Изобретение относится к черной металлургии, в частности к способам охлаждения слябов на машинах непрерывной разливки заготовок криволинейного типа.
Известен способ охлаждения сляба в ЗВО [Патент RU №2173604, кл. В 22 D 11/043, 11/124, 1999], в котором расход воды в каждой i-й зоне охлаждения зависит линейным образом от скорости разливки. Зависимость расходов воды от скорости разливки является эмпирической и учитывает химический состав стали, ширину заготовки, температуру поверхности заготовки на выходе из последней зоны охлаждения, температуру металла в промковше.
Данный способ не позволяет управлять охлаждением сляба при переходных режимах разливки, так как при переходных режимах необходимо обеспечить плавное изменение расходов охладителя до значений, соответствующих новой стационарной скорости разливки. Применение существующего способа приводит к тому, что расходы охладителя изменяются скачкообразно и при уменьшении скорости разливки происходит значительный разогрев поверхности сляба, а при увеличении скорости разливки - переохлаждение. Это вызывает дополнительные термические напряжения, что отрицательно отражается на качестве сляба.
Недостатком этого способа управления охлаждением сляба является то, что он применим только для стационарных режимов разливки, а в переходных режимах оказывается неэффективным.
Также известен способ управления охлаждением сляба при стационарных и переходных режимах разливки [Парфенов Е.П., Смирнов А.А., Кошкин А.В. и др. Металлург. - 1999, №11, с.53 и 54]. Для различных стационарных режимов разливки для каждой зоны охлаждения рассчитывается необходимый средний коэффициент теплоотдачи, а затем строится зависимость коэффициента теплоотдачи в зонах от скорости разливки для диапазона возможных скоростей. При скачке скорости коэффициенты теплоотдачи по линейной функции от времени изменяются в течение переходного времени от одного стационарного значения до другого.
Недостатком этого способа является то, что система управления может обрабатывать лишь простые скачки скорости разливки и не может работать в режиме реального времени.
Наиболее близким к заявляемому является способ динамического управления охлаждением сляба (DYNCOOL) в ЗВО МНЛЗ [см. Яухола М., Кивеля Э., Конттинен Ю. и др. Сталь. - 1995, №2, с.25-29]. Модель DYNCOOL работает в режиме реального времени, для каждого элемента сляба непрерывно решается задача затвердевания и подбирается расход охладителя таким образом, чтобы обеспечить заданное изменение температуры поверхности сляба вдоль технологической оси.
Недостатком данного способа является то, что его реализация в промышленных условиях выявила его неэффективность, связанную с тем, что математическая модель затвердевания сляба, заложенная в данный способ, неадекватно отражает теплофизические процессы, протекающие при формированиии сляба в МНЛЗ.
Техническим результатом предлагаемого способа управления режимом охлаждения слябов в ЗВО является повышение качества слябов путем уменьшения отрицательного влияния переходных режимов разливки.
В предлагаемом решении используется сравнительно простой в реализации и весьма эффективный способ управления охлаждением сляба в ЗВО криволинейной МНЛЗ при стационарных и переходных режимах разливки. Вычислительная программа работает в режиме реального времени, но ее быстродействие гораздо больше, чем в модели DYNCOOL, поскольку не требуется непрерывно решать задачу затвердевания.
Поставленная задача достигается тем, что в способе управления охлаждением сляба в зоне вторичного охлаждения МНЛЗ, включающем подачу стали в кристаллизатор из промежуточного ковша, вытягивание из него заготовки с переменной скоростью и охлаждение ее по зонам путем подачи охладителя (воды или водовоздушной смеси) на поверхность заготовки со стороны большого и малого радиусов, расход охладителя по зонам определяют из выражения
Gi(τ)=g(τ*(zi, τ))li·Bi,
где Gi - расход воды в i-й зоне охлаждения, м3/ч;
i=1,2,...,N - индекс, определяющий номер зоны вторичного охлаждения;
τ - текущее время, отсчитываемое с момента начала разливки, с;
g(τ*) - зависимость удельного расхода воды (м3/(м2·ч)) от времени τ*, которая определяется в зависимости от режима охлаждения для заданной марки стали либо эмпирическим путем, либо из решении задачи затвердевания при стационарной скорости разливки при заданном изменении температуры поверхности сляба t=t(τ*);
τ*=τ*(z, τ) - время (с), проведенное в МНЛЗ элементом сляба, который в текущий момент времени τ находится в точке z технологической оси и определяется из интегрального уравнения
где ν(τ’) - изменение скорости разливки во времени, м/с;
zi - характерные координаты зон (например, середин зон), м, отсчитываемые от мениска;
li - длины зон, м;
Bi - охлаждаемая ширина сляба в i-й зоне, м.
Кроме того, зависимость удельного расхода охладителя от времени g(τ*) определяют из выражения
g(τ*)=c·(τ*)-n,
где константы с и n выбирают в зависимости от режима охлаждения и определяют либо эмпирическим путем, либо при решении задачи затвердевания при стационарной скорости разливки при оптимальном изменении температуры поверхности сляба.
Сказанное выше поясняется следующим образом.
На отечественных МНЛЗ широко применяется водовоздушное охлаждение, сложное в управлении, поскольку приходится изменять расходы воды и воздуха. Полагаем, что коэффициент теплоотдачи α (Вт/(м2·К)) является функцией только удельного расхода воды g (м3/м2·ч), но для этого требуется согласованность изменения расходов воды и воздуха.
При рациональном режиме охлаждения температура поверхности сляба в ЗВО должна лежать в интервале пластичности для данной марки стали. Для разных марок стали этот интервал составляет 900-1100°С. Потребуем также, чтобы температура поверхности данного элемента сляба являлась функцией только времени пребывания данного элемента сляба τ* в МНЛЗ

При стационарной скорости разливки ν время τ* связано с координатой z технологической оси таким образом:
При переменной скорости вытягивания ν(τ), где τ - текущее время, отсчитываемое с момента запуска МНЛЗ, время τ находится из интегрального уравнения
Очевидно, чтобы обеспечить условие (1), требуется, чтобы плотность теплового потока от поверхности сляба q и коэффициент теплоотдачи на поверхности сляба α также являлись только функцией τ*
q=q(τ*);
α=α(τ*).
Учитывая однозначную зависимость α(g), получаем

т.е. удельный расход воды на поверхность сляба также является только функцией времени пребывания данного элемента сляба в МНЛЗ. Очевидно, что и толщина твердой фазы ξ также будет зависеть только от τ*
ξ=ξ(τ*).
Из численного решения уравнения (3) получаем, что время τ* зависит от координаты z и в общем случае от значений скорости в предыдущие (относительно текущего) моменты времени τ’≤τ*. Эту зависимость обозначим как

Теоретически изменение удельного расхода воды от времени τ* можно описать степенной зависимостью вида
g(τ*)=c·(τ*)-n,
где константы с и n выбирают в зависимости от режима охлаждения и определяют либо эмпирическим путем, либо при решении задачи затвердевания при стационарной скорости разливки при оптимальном изменении температуры поверхности сляба.
Удельный расход воды в любой точке z в текущий момент времени τ при произвольном изменении скорости разливки определяется как
g(z,τ)=g(τ*(z,τ)),
где τ* (z, τ) находится из решения уравнения (3).
Температура поверхности сляба и толщина твердой фазы определяются по аналогичным зависимостям
t(z,τ)=t(τ*(z,τ));
ξ(z,τ)=ξ(τ*(z,τ)),
где функции t(τ*) и ξ(τ*) определяются при решении задачи затвердевания для стационарного режима разливки.
Обычно интерес представляют не все точки z, а только некоторые, например zi(i=1,2,...,N) - координаты середин зон. Тогда расход воды в i-й зоне при переменной скорости разливки в текущий момент времени определяют как
Gi(τ)=g(τ*(zi, τ))li·Bi,
где li - длины зон; В - ширина сляба.
На основании рассмотренного выше теоретического обоснования способа управления охлаждением сляба в зоне вторичного охлаждения МНЛЗ разработаны алгоритм управления и программа регулирования расходов охладителя в зонах охлаждения при стационарных и переходных режимах разливки.
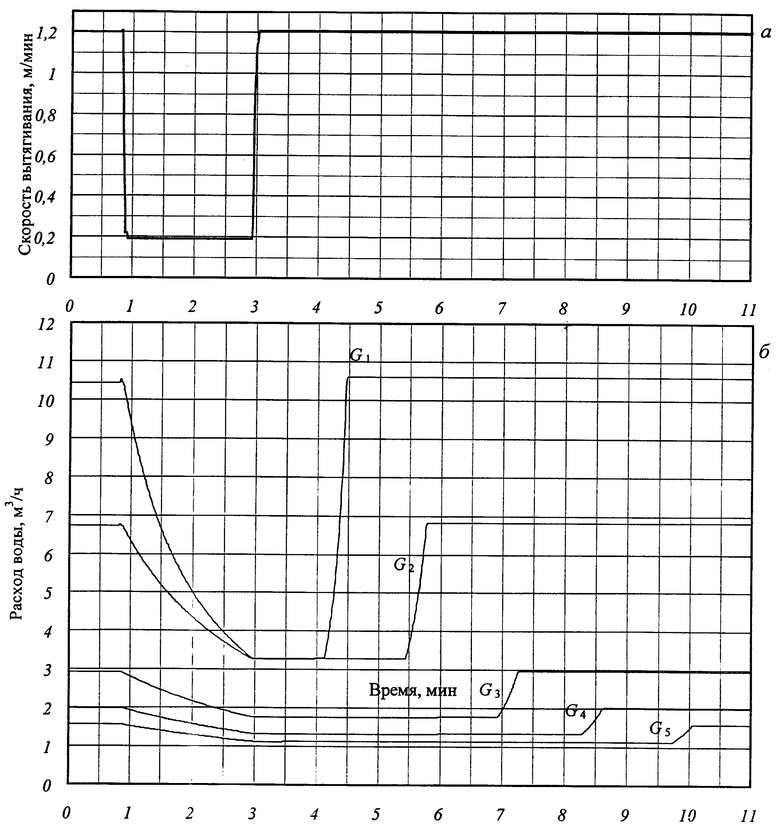
Динамика изменения расходов охладителя в зонах вторичного охлаждения при переходных режимах разливки при управлении по предлагаемому способу показана на графиках а), б).
Пример. Разливают в сляб размерами 1800×250 мм сталь марки 45 со следующими параметрами: теплопроводность стали λ=29 Вт/(м·К); теплоемкость жидкой стали С=832 Дж/(кг·К); теплоемкость твердой стали С=739 Дж/(кг·К); удельная теплота кристаллизации qкр = 273 кДж/кт; плотность стали ρ=7200 кг/м3; начальная температура стали τo=1520°С; температура ликвидуса tл=1485°С; температура солидуса tc=1403°С.
Потребуем, чтобы температура поверхности сляба в ЗВО убывала монотонно и лежала в интервале пластичности стали (выше 950°С), и опишем, например, характер изменения температуры следующей эмпирической зависимостью: t(τ*)=1100·(τ*)-0,02 (°C), где время τ* выражается в секундах.
Зависимость коэффициента теплоотдачи от удельного расхода воды описывается формулой, которая используется для расчетов затвердевания сляба в криволинейной МНЛЗ: α(g)=140+50·g (Вт/(м2·K)).
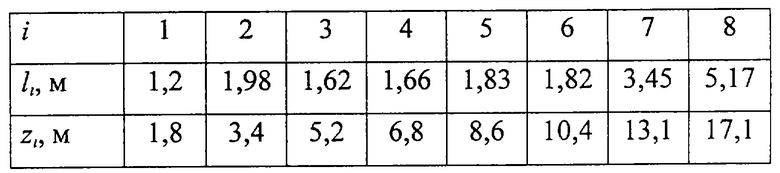
Размеры зон охлаждения и координаты середин зон даны в таблице.
Нулевая зона охлаждения включает в себя кристаллизатор и подбой.
Аппроксимирующая зависимость для удельного расхода воды в функции от времени пребывания элемента сляба в МНЛЗ в результате решения обратной задачи затвердевания сляба получена в виде g(τ*)=3995·(τ*)-1,491 (м3/(м2·ч)), где время τ* выражается в секундах. Данная зависимость далее используется при управлении охлаждением сляба в ЗВО при стационарных и переходных режимах.
На графике изображено изменение расходов воды в пяти зонах охлаждения (зоны 1-5) в переходном режиме, когда скорость разливки скачком уменьшается от стационарного значения ν0=1,2 до ν1=0,2 м/мин и в течение примерно двух минут разливка ведется при этой скорости, затем резко увеличивается до прежнего значения 1,2 м/мин. Когда разливка велась при скорости 0,2 м/мин, ни в одной из зон не успел завершиться переходный процесс, так как для первой зоны переходное время составляло 9 мин, а для других зон еще больше (переходное время для каждой зоны рассчитывается по формуле  , где zi - координата середины зоны, ν - новая скорость разливки). Таким образом, когда текущее время изменяется от 1 до 3 мин, расходы воды в зонах уменьшаются, причем, чем дальше зона, тем медленнее происходит изменение расходов воды.
, где zi - координата середины зоны, ν - новая скорость разливки). Таким образом, когда текущее время изменяется от 1 до 3 мин, расходы воды в зонах уменьшаются, причем, чем дальше зона, тем медленнее происходит изменение расходов воды.
В момент времени 3 мин скорость скачком увеличилась до 1,2 м/мин. Так как первый переходный процесс не успел закончиться, то расходы воды в зонах после второго скачка скорости в течение некоторого времени Δτнеизм сохраняются неизменными, а затем за время Δτизм принимают значения, соответствующие скорости разливки 1,2 м/мин. Время Δτизм одинаково для всех зон и в данном случае равно  , где Δτ ≅ 2,1 - время, в течение которого разливка велась при скорости 0,2 м/мин. Время Δτнеизм - разное для зон, и чем дальше зона, тем оно больше; это время рассчитывается по формуле
, где Δτ ≅ 2,1 - время, в течение которого разливка велась при скорости 0,2 м/мин. Время Δτнеизм - разное для зон, и чем дальше зона, тем оно больше; это время рассчитывается по формуле  . В 1-й зоне после второго скачка скорости расход воды сохраняется неизменным в течение 1,15 мин (текущее время изменяется от 3 до 4,15 мин), а затем в течение 0,35 мин принимает прежнее значение. Сумма времен Δτнеизм и Δτизм равна переходному времени после последнего скачка, которое для первой зоны равно 1,8/1,2=1,5 мин. Для зоны №5 после последнего скачка скорости расход не изменяется в течение 6,8 мин, а переходное время в целом составляет 7,15 мин.
. В 1-й зоне после второго скачка скорости расход воды сохраняется неизменным в течение 1,15 мин (текущее время изменяется от 3 до 4,15 мин), а затем в течение 0,35 мин принимает прежнее значение. Сумма времен Δτнеизм и Δτизм равна переходному времени после последнего скачка, которое для первой зоны равно 1,8/1,2=1,5 мин. Для зоны №5 после последнего скачка скорости расход не изменяется в течение 6,8 мин, а переходное время в целом составляет 7,15 мин.
Расходы воды в зонах после того, как скорость разливки приняла прежнее значение, какое-то время не изменяются, что является важной особенностью данной системы управления охлаждением сляба в ЗВО. Например, после смены промковша сляб оказывается "захоложенным в кристаллизаторе, и если начать его вытягивать с прежней скоростью и сразу подать новые расходы воды, то это отрицательно отразится на качестве металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДИНАМИЧЕСКОГО УПРАВЛЕНИЯ ОХЛАЖДЕНИЕМ СЛЯБА В МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2003 |
|
RU2232666C1 |
| СПОСОБ УПРАВЛЕНИЯ ВТОРИЧНЫМ ОХЛАЖДЕНИЕМ СЛЯБА В МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК ПРИ СТАЦИОНАРНЫХ И ПЕРЕХОДНЫХ РЕЖИМАХ РАЗЛИВКИ | 2004 |
|
RU2286863C2 |
| СПОСОБ ОХЛАЖДЕНИЯ ЗАГОТОВОК НА МАШИНАХ НЕПРЕРЫВНОГО ЛИТЬЯ | 2009 |
|
RU2422242C2 |
| СПОСОБ УПРАВЛЕНИЯ ОХЛАЖДЕНИЕМ СЛИТКА В МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ | 2014 |
|
RU2569620C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ ВТОРИЧНОГО ОХЛАЖДЕНИЯ НА МНЛЗ ПРИ ИЗМЕНЕНИИ СКОРОСТИ ВЫТЯГИВАНИЯ СЛИТКА | 2013 |
|
RU2535836C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ КОРДОВОЙ СТАЛИ | 2001 |
|
RU2234389C2 |
| СПОСОБ НАРУЖНОГО ОХЛАЖДЕНИЯ РОЛИКОВ МАШИН НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И НЕПРЕРЫВНОГО СЛИТКА (МНЛЗ) | 2008 |
|
RU2382688C1 |
| СПОСОБ ДИНАМИЧЕСКОГО РЕГУЛИРОВАНИЯ ОХЛАЖДЕНИЯ СЛИТКА НА УСТАНОВКЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 2003 |
|
RU2243062C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1994 |
|
RU2066586C1 |
| СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 2010 |
|
RU2440213C1 |
Изобретение относится к черной металлургии, в частности к способам охлаждения слябов на машинах непрерывной разливки заготовок криволинейного типа. Технический результат - управление режимом охлаждения слябов в зоне вторичного охлаждения, позволяющее обеспечить необходимое изменение температуры поверхности сляба при стационарных и переходных режимах разливки и тем самым повысить качество металла. В данном способе динамического управления охлаждением сляба в зоне вторичного охлаждения МНЛЗ расход воды по зонам определяют из выражения Gi(τ)=g(τ*(zi, τ))l , где
, где  - изменение скорости разливки во времени, м/с; g(τ*) - зависимость удельного расхода воды (м3/(м2·ч)) от времени τ*, которая определяется в зависимости от режима охлаждения для заданной марки стали, или эмпирическим путем, или из решения задачи затвердевания при стационарной скорости разливки при заданном изменении температуры поверхности сляба t=t(τ*). 1 з.п. ф-лы, 2 ил., 1 табл.
- изменение скорости разливки во времени, м/с; g(τ*) - зависимость удельного расхода воды (м3/(м2·ч)) от времени τ*, которая определяется в зависимости от режима охлаждения для заданной марки стали, или эмпирическим путем, или из решения задачи затвердевания при стационарной скорости разливки при заданном изменении температуры поверхности сляба t=t(τ*). 1 з.п. ф-лы, 2 ил., 1 табл.
Способ управления охлаждением сляба в зоне вторичного охлаждения машины непрерывного литья заготовок криволинейного типа, включающий подачу металла в кристаллизатор из промежуточного ковша, вытягивание из него заготовки с переменной скоростью и охлаждение ее по зонам путем подачи охладителя воды или водовоздушной смеси на поверхность заготовки со стороны большого и малого радиусов и определение расходов охладителя, отличающийся тем, что расход охладителя по зонам определяют из выражения
Gi(τ)=g(τ*(zi, τ))·li·Bi,
где Gi - расход воды в i-й зоне охлаждения, м3/ч;
i=1,2,...,N - индекс, определяющий номер зоны вторичного охлаждения;
τ - текущее время, отсчитываемое с момента начала разливки, с;
g(τ*) - зависимость удельного расхода воды (м3/м2·ч) от времени τ*, которая определяется в зависимости от режима охлаждения для заданной марки стали или эмпирическим путем, или из решения задачи затвердевания при стационарной скорости разливки при заданном изменении температуры поверхности сляба t=t(τ*);
τ*=τ*(z, τ) - время (с), проведенное в МНЛЗ элементом сляба, который в текущий момент времени τ находится в точке z технологической оси и определяется из интегрального уравнения
где ν(τ’) - изменение скорости разливки во времени, м/с;
zi - характерные координаты зон, например середин зон, отсчитываемые от мениска, м;
li - длины зон, м;
Вi - охлаждаемая ширина сляба в i-й зоне, м.
g(τ*)=c·(τ*)-n,
где с и n - коэффициенты, которые определяют в зависимости от режима охлаждения для заданной марки стали или эмпирическим путем, или из решения задачи затвердевания при стационарной скорости разливки при заданном изменении температуры поверхности сляба t=t(τ*).
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК НА МАШИНАХ КРИВОЛИНЕЙНОГО ТИПА | 1999 |
|
RU2173604C2 |
| ЯУХОЛА М | |||
| и др | |||
| Способ динамического управления охлаждением сляба (DYNCOOL) в ЗВО МНЛЗ | |||
| - Сталь, №2, 1995, с.25-29 | |||
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ НА МАШИНЕ КРИВОЛИНЕЙНОГО ТИПА | 1992 |
|
RU2027540C1 |
| СПОСОБ НАПРАВЛЕНИЯ НЕПРЕРЫВНЫХ ЗАГОТОВОК В УСТАНОВКЕ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2147262C1 |
| Способ охлаждения слитка на установке непрерывной разливки металлов | 1973 |
|
SU445510A1 |
| US 4476914, 16.10.1984 | |||
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |

