Изобретение относится к черной металлургии, а именно к непрерывной разливке и способам регулирования вторичного охлаждения слитка на машине непрерывного литья заготовок (МНЛЗ).
Известен способ управления охлаждением слитка при непрерывной разливке металла (а.с. СССР 555981, кл. В22D 11/16, / Краснов Б.И., 1977 г.) [1], включающий подачу охладителя к отдельным секциям вторичного охлаждения, установление времени регулирования в зависимости от направления изменения скорости вытягивания слитка и изменение расхода охладителя за время регулирования по линейному закону с конечным установившимся значением расхода охладителя, соответствующим изменившейся скорости.
Основным недостатком этого способа является тот факт, что при изменении скорости вытягивания слитка он допускает разогревы и переохлаждения поверхности слитка в секциях ЗВО МНЛЗ, что может приводить к появлению различных дефектов.
Известен также способ управления охлаждением сляба в зоне вторичного охлаждения машины непрерывного литья заготовок криволинейного типа, (патент РФ №2229958, кл. 7 В22D 11/22, 11/124, / Лукин С.В., Ламухин A.M., Калягин Ю.А. и др., 2002 г.) [2]. В соответствии с этим способом определение расходов охладителя по зонам вторичного охлаждения осуществляют при сохранении зависимости удельных расходов воды от времени пребывания в МНЛЗ элемента слитка, находящегося напротив середины рассматриваемой зоны вторичного охлаждения, для любого скоростного режима разливки.
Недостатком этого способа является то, что предлагаемая процедура определения времени пребывания элемента непрерывного слитка в МНЛЗ, необходимого для управления, в виде решения интегрального уравнения неудобна, так как искомая величина входит в описание нижнего предела предлагаемого интеграла. Это значительно усложняет алгоритм управления, а при некоторых видах подынтегральной функции уравнение становится неразрешимым. Кроме того, соблюдение постоянства функции изменения расходов охладителя от времени пребывания слитка в МНЛЗ независимо от скоростного режима разливки приводит к переохлаждению слитка при низких скоростях вытягивания и его разогреву при высоких скоростях, что, в свою очередь, приводит к образованию различных дефектов слитка. По этой причине этот способ практически не используется при непрерывной разливке на современных промышленных МНЛЗ.
Наиболее близким к предлагаемому способу является способ динамического регулирования охлаждением слитка на установке непрерывной разливки металла (патент РФ №2185927, кл. 7 В22D 11/22, / Кошкин А.В., Парфенов Е.П., Лобанов Е.П., Смирнов А.А., Куроедов В.Д., Маевский В.В., 1999 г.) [3]. При изменении скорости расходы охладителя по этому способу изменяют по некоторой нелинейной функции от времени от одного стационарного значения до другого. Результатом такого регулирования охлаждением слитка является постоянство температуры поверхности металла в каждой точке зоны вторичного охлаждения независимо от скорости вытягивания.
Недостатком этого способа является то, что постоянство температуры в выбранных точках зоны вторичного охлаждения независимо от скорости вытягивания приводит к тому, что функции изменения расходов воды от времени пребывания слитка в МНЛЗ при разных скоростях отличаются друг от друга, и тем резче, чем больше различие скоростей. Вследствие этого появляются эффекты выпучивания и утонения оболочки слитка при разливке с низкими скоростями вытягивания, а при повышенных скоростях появляются повышенные термические напряжения в поверхностных слоях слитка за счет их переохлаждения. Все это, в свою очередь, приводит к появлению различного рода дефектов: поверхностных и внутренних трещин, расслоя, увеличивается вероятность прорывов.
По совокупности существенных признаков и достигаемому результату этот способ наиболее близок к заявляемому способу и принят в качестве прототипа.
Задача изобретения состоит в обеспечении монотонного изменения температуры поверхности непрерывного слитка при изменении скорости вытягивания в каждой секции ЗВО от значения, соответствующего скорости до ее изменения до значения, соответствующего новой скорости. Монотонное изменение температуры поверхности слитка во всех секциях ЗВО МНЛЗ во время переходного процесса без разогревов и переохлаждений приводит к улучшению качества слитка.
Задача решается тем, что при динамическом регулировании охлаждения непрерывного слитка на установке непрерывной разливки металла при изменении скорости вытягивания, включающем регулирование расхода охладителя по секциям зоны вторичного охлаждения в зависимости от изменения скорости вытягивания, температуру поверхности непрерывного слитка в течение переходного процесса изменяют монотонно без существенных разогревов и переохлаждений путем регулирования интенсивности охлаждения в каждой секции ЗВО по зависимости
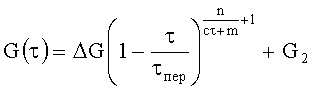
где ΔG=G1-G2, где G1, G2 - расходы воды при скоростях ν1, ν2 соответственно; τпер - время переходного процесса, определяемого по зависимости τпер=z/ν2, где z - характерная координата секции ЗВО; c - константа, равная 0,01; n и m - коэффициенты, зависящие от координаты секции z и установившейся скорости разливки ν2.
При этом для случая снижения скорости разливки используют зависимости и и от координаты z секции ЗВО и новой скорости ν2 вида:

m(z)=16,6z0,523-16,03,
а для случая повышения скорости вида


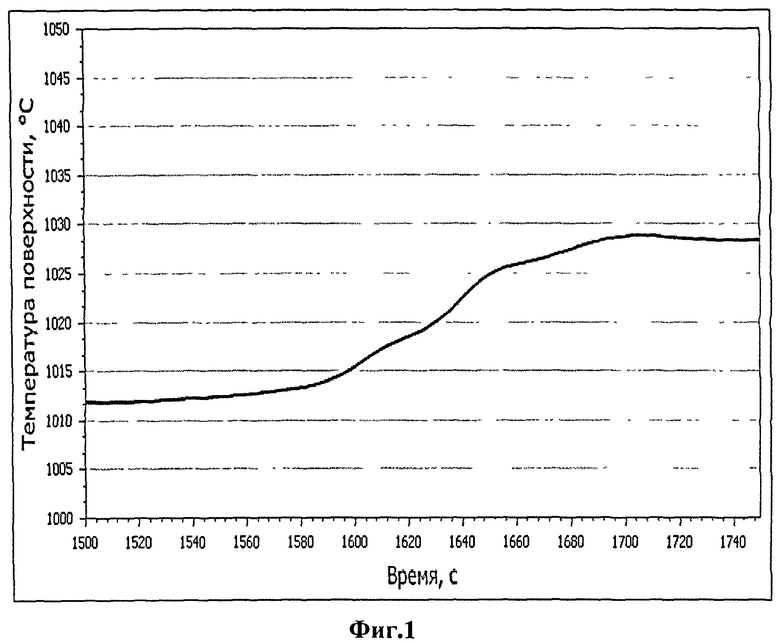
На фиг.1 представлено монотонное изменение температуры поверхности слитка во время переходного процесса в третьей секции ЗВО промышленной МНЛЗ, полученное в результате регулирования расходов охладителя в соответствии с предлагаемым способом при разливке слябов сечением 1500×200 мм2 низкоуглеродистых марок сталей и изменении скорости вытягивания от 0,8 м/мин до 1,2 м/мин.
В качестве примера ниже рассмотрена реализация предлагаемого способа регулирования вторичного охлаждения на МНЛЗ, состоящей из кристаллизатора длиной 0,8 м и восьми секций ЗВО, в сравнении со способами регулирования вторичного охлаждения, предложенными в аналогах и прототипе. Координаты концов секций ЗВО МНЛЗ представлены в табл.1.
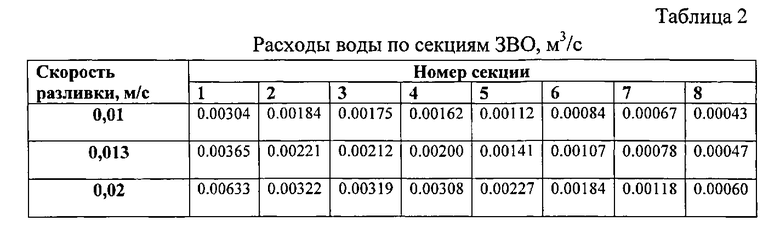
Математическое моделирование изменения теплового состояния непрерывного слитка проводили для двух случаев разливки слябов сечением 1500×200 мм2 марки Ст3сп: при изменении скорости вытягивания от ν1=0,6 м/мин до ν1=1,2 м/мин и при изменении скорости вытягивания от ν2=1,2 м/мин до ν2=0,8 м/мин. Расходы воды по секциям ЗВО для стабильных режимов разливки при используемых в примере значениях скорости вытягивания представлены в табл. 2.
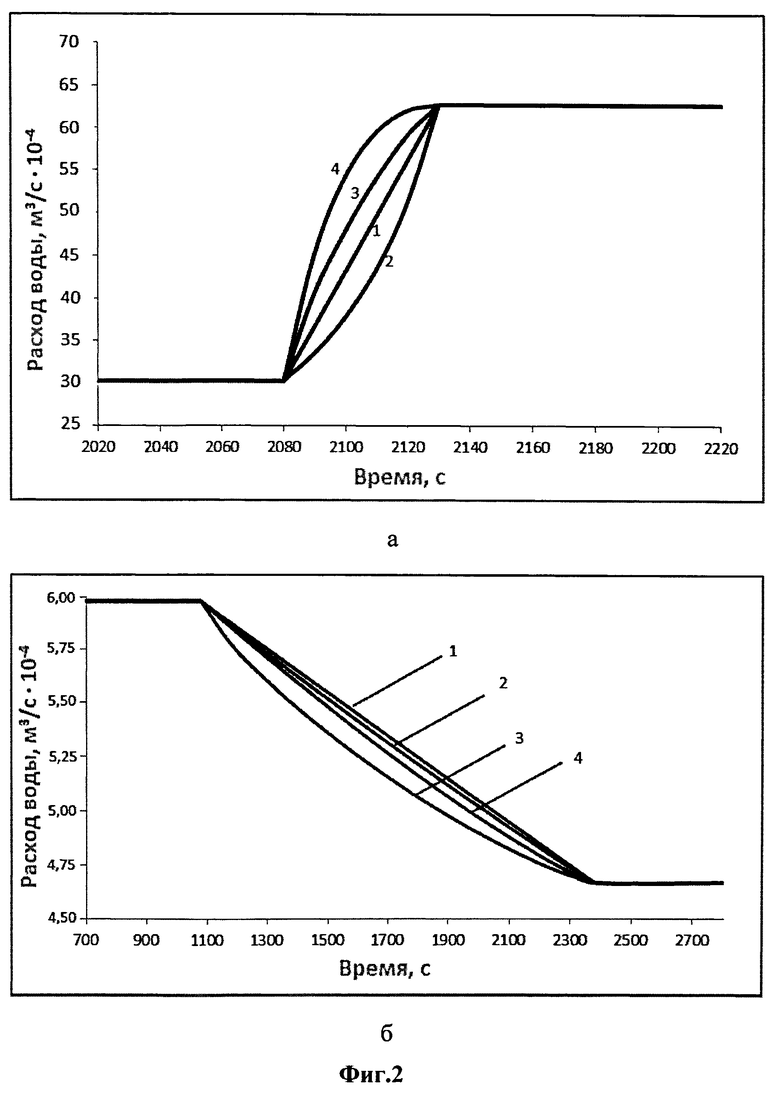
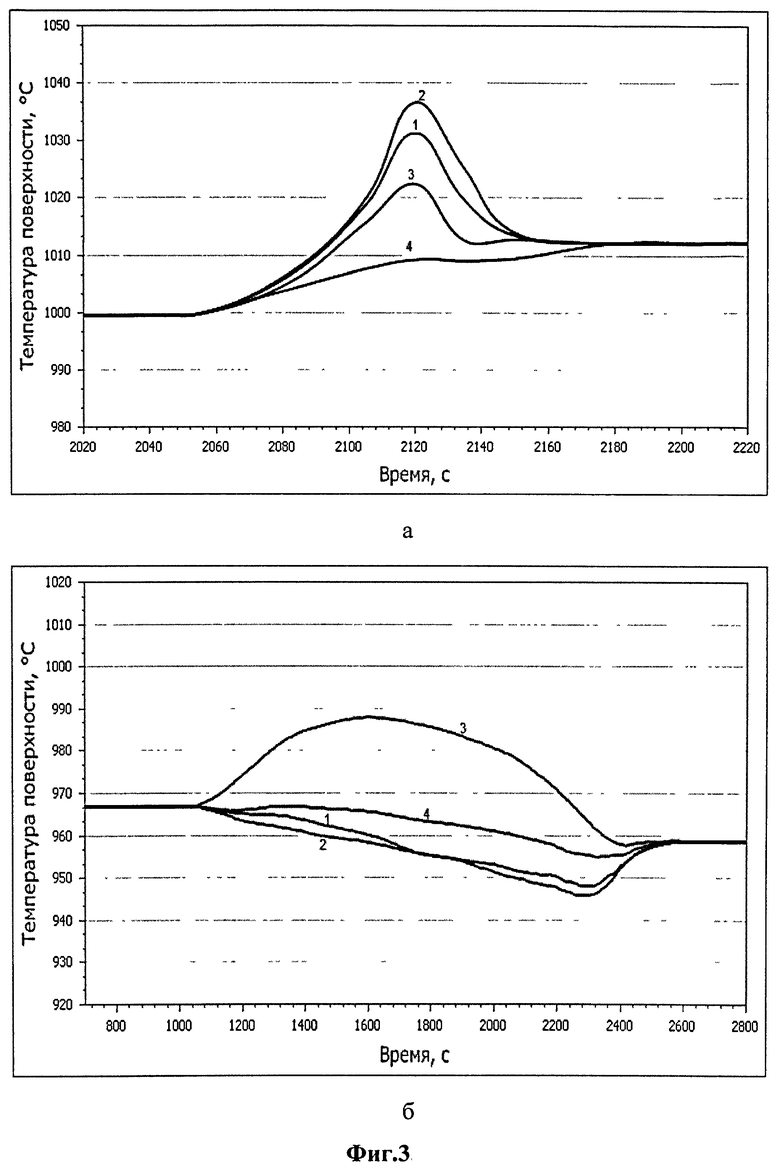
На фиг. 2 показаны изменения расходов воды для первой и последней секций ЗВО в течение переходного процесса при регулировании вторичного охлаждения по предлагаемому способу и трем способам сравнения для обоих случаев изменения скорости вытягивания. На этом чертеже график а соответствует случаю повышения скорости вытягивания в первой секции ЗВО, а график б - случаю снижения скорости вытягивания для восьмой секции ЗВО. На этом чертеже цифрой 1 обозначено регулирование расходов воды по способу [1], цифрой 2 - по способу [2], цифрой 3 - по способу [3], а цифрой 4 - по предлагаемому способу.
Соответствующие изменения температуры поверхности непрерывного слитка в первой секции при повышении скорости вытягивания (а) и в восьмой секции при снижении скорости вытягивания (б) показаны на фиг. 3.
Из чертежа видно, что предложенный способ управления вторичным охлаждением обеспечивает монотонное изменение температуры поверхности слитка без разогревов и переохлаждений в течение переходного процесса в рассматриваемых секциях ЗВО МНЛЗ.
Всесторонние вычислительные эксперименты, проведенные с помощью математической модели динамических процессов в непрерывном слитке, полностью подтвердили эффективность предлагаемого способа для регулирования охлаждения непрерывного слитка во всех секциях ЗВО. Он обеспечивает монотонное изменение температуры поверхности слитка и других характеристик его теплового состояния в течение переходных процессов при любых изменениях скорости вытягивания, реализуемых на современных промышленных МНЛЗ. Они показали также отсутствие разогревов и переохлаждений поверхности слитка, характерных для использования известных способов.
Применение предложенного подхода дает возможность свести к минимуму разогревы и переохлаждения поверхности слитка при любом динамическом режиме разливки. Это позволяет повысить качество готовой продукции за счет снижения температурных напряжений в непрерывном слитке, с одной стороны, и за счет увеличения прочности оболочки слитка - с другой в течение переходных процессов при изменении скорости вытягивания. Предлагаемый способ регулирования расходами вторичного охлаждения может быть использован в АСУТП непрерывной разливки стали.
Источники информации
1. Патент СССР №555981 от 23.04.1975 г., кл.2 В22D 11/16 / Краснов Б.И., опубл. 19.05.1977 г.
2. Патент РФ №2229958 от 18.11.2002 г., кл.7 В22D 11/22, 11/124 / Лукин С.В., Ламухин A.M., Калягин Ю.А. и др., опубл. 10.06.2004 г.
3. Патент РФ №2185927 от 18.10.1999 г., кл.7 В22D 11/22, / Кошкин А.В., Парфенов Е.П., Лобанов Е.П., Смирнов А.А., Куроедов В.Д., Маевский В.В., опубл. 27.07.2002 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ОХЛАЖДЕНИЕМ СЛЯБА В ЗОНЕ ВТОРИЧНОГО ОХЛАЖДЕНИЯ МНЛЗ КРИВОЛИНЕЙНОГО ТИПА | 2002 |
|
RU2229958C1 |
| СПОСОБ ДИНАМИЧЕСКОГО РЕГУЛИРОВАНИЯ ОХЛАЖДЕНИЯ СЛИТКА НА УСТАНОВКЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 2003 |
|
RU2243062C1 |
| СПОСОБ ДИНАМИЧЕСКОГО УПРАВЛЕНИЯ ОХЛАЖДЕНИЕМ СЛЯБА В МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2003 |
|
RU2232666C1 |
| СПОСОБ УПРАВЛЕНИЯ ВТОРИЧНЫМ ОХЛАЖДЕНИЕМ СЛЯБА В МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК ПРИ СТАЦИОНАРНЫХ И ПЕРЕХОДНЫХ РЕЖИМАХ РАЗЛИВКИ | 2004 |
|
RU2286863C2 |
| СПОСОБ ОХЛАЖДЕНИЯ ЗАГОТОВОК НА МАШИНАХ НЕПРЕРЫВНОГО ЛИТЬЯ | 2009 |
|
RU2422242C2 |
| СПОСОБ УПРАВЛЕНИЯ ОХЛАЖДЕНИЕМ СЛИТКА В МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ | 2014 |
|
RU2569620C2 |
| Способ автоматического управления процессом непрерывной разливки металлов и устройство для его осуществления | 1988 |
|
SU1650337A1 |
| СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ ЗАГОТОВОК В МАШИНАХ НЕПРЕРЫВНОГО ЛИТЬЯ КРИВОЛИНЕЙНОГО ТИПА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2086349C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2010 |
|
RU2444413C1 |
| СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ | 1992 |
|
RU2035259C1 |
Изобретение относится к черной металлургии. Регулирование вторичного охлаждения слитка на машине непрерывного литья осуществляют по секциям зоны вторичного охлаждения в зависимости от изменения скорости вытягивания. Температуру поверхности непрерывного слитка в течение переходного процесса изменяют путем регулирования интенсивности охлаждения в каждой секции ЗВО по зависимости
 ,
,
где ΔG=G1-G2, где G1, G2 - расходы воды при скорости вытягивания ν1 до ее изменения и при скорости вытягивания ν2 после ее изменения соответственно; τпер - время переходного процесса, определяемого по зависимости τпер=z/v2, где z - характерная координата секции ЗВО; τ - текущее время от момента изменения скорости, с; c - константа, равная 0,01; n и m - коэффициенты, зависящие от координаты секции зоны вторичного охлаждения и новой установившейся скорости вытягивания в виде степенных многочленов, различных для случаев повышения скорости вытягивания и случаев ее понижения. Обеспечивается повышение качества готовой продукции за счет снижения температурных напряжений в непрерывном слитке и увеличения прочности оболочки слитка в течение переходных процессов при изменении скорости вытягивания. 3 ил., 2 табл., 1 пр.
Способ регулирования вторичного охлаждения на машине непрерывного литья заготовок при изменении скорости вытягивания слитка, включающий регулирование расхода охладителя по секциям зоны вторичного охлаждения (ЗВО), в зависимости от изменения скорости вытягивания, отличающийся тем, что в течение переходного процесса после изменения скорости изменяют монотонно температуру поверхности непрерывного слитка путем регулирования интенсивности охлаждения в каждой секции ЗВО по зависимости
где ΔG=G1-G2,
G1, G2 - расходы воды при скорости вытягивания ν1, м/с, до ее изменения, и при скорости вытягивания ν2, м/с, после ее изменения, соответственно;
τпер - время переходного процесса, с, определяемого по зависимости τпер=z/ν2,
где z - характерная координата, м, секции ЗВО;
τ - текущее время от момента изменения скорости, с;
c - константа, равная 0,01;
n и m - коэффициенты, определяемые для случая снижения скорости вытягивания по зависимостям:

m(z)=16,6z0,523-16,03,
и определяемые для случая повышения скорости вытягивания по зависимостям:


| RU 2185927C2, 27.07.2002 | |||
| СПОСОБ УПРАВЛЕНИЯ ОХЛАЖДЕНИЕМ СЛЯБА В ЗОНЕ ВТОРИЧНОГО ОХЛАЖДЕНИЯ МНЛЗ КРИВОЛИНЕЙНОГО ТИПА | 2002 |
|
RU2229958C1 |
| Способ регулирования охлаждения слитка на установке непрерывной разливки металла | 1975 |
|
SU555981A1 |
| Способ автоматического управления процессом непрерывной разливки металлов и устройство для его осуществления | 1988 |
|
SU1650337A1 |
| US 20070251663A , 01.11.2007 | |||

