1
Изобретение относится к литейному производству, точнее к непрерывному литью металлов выдавливанием расплавленной массы, литью в трубчатые литейные формы с откры-тыми концами и может быть использовано в системах регулирования охлаждения слитка на установках непрерывной разливки металла.,. Наиболее близким к описываемому изобретению по технической сущности и достигаемому результату является способ регулирования охл-аждения слитка на установках непрерывной разливки стали, заключающийся в том, что подачу охлаждающей воды к отдельным секциям зоны вторичного охлаждения устанавливают в зависимости от изменяющейся скорости разливки 1.
Недостаток известного способа регулирования заключается в том, что при скачкообразных изменениях скорости разливки во всех секциях вторичного охлаждения также скачкообразно сразу же устанавливаются расходы охлаждающей воды,соответствующие новой скорости разливки, в связи с чем весь слиток, находящийся в данный момент в пределах зоны вторичного охлаждения и отлитый при ранее установленной скорости разливки, оказывается в условиях или избыточной подачи охлаждающей воды (при увеличении скорости разливки) или недостаточного охлаждения (при уменьпшпии скорости разливки).
В этих условиях Б слитке возникают недопустимые температурные напряжения, которые приводят к нарушениям его внутренней структуры.
Такой режим сохраняется до тех пор, пока вся установка не будет заполнена металлом, поступление которого в кристаллизатор установки началось с момента установления новой скорости разливки.
Целью изобретения является равномер-, ность охлаждения слитка, повьииение однородности внутренней структуры непрерывного слитка и улучшение его качества.
Цель достигается тем, что для каждой секции определяют промежуток времени от момента поступления в кристаллизатор установки металла, отлитого с изменившейся скоростью, до момента полного заполнения этим металлом соответствующей секции и изменение расхода воды в этой секции цроизводят в этот-промежуток времени по линейному закону с конечным установившимся значением расхода жидкости, соответствующим изменившейся скорости.
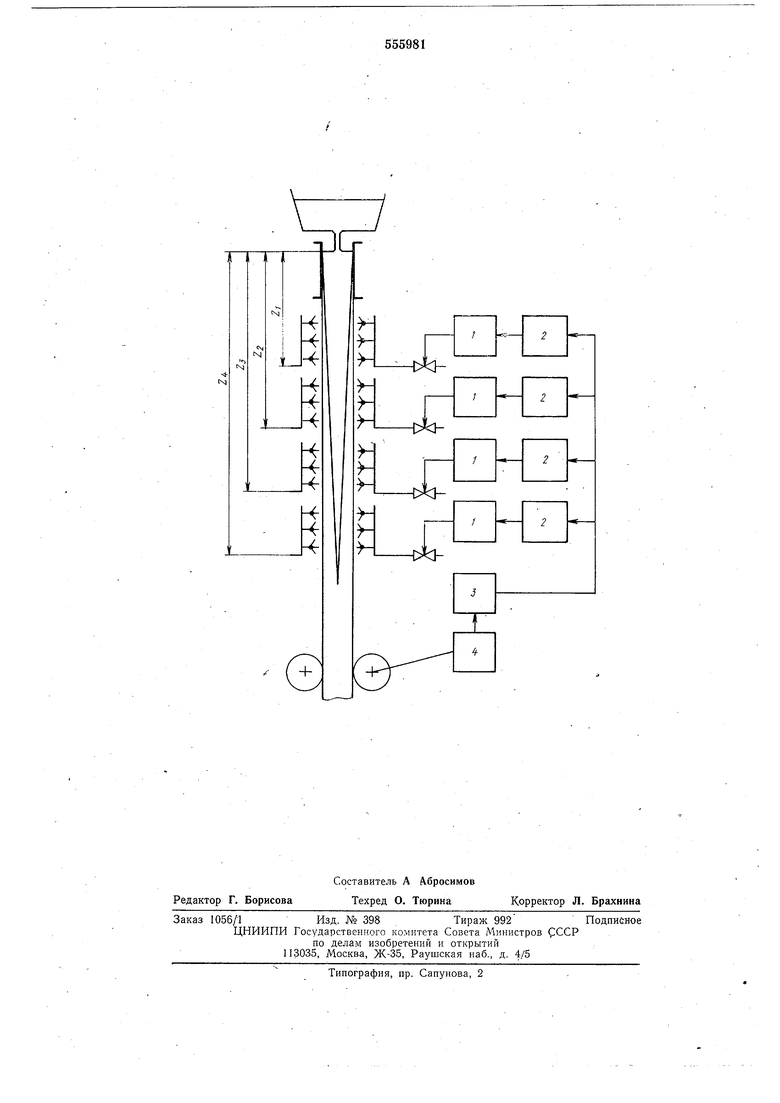
На чертеже изображено устройство для реализации способа.
Устройство рассматривается применительно к четырехсекционной зоне вторичного охлаждения, однако изобретение может быть использовано нрименительно к зоне вторичного охлаждения с любым количеством секций.
Устройство содержит регуляторы 1 расхода воды для каждой секции зоны вторичного охлаждения, на вход которых подключены задатчики 2 заданных для каждой секции расходов воды. К входам задатчиков 2 подключен выход арифметического устройства 3, на вход которого подключен тахогенератор 4, измеряющий скорость разливки.
Устройство работает следующим образом.
При какой-то начальной стационарной скорости разливки УО регуляторы 1 расхода охлаждающей воды в соответствии с заданиями поддерживают в каждой i-й секции зоны вторичного охлаждения определенные расходы воды G° (, 2, 3, 4).
При переходе к другой скорости разливки УЬ фиксируемой тахогенератором 4, арифметическое устройство 3 рассчитывает для каждой i-й секции время ti, по истечении которого i-я секция оказывается заполненной металлом, поступление котЪрого в кристаллизатор началось в момент перехода к новой скорости разливки: ti Zi/Vi, где Z, - координата нижнего торца J-й секции, отсчитыва-. емая от уровня металла в кристаллизаторе.
После этого арифметическое устройство 3 рассчитывает для каждой i-й секции вторичного охлаждения функциональную временную зависимость изменения задания, которая вводится в задатчики 2. В частности, при выборе этих зависимостей линейными они
имеют вид (при увеличении скорости разливки) :
Ql QO
G,( 1.
Возможно определение момента изменения скорости вытягивания слитка по отклонению температуры слитка на выходе из соответствующих зон вторичного охлаждения, измеренной оптическим пирометром.
Формула изоб-ретения
Способ регулирования охлаждения слитка на установке непрерывкой разливки металла, заключающийся в подаче охлаждающей жидкости к отдельным секциям зоны вторичного охлаждения слитка и изменении расхода
жидкости в зависимости от скорости разливки, отличающийся тем, что, с целью повыщения равномерности охлаждения слитка, для каждой секцин определяют промежуток времени от момента поступления в кристаллизатор установки металла, отлитого с изменившейся скоростью, до момента полного заполнения этим металлом соответствующей секции и изменение расхода жидкости в этой секции производят в этот промежуток времени по линейному закону с конечным установившимся значением расхода жидкости, соответствующим изменившейся скорости.
Источники информации, принятые во внимание при экспертизе:
1. Патент Австрии № 199452, кл. 31В 8/02, 1956.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования вторичного охлаждения слитков при непрерывной разливке металла | 1983 |
|
SU1155350A2 |
| Устройство автоматического управления машиной непрерывного литья металла | 1980 |
|
SU917899A1 |
| Способ автоматического регулирования охлаждения слитка на установке непрерывной разливки металла | 1976 |
|
SU593813A1 |
| Устройство автоматического управления охлаждением слитка на установке непрерывной разливки металла | 1976 |
|
SU599916A1 |
| СПОСОБ ОХЛАЖДЕНИЯ ЗАГОТОВОК НА МАШИНАХ НЕПРЕРЫВНОГО ЛИТЬЯ | 2009 |
|
RU2422242C2 |
| Система автоматического управления охлаждением слитка | 1979 |
|
SU910337A1 |
| СПОСОБ УПРАВЛЕНИЯ ОХЛАЖДЕНИЕМ СЛИТКА В МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ | 2014 |
|
RU2569620C2 |
| Способ автоматического управления процессом непрерывной разливки металлов и устройство для его осуществления | 1988 |
|
SU1650337A1 |
| СПОСОБ ДИНАМИЧЕСКОГО РЕГУЛИРОВАНИЯ ОХЛАЖДЕНИЯ СЛИТКА НА УСТАНОВКЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 2003 |
|
RU2243062C1 |
| Устройство для регулирования режима охлаждения непрерывнолитого слитка | 1980 |
|
SU933218A1 |