Изобретение относится к черной металлургии, в частности к способам охлаждения слябов на машинах непрерывной разливки заготовок криволинейного типа.
Известен способ управления охлаждением сляба при стационарных и переходных режимах разливки [Парфенов Е.П., Смирнов А.А., Кошкин А.В., и др. // Металлург. 1999. - №11. - С.53-54]. Для различных стационарных режимов разливки для каждой зоны охлаждения рассчитывается необходимый средний коэффициент теплоотдачи, а затем строится зависимость коэффициента теплоотдачи в зонах от скорости разливки для диапазона возможных скоростей. При скачке скорости коэффициенты теплоотдачи по линейной функции от времени изменяются в течение переходного времени от одного стационарного значения до другого. Недостатком этого способа является то, что система управления может качественно обрабатывать лишь простые скачки скорости разливки.
Также известен способ динамического управления охлаждением сляба (DYNCOOL) в ЗВО МНЛЗ, изложенный в [Яухола М, Кивеля Э, Конттинен Ю. и др. // Сталь. - 1995. - №2. - С.25-29]. Модель DYNCOOL работает в режиме реального времени, для каждого элемента сляба непрерывно решается задача затвердевания и подбирается расход охладителя таким образом, чтобы обеспечить заданное изменение температуры поверхности сляба вдоль технологической оси.
Недостатком данного способа является то, что его реализация в промышленных условиях выявила его неэффективность, связанную с тем, что математическая модель затвердевания сляба, заложенная в данный способ, неадекватно отражает теплофизические процессы, протекающие при формированиии сляба в МНЛЗ.
Наиболее близким к заявляемому является способ динамического управления охлаждением сляба [Патент RU №2232666, кл. В 22 D 11/16, 2004], где расход охладителя по зонам определяют из выражения:
Gi(τ)=gi(α(τ*(zi,τ)))·li·Bi,
где Gi - расход воды в i-й зоне охлаждения, м3/ч;
i=1, 2,..., N - индекс, определяющий номер зоны вторичного охлаждения;
τ - текущее время, отсчитываемое с момента начала разливки, с;
α(τ*) - зависимость коэффициента теплоотдачи на поверхности сляба (Вт/м2) от времени τ*, которая определяется в зависимости от режима охлаждения для заданной марки стали расчетным путем при решении задачи затвердевания при заданном изменении температуры поверхности сляба t=t(τ*);
τ*=τ*(z,τ) - время (с), проведенное в МНЛЗ элементом сляба, который в текущий момент времени τ находится в точке z технологической оси, и которое определяется численно из интегрального уравнения:
где ν(τ') - изменение скорости разливки во времени, м/с;
gi(α) - функция, обратная к зависимости α(gi), где gi - удельный расход охладителя (м3/м2·ч) в i-й зоне охлаждения, α - коэффициент теплоотдачи на поверхности сляба в этой зоне, причем зависимости α(gi) (i=1, 2,..., N) могут различаться для отдельных зон;
zi - характерные координаты зон (например, середин зон), м, отсчитываемые от мениска;
li - длины зон, м;
Вi - охлаждаемая ширина сляба в i-й зоне, м.
Недостатком данного способа является то, что если в качестве характерных координат zi использовать координаты начал зон (что целесообразно делать при запуске МНЛЗ), то рассчитанные расходы воды получатся гораздо выше необходимых значений, и это приведет к переохлаждению сляба; если в качестве характерных координат использовать координаты концов зон (что целесообразно делать в случае, когда происходит глубокое снижение скорости разливки, а затем ее увеличение до прежнего уровня), то рассчитанные расходы воды получатся ниже необходимых значений, что приведет к излишнему разогреву сляба.
Техническим результатом предлагаемого способа управления режимом охлаждения слябов в ЗВО является повышение качества слябов путем совершенствования управления охлаждением сляба в переходных режимах разливки.
Поставленная задача достигается тем, что в способе управления охлаждением сляба в зоне вторичного охлаждения МНЛЗ, включающем подачу стали в кристаллизатор из промежуточного ковша, вытягивание из него заготовки с переменной скоростью и охлаждение ее по зонам путем подачи охладителя (воды или водо-воздушной смеси) на поверхность заготовки со стороны большого и малого радиусов и определение расходов охладителя, расход охладителя по зонам определяют из выражения:

где Gi - расход воды в i-й зоне охлаждения, м3/ч;
i=1,2,..., N - индекс, определяющий номер зоны вторичного охлаждения;
τ - текущее время, отсчитываемое с момента начала разливки, с;
α[τ*] - зависимость коэффициента теплоотдачи на поверхности сляба (Вт/м2) от времени τ*, которая определяется в зависимости от режима охлаждения для заданной марки стали расчетным путем при решении задачи затвердевания при заданном изменении температуры поверхности сляба t=t[τ*];
τ*=τ*(zi, τ) - время (с), проведенное в МНЛЗ элементом сляба, который в текущий момент времени τ находится в точке zi технологической оси, и которое определяется численно из интегрального уравнения:
где ν(τ') - изменение скорости разливки во времени, м/с;
gi{α} - функция, обратная к зависимости α(gi), где gi - удельный расход охладителя (м3/м2·ч) в i-й зоне охлаждения, α - коэффициент теплоотдачи на поверхности сляба в этой зоне, причем зависимости α(gi) (i=1, 2,..., N) могут различаться для отдельных зон;
Δzi=z0i-zi,
где zi - характерные координаты зон, м, отсчитываемые от мениска;
z0i - координаты середин зон, м;
li - длины зон, м;
Вi - охлаждаемая ширина сляба в i-й зоне, м.
В частности, зависимости коэффициента теплоотдачи на поверхности сляба от удельного расхода охладителя в i-й зоне α(gi) можно принять в виде функций:  где α0i, μi, γ≤1 - эмпирические коэффициенты, которые могут иметь свое значение для каждой зоны охлаждения. При этом зависимость gi{α} будет иметь следующий вид:
где α0i, μi, γ≤1 - эмпирические коэффициенты, которые могут иметь свое значение для каждой зоны охлаждения. При этом зависимость gi{α} будет иметь следующий вид: 
Сказанное выше поясняется следующим образом.
На отечественных МНЛЗ широко применяется водовоздушное охлаждение, сложное в управлении, поскольку приходится изменять расходы воды и воздуха. В некоторых зонах вторичного охлаждения применяются водяные форсунки, в других - водовоздушные. Кроме этого, для разных зон могут быть различными типы применяемых форсунок, типы роликов (охлаждаемые и неохлаждаемые), расстояния между поддерживающими роликами и их диаметры, угол наклона охлаждаемой поверхности сляба к горизонтали и т.д. Поэтому полагаем для определенности, что для каждой зоны охлаждения имеется своя зависимость коэффициента теплоотдачи от удельного расхода воды в этой зоне α(gi) (где i - номер зоны), которая должна устанавливаться в процессе настройки тепловой работы ЗВО для каждой зоны охлаждения индивидуально.
При рациональном режиме охлаждения температура поверхности сляба в ЗВО должна лежать в интервале пластичности для данной марки стали. Для разных марок стали этот интервал составляет 900-1100°С. Потребуем, чтобы температура поверхности данного элемента сляба являлась функцией только времени пребывания данного элемента сляба τ* в МНЛЗ:

причем зависимость t=t[τ*] должна выбираться на основе рациональной технологии выплавки данной марки стали, что решается, обычно, эмпирическим путем. При стационарной скорости разливки ν время τ* связано с координатой z технологической оси таким образом:
При переменной скорости вытягивания ν(τ), где τ - текущее время, отсчитываемое с момента запуска МНЛЗ, время τ* находится из интегрального уравнения:
Очевидно, чтобы обеспечить условие (1), требуется, чтобы плотность теплового потока от поверхности сляба q и коэффициент теплоотдачи на поверхности сляба α также являлись только функцией τ*:
q=q[τ*];
α=α[τ*].
Зависимости q=q[τ*] и α=α[τ*] можно найти путем численного решения задачи затвердевания сляба при заданном изменении температуры поверхности t=t[τ*], восстанавливая граничные условия на поверхности сляба, причем
где t0 - температура охладителя.
Из численного решения уравнения (3) получаем, что время τ* зависит от координаты z и в общем случае от значений скорости в предыдущие (относительно текущего) моменты времени τ'≤τ. Эту зависимость обозначим так:

Чтобы выдержать условие (1), коэффициент теплоотдачи на поверхности сляба в любой точке z в текущий момент времени τ при произвольном изменении скорости разливки должен определяться так:

где τ*(z, τ) находится из решения уравнения (3).
Чтобы обеспечить в точке с координатой z в текущий момент времени τ при произвольном изменении скорости разливки необходимый коэффициент теплоотдачи, определяемый выражением (4), нужно знать, в какой зоне находиться точка с координатой z, затем выбрать для данной зоны зависимость gi{α}, на основании которой рассчитать необходимый удельный расход воды:

Поскольку на современных МНЛЗ управление охлаждением сляба в ЗВО производится по зонам, то нет возможности изменять интенсивность охлаждения в каждой точке отдельной зоны независимо от других. Пусть zi (i=1, 2,..., N) - характерная координата i-й зоны, в качестве которой можно выбрать следующую координату:
1) координата начала зоны, zi';
2) координата середин зоны, zi0;
3) координата конца зоны, zi".
Если управление охлаждением производиться по первому варианту, т.е. по началам зон, то расход воды в i-й зоне "включается", когда сляб достигает начала i-й зоны. Этот вариант удобно использовать при запуске МНЛЗ, однако удельный расход охладителя, рассчитанный по формуле (6), где z=zi', получится существенно выше среднего удельного расхода охладителя для данной зоны.
Если управлять охлаждением по второму варианту, т.е. по серединам зон, то расход воды в i-й зоне "включается", когда сляб достигает середины i-й зоны. Этот вариант лучше использовать при установившемся режиме разливки, причем удельный расход охладителя, рассчитанный по формуле (6), где z=zi0, получится примерно равным среднему удельному расходу охладителя в данной зоне.
Наконец, если управлять охлаждением по третьему варианту, т.е. по концам зон, то расход воды в i-й зоне "включается", когда сляб достигает конца i-й зоны. Этот вариант можно использовать в случае, когда скорость разливки сначала значительно уменьшается, держится некоторое время на минимальном значении, а затем снова возрастает до прежнего значения. При этом в кристаллизаторе образуется переохлажденный участок сляба, называемый "поясом", который далее движется вдоль всей технологической оси МНЛЗ. Расходы воды в зонах должны выходить на прежнее значение лишь после того, как "пояс" пройдет данную зону. Удельный расход охладителя, рассчитанный по формуле (6), где z=zi", получится существенно ниже среднего удельного расхода охладителя в данной зоне.
С учетом вышесказанного, полный расход воды в i-й зоне при переменной скорости разливки в текущий момент времени предлагается рассчитывать по следующей формуле:

где li - длины зон; Bi - охлаждаемая ширина сляба; Δz=z0i-zi. Формулу (7) поясним следующим образом. При стационарной скорости разливки ν время τ* определяется формулой (2), поэтому можно записать:


Таким образом, при стационарной скорости разливки удельный расход охладителя в формуле (7) равен теоретическому удельному расходу в середине i-й зоны, который примерно равен среднему удельному расходу в этой зоне. Расходы воды в зонах, рассчитанные по формуле (7), "включаются" в тот момент, когда элемент сляба достигает характерной координаты зоны zi, и в то же время удельный расход охладителя примерно равен теоретически среднему значению, как и должно быть. Если вместо формулы (7) использовать формулу Gi(τ)=gi{α[τ*(zi,τ)]}·li·Bi, то расходы воды будут "включаться" в нужный момент, но их значения будут завышены (если zi<z0i) либо занижены (если zi>z0i) относительно теоретически необходимых значений.
На основании рассмотренного выше теоретического обоснования способа управления охлаждением сляба в зоне вторичного охлаждения МНЛЗ разработан алгоритм управления и программа регулирования расходов охладителя в зонах охлаждения при стационарных и переходных режимах разливки.
Пример. Разливают в сляб размерами 1850×250 мм сталь марки 45 со следующими параметрами: теплопроводность стали λ=30 Вт/м·К; теплоемкость жидкой стали с=832 Дж/кг·К; теплоемкость твердой стали с=739 Дж/кг·К; удельная теплота кристаллизации qкр=273 кДж/кг; плотность стали ρ=7200 кг/м3; начальная температура стали t0=1520°С; температура ликвидуса tл=1485°С; температура солидуса tc=1403°C; температура жидкой стали в промковше tж=1530°С.
Потребуем, чтобы температура поверхности сляба в ЗВО убывала монотонно и лежала в интервале пластичности стали. Для примера зададим характер изменения температуры поверхности сляба следующей зависимостью:
t(τ*)=900+600·e-0,05·τ* (°C),
где время τ* выражается в секундах. В результате численного решения задачи затвердевания рассчитана зависимость коэффициента теплоотдачи на поверхности сляба, которую при τ*>40 с можно с достаточной точностью аппроксимировать следующей формулой:
α(τ*)=7980*(τ*)-0,5, Вт/м2К.
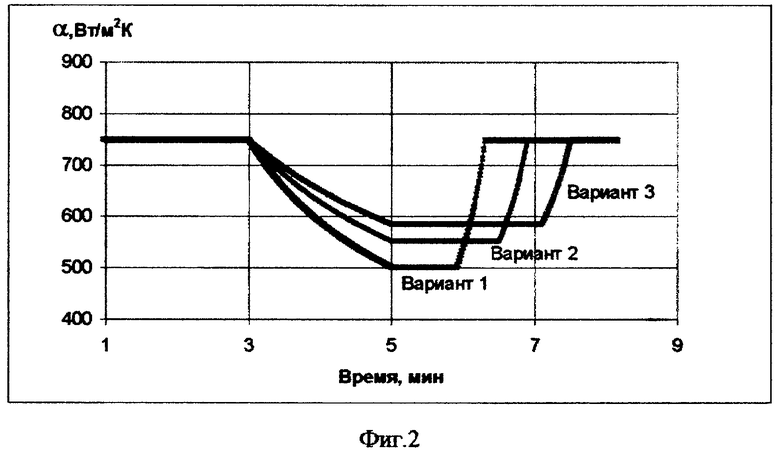
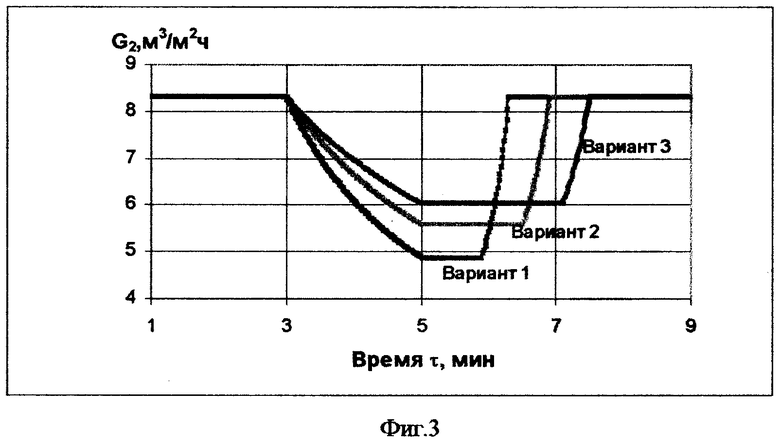
Рассмотрим, как происходит управление охлаждением сляба при переходном процессе в трех разных вариантах, т.е. по началам, серединам и концам зон. На фиг.1 показано изменение скорости разливки, отражающее наиболее характерный переходной процесс на МНЛЗ, связанный с заменой промковша. Значение скорости разливки в текущий момент времени 3 мин скачком уменьшается со стационарного значения 1 м/мин до 0,2 м/мин, затем в течение двух минут разливка ведется на скорости 0,2 м/мин и в момент времени 5 мин скорость скачком увеличивается до прежнего значения 1 м/мин.
На фиг.2 и 3 показано соответственно изменение коэффициентов теплоотдачи и расходов воды в зоне №2 для трех вариантов. Начало зоны №2 находиться на отметке 1,3 м, середина зоны - на 1,9 м, конец зоны - на 2,5 м. Управляющая зависимость коэффициента теплоотдачи от удельного расхода охладителя выбрана в виде: α(g)=150+160g (Вт/м2К), где g (м3/м2ч). Из фиг.1 и 2 видно, что при снижении скорости разливки до 0,2 м/мин коэффициенты теплоотдачи и расходы воды снижаются, причем более быстро в первом варианте, более медленно - в третьем варианте. Пока разливка ведется на скорости 0,2 м/мин, расходы воды не успевают выйти на стационарное значение, поэтому когда скорость скачком увеличивается до прежнего значения, расходы воды и соответствующие им коэффициенты теплоотдачи некоторое время держаться на минимальном постоянном значении и лишь спустя определенное время начинают увеличиваться и принимают значения, соответствующие стационарной скорости разливки 1 м/мин. Переходной процесс быстрее завершается в первом варианте, дольше - в третьем.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДИНАМИЧЕСКОГО УПРАВЛЕНИЯ ОХЛАЖДЕНИЕМ СЛЯБА В МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2003 |
|
RU2232666C1 |
| СПОСОБ УПРАВЛЕНИЯ ОХЛАЖДЕНИЕМ СЛЯБА В ЗОНЕ ВТОРИЧНОГО ОХЛАЖДЕНИЯ МНЛЗ КРИВОЛИНЕЙНОГО ТИПА | 2002 |
|
RU2229958C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ЗАГОТОВОК НА МАШИНАХ НЕПРЕРЫВНОГО ЛИТЬЯ | 2009 |
|
RU2422242C2 |
| СПОСОБ УПРАВЛЕНИЯ ОХЛАЖДЕНИЕМ СЛИТКА В МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ | 2014 |
|
RU2569620C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ ВТОРИЧНОГО ОХЛАЖДЕНИЯ НА МНЛЗ ПРИ ИЗМЕНЕНИИ СКОРОСТИ ВЫТЯГИВАНИЯ СЛИТКА | 2013 |
|
RU2535836C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ КОРДОВОЙ СТАЛИ | 2001 |
|
RU2234389C2 |
| СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ ЗАГОТОВОК В МАШИНАХ НЕПРЕРЫВНОГО ЛИТЬЯ КРИВОЛИНЕЙНОГО ТИПА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2086349C1 |
| СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 2010 |
|
RU2440213C1 |
| Способ автоматического управления процессом непрерывной разливки металлов и устройство для его осуществления | 1988 |
|
SU1650337A1 |
| Способ вторичного охлаждения слябов в процессе непрерывной разливки | 1985 |
|
SU1329900A1 |
Изобретение относится к черной металлургии, в частности к способам охлаждения слябов на машинах непрерывной разливки заготовок криволинейного типа. Технический результат - управление режимом охлаждения слябов в зоне вторичного охлаждения, позволяющее обеспечить необходимое изменение температуры поверхности сляба при стационарных и переходных режимах разливки и тем самым повысить качество металла. В данном способе динамического управления охлаждением сляба в зоне вторичного охлаждения МНЛЗ расход воды по зонам определяют из математического выражения, в качестве аргументов в котором используются текущее время, отсчитываемое с момента начала разливки, зависимость коэффициента теплоотдачи на поверхности сляба от времени, проведенного элементом сляба в МНЛЗ, который определяется в зависимости от режима охлаждения для заданной марки стали расчетным путем при решении задачи затвердевания при заданном изменении температуры поверхности сляба. 3 ил.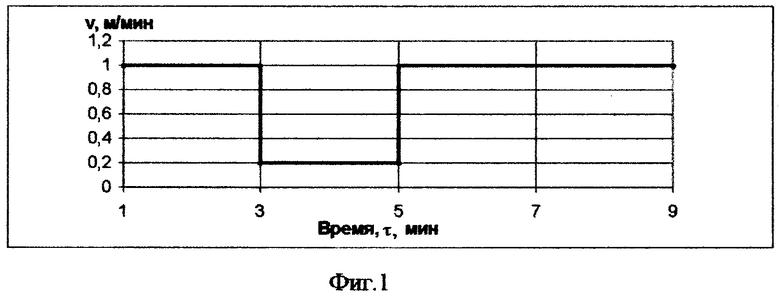
Способ управления вторичным охлаждением сляба в машине непрерывного литья заготовок (МНЛЗ) криволинейного типа при стационарных и переходных режимах, включающий подачу металла в кристаллизатор из промежуточного ковша, вытягивания из него заготовки с переменной скоростью и охлаждение ее по зонам путем подачи охладителя в виде воды или водовоздушной смеси на поверхность заготовки со стороны большого и малого радиусов и определение расходов охладителя, отличающийся тем, что расход охладителя по зонам определяют из математического выражения
где Gi - расход воды в i-й зоне охлаждения, м3/ч;
i=1,2,..., N - индекс, определяющий номер зоны вторичного охлаждения;
τ - текущее время, отсчитываемое с момента начала разливки, с;
α[τ*] - зависимость коэффициента теплоотдачи на поверхности сляба (Вт/м2) от времени τ*, которая определяется в зависимости от режима охлаждения для заданной марки стали расчетным путем при решении задачи затвердевания при заданном изменении температуры поверхности сляба t=t[τ*];
τ*=τ*(zi,τ) - время (с), проведенное в МНЛЗ элементом сляба, который в текущий момент времени τ находится в точке zi технологической оси, и которое определяется численно из интегрального уравнения
где ν(τ') - изменение скорости разливки во времени, м/с;
τ' - параметр, по которому ведется интегрирование и которое изменяется в пределах от τ-τ* до τ;
gi{α} - функция, обратная к зависимости α(gi), где gi - удельный расход охладителя (м3/м2·ч) в i-й зоне охлаждения, α - коэффициент теплоотдачи на поверхности сляба в этой зоне;
Δzi=z0i-zi; zi - характерные координаты зон, м, отсчитываемые от мениска;
z0i - координаты середин зон, м;
li - длины зон, м;
Вi - охлаждаемая ширина сляба в i-й зоне, м.
| СПОСОБ ДИНАМИЧЕСКОГО УПРАВЛЕНИЯ ОХЛАЖДЕНИЕМ СЛЯБА В МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2003 |
|
RU2232666C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК НА МАШИНАХ КРИВОЛИНЕЙНОГО ТИПА | 1999 |
|
RU2173604C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ НА МАШИНЕ КРИВОЛИНЕЙНОГО ТИПА | 1992 |
|
RU2027540C1 |
| СПОСОБ НАПРАВЛЕНИЯ НЕПРЕРЫВНЫХ ЗАГОТОВОК В УСТАНОВКЕ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2147262C1 |
| SU 4476914 А, 16.10.1984 | |||
| US 5988259 A, 23.11.1999 | |||
| Устройство для моделирования сетевых графов | 1982 |
|
SU1070560A1 |

