Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству для литейного прессования полимеров и способу литейного прессования полимеров, предназначенных для прессования конструкции из армированной волокнами пластмассы. В частности, в настоящем изобретении использование полимерной композиции с цепным типом отверждения способствует увеличению содержания волокон в объеме прессуемого тела из армированной волокнами пластмассы. В результате этого тело из армированной волокнами пластмассы обладает высокой прочностью и малым весом.
Уровень техники
В последние годы отверждаемые под воздействием излучения полимеры, например отверждаемые под воздействием ультрафиолетового излучения полимеры, находят применение в различных приложениях. Полимеры подобного типа отверждаются только на участке, который подвергается, по меньшей мере, некоторому воздействию излучения. С другой стороны, излучение, например ультрафиолетовый свет, затухает при движении вглубь полимера. В связи с этим трудно добиться проникновения излучения в глубокие слои. Кроме того, излучение поглощается веществом, поглощающим излучение данной длины волны. Таким образом, излучение сильно подвержено ослаблению и поглощению.
Поэтому светоотверждаемый полимер отверждается только на глубину от нескольких микрометров до нескольких миллиметров. То есть слои полимера, расположенные глубже, остаются неотвержденными. В связи с этим использование подобного полимера для создания материала большой толщины является затруднительным или невозможным. Кроме того, если в подобном полимере содержится наполнитель и тому подобные вещества, обладающие характеристиками, затрудняющими прохождение излучения, процесс отверждения может быть легко нарушен или даже заблокирован. В связи с этим ряд патентных заявок посвящены областям фотосопротивлений, покрытий, красок, клеев, лаков и тому подобным областям. Данные проблемы характерны для этих полимеров.
Для решения вышеупомянутых проблем разработан ряд продуктов, представленных ниже:
полимер легко отверждаемый под воздействием ультрафиолетового излучения (таковым является "Композиция, отверждаемая под действием активного излучения" компании Mitsubishi Rayon Co. Ltd. (см. патент 1 (JP 8-283388 A)));
полимер, отверждаемый под действием ультрафиолетового излучения и нагрева (таковыми являются "Оптомер серии KS" компании Asahi Denka Co. Ltd.; "Radecure" компании Hitachi Kasei Kogyo Co. Ltd. и "Полимер UE" фирмы Тоуо Boseki Co. Ltd. (см. патент 2 (JP 61-38023 F), и т.д)).
Однако процесс отверждения легко отверждаемого под воздействием ультрафиолетового излучения полимера прерывается при блокировании распространения излучения наполнителем и тому подобными веществами. Эта проблема пока не решена. Полимер, отверждаемый под действием ультрафиолетового излучения и нагрева, сначала облучают ультрафиолетовым излучением, а затем нагревают. Отверждаемость под воздействием излучения у подобного полимера такая же, как и у светоотверждаемого полимера. То есть проблемы отверждения материала большой толщины или отверждения полимера, содержащего наполнитель, совершенно не решены. Решение этих проблем перекладывают на этап термоотверждения, выполняемый после процесса светоотверждения (который обеспечивает отверждение только поверхностного слоя). То есть эти проблемы в настоящее время не решены по существу.
Если будет разработана технология быстрого отверждения полимерного материала большой толщины, содержащего вещества, блокирующие распространение излучения и в большой степени ослабляющего и поглощающего излучение, то это позволит использовать подобный материал не только в традиционных областях применения, но также и в различных других областях, для которых использование подобного полимерного материала в настоящее время невозможно в силу вышеупомянутых проблем светоотверждаемых полимеров. В частности, одной из таких областей является изготовление пластмассы, армированной волокнами, в частности армированной углеродными волокнами пластмассы.
Обычно армированная волокнами пластмасса может подвергаться различным способам обработки, и для нее могут применяться различные способы изготовления. Однако наполнительный полимер в большинстве случаев является термоотверждаемым полимером или термопластом. Прессование армированной волокнами пластмассы, в особенности, армированной углеродными волокнами пластмассы помимо прочего сопряжено со следующими проблемами. Одной из проблем является сложность контроля температуры и, как следствие этого, увеличение времени отверждения, что приводит к высокой стоимости обработки. Другой проблемой является необходимость использования для отверждения больших объемов армированной волокнами пластмассы нагревательной печи большого размера. Еще одной проблемой является невозможность использования для больших объемов армированной волокнами пластмассы, требующей длительного периода отверждения, полимера, который отверждается за малое время при нормальной температуре. Другой проблемой является то, что изменения вязкости полимера из-за изменения температуры приводят к изменению пропитываемости полимера, что затрудняет выполнение процесса прессования. Еще одной проблемой является то, что остатки растворителя вызывают образование пустот при отверждении полимера, что приводит к ухудшению качества получаемого прессованием изделия.
Недавно в качестве решения вышеупомянутых проблем внимание специалистов привлекла технология введения в наполнитель светоотверждаемого полимера. В качестве примера подобного способа отверждения наполнительного полимера можно привести, в частности, способ накальной обмотки корпорации Loctite, при котором совместно используют отверждение под действием ультрафиолетового излучения и термоотверждение ("Композиции волокно/полимер и способ их изготовления" корпорации Loctite (см. патент 3 (JP 7-507836 A))). Однако осуществление способа прессования армированной волокнами пластмассы с использованием подобной композиции является затруднительным по следующим причинам. Во-первых, армированная волокнами пластмасса пропитана полимером, но еще не отверждена. Следовательно, армированную волокнами пластмассу подвергают воздействию ультрафиолетового излучения. Это приводит к отверждению ее поверхности. Это также приводит к тому, что ее внутренняя часть остается в значительной степени в загущенном состоянии. За счет этого в определенной степени можно поддерживать ее форму и состояние пропитывания. Наконец, процесс отверждения завершается под действием нагрева.
Правда при этом способе под действием изменений температуры происходят очень малые изменения вязкости полимера. Кроме того, для полного отверждения необходимо проведение процесса термообработки. Это увеличивает расходы на топливо и освещение, необходимые для проведения термоотверждения. Кроме того, выполнение этого процесса требует большего времени. Эти и прочие факторы приводят к увеличению затрат на обработку. Кроме того, для больших объемов армированной волокном пластмассы требуется большая нагревательная печь. Данные проблемы в настоящее время еще требуют решения.
С учетом недостатков обычных отверждаемых под действием излучения полимеров и армированных волокнами полимеров, в частности армированных углеродными волокнами полимеров, авторы настоящего изобретения рассмотрели технологию отверждения содержащего блокирующее распространение излучения вещество полимерного материала путем его облучения и технологию отверждения армированного волокнами полимера, в частности армированного углеродными волокнами полимера под действием излучения. В результате авторы настоящего изобретения разработали оригинальную технологию для полимерной композиции с цепным типом отверждения. Данная технология включает оригинальный способ отверждения полимера, при помощи которого под действием излучения возможно проводить отверждение веществ, в относительно большой степени блокирующих распространение излучения. Подобными веществами являются, например, углерод, углеродное волокно, металл, содержащий неорганический наполнитель полимер и тому подобные вещества (такие как армированный углеродными волокнами полимер, полимер, содержащий углерод/металл/неорганические вещества, и др.). Эта технология также включает композицию, используемую в данном способе, прессованное изделие, изготавливаемое данным способом, и способ прессования, основанный на данном способе. Данная технология описана в патенте 4 (JP 11-193322 А) и патенте 5 (JP 2001-89639 A).
Ниже приводится список патентов:
Патент 1: JP 8-283388 A.
Патент 2: JP 61-38023 A.
Патент 3: JP 7-507836 А.
Патент 4: JP 11-193322 А.
Патент 5: JP 2001-89639 A.
Раскрытие изобретения
Проблемы, решаемые настоящим изобретением
Однако выяснилось, что возникают случаи, когда даже при использовании подобной полимерной композиции из-за увеличения объемного содержания Vf волокон в объеме прессуемого армированного волокнами полимера подавлялся цепной процесс отверждения. С учетом этого в патенте JP 2005-216690 А авторы настоящего изобретения разработали изобретение, относящееся к следующему способу литейного прессования. Следует заметить, что данное изобретение не было широко известно в момент подачи настоящей заявки и, следовательно, не является технологией известного уровня техники по отношению к настоящему изобретению.
Вышеупомянутое изобретение относится к следующему способу. Армированный волокном материал помещают в пресс-форму. Кроме того, подводят магистраль для подачи полимера и всасывающую магистраль. Конструкция обеих магистралей обеспечивает их связь с внутренней частью пресс-формы. Затем при помощи операции всасывания снижают внутреннее давление пресс-формы. Одновременно с этим в пресс-форму подают полимерную композицию. В результате, армированная волокнами пластмасса пропитывается полимерной композицией. Данный способ имеет следующие отличительные особенности (1)-(3). (1) Вышеупомянутая полимерная композиция является полимерной композицией с цепным типом отверждения. (2) После начала реакции отверждения в полимере с цепным типом отверждения максимальная температура на переднем крайнем участке подвергнутой цепному отверждению площадки в течение 10 секунд с начала реакции увеличивается на 5°С или более относительно температуры полимерной композиции после завершения процесса пропитывания и перед началом реакции отверждения. (3) После цепного отверждения полимерной композиции объемное содержание Vf волокон составляет не менее 41%.
Вышеупомянутое изобретение относится также к следующему способу. Армированный волокнами материал помещают в пресс-форму. Кроме того, подводят магистраль для подачи полимера и всасывающую магистраль. Конструкция обеих магистралей обеспечивает их связь с внутренней частью пресс-формы. Затем при помощи операции всасывания снижают внутреннее давление пресс-формы. Одновременно с этим в пресс-форму подают полимерную композицию. В результате, армированная волокнами пластмасса пропитывается полимерной композицией. Данный способ имеет следующие отличительные особенности (1)-(3). (1) Вышеупомянутая полимерная композиция является полимерной композицией с цепным типом отверждения. (2) После начала реакции отверждения в полимере с цепным типом отверждения максимальная температура на переднем крайнем участке подвергнутой цепному отверждению площадки в течение 10 секунд с начала реакции увеличивается до температуры не ниже температуры в момент начала в полимерной композиции реакции термотверждения. (3) После цепного отверждения полимерной композиции объемное содержание Vf волокон составляет не менее 41%.
Способ литьевого прессования в соответствии с вышеописанным изобретением имеет помимо прочего следующие преимущества.
(1) В пресс-форме имеется емкость с полимером. Емкость с полимером содержит полимерную композицию. Отверждение полимерной композиции в емкости позволяет повысить температуру полимерной композиции сразу после завершения процесса отверждения полимерной композиции.
(2) Окно для облучения излучением выполнено в подающей магистрали и/или во всасывающей магистрали. Полимерная композиция облучается излучением через данное окно. Это вызывает в полимерной композиции реакцию цепного отверждения. Кроме того, цепному отверждению подвергается полимерная композиция, содержащаяся в емкости. Это позволяет повысить температуру полимерной композиции сразу после завершения процесса отверждения полимерной композиции. Кроме того, в качестве вышеупомянутого армированного волокнами материала может применяться материал, армированный углеродными волокнами. Электрический нагрев углеродного волокна позволяет повысить температуру полимерной композиции непосредственно после завершения процесса отверждения полимерной композиции.
Однако хотя вышеупомянутое изобретение обладает выделенными выше преимуществами, в нем не решены следующие проблемы.
Вышеописанное изобретение разработано для простого и непосредственного использования полимерной композиции с цепным типом отверждения при литейном способе прессования. Поэтому при необходимости прессования большого количества армированной волокнами пластмассы и при большом объемном содержании Vf волокон в армированной волокнами пластмассе может возникнуть ситуация, при которой необходимо подвергать электрическому нагреву углеродные волокна или при которой становится затруднительно поддерживать хорошую пропитываемость полимером. По существу желательно, чтобы большое объемное содержание Vf волокон не ограничивало цепное отверждение. Кроме того, желательно иметь хорошую пропитываемость полимером.
С учетом вышесказанного целью настоящего изобретения является разработка устройства литейного прессования и способа литейного прессования, позволяющего получать прессованные тела, обладающие превосходными прочностными и весовыми характеристиками и стабильным качеством.
Способы решения задачи
В соответствии с настоящим изобретением вышеупомянутая цель достигается при помощи устройства литейного прессования, включающего в себя:
пресс-форму, в которую помещено прессуемое тело из армированного волокнами материала;
магистраль подачи полимера, соединяющуюся с внутренней частью пресс-формы;
всасывающую магистраль, обеспечивающую снижение внутреннего давления в пресс-форме;
в котором полимерная композиция подается в пресс-форму для пропитывания расположенного в ней тела для получения тела из армированной волокнами пластмассы;
в котором полимерная композиция является полимерной композицией с цепным типом отверждения;
полимерная композиция с цепным типом отверждения включает слой для приема полимерной композиции с цепным типом отверждения, расположенный рядом с внешней стороной тела;
приспособление для подавления теплопередачи, расположенное между данным слоем и пресс-формой, служит для снижения передачи тепла от стороны, с которой расположен данный слой, к другой стороне, с которой расположена пресс-форма;
приспособление для отделения тела, расположенное между объектом и данным слоем;
в котором комбинация слоя и подавляющего приспособления обеспечивает получение предельного значения Vf, определяемого характеристиками отверждаемости полимера с цепным типом отверждения и характеристиками рассеивания тепла от полимера с цепным типом отверждения в окружающую среду.
Устройство литейного прессования в соответствии с настоящим изобретением предпочтительно обладает следующими отличительными особенностями, изложенными в пунктах (1)-(5):
(1) Устройство литейного прессования дополнительно включает тело литейного слоя, образующее приспособление для отделения прессуемого тела, слой для приема полимера с цепным типом отверждения, и приспособление для подавления теплопередачи, причем эти три элемента расположены слоями один за другим;
расположенную в пресс-форме емкость с полимером, охватывающую тело литейного слоя.
(2) Слой для приема полимера с цепным типом отверждения включает кожух полимера с цепным типом отверждения, расположенный с одной стороны прессуемого тела или с обеих сторон прессуемого тела.
(3) Приспособление подавления теплопередачи включает теплоизоляционный материал с теплопроводностью 0.3 Вт/м*К или меньше.
(4) Поверхность кожуха полимера с цепным типом отверждения, расположенная со стороны прессуемого тела, является пористой.
(5) Кожух полимера с цепным типом отверждения и прессуемое тело имеют пористую пластину, в которую встроена проволочная сетка.
Другой аспект настоящего изобретения обеспечивает создание устройства для литейного прессования, включающего:
пресс-форму с расположенным в ней прессуемым телом, выполненным из армированного волокнами материала;
магистраль подачи полимера, соединяющуюся с внутренней частью пресс-формы;
высасывающую магистраль, позволяющую снижать внутреннее давление в пресс-форме;
в котором полимерная композиция подается в пресс-форму для пропитывания расположенного в ней тела и получения тела из армированной волокнами пластмассы;
в котором полимерная композиция является полимером с цепным типом отверждения;
форма кожуха из полимера с цепным типом отверждения обеспечивает схватывание им прессуемого тела, а его конструкция позволяет заполнять его полимером с цепным типом отверждения, подаваемым из магистрали подачи полимера, и располагать его с одной или с обеих сторон прессуемого тела;
приспособление подавления теплопередачи, расположенное между слоем и пресс-формой и предназначенное для подавления передачи тепла от одной стороны, на которой расположен слой, к другой стороне, на которой расположена пресс-форма;
приспособление для отделения прессуемого тела, расположенное между прессуемым телом и слоем;
в котором приспособление для отделения прессуемого тела, слой для приема полимера с цепным типом отверждения и приспособление для подавления теплопередачи расположены один за другим и образуют тело литьевого слоя, которое идет в продольном направлении прессуемого тела;
в котором одна сторона тела литьевого слоя, на которой расположено входное отверстие для полимера с цепным типом отверждения, соединена с подающей магистралью;
в которой другая сторона тела литьевого слоя соединена с всасывающей магистралью, и
в которой расположение слоя и подавляющего приспособления обеспечивает получение предельной величины Vf, определяемой характеристиками отверждения полимера с цепным типом отверждения и характеристиками рассеяния тепла от полимера с цепным типом отверждения в окружающую среду.
Еще один аспект настоящего изобретения позволяет создать способ литейного прессования тела с использованием устройства для литейного прессования в соответствии с настоящим изобретением.
Еще один аспект настоящего изобретения обеспечивает изготовление прессованного тела, получаемого при помощи способа литейного прессования в соответствии с настоящим изобретением.
Полезный эффект изобретения
Настоящее изобретение обеспечивает создание устройства для литьевого прессования и способа литьевого прессования, которые позволяют получать прессованное тело, обладающее превосходными прочностными свойствами, сверхмалым весом, а также стабильным качеством.
Настоящее изобретение позволяет постоянно поддерживать объемное содержание Vf волокон на требуемом уровне, одновременно обеспечивая пропитывание прессуемого тела полимером с цепным типом отверждения, и осуществлять его отверждение. Данный полезный эффект достигается следующей конфигурацией: выполняется слой для приема полимера с цепным типом отверждения. Данный слой содержит полимер с цепным типом отверждения. Данный слой расположен рядом с одной из сторон прессуемого тела или рядом с обеими сторонами прессуемого тела. Имеется приспособление подавления теплопередачи. Данное приспособление расположено между слоем, расположенном на одной или на обеих сторонах тела и пресс-формы. Это позволяет поддерживать объемное содержание Vf волокон на постоянном уровне или повышать его. Комбинация слоя и подавляющего приспособления обеспечивает получение предельной величины Vf. Данная величина определяется характеристиками отверждаемости полимера с цепным типом отвердения и характеристиками рассеяния тепла от полимера с цепным типом отверждения в окружающую среду.
В соответствии с предпочтительным вариантом осуществления настоящего изобретения полимер с цепным типом отверждения подается в требуемом режиме подачи из магистрали 8 подачи полимера в слой для приема полимера с цепным типом отверждения, в котором содержится полимер с цепным типом отверждения и который примыкает к одной стороне прессуемого тела или к обеим сторонам прессуемого тела. Кроме того, на конечном участке (расположенном на расстоянии от входного отверстия) слоя для приема полимера с цепным типом отверждения, через высасывающую магистраль оказывается всасывающее воздействие на внутренний объем слоя для приема полимера с цепным типом отверждения (кожуха из полимера с цепным типом отверждения). Это вызывает пропитывание полимером с цепным типом отверждения из слоя для приема полимера с цепным типом отверждения прессуемого тела через полимерный кожух или пористую пластину. С другой стороны, приспособление подавления теплопередачи (теплоизоляционный материал типа дерева и тому подобного материала), расположенное с обеих сторон слоя для приема полимера с цепным типом отверждения (кожуха полимера с цепным типом отверждения), подавляет передачу тепла от слоя для приема полимера с цепным типом отверждения (кожуха полимера с цепным типом отверждения) к пресс-форме, таким образом, предотвращая снижение температуры прессуемого тела по всей его длине. Кроме того, количество подаваемого полимера с цепным типом отверждения и теплопроводность приспособления подавления теплопередачи подобраны таким образом, чтобы не допускать чрезмерного повышения температуры прессуемого тела. При этих условиях прессуемое тело, содержащее полимер с цепным типом отверждения из слоя для приема полимера с цепным типом отверждения может подвергаться отверждению (отверждению цепного типа).
Краткое описание чертежей
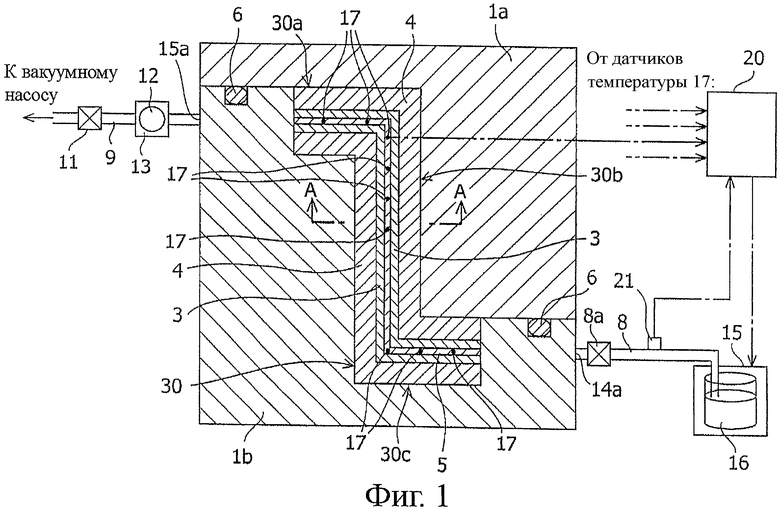
Фиг.1 - общая схема устройства для литейного прессования в соответствии с одним из вариантов осуществления настоящего изобретения. Схема включает вид прессуемого тела в продольном сечении;
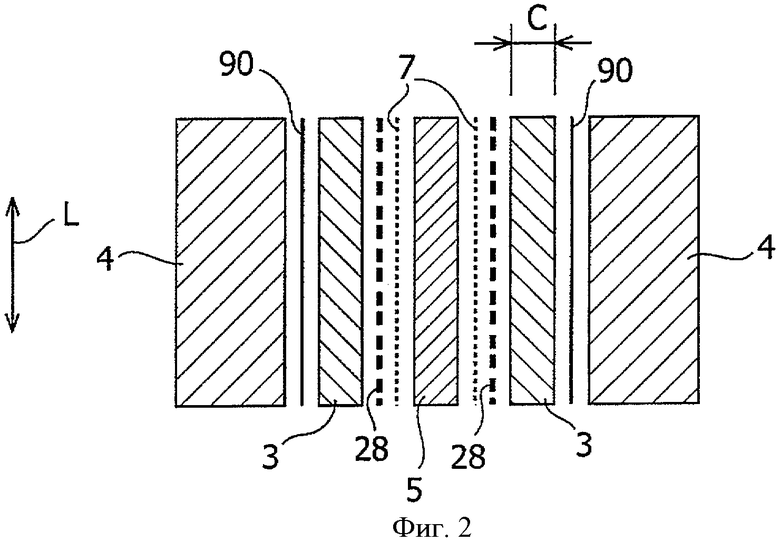
Фиг.2 - вид в продольном сечении по линии А-А фиг.1;
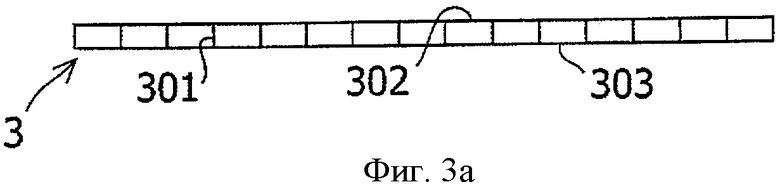
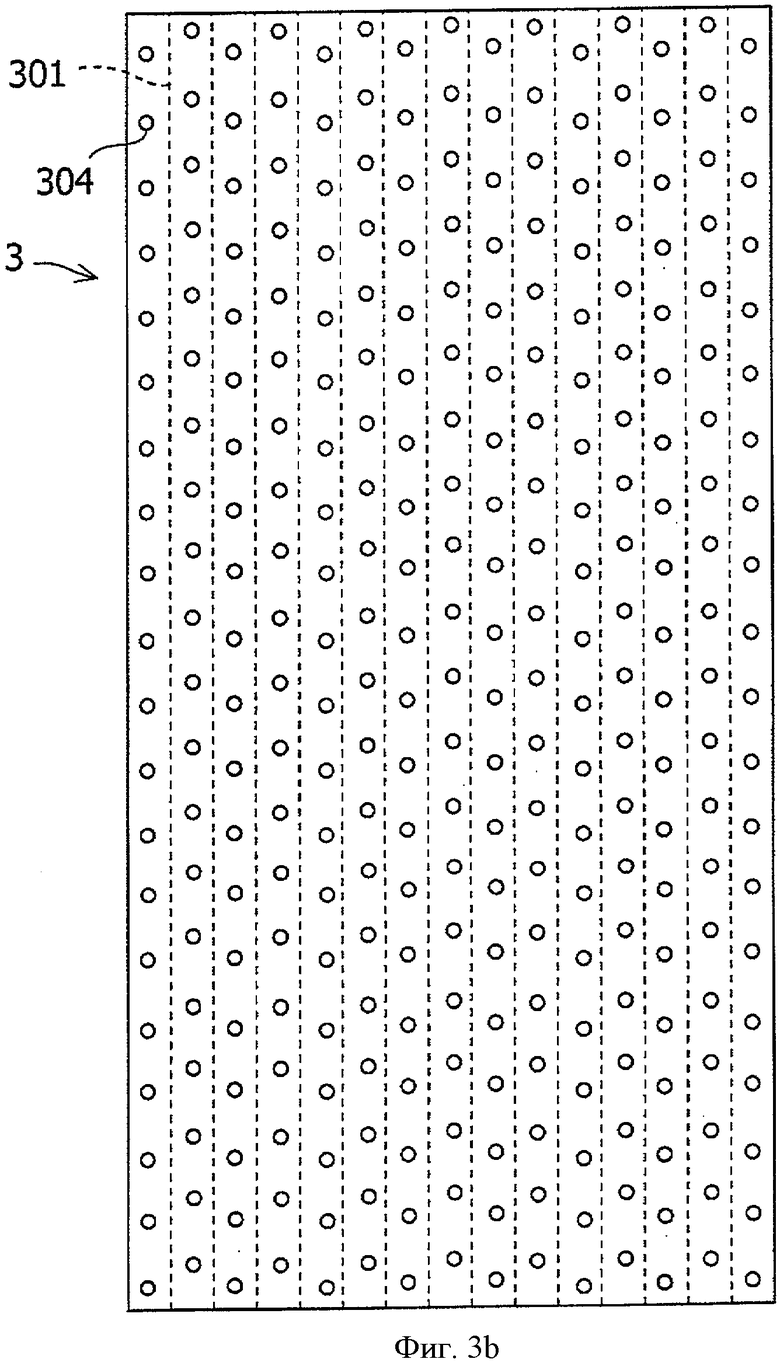
Фиг.3(а) и 3(b) - вид в плане и вид в поперечном сечении соответственно, показывающий кожух из полимера с цепным типом отверждения.
1 - пресс-форма
1а - верхняя половина пресс-формы
1b - нижняя половина пресс-формы
3 - кожух полимера с цепным типом отверждения
4 - теплоизоляционное тело (приспособление подавления теплопередачи)
5 - прессуемое тело (армированный волокнами материал)
7 - лист для отделения пресс-формы
8 - магистраль подачи полимера
8а, 11 - двухпозиционный клапан
9 - всасывающая магистраль
12 - окно для пропускания излучения
13 - алюминиевый блок
14 - емкость с полимером
15 - контейнер под давлением
15а - всасывающее отверстие
16 - емкость с полимером
17 - датчик температуры
20 - управляющее устройство
21 - датчик расхода полимера
28 - перфорированная пластина
30 - тело литейного слоя
30а - верхний горизонтальный участок
30b - вертикальный участок
30с - нижний горизонтальный участок
Осуществление изобретения
Наилучший способ осуществления изобретения
Ниже приводится подробное описание устройства для литейного прессования и способа литейного прессования в соответствии с настоящим изобретением на основе вариантов их осуществления со ссылками на прилагаемые чертежи.
На фигуре 1 представлено схематическое изображение, включающее в себя поперечное сечение прессуемого тела в устройстве литейного прессования в соответствии с одним из вариантов настоящего изобретения. То есть прессуемое тело имеет такую конфигурацию, что оно идет в направлении, перпендикулярном к плоскости фигуры 1. На фигуре 2 показан вид в поперечном разрезе по линии А-А фигуры 1. На фигуре 2 показан частичный вид в поперечном разрезе прессуемого тела. Тело разделено в направлении, перпендикулярном продольному направлению тела. Верхняя часть и нижняя часть тела условно не показаны. Таким образом, на фигуре 2 вертикальное направление (на фигуре показано стрелкой L) является продольным направлением прессуемого тела.
На фигурах 1 и 2 используемая в качестве основы пресс-форма состоит из верхней половины 1а пресс-формы и нижней половины 1b пресс-формы. Между верхней половиной 1а пресс-формы и нижней половиной 1b пресс-формы зажато тело 30 литейного слоя. Более подробное описание тела 30 будет приведено ниже. Цифрой 6 обозначен уплотнительный материал. Цифра 6 показана в двух местах. Уплотнительный материал 6 уплотняет поверхность сопряжения верхней половины 1а пресс-формы и нижней половины 1b пресс-формы. Продольное направление прессуемого тела соответствует вертикальному направлению, обозначенному стрелкой L на фигуре 2. На самом деле, верхнюю половину 1а пресс-формы следовало бы называть правой половиной пресс-формы. Аналогично нижнюю половину 1b пресс-формы следовало бы называть левой половиной пресс-формы. Однако подобные термины не являются общепринятыми в области пресс-форм. Поэтому на протяжении всего документа используются термины "верхняя половина пресс-формы" и "нижняя половина пресс-формы".
Емкость 14 (не показана) с полимером выполнена в верхней части пресс-формы 1 (т.е. в верхней части, если смотреть в продольном направлении прессуемого тела). Кроме того, данная емкость расположена рядом с всасывающей магистралью 9. Емкость с полимером удваивает пространство всасывания.
Входное отверстие 14а для полимера выполнено на нижнем торце пресс-формы. Входное отверстие 14а соединяется с магистралью 8 подачи полимера. Магистраль 8 образована трубкой, выполненной из меди (однако может использоваться другой подходящий материал). Другая емкость с полимером (не показана) выполнена на нижнем крае тела 30. Кроме того, данная емкость с полимером расположена рядом с магистралью 8 подачи полимера. Емкость с полимером обеспечивает подачу полимера в нижний край тела 30. То есть емкость с полимером предотвращает возникновение в верхней половине 1а пресс-формы и нижней половине 1b пресс-формы перебоев подачи полимера в нижний край тела 30.
Магистраль 8 подачи полимера соединяется с баком 16 полимера. Бак 16 расположен в контейнере 15, находящемся под давлением. Магистраль 8 снабжена двухпозиционным клапаном 8а. Клапан 8а предназначен для открывания и перекрывания магистрали 8.
В данном варианте осуществления изобретения предусмотрено создание давления во внутреннем объеме контейнера 15 при подаче полимера. Однако данный вариант осуществления изобретения может быть изменен таким образом, чтобы подача полимера из бака полимера производилось через насос подачи полимера.
Цифрой 9 обозначена всасывающая магистраль, как отмечено выше. Магистраль 9 выполнена из меди (однако возможно использование другого подходящего материала). Магистраль 9 соединяется с вакуумным насосом (не показана). Магистраль 9 через всасывающее отверстие 15а соединяется с емкостью для полимера (пространством всасывания) упомянутой выше. Цифрой 11 обозначен двухпозиционный клапан. Клапан 11 предназначен для открывания и перекрывания магистрали 9.
Магистраль 9 снабжена алюминиевым блоком 13. В блоке 13 имеется окно 12. Окно 12 пропускает через себя излучение. Блок 13 имеет в основном кубическую форму. В окно 12 встроено стекло. В блоке 13 имеется еще одна емкость для полимера.
Блок 13 может быть выполнен из материала, отличного от алюминия. Однако материал должен обеспечивать создание емкости для полимера. Кроме того, материал должен обеспечивать создание окна 12 для пропускания излучения.
Блок 13 может выполняться в магистрали 8 подачи полимера.
Вся конструкция от находящегося под давлением контейнера 15 до двухпозиционного клапана 11 является герметизированной.
Тело 30 литейного слоя состоит из первого горизонтального участка 30а, второго горизонтального участка 30с и вертикального участка 30b. Это показано на фигуре 1. Тело 30 обычно имеет Z-образную форму в поперечном направлении.
На фигуре 2 показан продольный разрез тела 30. Цифрой 5 обозначено прессуемое тело. Тело 5 является слоистым. Тело 5 выполнено, например, из армированного волокнами материала. Подобный материал образован путем расположения одной поверх другой плетеных арматурных сеток, каждая из которых выполнена из армирующих волокон. Данное армирующее волокно является, например, стекловолокном, углеродным волокном, арамидным волокном и другим аналогичным волокном.
Цифрой 3, показанной в двух местах, обозначен кожух полимера с цепным типом отверждения. Один из кожухов 3 расположен рядом с одной внешней стороной тела 5. Другой кожух 3 расположен рядом с другой внешней стороной тела 5. Кожух 3 заполнен полимером с цепным типом отверждения. Это полимерная композиция с цепным типом отверждения. Данная композиция подается из магистрали 8 подачи полимера.
Кожух 3 полимера с цепным типом отверждения может иметь различную форму для различных элементов. Однако любая конфигурация должна обеспечивать вмещение большого количества полимера, как отмечено выше.
На фигуре 3 показана одна из подобных конфигураций. На фигуре 3(а) показан вид в плане подобного кожуха 3. Фигура 3(а) представляет собой принципиальную схему. На фигуре 3(b) показан поперечный разрез кожуха 3 по линии В-В фигуры 3(а).
Кожух 3 состоит из продольной стенки 301, верхнего тонкого поверхностного слоя 302 и нижнего поверхностного тонкого слоя 303. Стенка 301 идет в направлении, в котором течет подаваемый полимер. Кожух 3 включает в себя множество примыкающих друг к другу канавок.
Кожух 3 полимера с цепным типом отверждения может выполняться из материалов, называемых "гофрированный полимерно-волоконный картон" или "полый лист" (выпускаемых под торговой маркой "twin panel" (двойная панель) (фирма Ube-Kasei Co., Ltd.)). Эти материалы выполнены из поликарбоната. Кроме того, данные материалы имеют слоистую структуру. Все эти материалы в поперечном сечении имеют такую же структуру, как и картон. Очевидно, что более предпочтительно выполнять кожух из являющегося в высокой степени теплостойким и жестким материала типа дерева, керамики, металла или другого подобного материала. То есть кожух 3 может выполняться из любых материалов различных типов, таких как полые листовые материалы с таким же поперечным сечением, что и картон; материалы сотовой структуры; сетчатые материалы (например, пластиковые сетки, проволочные сетки и тому подобные материалы); а также различные типы гофрированных листовых материалов.
На фигурах 3(а) и (b) показаны только принципиальные схемы. То есть конструкция кожуха 3 полимера с цепным типом отверждения может быть выполнена таким образом, чтобы его канавки повторяли форму прессуемого тела. Например, если тело 5 имеет правильную форму, канавки выполняются таким образом, что они проходят по заданной кривой.
Кожух 3 предпочтительно выполняется из материала с таким же поперечным сечением, что и любой из различных типов гофрированных листовых материалов и полых листовых материалов. В случае полого листового материала канавки могут использоваться в качестве канала для вставки измерительного инструмента и тому подобных приспособлений типа термопары.
Либо верхний поверхностный тонкий слой 302, либо нижний поверхностный тонкий слой 303 находится напротив тела 5. В данном тонком слое имеются поры 304. Поры 304 тонкого слоя являются сквозными. Каждая пора 304 имеет диаметр от примерно 1 до 2 мм. Поры 304 расположены вдоль канавок. Каждые две соседние поры 304 расположены друг от друга на расстоянии примерно 1-2 см.
Толщина кожуха полимера с цепным типом отверждения определяется оптимальным значением объемного содержания Vf волокон. Объемное содержание Vf волокон зависит от характеристик отверждаемости полимера с цепным типом отверждения и характеристик излучения тепла в окружающую среду. Толщина в основном составляет от примерно 0.5 мм до 20 мм. Предпочтительно она составляет от 2 мм до 6 мм. При толщине менее 0.5 мм затрудняется установка кожуха. Кроме того, при этом увеличивается количество тепла, испускаемого в окружающую среду. При толщине более 20 мм значительно повышается количество неиспользуемого полимерного материала. Это в свою очередь может привести к увеличению затрат.
Как показано на фигуре 2, тело 5 и оба кожуха 3 имеют лист 7 для отделения пресс-формы, установленный между ними. Каждый из листов 7 размещен на теле 5. Лист 7 выполнен из материала 3TLL, клейкого легкоснимаемого слоя, и тому подобных материалов. Лист 7 предназначен для разделения тела 5 и кожуха 3.
На внешней стороне листа 7 имеется пористая пластина 28. Пластина 28 выполнена из перфорированного металла, проволочной сетки и тому подобных материалов.
Внешняя сторона одной из граней кожухов 3 расположена со стороны верхней половины 1а пресс-формы. Внешняя сторона других граней кожухов 3 расположена со стороны нижней половины 1b пресс-формы. Между обеими соответствующими внешними сторонами и половинами 1а и 1b пресс-формы установлен теплоизоляционный материал 4. Теплоизоляционный материал 4 образует подавляющее теплопередачу приспособление. Данное приспособление предназначено для подавления передачи тепла от кожухов 3 к половинам 1а и 1b пресс-формы. Кроме того, между обеими внешними сторонами и соответствующими теплоизоляционными материалами 4 установлены листы 90 из материала "тефлон". Название "тефлон" является зарегистрированной торговой маркой.
Теплоизоляционный материал 4 предназначен для усиления реакции цепного отверждения в полимере. Поэтому в качестве материала 4 предпочтительно используется дерево. Причиной этого является то, что дерево имеет низкую стоимость и высокие теплоизоляционные свойства. Однако, как описывается ниже, температура прессуемого тела 5 является регулируемой. Поэтому может применяться материал с переменной теплопроводностью.
Таким образом, теплоизоляционный материал обладает теплопроводностью 0.3 Вт/(м*К) или менее. Предпочтительно она составляет 0.2 Вт/(м*К) или менее. Более предпочтительно она составляет 0.1 Вт/(м*К) или менее. Подобным теплоизоляционным материалом является, например, дерево, теплоизолирующий картон и тому подобные материалы.
В настоящем изобретении конструкция приспособления для подавления теплопередачи, использующая кожух 3 и теплоизоляционный материал 4, обеспечивает отверждение полимера с цепным типом отверждения при объемном содержании Vf волокон, не превышающем предельную величину. Объемное содержание Vf волокон это объемное содержание волокон в прессуемом теле, выполненном из армированной волокнами пластмассы. Предельное значение объемного содержания Vf определяется характеристиками отверждаемости полимера с цепным типом отверждения и характеристиками излучения тепла от кожуха 3 в окружающую среду через приспособление для подавления теплопередачи, использующее теплоизоляционные средства. Например, если полимер с цепным типом отверждения должен отверждаться при объемном содержании Vf не более 43%, конструкция приспособления обеспечивает достаточное отверждение полимера с цепным типом отверждения при любом объемном содержании Vf не менее 43%.
Полимер с цепным типом отверждения является полимерной композицией с цепным типом отверждения, как было отмечено выше. Полимер с цепным типом отверждения предназначен для использования в устройстве литьевого прессования в соответствии с настоящим изобретением. Подобный полимер с цепным типом отверждения представляет собой связующий полимер, заливаемый в кожух 3 полимера с цепным типом отверждения. Полимер с цепным типом отверждения начинает отверждаться при воздействии излучения типа ультрафиолетового излучения или другого аналогичного излучения. Во время отверждения полимера с цепным типом отверждения использование тепла, выделяющегося при реакции, способствует возникновению цепной реакции отверждения.
То есть экспонированный участок вышеупомянутого полимера с цепным типом отверждения под воздействием излучения начинает отверждаться. Выделяющееся при реакции отверждения тепло вызывает цепную реакцию на этом участке. В результате, обеспечивается возможность завершения процесса отверждения в не зависимости от того, проникло излучение во внутренние участки полимера с цепным типом отверждения или нет, и вне зависимости от того, блокировалось ли распространение излучения препятствиями и предотвращалось ли его проникновение во внутренние участки полимера с цепным типом отверждения или нет. Благодаря этому полимер с цепным типом отверждения быстро отверждается даже в глубоко расположенных слоях. Например, армированная углеродным волокном пластмасса толщиной 1 см может быть отверждена в течение трех минут.
Таким полимером с цепным типом отверждения может быть полимерная композиция, описанная в патенте JP 11-193322 A. Эта композиция включает в себя в определенных весовых пропорциях: компонент, действующий как фото/термоинициатор катионной полимеризации; а также фотоинициатор для катионной полимеризации. При использовании этой полимерной композиции армированная углеродным волокном пластмасса толщиной 1 см может быть отверждена в течение трех минут.
Описанная в патенте JP 11-193322 A полимерная композиция с более хорошими характеристиками включает в себя 100 весовых частей фотополимеризуемого полимера; а также от 0.6 до 5 весовых частей компонента, действующего как инициатор фотополимеризации и состоящего, по меньшей мере, из двух компонентов. Фотополимеризуемый полимер выбирают из группы, включающей в себя: фотополимеризуемый эпоксидный полимер типа алициклической эпоксидной смолы, глицидной эфирной смолы, эпоксидного полиолефина и тому подобных веществ; а также виниловое эфирное соединение. Полимерная композиция с более хорошими характеристиками включает в весовом соотношении 1 к 4: компонент, выполняющий функцию фото/термоинициатора катионной полимеризации; а также фотоинициатор катионной полимеризации.
Фото/термоинициатор полимеризации может инициировать полимеризацию под действием света и/или тепла (см. JP 7-300504 A, раздел [0002]).
Вместо этой композиции может использоваться другой вариант полимерной композиции с цепным типом отверждения, описанный в патенте JP 2001-89639 A. В этой полимерной композиции с цепным типом отверждения используется соединение железо-аллин в качестве специального инициатора фотополимеризации. Кроме того, данная полимерная композиция включает в себя: 1 моль фотополимеризуемого полимера, вступающего в реакцию с компонентом, выполняющим функцию отверждающего агента; а также от 0.1 до 1.4 молей компонента, выполняющего функцию отверждающего агента. Все это в комплексе позволяет вызывать цепную реакцию отверждения в полимерной композиции. В альтернативном варианте может использоваться специальная сульфоновая соль. Кроме того, в этом варианте полимерная композиция включает в себя: 1 моль фотополимеризуемого полимера, вступающего в реакцию с компонентом, выполняющим функцию отверждающего агента; а также от 0.1 до 1.4 молей компонента, выполняющего функцию отверждающего агента. Все это в комплексе позволяет вызывать цепную реакцию отверждения в полимерной композиции. Кроме того, данная полимерная композиция включает в себя: 100 весовых частей всех компонентов, кроме компонента, выполняющего функцию инициатора фотополимеризации; а также от 0.1 до 6 весовых частей компонента, выполняющего функцию инициатора фотополимеризации. Все это в комплексе вызывает цепную реакцию отверждения в полимерной композиции при ее экспонировании в ультрафиолетовом излучении.
В качестве альтернативного варианта может применяться полимерное соединение фирмы Elementis Co. Ltd, описанное в патенте US No. 6,245,827 В1. Эта полимерная композиция включает в качестве фотополимеризуемого полимера алициклическую эпоксидную смолу, виниловый эфир или их комбинацию и эпоксидный полиолефин. Кроме того, данная полимерная композиция включает в себя, по меньшей мере, один инициатор термополимеризации, выполненный из органического пероксида, и один фото/термоинициатор катионной полимеризации, добавленный к нему. Кроме того, данная полимерная композиция включает в себя альфа-гидроксикетон в качестве сенсибилизирующего агента. Все это в комплексе позволяет вызывать в данной полимерной композиции аналогичную цепную реакцию отверждения.
Еще одним связующим полимером является, например, другая полимерная композиция, выпускаемая фирмой Elementics Co. Ltd. Эта полимерная композиция приводит в действие тот же механизм цепного отверждения, что и описанный выше. Эта полимерная композиция является, например, винильной эфирной полимерной композицией; полимерной композицией, содержащей глицидол; оксетановой полимерной композицией или радикальной композицией.
На фигуре 1 цифрой 17, показанной в нескольких местах, обозначен датчик температуры, состоящий из термопары или других подобных элементов. Датчики 17 расположены на определенном расстоянии друг от друга (например, на расстоянии около 4 см). Датчики 17 расположены на прессуемом теле 5. В другом варианте датчики 17 могут располагаться на кожухах 3 рядом с телом 5. Датчики 17 установлены последовательно от входной стороны, соединенной с магистралью 8 подачи полимера до соединенной с всасывающей магистралью 9 стороны, противоположной входной стороне. Таким образом, датчики 17 измеряют температуру тела 5.
Цифрой 21 обозначен датчик расхода полимера. Датчик 21 расположен в магистрали 8. Данный датчик предназначен для измерения расхода полимера с цепным типом отверждения, подаваемого в кожухи 3.
Цифрой 20 обозначено управляющее приспособление. Приспособление 20 принимает сигнал, соответствующий температуре тела 5, измеренной каждым из датчиков 17. Приспособление 20 также получает сигнал, соответствующий расходу подаваемого полимера с цепным типом отверждения, замеренному датчиком 21. Данные действия выполняются для каждого прессуемого изделия. Это позволяет поддерживать стабильное качество. Приспособление 20 осуществляет функцию управления на основе замеренного расхода подаваемого в кожухи 3 полимера с цепным типом отверждения.
В устройстве для литьевого прессования, имеющем вышеописанную конфигурацию, тело 30 литейного слоя, включающее в себя прессуемое тело 5, располагают между верхней половиной 1а пресс-формы и нижней половиной 1b пресс-формы. Затем уплотнительным материалом 6 создают гидравлически герметичное уплотнение поверхности сопряжения верхней половины 1а пресс-формы и нижней половины 1b пресс-формы.
После этого дегазированный полимер с цепным типом отверждения помещают в бак полимера в находящемся под давлением контейнере. Затем закрывают двухпозиционный клапан 8а в магистрали 8 подачи полимера. После этого на участке магистрали между находящимся под давлением контейнером 15 и клапаном 8а постепенно создают вакуум (т.е. внутреннее давление в нем понижается до достаточно малой величины). После этого открывают двухпозиционный клапан 11. Затем приводят в действие вакуумный насос (не показан) для создания вакуума во всасывающей магистрали 9. В результате в пресс-форме 1 создается вакуум (т.е. внутреннее давление в ней понижается до достаточно малой величины). После этого во внутреннем объеме находящегося под давлением контейнера создают нормальное давление величиной несколько атмосфер. Затем открывают клапан 8а магистрали 8 и клапан 11 магистрали 9. В результате этого полимерная композиция с цепным типом отверждения, находящаяся в баке 16 полимера в контейнере 15, подается в кожухи 3 полимера с цепным типом отверждения через магистраль 8. В результате кожухи 3 заполняются полимером с цепным типом отверждения.
После того как полимер с цепным типом отверждения заполняет кожухи 3 полимера с цепным типом отверждения, он течет через канавки, описанные выше. После этого полимер с цепным типом отверждения выходит через поры 304, выполненные в тонком слое, расположенном поверх канавок. После этого полимер с цепным типом отверждения проходит через листы 7 для отделения пресс-формы (и через перфорированные пластины 28). После этого полимер с цепным типом отверждения проникает в прессуемое тело 5. В результате тело 5 пропитывается полимером с цепным типом отверждения.
В результате этого полимер накапливается также и емкости для полимера в верхнем торце слоя прессуемого тела 30. В результате этого также происходит накопление полимера в алюминиевом блоке 12.
Окончательное наполнение кожухов 3 полимером с цепным типом отверждения подтверждается измерениями расхода полимера и другими аналогичными измерениями. При подтверждении данного факта двухпозиционный клапан 11 закрывают. После этого давление во внутреннем объеме находящегося под давлением контейнера доводят, например, до шести атмосфер. После этого осуществляется подача полимера под давлением. Кожухи 3 в результате лучше пропитываются полимером без образования пустот. После этого выключают вакуумный насос (не показан). На этом операция пропитывания тела 5 полимером с цепным типом отверждения завершается.
После этого полимер с цепным типом отверждения отверждают под воздействием излучения, проходящего через окно 12 пропускания излучения, выполненное в алюминиевом блоке 13. Отверждаемую под действием ультрафиолетового излучения полимерную композицию облучают ультрафиолетовым излучением. Это вызывает цепное отверждение полимера с цепным типом отверждения. Цепное отверждение может вызываться различными видами излучения. Однако также можно проводить нагрев части блока 13 или части медной трубки, т.е. магистрали 9.
В блоке 13 выполнена внутренняя емкость для полимера, как было отмечено выше. При начале отверждения под действием ультрафиолетового или другого подобного излучения это приводит к возникновению цепного отверждения. Цепная реакция отверждения распространяется и на емкость 14. Емкость 14 содержит только полимер с цепным типом отверждения. Поэтому цепная реакция отверждения быстро распространяется по емкости 14 и через Z-образный канал в Z-образном теле 30 литейного слоя распространяется на нижний торец тела 30. То есть цепная реакция распространяется на всю длину Z-образного тела в направлении от всасывающей магистрали 9 к подающей магистрали 8.
Как было отмечено выше, в нижнем торце тела 30 имеется еще одна емкость с полимером. Эта емкость расположена около подающей магистрали 8. Эта емкость может быть снабжена термопарой. Она может быть сконструирована таким образом, что термопара регистрирует тепло, выделяющееся в процессе цепной реакции отверждения, и управляет закрытием клапана 8а, расположенного у подающей магистрали 8. Этим предотвращается цепное отверждение оставшегося в находящемся под давлением контейнере полимера. Во внутреннем объеме находящегося под давлением контейнера может создаваться давление примерно 6 атм до полного завершения цепной реакции отверждения. В данном варианте осуществления изобретения процесс пропитывания полимером может осуществляться наилучшим образом за счет наблюдения при помощи термопары за емкостью с полимером, расположенной около подающей магистрали 8 и поддержания давления во внутреннем объеме тела 30 литейного слоя до момента, непосредственно предшествующего завершению цепной реакции отверждения.
После начала реакции отверждения полимера с цепным типом отверждения максимальная температура в районе переднего торцевого участка подвергнутой цепному отверждению зоны полимера с цепным типом отверждения в течение 10 с, предпочтительно 5 с, более предпочтительно 3 с начала реакции отверждения повышается на 50°С или более от температуры полимерной композиции после завершения процесса пропитывания и перед началом реакции отверждения. Авторы изобретения подтвердили, что разница температур составляет предпочтительно 70°С или более, а более предпочтительно 100°С или более. При поддержании такой разницы температур появляется возможность поддержания характеристик полимера (например, вязкости полимера) на уровне, являющемся предпочтительным для литейных операций, таких как подача полимера, которые должны выполняться до начала реакции отверждения, в течение всего времени, необходимого для осуществления подобных операций.
Положительный градиент температур в районе переднего торцевого участка отвержденной зоны полимера с цепным типом отверждения в процессе процесса цепного отверждения составляет 300°С/мин или более, более предпочтительно 600°С/мин или более, наиболее предпочтительно 1000°С/мин или более.
Вышеописанный положительный эффект может быть получен за счет использования следующего альтернативного способа: после начала реакции отверждения полимера с цепным типом отверждения максимальная температура в районе переднего торцевого участка подвергнутой цепному отверждению зоны полимера с цепным типом отверждения в течение 10 с, предпочтительно 5 с, более предпочтительно 3 с с начала реакции отверждения повышается до температуры не менее температуры при начале реакции термоотверждения полимерной композиции. Кроме достижения температуры в начале реакции термоотверждения предпочтительно довести температуру до температуры не менее 20°С. Более того, кроме достижения температуры в начале реакции термоотверждения более предпочтительно достичь температуры не менее 50°С. Температура в начале реакции термоотверждения определяется температурой начала реакции термоотверждения (начальным значением) и температурой завершения реакции термоотверждения (конечным значением), обе температуры замеряются дифференциальным сканирующим калориметром (скорость повышения температуры составляет 10°С/мин).
При использовании углерода в качестве материала армирующих волокон полимера с цепным типом отверждения, когда объемное содержание Vf волокон достигает величины не менее 41%, становится затруднительно обеспечить достаточное отверждение даже полимерной композиции с цепным типом отверждения. В данном варианте осуществления изобретения сочетание емкости 14 с полимером и кожуха 3 полимера позволяет поддерживать условия, обеспечивающие непрерывное протекание цепной реакции отверждения.
В устройстве для прессования в соответствии с настоящим изобретением объемное содержание Vf волокон, составляющее от 41% до 70%, является достаточным для обеспечения непрерывного протекания цепной реакции отверждения.
Устройство для литейного прессования в соответствии с настоящим вариантом осуществления изобретения имеет конфигурацию, описанную выше. Данный вариант осуществления изобретения включает следующую конфигурацию. В верхней половине 1а пресс-формы и нижней половине 1b пресс-формы расположено прессуемое тело 5. Тело 5 выполнено из армирующего волоконного материала. Кожухи 3 полимера с цепным типом отверждения расположены в продольном направлении тела 5. Кожухи 3 примыкают к обеим соответствующим сторонам тела 5. Кожух 3 заполняется полимером с цепным типом отверждения (полимерной композицией с цепным типом отверждения). Наружная сторона одного из кожухов находится со стороны верхней половины 1а пресс-формы. Внешняя сторона другого кожуха 3 расположена со стороны нижней половины 1b пресс-формы. Между обеими вешними сторонами и соответствующими половинами 1а и 1b пресс-формы имеется теплоизоляционный материал 4. Теплоизоляционный материал 4 образует приспособление подавления теплопередачи. Это приспособление служит для подавления передачи тепла от кожухов 3 к половинам 1а и 1b пресс-формы. Кроме того, между соответствующими внешними кожухами 3 и телом 4 установлена пористая пластина 28. Пластина 28 выполнена из перфорированного металла, проволочной сетки и тому подобных материалов.
Вышеописанная конфигурация позволяет подавать в кожухи 3 требуемое количество полимера с цепным типом отверждения через магистраль 8 подачи полимера. Кожухи 3 расположены вдоль продольного направления тела 5 с обеих соответствующих внешних сторон тела 5. Вышеописанная конфигурация также обеспечивает пропитывание полимером с цепным типом отверждения тела 5 через пористые пластины 28 при одновременном всасывании полимера с цепным типом отверждения из кожухов 3 через всасывающую магистраль 9.
Вышеописанная конфигурация также позволяет проводить требуемое цепное отверждение прессуемого тела 5 без возникновения двух следующих событий. Первое событие заключается в снижении температуры по всей длине тела 5. Второе событие заключается в чрезмерном повышении температуры. Первое событие предотвращается подавлением рассеяния тепла от кожухов 3 в половины 1а и 1b пресс-формы за счет использования приспособления подавления теплопередачи. Это приспособление, как было отмечено выше, например, представляет собой теплоизолирующий материал 4, установленный с обеих соответствующих внешних сторон кожухов 3. Второе событие предотвращается за счет правильного подбора теплопроводности приспособления подавления теплопередачи.
Промышленная применимость
Настоящее изобретение относится к способу литейного прессования полимера и к устройству для литейного прессования полимера, предназначенному для использования при литейном прессовании армированных волокнами пластмасс. В частности, настоящее изобретение включает использование полимера с цепным типом отверждения. Он является полимерной композицией с цепным типом отверждения. Таким образом, настоящее изобретение позволяет повысить объемное содержание волокон в прессуемом армированном волокнами теле. Кроме того, настоящее изобретение позволяет получать прессованное тело, обладающее чрезвычайно малым весом.
Настоящее изобретение относится к устройству для литейного прессования полимеров и способу литейного прессования полимеров, предназначенных для прессования конструкции из армированной волокнами пластмассы. Техническим результатом заявленного изобретения является повышение объемного содержания волокон в прессуемом армированном волокнами теле для увеличения прочности изделия и получение прессованного тела, обладающего малым весом. Технический результат достигается устройством для литейного прессования, которое включает в себя пресс-форму, в которую помещено прессуемое тело, выполненное из армирующего волоконного материала. С внутренним объемом пресс-формы связана магистраль подачи полимера. Для обеспечения снижения внутреннего давления в пресс-форме устанавливают всасывающую магистраль. Для пропитывания тела с целью получения прессованного тела из армированной волокнами пластмассы в пресс-форму подается полимерная композиция, которая является полимером с цепным типом отверждения. Для приема полимера с цепным типом отверждения имеется слой, выполненный из пустотелого пластинчатого материала, который может содержать полимерную композицию, являющуюся полимером с цепным типом отверждения. Слой примыкает к внешней стороне тела и обеспечивает получение предельного значения Vf. Между телом и слоем для приема полимера с цепным типом отверждения расположено средство для отделения тела. При этом тело литейного слоя является состоящим из средств для отделения прессуемого тела и слоя для приема полимера с цепным типом отверждения, расположенных в форме слоев один над другим вне прессуемого тела. 5 н. и 9 з.п. ф-лы, 4 ил.
1. Устройство для литейного прессования, включающее в себя пресс-форму, в которую помещено прессуемое тело, выполненное из армирующего волоконного материала;
магистраль подачи полимера, связанную с внутренним объемом пресс-формы;
всасывающую магистраль, конструкция которой обеспечивает снижение внутреннего давления в пресс-форме;
в котором в пресс-форму подается полимерная композиция для пропитывания ей тела с целью получения прессованного тела из армированной волокнами пластмассы;
в котором полимерная композиция является полимером с цепным типом отверждения;
слой для приема полимера с цепным типом отверждения, содержащий полимер с цепным типом отверждения, выполненный из пустотелого пластинчатого материала, который может содержать полимерную композицию, являющуюся полимером с цепным типом отверждения, примыкающий к внешней стороне тела и обеспечивающий получение предельного значения Vf, определяемого характеристиками отверждения полимера с цепным типом отверждения и характеристиками рассеяния тепла от полимера с цепным типом отверждения в окружающую среду;
средство для отделения тела, расположенное между телом и слоем для приема полимера с цепным типом отверждения,
и в котором тело литейного слоя является состоящим из средств для отделения прессуемого тела и слоя для приема полимера с цепным типом отверждения, расположенных в форме слоев один над другим вне прессуемого тела.
2. Устройство по п.1, дополнительно включающее в себя
тело литейного слоя, состоящего из приспособления для отделения прессуемого тела, слоя для приема полимера с цепным типом отверждения и приспособления подавления теплопередачи, причем эти три элемента расположены слоями один над другим;
емкость для полимера, выполненную в пресс-форме и имеющую конфигурацию, благодаря которой она включает в себя тело литейного слоя.
3. Устройство по п.1, в котором слой для приема полимера с цепным типом отверждения включает в себя кожух полимера с цепным типом отверждения, заполняемый полимером с цепным типом отверждения, подаваемым из магистрали подачи полимера, в котором кожух полимера с цепным типом отверждения расположен с одной стороны прессуемого тела или с обеих сторон прессуемого тела, при этом кожух полимера с цепным типом отверждения состоит из продольной стенки, которая проходит в направлении, в котором проходит полимер после инжекции, верхней поверхностной пленки и нижней поверхностной пленки, причем кожух полимера с цепным типом отверждения содержит множество соседних канавок, а полимер с цепным типом отверждения выходит из мелких пор, имеющихся в пленке.
4. Устройство по п.3, в котором поверхность кожуха полимера с цепным типом отверждения, расположенная со стороны прессуемого тела, является пористой.
5. Устройство по п.3, в котором кожух полимера с цепным типом отверждения и прессуемое тело имеют пористую пластину, включающую проволочную сетку.
6. Устройство для литейного прессования, включающее в себя
пресс-форму, в которую помещено прессуемое тело, выполненное из армирующего волоконного материала;
магистраль подачи полимера, связанную с внутренним объемом пресс-формы;
всасывающую магистраль, конструкция которой обеспечивает снижение внутреннего давления в пресс-форме;
в котором в пресс-форму подается полимерная композиция для пропитывания ею тела с целью получения прессованного тела из армированной волокнами пластмассы;
в котором полимерная композиция является полимером с цепным типом отверждения;
слой для приема полимера с цепным типом отверждения, содержащий полимер с цепным типом отверждения, примыкающий к внешней стороне тела;
приспособление для подавления теплопередачи, расположенное между данным слоем и пресс-формой, предназначенное для подавления передачи тепла от одной стороны, на которой расположен данный слой, к другой стороне, на которой расположена пресс-форма;
приспособление для отделения тела, расположенное между телом и слоем для приема полимера с цепным типом отверждения;
в котором комбинация слоя и подавляющего приспособления обеспечивает получение предельного значения Vf, определяемого характеристиками отверждения полимера с цепным типом отверждения и характеристиками рассеяния тепла от полимера с цепным типом отверждения в окружающую среду.
7. Устройство по п.6, дополнительно включающее в себя
тело литейного слоя, состоящего из приспособления для отделения прессуемого тела, слоя для приема полимера с цепным типом отверждения и приспособления подавления теплопередачи, причем эти три элемента расположены слоями один над другим;
емкость для полимера, выполненную в пресс-форме и имеющую конфигурацию, благодаря которой она включает в себя тело литейного слоя.
8. Устройство по п.6, в котором слой для приема полимера с цепным типом отверждения включает в себя кожух полимера с цепным типом отверждения, заполняемый полимером с цепным типом отверждения, подаваемым из магистрали подачи полимера, в котором кожух полимера с цепным типом отверждения расположен с одной стороны прессуемого тела или с обеих сторон прессуемого тела, при этом кожух полимера с цепным типом отверждения состоит из продольной стенки, которая проходит в направлении, в котором проходит полимер после инжекции верхней поверхностной пленки и нижней поверхностной пленки, причем кожух полимера с цепным типом отверждения содержит множество соседних канавок, а полимер с цепным типом отверждения выходит из мелких пор, имеющихся в пленке.
9. Устройство по п.6, в котором приспособление для подавления теплопередачи включает в себя теплоизоляционный материал с теплопроводностью 0,3 Вт/м·К или менее.
10. Устройство по п.8, в котором поверхность кожуха полимера с цепным типом отверждения, расположенная со стороны прессуемого тела, является пористой.
11. Устройство по п.8, в котором кожух полимера с цепным типом отверждения и прессуемое тело имеют пористую пластину, включающую проволочную сетку.
12. Устройство для литейного прессования, включающее в себя
пресс-форму, в которую помещено прессуемое тело, выполненное из армирующего волоконного материала;
магистраль подачи полимера, связанную с внутренним объемом пресс-формы;
всасывающую магистраль, конструкция которой обеспечивает снижение внутреннего давления в пресс-форме;
в котором в пресс-форму подается полимерная композиция для пропитывания ею тела с целью получения прессованного тела из армированной волокнами пластмассы;
в котором полимерная композиция является полимером с цепным типом отверждения;
конфигурация кожуха полимера с цепным типом отверждения обеспечивает схватывание прессуемого тела, а его конструкция позволяет заполнять его полимером с цепным типом отверждения, подаваемым из магистрали подачи полимера, в котором кожух полимера с цепным типом отверждения расположен с одной стороны прессуемого тела или с обеих сторон прессуемого тела;
приспособление для подавления теплопередачи, расположенное между данным слоем и пресс-формой, предназначенное для подавления передачи тепла от одной стороны, на которой расположен данный слой, к другой стороне, на которой расположена пресс-форма;
приспособление для отделения тела, расположенное между телом и слоем;
в котором тело литейного слоя образовано приспособлением для отделения прессуемого тела, слоем для приема полимера с цепным типом отверждения, и приспособлением для подавления теплопередачи, которые расположены слоями друг над другом и составляют тело литейного слоя, спроектированного таким образом, что он идет в продольном направлении прессуемого тела;
в котором одна сторона тела литейного слоя с входным отверстием для полимера с цепным типом отверждения соединена с магистралью подачи полимера;
в котором другая сторона тела литейного слоя соединена с всасывающей магистралью;
и в котором сочетание слоя и подавляющего приспособления обеспечивает получение предельной величины Vf, определяемой характеристиками отверждения полимера с цепным типом отверждения и характеристиками рассеяния тепла от полимера с цепным типом отверждения в окружающую среду.
13. Способ литейного прессования прессуемого тела, содержащий следующие этапы:
расположение прессуемого тела, выполненного из армирующего волоконного материала, в пресс-форме, содержащей магистраль ввода полимера, соединяющуюся с внутренним пространством формы, и всасывающую магистраль;
снижение внутреннего давления в пресс-форме через всасывающую магистраль и инжекция полимерной композиции с цепным типом отверждения в форму для пропитки ею тела;
расположение слоя для приема полимера с цепным типом отверждения примыкающим к наружной стороне тела, причем слой для приема полимера с цепным типом отверждения выполняется из пустотелого пластинчатого материала, который может содержать полимер с цепным типом отверждения; и
расположение средств для отделения тела между телом и слоем для приема полимера с цепным типом отверждения;
причем слоистое тело, в котором располагаются приспособления для разделения тела и слоя для приема полимера с цепным типом отверждения, устанавливающиеся в слоистом виде, формируется снаружи тела;
и дополнительно содержащий этап цепного отверждения полимера, включенного в тело и слой для приема полимера с цепным типом отверждения.
14. Прессованное тело, полученное прессованием с использованием способа литейного прессования по п.13.
| JP 2004090349 A, 25.03.2004 | |||
| JP 11193322 A, 21.07.1999 | |||
| JP 2003136548 A, 14.05.2003 | |||
| JP 2001002760 A, 09.01.2001 | |||
| US 6375887 B1, 23.04.2002 | |||
| JP 10110041 A, 28.04.1998 | |||
| СПОСОБ ПОЛУЧЕНИЯ ФОРМОВАННЫХ ИЗДЕЛИЙ ПУТЕМ ПОЛИМЕРИЗАЦИИ ЛАКТАМОВ В ФОРМАХ | 1995 |
|
RU2133672C1 |
| СИСТЕМА УПРАВЛЕНИЯ ПРОЦЕССОМ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ РЕАКТОПЛАСТА | 1992 |
|
RU2010714C1 |

