройства управления.
Тем самым обеспечивается возможность полностью автоматического захватывания, а также, при необходимости, самостоятельного съема компонентов секции фюзеляжа посредством устройств позиционирования. Фиксирующие устройства могут быть реализованы, например, с вакуумными присосками или с применением шаровых головок, помещаемых в полусферические гнезда без зазора.
Другое предпочтительное выполнение устройства предусматривает, что устройства позиционирования дополнительно могут контролироваться ручным управлением.
Тем самым обслуживающему персоналу, в случае ошибки, обеспечиваются возможности дополнительного вмешательства. Кроме того, ручное управление, при необходимости, обеспечивает возможность дополнительной ручной точной коррекции уже установленной нейронной сетью проектной геометрии компонентов секции фюзеляжа. Ручное управление, например, в форме «джойстика», выдает электрические сигналы, которые направляются на соответствующие исполнительные элементы устройств позиционирования. Сигналы ручного управления имеют приоритет перед любыми сигналами нейронной сети и устройства управления. В качестве альтернативы или дополнительно, могут предусматриваться вспомогательные средства позиционирования, например линии излучения лазера или т.п., чтобы улучшить точность визуального контроля оператором. Ручное управление предпочтительным образом выполняется так, что соответственно только одно устройство позиционирования может перемещаться вручную посредством по меньшей мере одного исполнительного элемента.
Дальнейшее развитие устройства предусматривает, что предусмотрено по меньшей мере одно устройство скрепления, чтобы фиксировать по меньшей мере два компонента секции фюзеляжа в их относительном положении.
Тем самым не требуется помещение ориентированных надлежащим образом по отношению друг к другу компонентов секции фюзеляжа в отдельное, то есть пространственно отделенное оборудование скрепления и/или стыковки, что могло бы привести к неконтролируемым изменениям положения и обусловленным этим отклонениям или сдвигам.
Согласно предпочтительному дальнейшему развитию устройства, предусмотрено по меньшей мере одно устройство стыковки, чтобы по меньшей мере два компонента секции фюзеляжа состыковать друг с другом.
Тем самым по меньшей мере два компонента секции фюзеляжа, после первоначального процесса 3D-коррекции геометрии и последующего ориентирования, а также опционального скрепления, могут состыковываться в один компонент.
Согласно дальнейшему развитию устройства, в области по меньшей мере одного устройства позиционирования размещен по меньшей мере один измерительный преобразователь (датчик) для определения других данных измерений, который соединен с по меньшей мере одним устройством управления и по меньшей мере одной нейронной сетью.
Это обеспечивает возможность непосредственного определения данных измерений в области устройств позиционирования, например, непосредственного измерения пути и/или силы в устройствах позиционирования.
В случае других предпочтительных вариантов выполнения устройства по меньшей мере один измерительный преобразователь представляет собой датчик усилия, в особенности для определения деформаций компонентов секции фюзеляжа, датчик пути, в особенности для определения данных положения устройств позиционирования, датчик угла поворота, датчик скорости, датчик ускорения, датчик температуры и/или датчик влажности воздуха.
Тем самым, наряду с главным образом определяемыми бесконтактным образом с помощью измерительного устройства данными положения компонентов секции фюзеляжа или устройств позиционирования, может определяться множество других физических параметров непосредственно на устройствах позиционирования, в частности, точные координаты положения устройств позиционирования, чтобы оптимизировать управление устройствами позиционирования посредством нейронной сети и/или устройствами управления. В частности, в случае датчиков пути, может существовать непосредственная механическая связь между контролируемым устройством позиционирования и измерительным преобразователем.
Кроме того, соответствующая изобретению задача решается способом согласно пункту 12 формулы изобретения, который содержит следующие этапы:
a) помещение компонента секции фюзеляжа в соответствующее одно из по меньшей мере двух устройств позиционирования, в частности в по меньшей мере одно устройство позиционирования боковой оболочки, по меньшей мере одно устройство позиционирования верхней оболочки и/или по меньшей мере одно устройство позиционирования нижней оболочки,
b) одновременное перемещение устройств позиционирования под контролем по меньшей мере одной нейронной сети и по меньшей мере одного измерительного устройства, пока не будет достигнута заданная проектная геометрия,
c) определение данных положения по меньшей мере двух компонентов секции фюзеляжа и/или устройств позиционирования посредством измерительного устройства для определения фактического положения, и
d) ориентирование компонентов секции фюзеляжа под контролем по меньшей мере одного устройства управления и/или по меньшей мере одной нейронной сети посредством одновременного перемещения устройств позиционирования на основе фактического положения, определенного измерительным устройством и/или измерительными преобразователями, пока не будет достигнуто заданное положение, подходящее, в частности, для скрепления и/или стыковки компонентов секции фюзеляжа.
На этапе (а) способа сначала соответствующий компонент секции фюзеляжа захватывается устройством позиционирования или вводится или вставляется в него. Для захватывания компонентов секции фюзеляжа каждое устройство позиционирования содержит по меньшей мере одно, но предпочтительно по меньшей мере два фиксирующих устройства без люфта или органа привязки. Фиксирующие устройства размещены с торцевой стороны на фиксирующих консолях (манипуляторах) устройств позиционирования и могут, например, выполняться как шаровые головки, которые по меньшей мере участками поверхности могут размещаться с геометрическим замыканием в шаровом подпятнике. В качестве альтернативы, особенно для компонентов секции фюзеляжа с гладкими поверхностями, также могут применяться вакуумные присоски. Фиксирующие устройства предпочтительно приводятся в действие центральным устройством управления и вновь могут отсоединяться от соответствующего компонента секции фюзеляжа.
На этапе b) способа, устройства позиционирования с захваченными в них компонентами секции фюзеляжа, предпочтительно контролируемыми по меньшей мере одной нейронной сетью, так долго одновременно перемещаются, пока не будет достигнута заданная на основе CAD-данных компонентов проектная геометрия компонентов секции фюзеляжа. Тем самым начальные неопределенные деформации захваченных в устройствах позиционирования компонентов секции фюзеляжа, как, например, обусловленные массой собственные деформации в случае крупноформатных компонентов секции фюзеляжа, обусловленные температурой изменения длины, и/или технологические отклонения в области устройств позиционирования, можно устранить перед началом процесса ориентирования. В идеальном случае, достигнутая после этапа (b) способа проектная геометрия компонентов секции фюзеляжа соответствует форме, предварительно определенной в CAD-данных компонентов. Кроме того, за счет этого упрощаются необходимые затраты на управление и/или регулирование для контроля технологических перемещений устройств позиционирования, в частности, до достижения положения компонентов секции фюзеляжа, необходимого для их скрепления и/или стыковки.
В качестве альтернативы или дополнительно к контролю процесса перемещения с помощью нейронной сети, может осуществляться контроль процессов перемещения устройств позиционирования с помощью по меньшей мере одного устройства управления.
Для того чтобы обеспечить деформации компонентов секции фюзеляжа, необходимые для достижения проектной геометрии, как правило, требуется введение механических усилий в компоненты секции фюзеляжа. Величина этих вводимых устройствами позиционирования механических усилий постоянно определяется, в частности, предусмотренными в зоне устройств позиционирования измерительными преобразователями, которые, в том числе, выполнены как датчики усилия, в ходе «контроля усилий», и передается на нейронную сеть и/или устройство управления для дальнейшей оценки. За счет соответствующего управления исполнительными элементами в устройствах позиционирования, в манипуляторах и фиксирующих устройствах или органах привязки, можно предотвратить ввод недопустимо высоких механических усилий в подлежащие соединению компоненты секции фюзеляжа, так что остаточные конструктивные повреждения в состыковываемых компонентах и недопустимо высокие напряжения в ориентируемых компонентах секции фюзеляжа исключаются. В отношении вводимых усилий, в общем случае задается максимальное предельное значение, при превышении которого дальнейшее изменение геометрии и компонентов секции фюзеляжа за счет перемещения устройств позиционирования не происходит, чтобы предотвратить продолжительное повреждение компонентов секции фюзеляжа и/или используемых устройств позиционирования и фиксирующих устройств.
Для определения соответствующей текущей фактической геометрии каждого компонента секции фюзеляжа служит предпочтительно бесконтактное измерительное устройство, например, в форме лазерного следящего устройства, GPS внутреннего использования или фотограмметрического устройства. В случае лазерного следящего устройства над компонентами секции фюзеляжа распределенным образом расположено множество лазерных отражателей, которые обеспечивают возможность точного определения соответствующей фактической геометрии поверхности соответствующего компонента секции фюзеляжа. Измерительное устройство на последующих этапах способа может также служить для определения пространственного положения компонентов секции фюзеляжа и/или устройств позиционирования независимо от каких-либо измерительных преобразователей, особенно датчиков пути в зоне устройств позиционирования.
После того как по меньшей мере два компонента секции фюзеляжа на этапе (b) способа приведены в заданную проектную геометрию, на этапе (с) способа определяются данные положения по меньшей мере двух компонентов секции фюзеляжа и/или устройств позиционирования посредством по меньшей мере одного измерительного устройства для определения соответственно текущего фактического положения компонентов секции фюзеляжа и/или устройств позиционирования.
На этапе (d) способа затем осуществляется ориентирование компонентов секции фюзеляжа под контролем по меньшей мере одного устройства управления и/или по меньшей мере одной нейронной сети посредством одновременного перемещения устройств позиционирования на основе данных положения, определенных измерительным устройством и/или измерительными преобразователями, пока, в частности, не будет достигнуто заданное положение, подходящее для скрепления и/или стыковки компонентов секции фюзеляжа. После достижения заданного проектного положения сориентированные компоненты секции фюзеляжа могут быть скреплены для фиксации положения и, при необходимости, также окончательно состыкованы посредством соответствующих устройств. Контроль положения может, в качестве альтернативы или дополнительно, также осуществляться посредством датчиков пути, предусмотренных в устройствах позиционирования.
Вследствие непрерывной передачи определенных по меньшей мере одним измерительным устройством и/или измерительными преобразователями пространственных координат на устройство управления и/или нейронную сеть, контролирующие процесс ориентирования, может быть реализован быстрый и точный процесс ориентации.
Определение данных положения компонентов секции фюзеляжа и/или устройств позиционирования может осуществляться измерительным устройством, как выше было кратко упомянуто, с лазерными следящими устройствами, фотограмметрическими системами и/или GPS внутреннего применения, за счет чего, в общем случае, достижима точность измерения лучше 0,1 мм. Использование лазерного следящего устройства требует в каждом случае нанесения так называемых меток на представляющие интерес, релевантные для деформации опорные точки соответствующего компонента секции фюзеляжа или на устройства позиционирования, если к тому же их перемещения должны отслеживаться с помощью лазерного следящего устройства.
В качестве измерительного преобразователя в области устройств позиционирования могут использоваться, например, работающие инкрементным или абсолютным способом датчики пути и/или датчик угла поворота. Подходящие, то есть помехозащищенные, характеризуемые малым износом и не требующие обслуживания датчики пути работают, например, на индуктивной или оптической основе. Наряду с датчиками пути в устройства позиционирования предпочтительно интегрированы, по меньшей мере, датчики усилия, чтобы иметь возможность определять и минимизировать усилия, воздействующие на компоненты секции фюзеляжа во время процессов перемещения устройств позиционирования, и, как правило, деформации компонентов секции фюзеляжа, являющиеся результатом этого. Кроме того, устройства позиционирования, манипуляторы и/или фиксирующие устройства или органы привязки с датчиками угла поворота, с датчиками скорости, с датчиками ускорения, с датчиками температуры, с датчиками влажности воздуха и т.п.
Датчикам температуры придается значение при компенсации обусловленных температурой изменений размеров, как правило, крупноформатных компонентов секции фюзеляжа, включая устройства позиционирования. На основе известных температур, технологические перемещения устройств позиционирования компенсируются и, кроме того, также требуемые для захватывания компонентов секции фюзеляжа в устройствах позиционирования фиксирующие устройства соответственно подстраиваются, чтобы предотвратить механические напряжения в компонентах секции фюзеляжа и при всех возможных условиях окружающей среды гарантировать высокоточную ориентацию. Наряду с влиянием температуры, могут существовать другие помеховые факторы, которые влияют на точность способа в соответствующей степени.
Лазерное следящее устройство, датчик пути, датчик усилия и все другие опциональные измерительные преобразователи выдают данные положения или другие физические измеренные данные предпочтительно непосредственно в цифровой форме, так что соответствующие данные помехозащищенным способом направляются на устройство управления и нейронную сеть и там могут быстро дополнительно обрабатываться.
Устройство управления может быть реализовано, например, известным CNC-управлением посредством стандартного РС-кластера и/или по меньшей мере одним вычислителем процесса, который предпочтительно имеет непосредственную возможность доступа к CAD-данным конструирования ориентируемых компонентов секции фюзеляжа. По меньшей мере одна нейронная сеть может быть реализована исключительно на основе аппаратных средств и/или программного обеспечения на по меньшей мере одном стандартном промышленном PC. или на высокопроизводительном кластере из стандартных промышленных PC.
Согласно дальнейшему развитию способа, нейронная сеть обучается на фазе тестирования так долго, пока не будет достигнута достаточная правильность высказывания, и отсюда генерируется блок начальных данных для первого прогона способа с нейронной сетью.
Получающийся блок начальных данных служит в качестве первой основы для всех более поздних прогонов способа и должен повторно прогоняться для компонентов секции фюзеляжа других типов.
Блок начальных данных в нейронной сети с каждым следующим прогоном способа, вследствие обратно подаваемых на нейронную сеть текущих данных положения, а также других физических измеренных данных устройств позиционирования и компонентов секции фюзеляжа, постоянно совершенствуется, так что возможно высокоточное ориентирование компонентов секции фюзеляжа по отношению друг к другу за кратчайшее время без внешних ручных вмешательств. Обучение осуществляется с применением реальных компонентов секции фюзеляжа, в последующем способе подлежащих приведению в заданную проектную геометрию и затем ориентируемых по отношению друг к другу, включая требуемые для этого устройства позиционирования. Посредством ручного управления во время фазы тестирования возможны ручные коррекции для улучшения эффекта обучения нейронной сети.
Понятие «правильность высказывания» нейронной сети означает в контексте предлагаемого описания достигнутую после завершения фазы обучения начальную точность по отношению к соблюдению конструктивно заданной проектной геометрии компонентов секции фюзеляжа или ориентацию компонентов секции фюзеляжа по отношению друг к другу в рамках устройства.
Устройство управления, напротив, аналитически заранее программируется посредством известных способов. Это программирование может, например, осуществляться посредством так называемого способа "Teach-In" (обучения) или чисто числовым способом на основе заданных CAD-координат компонентов секции фюзеляжа и/или устройств позиционирования.
Другое предпочтительное выполнение способа предусматривает, что блок начальных данных во время процесса перемещения, особенно за счет непрерывного ввода определенных по меньшей мере одним измерительным устройством данных положения и/или определенных по меньшей мере одним измерительным преобразователем данных измерения в по меньшей мере одну нейронную сеть, последовательно улучшается.
За счет действия постоянной обратной связи путем ввода данных процесса или определенных остальными измерительными преобразователями данных измерений в нейронную сеть практически фаза обучения удлиняется, переходя в нормальный режим работы нейронной сети, за счет чего точность позиционирования постоянно повышается, и к тому же требуемое для этого время снижается, пока не будет достигнут оптимум.
На чертежах показано следующее:
Фиг.1 - принципиальное представление устройства,
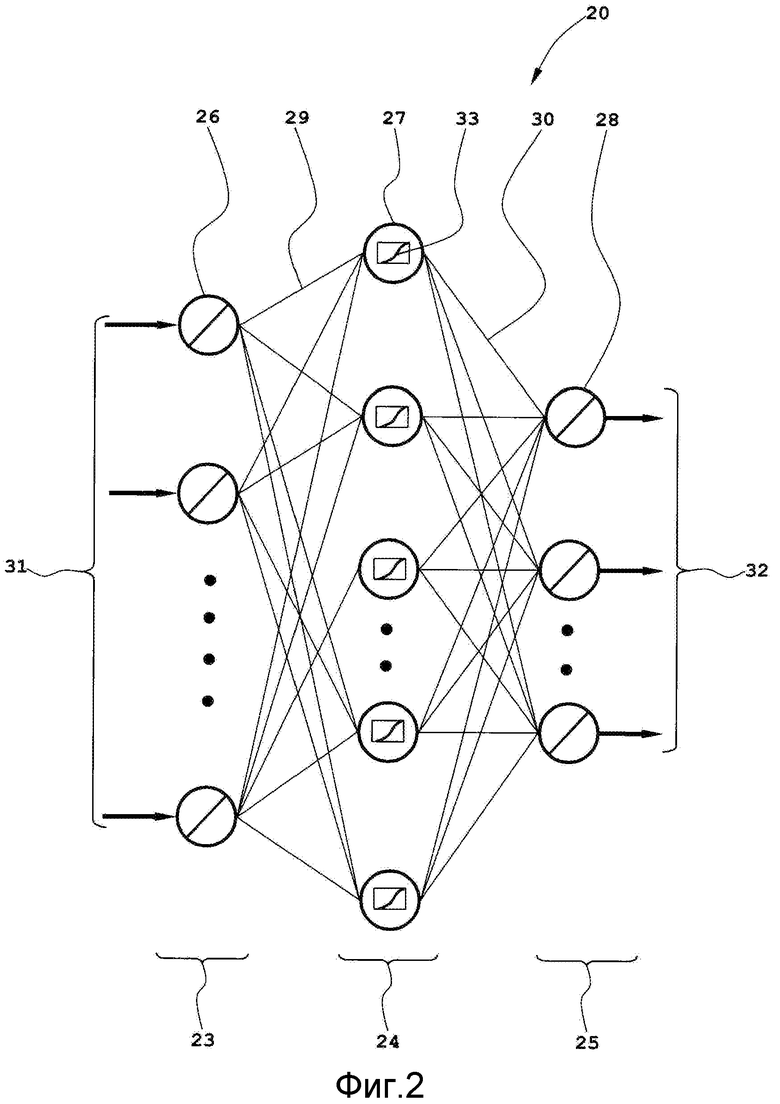
Фиг.2 - схематичное представление нейронной сети, применяемой предпочтительным образом в устройстве.
На чертежах одинаковые конструктивные элементы обозначены одинаковыми ссылочными позициями.
На фиг.1 показано схематичное представление соответствующего изобретению устройства.
Устройство 1 содержит, в том числе, два устройства 2, 3 позиционирования боковой оболочки, устройство 4 позиционирования нижней оболочки и устройство 5 позиционирования верхней оболочки. Кроме того, предусмотрено по меньшей мере одно дополнительное устройство позиционирования, которое может быть выполнено, например, как демонстрационная рама, для ориентирования по меньшей мере одного, не показанного на фиг.1 каркаса пола. Кроме того, предусмотрены две размещенные по обе стороны от устройства 5 позиционирования верхней оболочки, также не показанные для наглядности, рабочие платформы или рабочие помосты, чтобы обеспечивать возможность ручных вмешательств обслуживающим персоналом. Система 6 координат показывает положение всех показанных на фиг.1 компонентов в пространстве. Ввиду величины захватываемых устройствами 2-5 позиционирования компонентов секции фюзеляжа, в предпочтительном варианте выполнения устройства 1 за каждым из устройств позиционирования размещено со смещением в направлении оси x по меньшей мере одно другое устройство позиционирования.
На обоих устройствах 2, 3 позиционирования боковых оболочек, соответственно, боковая оболочка 7, 8 захватывается не показанными фиксирующими устройствами или органами привязки, которые предусмотрены с торцевых сторон на трех удерживающих консолях (манипуляторах) устройств 2, 3 позиционирования боковых оболочек. В качестве примера для всех остальных удерживающих консолей, верхние удерживающие консоли устройств 2, 3 позиционирования боковых оболочек обозначены ссылочными позициями 9, 10.
Соответствующим образом, нижняя оболочка 11 в устройстве 4 позиционирования нижней оболочки привязывается посредством трех также не обозначенных удерживающих консолей над расположенными с торцевой стороны фиксирующими устройствами, и верхняя оболочка 12 подвешивается на устройстве 5 позиционирования верхней оболочки - удерживаемая двумя закрепленными удерживающими консолями с соответствующим торцевым фиксирующим устройством - сверху вниз в устройство 1. Устройства 2-5 позиционирования, включая опциональные рабочие платформы и демонстрационные рамы, могут, как указано системой 6 координат, свободно перемещаться по меньшей мере параллельно оси x, оси y и оси z. Предпочтительным образом, однако, каждое из устройств позиционирования имеет более трех независимых степеней свободы.
Оба устройства 2, 3 позиционирования боковых оболочек выполнены с возможностью перемещения по меньшей мере параллельно оси x, в то время как удерживающие консоли устройств 2, 3 позиционирования боковых оболочек имеют возможность перемещения по меньшей мере параллельно оси y и оси z. Устройство 5 позиционирования верхней оболочки обеспечивает возможность, во взаимосвязи с двумя укрепленными в форме решетки удерживающими консолями, позиционирования верхней оболочки 12 в пространстве по меньшей мере параллельно трем осям системы 6 координат. В качестве альтернативы, также возможны поворотные перемещения, при необходимости, также в комбинации с поступательными перемещениями.
То же самое справедливо для возможностей перемещения нижней оболочки 11, а также для не показанного устройства позиционирования для манипулирования пространственным положением не показанного каркаса пола. Помимо вышеназванных чисто поступательных опций перемещения устройств позиционирования параллельно к осям прямоугольной системы 6 координат, которые предназначены для трех степеней свободы относительно каждого устройства позиционирования, устройства позиционирования могут иметь дополнительные степени свободы, например, дополнительные три поворотные опции перемещения на каждое устройство позиционирования. Тем самым компоненты секции фюзеляжа в устройстве 1 могут перемещаться или позиционироваться по сложным, то есть, в частности, любой кривизной, путям перемещения, за счет чего ускоряется ориентирование в пространстве. Помимо вышеописанных возможностей перемещения устройств позиционирования и размещенных на них удерживающих консолей, также сами фиксирующие устройства или органы привязки могут иметь несколько степеней свободы для улучшения позиционирования компонентов секции фюзеляжа.
Обе боковые оболочки 7, 8, нижняя оболочка 11, верхняя оболочка 12, а также не показанный каркас пола должны посредством устройства 1 в конечном счете таким образом ориентироваться по отношению друг к другу, что эти компоненты секции фюзеляжа занимают заданное проектное положение, в котором возможно по меньшей мере временное скрепление или окончательная сборка в завершенную секцию фюзеляжа летательного аппарата.
Для определения соответственно текущих данных положения боковых оболочек 7, 8, нижней оболочки 11, а также верхней оболочки 12 посредством лазерного следящего устройства 13, на оболочках 7, 8, 11, 12, прежде всего в зоне релевантных для собственной деформации опорных точек размещено множество отражателей в качестве маркировок, из которых отражатель 14 показан в качестве примера для них всех и обозначен соответствующим образом. Излученные лазерным следящим устройством 13 и возвращенные отражателями лазерные импульсы или лазерные лучи обозначены пунктирными двойными стрелками. Посредством лазерного следящего устройства 13 можно точно определить точные положения компонентов секции фюзеляжа в устройстве и тем самым, при необходимости, косвенным образом определить координаты устройств позиционирования с точностью до нескольких сотых миллиметра. Вместо или в дополнение к лазерному следящему устройству 13 может, например, также применяться измерительное устройство, которое базируется на фотограмметрической системе.
Кроме того, в оба устройства 2, 3 позиционирования боковых оболочек, устройство 5 позиционирования верхней оболочки и устройство 4 позиционирования нижней оболочки, встроено множество измерительных преобразователей. Из них, находящиеся в устройствах 2, 3 позиционирования боковых оболочек измерительные преобразователи показаны для примера и обозначены ссылочными позициями 15, 16. В случае измерительных преобразователей речь идет, например, о датчиках усилия, с помощью которых можно определить механические силы, действующие на компоненты секции фюзеляжа. Эти силы могут вызываться технологическими перемещениями устройств позиционирования и/или собственным весом ориентируемых компонентов секции фюзеляжа, а также индуцированными этим собственными деформациями. Дополнительно к датчикам усилий, могут встраиваться другие измерительные датчики, например датчики пути, датчики скорости, датчики ускорения, а также датчики угла поворота. Кроме того, могут предусматриваться датчики температуры и датчики влажности воздуха, чтобы, в частности, иметь возможность определять и, при необходимости, компенсировать термически обусловленные изменения геометрии компонентов секции фюзеляжа и/или устройств позиционирования.
Кроме того, каждое устройство позиционирования имеет по меньшей мере один исполнительный элемент или электрический или гидравлический привод для любого перемещения устройств позиционирования в пространстве. В качестве примера для всех остальных исполнительных элементов, два исполнительных элемента в обоих устройствах 2, 3 позиционирования боковых оболочек обозначены ссылочными позициями 17, 18. Исполнительные элементы в устройствах позиционирования предпочтительно обеспечивают возможность перемещения без люфта и с высокой точностью устройств позиционирования внутри устройства с по меньшей мере тремя степенями свободы. Исполнительные элементы могут быть реализованы как гидравлические, пневматические и/или электрические. Предпочтительным образом, однако, применяются электрические высокоточные винтовые приводы.
Помимо этого, устройство содержит по меньшей мере одно устройство 19 управления, а также соответствующую изобретению по меньшей мере нейронную сеть 20, подчиненную устройству управления. Они постоянно соединены для обмена данными двунаправленной шиной 22 данных. Шина 22 данных обеспечивает возможность полного информационного обмена между устройством 19 управления и нейронной сетью 20. Это означает, что компоненты секции фюзеляжа как посредством устройства управления, так и посредством нейронной сети 20 имеют возможность свободного перемещения в пространстве с помощью исполнительных элементов. Кроме того, также все определенные с помощью лазерного следящего устройства 13 данные положения компонентов секции фюзеляжа, включая дополнительные физические данные измерений, определенные измерительными преобразователями в устройствах позиционирования и в фиксирующих устройствах, предоставляются в распоряжение как устройству 19 управления, так и нейронной сети 20 для дальнейшей обработки.
Все определенные лазерным следящим устройством 13 данные положения компонентов секции фюзеляжа, включая дополнительные данные измерений, определенные измерительными преобразователями, например измеренные значения силы, измеренные значения скорости, измеренные значения ускорения и/или значения угла поворота устройств позиционирования или компонентов секции фюзеляжа - как показано линиями - передаются на устройство 19 управления, а также на нейронную сеть 20. И наоборот, все исполнительные элементы устройств позиционирования принимают по выбору от устройства 19 управления и/или нейронной сети 20 множество сигналов управления, которые в представлении на фиг.1 наглядно иллюстрируются стрелками.
Тем самым, устройство 19 управления в любой момент имеет возможность все устройства позиционирования в устройстве 1 контролируемым образом свободно перемещать или ориентировать.
Для дополнения устройства 19 управления, а также нейронной сети 20, также предусмотрено ручное управление 21, которое позволяет пользователю вручную вмешиваться в полностью автоматически протекающие процессы позиционирования внутри устройства 1. Двойная стрелка между ручным управлением и устройством 19 управления наглядно иллюстрирует опциональное обратное действие устройства 19 управления или нейронной сети 20 на ручное управление 21. Тем самым пользователю, например, в случае, когда устройство позиционирования с захваченным в нем компонентом секции фюзеляжа перемещается в направлении препятствия и/или другого компонента секции фюзеляжа, и/или подвергается действию слишком высокой механической нагрузки, дается осязательно воспринимаемое обратное сообщение, так что, например, ошибка позиционирования своевременно, и без визуального контакта, может становиться заметной. Осязательное обратное сообщение к пользователю может генерироваться, например, посредством механических вибраций, частота или интенсивность которых, например, пропорциональна силе, механически воздействующей на устройства позиционирования в случае неисправности. В качестве альтернативы, усилие воздействия ручного управления может определенным образом повышаться ступенчато.
В принципе, сигналы ручного управления 21 имеют приоритет по отношению к управляющим сигналам, переданным от нейронной сети 20 и/или устройства 19 управления на исполнительные элементы устройств позиционирования. Ручное управление 21 при этом, по причинам безопасности, выполнено таким образом, что пользователь предпочтительно может перемещать только одно устройство позиционирования посредством по меньшей мере одного находящегося в нем и управляемого ручным управлением 21 исполнительного элемента в пространстве. Перемещение устройств позиционирования в режиме ручного управления осуществляется, как правило, на основе визуального контроля пользователем. Все выполненные посредством ручного управления 21 изменения положения компонентов секции фюзеляжа и устройств позиционирования или обусловленные посредством перемещения устройств позиционирования изменения геометрии компонентов секции фюзеляжа определяются, например, посредством лазерного следящего устройства 13 и направляются на устройство 19 управления, а также нейронную сеть 20, чтобы для упомянутых органов управления в любой момент времени предоставлялось текущее фактическое состояние устройства 1.
После захватывания компонентов секции фюзеляжа посредством устройств позиционирования или предусмотренных на манипуляторах устройств позиционирования фиксирующих устройств компоненты секции фюзеляжа, гибкие, как правило, вследствие их размеров, посредством соответствующего перемещения устройств позиционирования внутри устройства сначала приводятся в конструктивно предусмотренную заданную геометрию. Так как деформация компонентов секции фюзеляжа подчиняется чрезвычайно сложным, нелинейным математическим правилам, устройства позиционирования на этой фазе предпочтительно контролируются исключительно нейронной сетью 19. При этом посредством измерительных преобразователей осуществляется постоянный контроль воздействующих на компоненты секции фюзеляжа механических нагрузок и путей перемещения, которые не могут превышать заданные предельные значения, чтобы предотвратить необратимую деформацию. Измерение усилий осуществляется при этом на множестве различных характерных для этого точек измерений, предпочтительно в области манипуляторов или фиксирующих устройств устройств позиционирования.
После того как компоненты секции фюзеляжа достигли соответствующей конструктивно предусмотренной заданной геометрии (3D-геометрии), осуществляется при предпочтительно единственном контроле устройства 19 управления перемещение компонентов секции фюзеляжа посредством устройств позиционирования до достижения заданного положения, предусмотренного для процесса скрепления и/или стыковки. После того как компоненты секции фюзеляжа посредством нейронной сети 20 приводятся в заданную геометрию, для достижения положения, обеспечивающего возможность скрепления и/или стыковки, компонентов секции фюзеляжа, достаточны синхронно выполняемые линейные перемещения устройств позиционирования, за счет чего значительно уменьшаются затраты на управление и/или регулирование. Устройство 19 управления в общем случае предназначено для контроля подобных линейных перемещений компонентов секции фюзеляжа, рассматриваемых после достижения заданной геометрии в качестве (фиктивно) неподвижных.
Процесс перемещения до достижения положения, обеспечивающего возможность скрепления и/или стыковки компонентов секции фюзеляжа, может, однако, дополнительно или альтернативно также управляться только нейронной сетью 20. Чтобы время ориентирования во всех случаях минимизировать, все устройства позиционирования предпочтительно всегда перемещаются одновременно. Переключение или смешивание управляющих сигналов, генерированных устройством 19 управления, а также нейронной сетью 20, для исполнительных элементов в устройствах позиционирования осуществляется посредством не показанных на фиг.1 переключателей или смесителей.
Наряду с этим в устройстве 1 могут быть предусмотрены также не показанные на чертеже, предпочтительно полностью автоматически работающие устройства скрепления, которые управляются посредством устройства 19 управления, а также нейронной сети 20. Как только компоненты секции фюзеляжа достигнут предусмотренного для соответствующего процесса скрепления заданного положения, посредством устройства скрепления может осуществляться временное скрепление упомянутых компонентов. Эта фиксация положения может осуществляться, например, посредством прихваточных заклепок, постоянных магнитов и/или электромагнитов.
На другом этапе разработки устройство 1 для повышения степени автоматизации может быть оснащено также не показанными стыковочными устройствами. Посредством дополнительной интеграции устройств скрепления и стыковки можно с помощью устройства 1 всю секцию фюзеляжа для летательного аппарата изготавливать полностью автоматически из компонентов секции фюзеляжа.
Далее будет более подробно описан способ, соответствующий изобретению.
Прежде всего, компоненты секции фюзеляжа в форме обеих боковых оболочек 7, 8, нижней оболочки 11, верхней оболочки 12, а также не показанного по меньшей мере одного каркаса пола, посредством манипуляторов и находящихся в них со стороны торца фиксирующих устройств, которые предусмотрены, соответственно, на устройствах 2, 3 позиционирования боковых оболочек, устройстве 4 позиционирования нижней оболочки и устройстве 5 позиционирования верхней оболочки, а также на демонстрационных рамах или устройстве позиционирования каркаса пола, захватываются и фиксируются в их положении.
После этого устройства позиционирования, предпочтительно контролируемые нейронной сетью, так долго перемещаются, пока каждый компонент секции фюзеляжа будет иметь геометрическую форму, соответствующую CAD-конструкционным данным. В этом состоянии компоненты секции фюзеляжа могут рассматриваться как приближенно неподвижные компоненты, которые могут перемещаться по отношению друг к другу посредством поступательных, линейных перемещений устройств позиционирования с незначительными затратами на управление и/или регулирование в положение, обеспечивающее возможность скрепления и/или стыковки.
После этого компоненты секции фюзеляжа так долго перемещаются, пока не будет достигнуто положение скрепления или стыковки. Для контроля этого процесса перемещения в общем достаточным является устройство 19 управления, так как здесь, как правило, необходимы линейные, то есть поступательные перемещения. В качестве альтернативы, процесс перемещения может управляться до достижения положения, обеспечивающего возможность скрепления или стыковки, компонентов секции фюзеляжа, дополнительно или исключительно нейронной сетью 20.
Прежде чем нейронная сеть 20 будет готова к использованию для управления и/или регулировании процессов в устройстве 1, должна проводиться обширная фаза обучения или соответственно фаза тестирования.
Для этого в устройства позиционирования захватываются компоненты секции фюзеляжа, которые позже в регулярном процессе перемещения должны позиционироваться посредством нейронной сети 20. После выполненного захватывания компонентов секции фюзеляжа посредством устройств позиционирования последние под контролем нейронной сети 20 так долго перемещаются, пока не будет достигнута заданная проектная геометрия компонентов секции фюзеляжа, или по меньшей мере два компонента секции фюзеляжа не будут приведены в положение, обеспечивающее возможность скрепления или стыковки, по отношению друг к другу. При этом определенные лазерным следящим устройством 13 данные положения компонентов секции фюзеляжа, а также полученные измерительными преобразователями дополнительные физические данные постоянно вводятся в нейронную сеть, чтобы в этом итерационном «процессе проб и ошибок» свойства управления нейронной сети 20 последовательно оптимизировать в направлении наиболее быстрого и к тому же высокоточного ориентирования компонентов секции фюзеляжа. В противоположность устройству управления и регулирования, нейронная сеть 20 программируется или организуется посредством вышеописанного процесса во время фазы тестирования или соответственно обучения в конечном счете самостоятельно.
При необходимости, посредством ручного управления 21 на этой фазе тестирования или соответственно обучения нейронной сети 20, еще предпринимаются ручные коррекции.
По окончании этой фазы тестирования или соответственно обучения в нейронной сети вырабатывается блок начальных данных. Этот блок данных образует базу для всех последующих процессов ориентации компонентов секции фюзеляжа того же типа.
Фиг.2 иллюстрирует приведенное для примера принципиальное представление возможной структуры нейронной сети.
Нейронная сеть 20 содержит слой 23 ввода, скрытый слой 24, а также слой 25 вывода, которые, соответственно, построены с множеством нейронов, из которых, соответственно, для примера показан верхний нейрон, обозначенный ссылочными позициями 26-28. Между нейронами существует соответственно множество взвешенных соединений, из которых, в качестве примера, только два соединения обозначены ссылочными позициями 29, 30. Приложенные к слою 23 ввода входные сигналы 31 преобразуются посредством нейронной сети 20 в выходные сигналы 32, которые существуют на слое 25 вывода и могут сниматься для дальнейшей обработки.
На основе взвешивания произведения взвешенных соединений и активирования содержащихся в скрытом слое 24 нейронов из входных сигналов 31 выводятся выходные сигналы 32 на основе связанных с высокими затратами математических функций, причем одна из этих математических функций, в качестве примера, обозначена ссылочной позицией 33.
В качестве входных сигналов 31 нейронной сети 20 используются любые физические данные измерений, однако предпочтительно данные положения устройств позиционирования и/или соответствующих компонентов секции фюзеляжа внутри устройства, а также данные измерений механических нагрузок или сил, воздействующих на упомянутые компоненты. Помимо этого, также значения скорости и/или значения ускорения упомянутых компонентов могут водиться в качестве входных сигналов 31 в нейронную сеть 20. Формируемые в слое 25 вывода выходные сигналы 32 могут, при необходимости, после еще требуемого технического согласования, в частности, использоваться для управления исполнительными элементами, которые необходимы для перемещения устройств позиционирования.
Список ссылочных позиций
1) устройство
2) устройство позиционирования боковой оболочки
3) устройство позиционирования боковой оболочки
4) устройство позиционирования нижней оболочки
5) устройство позиционирования верхней оболочки
6) система координат
7) боковая оболочка
8) боковая оболочка
9) манипулятор
10) манипулятор
11) нижняя оболочка
12) верхняя оболочка
13) лазерное следящее устройство
14) отражатель (маркировка)
15) измерительный преобразователь (устройство позиционирования боковой оболочки)
16) измерительный преобразователь (устройство позиционирования боковой оболочки)
17) исполнительный элемент (устройство позиционирования боковой оболочки)
18) исполнительный элемент (устройство позиционирования боковой оболочки)
19) устройство управления
20) нейронная сеть
21) ручное управление
22) шина данных
23) слой ввода
24) скрытый слой
25) слой вывода
26) нейрон
27) нейрон
28) нейрон
29) соединение
30) соединение
31) входные сигналы
32) выходные сигналы
33) функция
Изобретение относится к устройству для (1) для пространственного ориентирования и способу по меньшей мере двух крупноформатных компонентов секции фюзеляжа, в частности по меньшей мере одной боковой оболочки (7, 8), по меньшей мере одной верхней оболочки (12), по меньшей мере одной нижней оболочки (11) и/или по меньшей мере одного каркаса пола, по отношению друг к другу для сборки секции фюзеляжа летательного аппарата. Устройство содержит: a) по меньшей мере два устройства (2, 3) позиционирования боковых оболочек, по меньшей мере одно устройство (5) позиционирования верхней оболочки и/или по меньшей мере одно устройство (4) позиционирования нижней оболочки, b) по меньшей мере одно измерительное устройство для определения множества данных измерений, в частности, данных положения компонентов секции и/или устройств позиционирования, c) по меньшей мере одно устройство (19) управления и/или регулирования, в частности CNC-управление, и d) по меньшей мере одну нейронную сеть (20). Интегрированная в устройство в соответствии с изобретением нейронная сеть (20) обеспечивает возможность того, что компоненты подгрупп за счет одновременного перемещения устройств позиционирования в кратчайшее время и с высокой точностью переводятся в заданную проектную геометрию. Устройство (19) управления и/или регулирования служит предпочтительно для заключительного ориентирования компонентов секции по отношению друг к другу посредством одновременно выполняемых линейных перемещений устройств позиционирования. 3 н. и 12 з.п. ф-лы, 2 ил.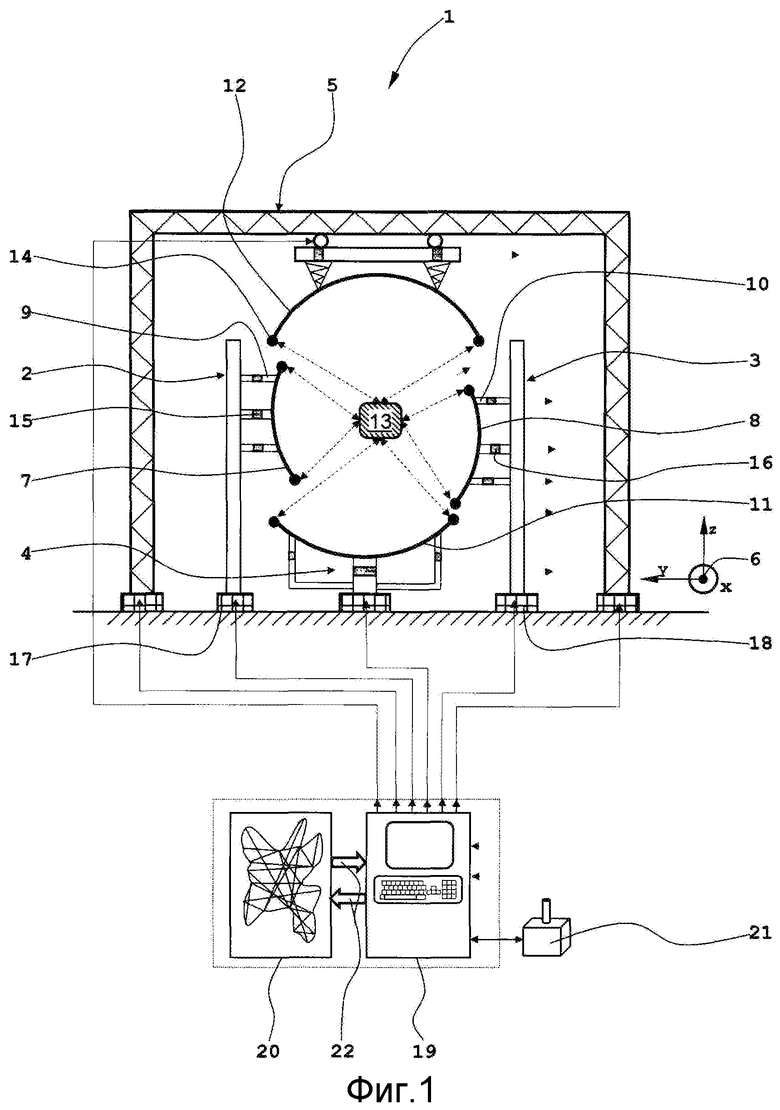
1. Устройство (1) для пространственного ориентирования по меньшей мере двух крупноформатных компонентов секции фюзеляжа, в частности по меньшей мере одной боковой оболочки (7, 8), по меньшей мере одной верхней оболочки (12), по меньшей мере одной нижней оболочки (11) и/или по меньшей мере одного каркаса пола, по отношению друг к другу для сборки секции фюзеляжа летательного аппарата, содержащее
a) по меньшей мере два линейно и одновременно перемещаемых устройства позиционирования, выполненных с возможностью захватывания компонента секции фюзеляжа, причем по меньшей мере два устройства позиционирования выбраны из группы, состоящей из по меньшей мере двух устройств (2, 3) позиционирования боковых оболочек, по меньшей мере одного устройства (5) позиционирования верхней оболочки, и/или по меньшей мере одного устройства (4) позиционирования нижней оболочки;
b) по меньшей мере одно измерительное устройство для определения измеренных данных положений компонентов секции фюзеляжа и/или устройств позиционирования,
c) по меньшей мере одно устройство (19) управления, в частности по меньшей мере одну систему CNC-управления перемещением компонентов секции фюзеляжа посредством устройств позиционирования при достижении заданного положения, и
d) по меньшей мере одну нейронную сеть (20) для управления перемещением компонентов секции фюзеляжа посредством устройств позиционирования при приведении компонентов секции фюзеляжа в заданную геометрическую форму.
2. Устройство по п.1, в котором по меньшей мере одно измерительное устройство выполнено с возможностью определения пространственных координат компонентов секции фюзеляжа и/или устройств позиционирования.
3. Устройство по п.2, в котором по меньшей мере одно измерительное устройство содержит по меньшей мере одно лазерное следящее устройство и/или по меньшей мере одну фотограмметрическую систему.
4. Устройство по п.1, в котором нейронная сеть (20) выполнена на основе аппаратных средств и/или на основе программного обеспечения, являющихся составляющей по меньшей мере одного устройства (19) управления.
5. Устройство по п.1, в котором по меньшей мере одно измерительное устройство выполнено с возможностью передачи полученных данных позиционирования компонентов секции фюзеляжа на устройство (19) управления и в нейронную сеть (20).
6. Устройство по п.1, в котором устройства позиционирования содержат по меньшей мере одно фиксирующее устройство для захватывания и освобождения по меньшей мере одного компонента секции фюзеляжа, причем по меньшей мере одно фиксирующее устройство выполнено с возможностью управления посредством устройства (19) управления и/или нейронной сети (20).
7. Устройство по п.1, в котором устройства позиционирования выполнены с возможностью управления посредством устройства ручного управления (21).
8. Устройство по п.1, которое содержит по меньшей мере одно устройство скрепления для фиксирования по меньшей мере двух компонент секции фюзеляжа в их относительном друг к другу положении.
9. Устройство по п.1, которое содержит по меньшей мере одно устройство стыковки для стыковки компонентов секции фюзеляжа друг с другом.
10. Устройство по п.1, в котором с по меньшей мере одним устройством позиционирования связан по меньшей мере один измерительный преобразователь для определения данных измерений, который соединен с по меньшей мере одним устройством (19) управления и по меньшей мере одной нейронной сетью (20).
11. Устройство по п.10, в котором по меньшей мере один измерительный преобразователь выбран из группы, состоящей из датчика усилия для определения деформаций компонентов секции фюзеляжа, датчика пути для определения данных позиционирования, относящихся к устройствам позиционирования, датчика угла поворота, датчика скорости, датчика ускорения, датчика температуры и/или датчика влажности воздуха.
12. Способ ориентирования по меньшей мере двух компонентов секции фюзеляжа по отношению друг к другу для сборки секции посредством устройства (1) по п.1 с по меньшей мере двумя устройствами позиционирования, содержащий следующие этапы:
a) помещение компонента секции фюзеляжа в одно из по меньшей мере двух устройств позиционирования, причем по меньшей мере два устройства позиционирования выбраны из группы, состоящей из по меньшей мере одного устройства (2, 3) позиционирования боковой оболочки, по меньшей мере одного устройства (5) позиционирования верхней оболочки, и/или по меньшей мере одного устройства (4) позиционирования нижней оболочки,
b) одновременное линейное перемещение устройств позиционирования под управлением по меньшей мере одной нейронной сети (20) и по меньшей мере одного измерительного устройства, пока не будет достигнута заданная геометрическая форма,
c) определение данных позиционирования по меньшей мере двух компонентов секции фюзеляжа и/или устройств позиционирования посредством измерительного устройства для определения фактического положения, и
d) ориентирование компонентов секции фюзеляжа под управлением по меньшей мере одного устройства управления посредством одновременного перемещения устройств позиционирования на основе их фактического положения, определенного измерительным устройством и/или измерительным преобразователем, пока не будет достигнуто заданное положение, подходящие для скрепления и/или стыковки компонентов секции фюзеляжа.
13. Способ по п.12, в котором на фазе тестирования осуществляют обучение нейронной сети (20), пока она не достигнет достаточной правильности высказывания, и генерируют блок начальных данных для первого прогона способа с использованием нейронной сети (20).
14. Способ по п.12, в котором последовательно улучшают блок начальных данных во время процесса перемещения за счет непрерывного ввода данных положения, определенных по меньшей мере одним измерительным устройством, и/или данных измерения, определенных по меньшей мере одним измерительным преобразователем, в по меньшей мере одну нейронную сеть (20).
15. Применение устройства (1) для пространственного ориентирования по меньшей мере двух крупноформатных компонентов секции фюзеляжа по п.1 в производственных установках секционного монтажа.
| DE 102004056286 A1, 24.05.2006; | |||
| СПОСОБ УСТАНОВКИ ИЗДЕЛИЯ В ЗАДАННОЕ ПРОСТРАНСТВЕННОЕ ПОЛОЖЕНИЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2226168C1 |
| ИНТЕЛЛЕКТУАЛЬНЫЙ КОНТРОЛЛЕР С НЕЙРОННОЙ СЕТЬЮ И ПРАВИЛАМИ САМОМОДИФИКАЦИИ | 2003 |
|
RU2266558C2 |
| RU 2007107468 A, 10.09.2008 | |||
| DE 102006019917 A1, 08.11.2007 | |||
| Устройство для управления трехфазным выпрямителем преобразователя | 1977 |
|
SU641624A1 |

