ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
[0001] Изобретение относится к способу изготовления стальной ленты листового горячего проката толщиной 2-12 мм из стали, имеющей следующий химический состав в весовых процентах:
С: 0,04-0,08
Si: 0-0,5
Mn: 1-2,2
Mb: 0,04-0,09
Ti: 0,06-0,16
N: <0,01
Р: ≤0,03
S: <0,015
Al: 0,01-0,15
V: ≤0,1
Cr: <0,2
Mo: <0,2
Cu: ≤0,5
Ni: ≤0,5
остальное состоит из железа и неизбежных примесей. Низкое содержание углерода способствует приданию стали благоприятных характеристик для сварки. Также низкое содержание углерода в стали равнозначно положительному свойству хорошей способности свариваться.
[0002] Настоящее изобретение также относится к изделию из стальной ленты толщиной 2-12 мм и имеющей вышеуказанный химический состав.
[0003] В патенте ЕР 1319725 раскрыт способ изготовления стальной ленты, имеющей вышеуказанный химический состав. Прочность изготовленной таким способом стальной ленты относительно высока, ее прочность на разрыв превышает 690 МПа, при относительно высоком процентном удлинении после разрыва (от 12 до 21%). Как описано в этой публикации механические свойства стали приобретаются посредством двухэтапного охлаждения. На первом этапе охлаждения выполняется очень быстрое охлаждение, скорость охлаждения достигает 150°С/с после горячей прокатки, сопровождаемое паузой длительностью от 3 до 10 секунд без активного охлаждения, после чего выполняется второй этап охлаждения стальной ленты до температуры, которую выбирают исходя из требуемой прочности готового изделия. Рекомендуемая температура намотки для обеспечения прочности на разрыв, превышающей 690 МПа, составляет 580°С. Высокая скорость охлаждения свыше 150°С/с на первом этапе закалки может быть достигнута только для малой толщины ленты, и в указанной публикации обсуждается только толщина ленты меньше 4 мм. Подразумевается, что пауза в процессе охлаждения используется для осуществления фазового перехода, в течение которого прочность на разрыв рассматриваемого материала падает, и величина усилия прочности на разрыв/растяжение снижается по сравнению с непрерывным охлаждением. В указанной публикации не раскрыто, каким образом достигается прочность на разрыв свыше 690 МПа в стали, когда температура намотки опускается ниже 580°С. В данной публикации указано, что величина усилия прочности на разрыв при температуре намотки ниже 580°С остается ниже 690 МПа.
[0004] Указанное двухступенчатое охлаждение более сложно осуществлять на практике, чем одноступенчатое охлаждение, и требует использования более сложного производственного оборудования. Более того, способность к изгибу стальной ленты, изготовленной с помощью двухступенчатого охлаждения, не слишком хороша, несмотря на то, что стальная лента обладает сравнительно хорошими значениями процентного удлинения после разрыва. Способность к изгибу стальной ленты означает изгиб до малого радиуса без повреждения поверхности в месте изгиба. Двухступенчатое охлаждение не позволяет получить сталь с хорошей ударной вязкостью при низких температурах в сочетании с высокой прочностью.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0005] Целью данного изобретения является преодоление вышеприведенных недостатков известного уровня техники, и создания способа, который легко применить при производстве изделия из стальной ленты обычно стальной ленты повышенной прочности и особенно хорошей способностью к изгибу, причем изделия из стальной ленты имеет вышеуказанный химический состав. Для достижения этой цели настоящее изобретение характеризуется следующими признаками:
- аустенитное легирование стальной заготовки при температурах 1200-1350°С;
- горячая прокатка стальной заготовки на предпрокатной стадии;
- прокатка стальной заготовки на листовом прокатном стане, причем температура 760-960°С достигается на последнем проходе;
- прямая закалка после последнего прохода на листовом прокатном стане путем одноразового охлаждения с градиентом 30-150°С/с до температуры 300°С максимум, причем прямая закалка происходит в течение 15 с после последнего прохода.
[0006] Изобретение неожиданно демонстрирует, что указанный химический состав стали способствует производству высокопрочной, которая при этом обладает хорошей способностью к изгибу. Также неожиданно было обнаружено, что прочность стальной детали обладает свойством изотропии, т.е. ее прочность на разрыв не изменяется значительно независимо от того, измеряется ли она вдоль или поперек относительно направления прокатки.
[0007] Градиент прямой закалки предпочтительно равен максимум 150°С/с, т.к. это позволяет получить микроструктуру стали, которая наделяет сталь особо полезными механическими свойствами, включая ударную вязкость в сочетании с хорошей способностью к изгибу.
[0008] Предпочтительно конечная температура прямой закалки составляет максимум 100°С, т.к. это позволяет получить плоскую ленту, имеющую также плоские и гладкие края после закалки.
[0009] Предпочтительно стальная лента подвергается прямой закалке сразу при снижении температуры до температуры намотки и затем происходит намотка.
[0010] Производство стальной ленты осуществляется предпочтительно термомеханически, и поэтому после прямой закалки не производится отпуск металла. Было обнаружено, что стальное изделие, изготовленное указанным способом, обладает хорошими механическими характеристиками, хотя он и не включает отпуск, который увеличивает затраты. Стадия отпуска металла не улучшает существенно механические характеристики изделия, но усложняет технологический процесс.
[0011] Предпочтительные варианты воплощения настоящего изобретения описаны в приведенных пунктах 2 и 3 формулы изобретения.
[0012] Основным преимуществом способа, согласно данному изобретению, является то, что оно позволяет изготавливать изделия из стали, обладающие хорошими механическими характеристиками, включая их способность к изгибу, при этом заданный состав стали обрабатывать простым и экономичным способом на простом оборудовании.
[0013] Кроме того, настоящее изобретение относится к изделию, изготовленному способом, согласно данному изобретению.
[0014] Стальная лента, изготовленная в соответствии с настоящим изобретением, имеет толщину от 2 до 12 мм и следующий химический состав в весовых процентах:
С: 0,04-0,08
Si: 0-0,5
Mn: 1-2,2
Nb: 0,04-0,09
Ti: 0,06-0,16
N: <0,01
P: ≤0,03
S: <0,015
Al: 0,01-0,15
V: ≤0,1
Cr: <0,2
Mo: <0,2
Cu: ≤0,5
Ni: ≤0,5
и остальное составляет железо и неустранимые примеси, отличается тем, что микроструктура стали имеет существенно малые включения ферритного углерода и/или троститного углерода, и содержит высокоуглеродистые включения, что соответствует прочности на разрыв свыше 650-800 МПа и процентному удлинению после разрыва, по крайней мере, 12%; что коэффициент удлинения равен 0,8-0,95; и тем, что структура является однородной в том смысле, что прочность на разрыв в направлении прокатки отличается максимум на 6,5% от прочности на разрыв в направлении, поперечном направлению прокатки.
[0015] Высокая прочность достигается несмотря на то, что микроструктура стали по большей части состоит из низкого ферритного углерода и/или бейнита без существенного содержания обогащенного углеродом мартенсита или обогащенного углеродом бейнита. Рекомендуется, чтобы доминантная фаза состояла из феррита с почти полной ферритной микроструктурой и небольшими включениями бейнита и/или мартенсита и/или остаточного аустенита в исключительно малых количествах в обогащенном углероде. Существенной причиной, способствующей высокой прочности, является использование ниобия или титана в качестве микросплавного элемента в стальном изделии, изготовленного согласно данному изобретению. Необходимо использовать и ниобий и титан.
[0016] Предпочтительные варианты воплощения настоящего изобретения описаны в приведенных пунктах 5-16 формулы изобретения.
[0017] Основными преимуществами изделия из стали, согласно данному изобретению, являются превосходные механические свойства, которые включают способность к изгибу, характеристики резки и величины ударной вязкости в отношении его химического состава. Эта сталь также может успешно использоваться в арктических условиях. Сталь, согласно данному изобретению, весьма полезна благодаря ее свойствам в строительстве благодаря ее хорошей свариваемости, а также тому, что свойство инвариантности в отношении прочности позволяет использовать его оптимально и эффективно. Кроме того, малый радиус сгиба способствует применению его в работе дизайнеров. Стальная лента, согласно данному изобретению, особенно хорошо подходит для применения в качестве конструкционной стали.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0018] Изобретение будет подробно описано далее на примерах предпочтительных вариантов воплощения со ссылкой на прилагаемых чертежах, на котором:
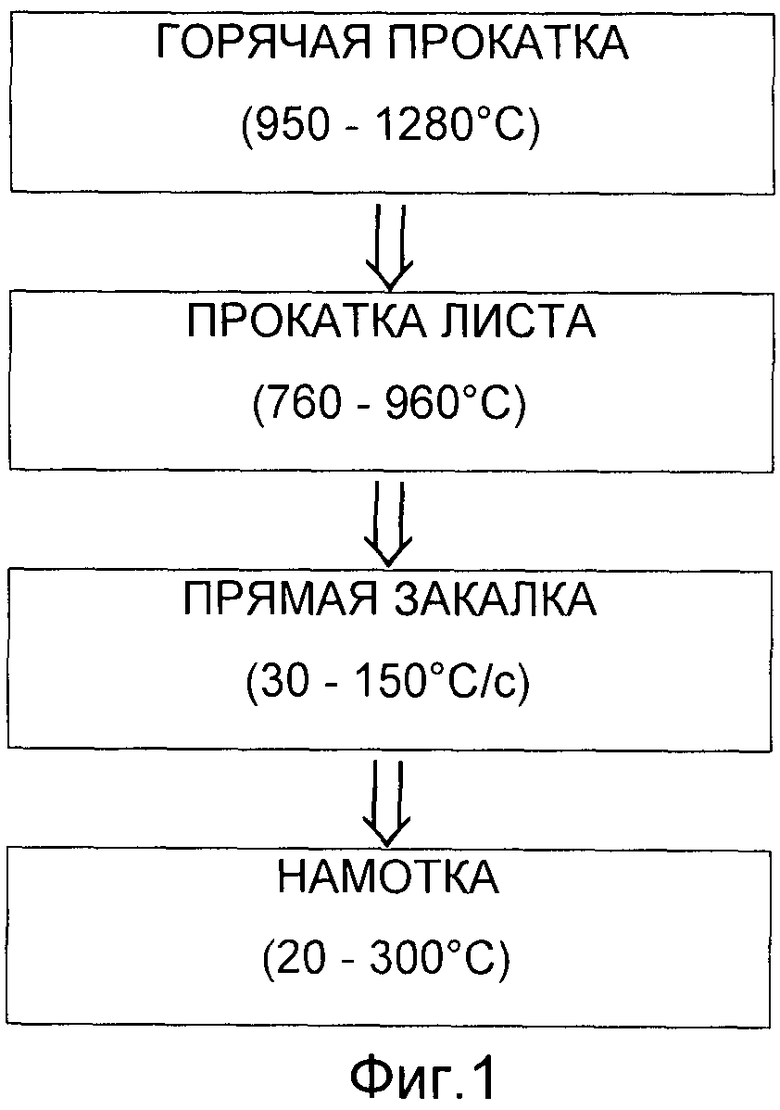
Фиг.1 - этапы способа, согласно настоящему изобретению;
Фиг.2 - схематический вид в V-тесте на прочность при изгибе;
Фиг.3 - пример удачного теста на прочность при изгибе;
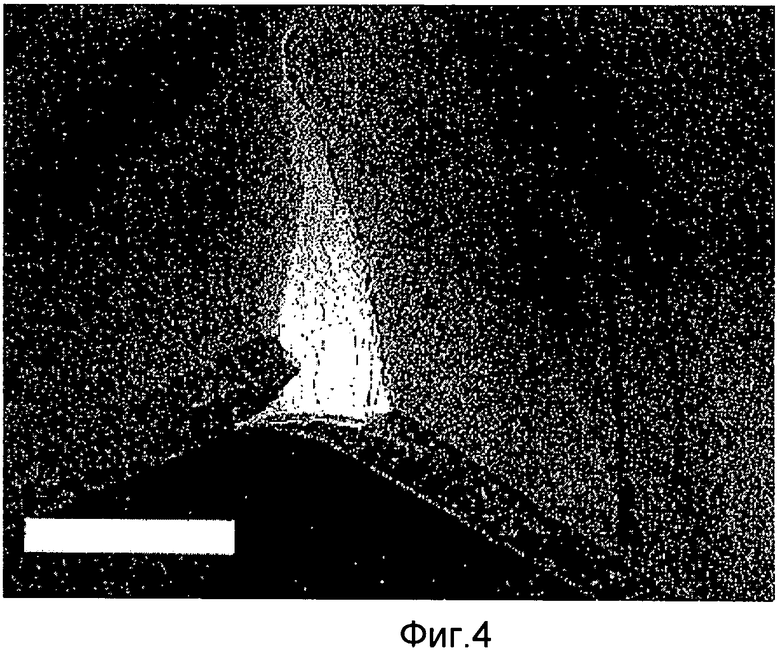
Фиг.4 - пример неудачного теста на прочность при изгибе;
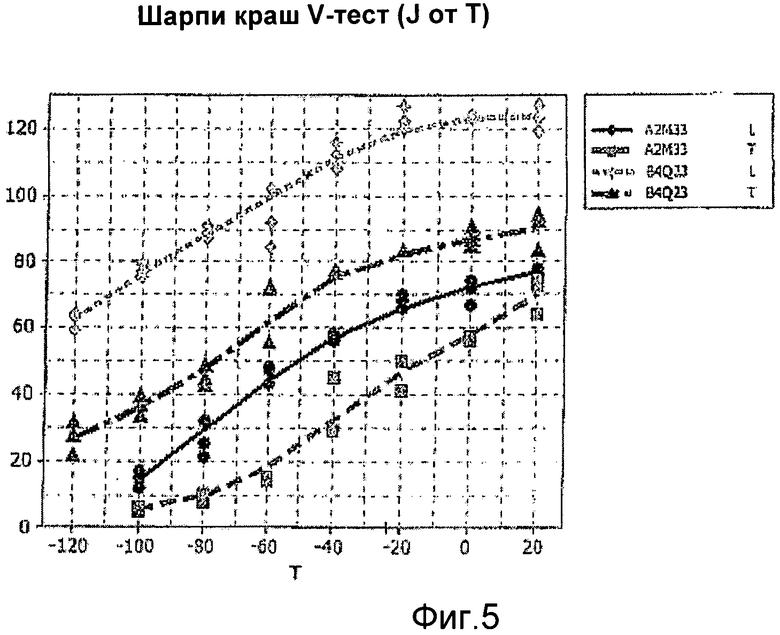
Фиг.5 - кривые перехода для V-теста, полученных для стали, согласно данному изобретению, и эталонной стали;
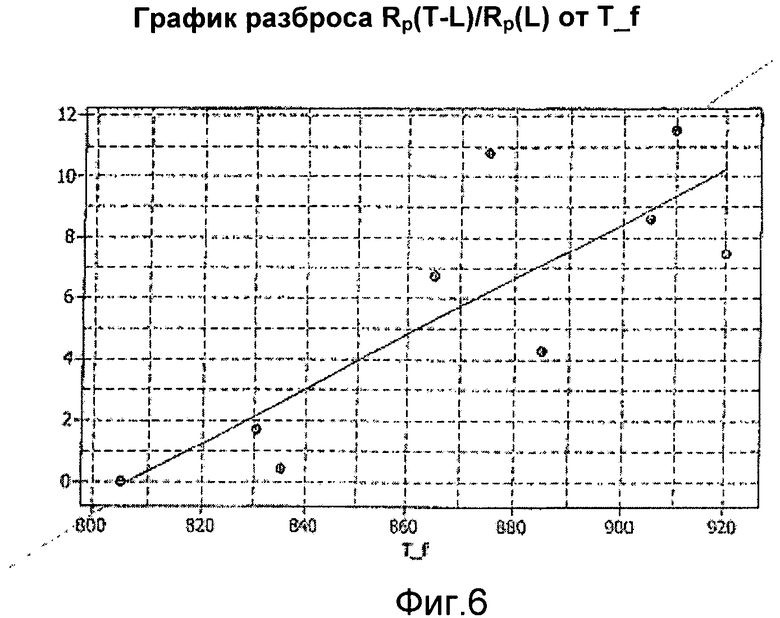
Фиг.6 - связь между изотропией прочности на разрыв и прокаткой листа;
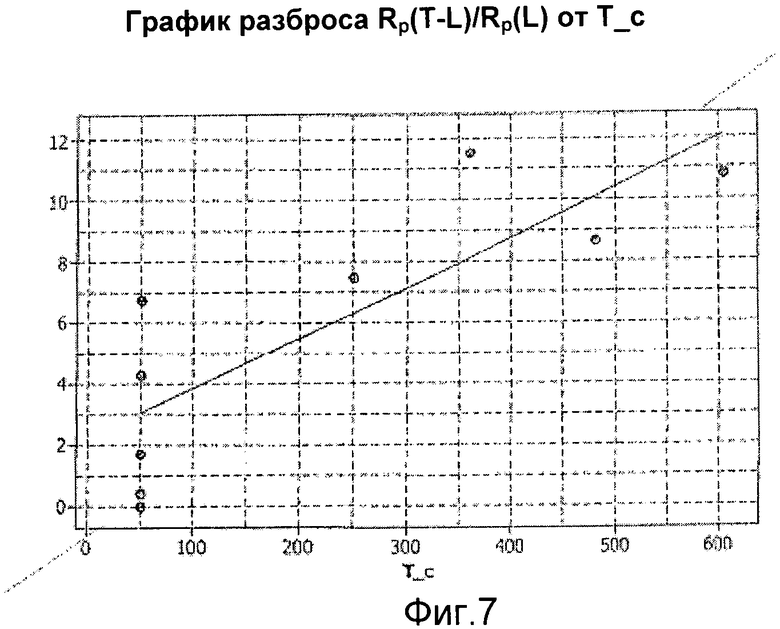
Фиг.7 - связь между изотропией прочности на разрыв и температурой намотки.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0019] На Фиг.1 показаны этапы способа, производства стальной ленты толщиной от 2 до 12 мм, согласно настоящему изобретению. Изготовление начинается со стальной заготовки, имеющей следующий химический состав в весовых процентах:
С: 0,04-0,08
Si: 0-0,5
Mn: 1-2,2
Mb: 0,04-0,09
Ti: 0,06-0,16
N: <0,01
Р: ≤0,03
S: <0,015
Al: 0,01-0,15
V: ≤0,1
Cr: <0,2
Mo: <0,2
Cu: ≤0,5
Ni: ≤0,5
и остальное - это железо и неизбежные примеси.
[0020] Указанная сталь обладает малым содержанием углерода С от 0,04 до 0,08%, что благоприятно с точки зрения ударной вязкости, способности к изгибу и свариваемости материала.
[0021] Кремний Si может быть использован в количестве от 0 до 0,50% в качестве ослабляющего вещества (в дополнение к алюминию) и для усиления феррита. Если требуется очень хорошее качество поверхности, то содержание кремния должно быть ограничено величиной, меньшей 0,25%.
[0022] Содержание в сплаве марганца Mn составляет от 1,0 до 2,2%. Благодаря низкому содержанию углерода сталь не склонна к разделению марганца и углерода во время литья, что способствует повышению однородности микроструктуры даже при относительно высоком содержании Mn. Для достижения высокой прочности сплава предпочтительное содержание марганца составляет, по крайней мере, 1,3%, а для обеспечения свариваемости самое большее - 2,0%.
[0023] Сталь, согласно настоящему изобретению, может нарезаться на части с точными размерами как с помощью термической (например, лазерной или плазменной), так и механической резки. Наблюдения подтвердили получение деталей с относительно гладкой поверхностью среза. Это благоприятно сказывается на усталостной прочности. Кроме того, низкое содержание углерода предотвращает возникновение грубой поверхности среза при термической резке и снижает максимальную прочность, причем поверхность среза меньше склонна к хрупкости и ломкости во время формирования изделия и в условиях его использования. При механической резке возможна установка зазора величиной от 10 до 15% от толщины листа, при этом в результате резки поверхность среза получается гладкой и не имеющей трещин и, следовательно, дополнительное шлифование поверхности среза или термическая резка не требуются, что существенно снижает производственные нормы и число производственных этапов, таким образом улучшая процесс производства.
[0024] Для обеспечения лучшей ударной вязкости и способностью к изгибу содержание примесей должно быть ограничено для фосфора Р (максимум 0,03%) и серы S (максимум 0,015%). Максимальное значение для Р предпочтительно равно 0,015%, а для S предпочтительно равно 0,005%. Кроме того, указанные свойства могут быть при необходимости улучшены путем добавления расплавленного кальция Са или CaSi. В качестве ослабляющего вещества используется алюминий Al от 0,1 до 0,15%. Количество используемого алюминия предпочтительно составляет максимум 0,05%.
[0025] Максимальное содержание азота N составляет 0,01%, т.к. его присутствие в стали, содержащей титан, азот образует твердые частицы нитрита титана, которые ухудшают способность к изгибу стали. Предпочтительное содержание азота не более 006%.
[0026] Содержание меди Cu должно быть снижено максимально до 0,3% для обеспечения поверхности отличного качества для горячекатаного листа. Если содержание меди превышает 0,3%, то рекомендуется добавить в сплав также никель Ni в количестве, равном 0,25 части содержания Cu. Хотя сталь достигает приемлемых свойств и без меди, она может использоваться при необходимости для небольшого повышения прочности. Например, особенно для листов проката толщиной от 8 до 12 мм предпочтительно использовать сплав с содержанием меди от 0,3 до 0,5% и никеля, по крайней мере, 0,1%.
[0027] Даже без наличия в сплаве меди максимум Ni ограничен величиной 0,5%. Хотя сталь демонстрирует хорошие прочностные свойства также без добавления Ni, при необходимости он может немного повысить прочность.
[0028] Бор В не добавляется вовсе, т.к. он без необходимости увеличивает твердость. Поэтому содержание бора в стальной ленте, согласно данному изобретению, ограничен уровнем примесей, т.е. В<0,0005%.
[0029] Титан Ti может быть добавлен в сплав для достижения необходимого уровня прочности. Обычно его доля составляет от 0,06 до 0,16%, хотя можно использовать и более высокую долю, но при этом эффект увеличения прочности совершенно незначителен, но может затруднить отливку заготовки. Более низкое процентное содержание Ti не используют, т.к. при этом трудно достичь высокой прочности без использования более дорогостоящих присадок либо повышения содержания углерода более 0,08%. Неожиданно настоящее изобретение продемонстрировало, что даже при низких температурах, таких как -40°С и -60°С, титан не приводит к значительному снижению ударной вязкости основного вещества, как это показано на результатах измерений, приведенных в Таблице 2.
[0030] Не требуется, чтобы хром Cr и молибден Mo добавлялись в сплав. Они представляют собой химические элементы, которые ускоряют затвердевание и оказывают отрицательный эффект на свариваемость, по крайней мере, при их заметных количествах. По этой причине Cr ограничивают максимальным значением в 0,2%, и аналогично Мо максимальным значением в 0,2%. Содержание хрома предпочтительно менее 0,1%.
[0031] Молибден предпочтительно допустим в количестве 0,10% и наиболее предпочтительно максимум до 0,5%, т.к. механические свойства стали, согласно данному изобретению, наиболее предпочтительно достигаются за счет присадки титана, который обеспечивает более приемлемые затраты на этот элемент, чем на молибден. Молибден даже может представлять собой угрозу для прочности стальной ленты прямой закалки, согласно данному изобретению. В любом случае добавленный молибден не улучшает существенно прочность стальной ленты, согласно данному изобретению, при изготовлении ее с применением термомеханической обработки.
[0032] Не требуется, чтобы ванадий V добавлялся в сплав. Он дополнительно увеличивает ненужную твердость и приводит к неблагоприятному эффекту для свариваемости, по крайней мере, при его высокой концентрации. По этой причине V ограничивают максимальным значением в 0,1%.
[0033] Однако особенно при малой толщине ленты t от 2 до 6 мм и при больших усилиях прокатки концентрация Nb и Ti ограничена следующим образом: Mb: 0,04-0,06% и Ti: 0,06-0,10% с целью снижения усилий прокатки и одновременно выбирают концентрацию ванадия V 0,06-0,10% для достижения высокой прочности.
[0034] При малой толщине ленты t=2-6 мм Si может быть добавлен для достижения полезного результата повышения прочности в количестве 0,30-0,50% как показано в Таблице 1 испытаний экспериментального состава Е1.
[0035] В соответствии с предпочтительным вариантом воплощения, согласно данному изобретению, суммарно концентрация ниобия, титана и ванадия более 0,15%, т.е. Nb+Ti+V>0,15%, при этом изделие из стальной ленты можно применять в качестве особо прочной конструкционной стали.
[0036] При низком содержании углерода изделие из стальной ленты, согласно данному изобретению, в особенности отлично гнется (складывается) и сваривается, например, с помощью автогенной высокочастотной (HF) сварки для получения трубы или трубчатой балки. Производственные эксперименты выявили, что данный материал полностью подходит для производства трубчатых балок высокочастотной сваркой.
[0037] Например, заготовка из стали толщиной 210 мм, нагретая до температуры легирования, равной 1280°С, выдерживается около 3 часов. Естественно, толщина стальной заготовки может отличаться от описанной здесь, и температура легирования может быть выбрана иной, но желательно в диапазоне 1200-1350°С. Если температура легирования ниже приведенного нижнего предела, то существует риск того, что микроприсадки в сплаве не расплавятся в аустените, т.е. не получится равномерный аустенит. Наиболее предпочтительно время отжига изменяется в пределах от 2 до 4 часов.
[0038] Предпочтительно значение эквивалента углерода С+Mn/6+(Cr+Мо+V)/5+Ni+Cu)/15 равно не более 0,45, что гарантирует хорошую свариваемость стали.
[0039] После легирования стальную заготовку подвергают горячей прокатке при температуре 950-1250°С до толщины, составляющей обычно 25-50 мм, а затем сразу перемещают на ленточный прокатный стан для ее прокатки в ленту с конечной толщиной равной 2-12 мм. Рекомендуемая конечная толщина стальной ленты равна, по крайней мере, 4 мм. Также рекомендуется, чтобы конечная толщина стальной ленты не превышала 10 мм.
[0040] Число проходов в ленточном прокатном стане обычно равно от 5 до 7. Последний проход в ленточном прокатном стане осуществляют в диапазоне температур 760-850°С.
[0041] После последнего прохода в течение 15 секунд начинается процесс прямой закалки стальной ленты. В начале закалки температура стальной ленты должна быть, по крайней мере, 700°С. Прямая закалка осуществляется путем закалки в воде при градиенте температуры равном 30-150°С/с, причем предпочтительный максимум составляет 120°С/с. Прямая закалка продолжается до максимальной температуры 300°С, причем предпочтительная температура равна 100°С. Сразу после прямой закалки стальная лента сматывается в рулон. При этом температура во время намотки находится в пределах от 30 до 300°С. Рекомендуемая начальная температура намотки составляет максимум около 100°С, т.к. когда сталь подвергают намотке при температуре свыше 100°С, то может непрерывно образовываться паровая подушка, которая может затруднить формирования поверхности стального листа.
[0042] В результате термомеханической обработки микроструктура стали становится однородной и состоит из доминантной фазы, которая предпочтительно представляет собой низкоуглеродный феррит и/или низкоуглеродный бейнит. Количество доминантной фазы обычно бывает более 90%. Другими словами в исключительно высокоуглеродных группах присутствуют весьма малые количества высокоуглеродных бейнита, и/или аустенита, и/или мартенсита. Средний размер зерна этой микроструктуры мал, он предпочтительно равен примерно 2-4 микрометра. Также важно, что данная микроструктура, во-первых, не содержит больших зерен, и поэтому сталь обладает исключительно хорошими характеристиками на изгиб, имея ввиду ее прочностные характеристики. Размер зерна должен быть настолько однородным и малым насколько это возможно, что достигается способом, согласно данному изобретению.
[0043] В таблицах с 1 по 3 приведены примеры величин концентрации и производственных параметров стали, согласно данному изобретению, а также значения твердости, приобретенных благодаря им. С целью сравнения Таблицы 2 и 3 также содержат производственные параметры, не относящиеся к цели способа, согласно данному изобретению, т.е. к обработке не соответствующей способу, согласно данному изобретению. В Таблице 2 - производственные параметры и в Таблице 3 - свойства механической прочности сравнительные тесты обозначены как R.
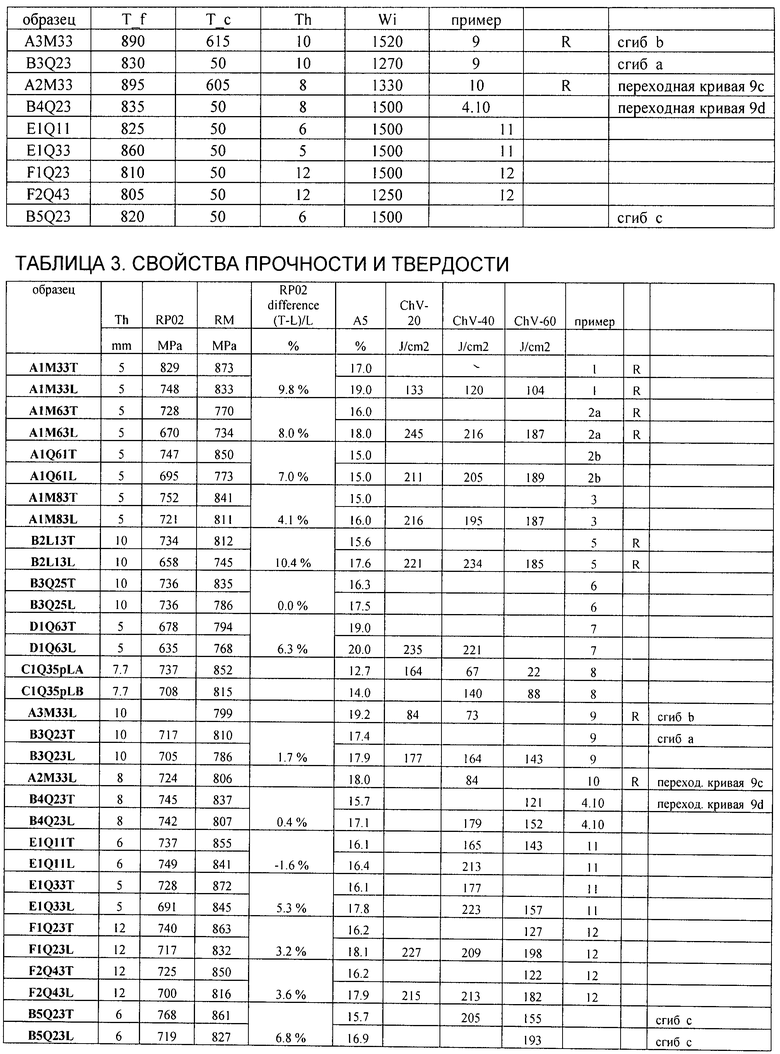
[0044] Следующим предметом изучения явились характеристики гибкости, полученные в результате обработки, согласно данному изобретению, которые сравнивались с характеристиками гибкости, полученными при использовании производственных параметров, находящихся вне целей настоящего изобретения. См. Таблицы 3 и 4 - сталь марки B3Q23 (тест на гибкость а), согласно данному изобретению, а сталь марки А3М33 - (тест на гибкость b) вне данного изобретения.
[0045] Обозначение T_f в Таблице 2 означает температуру на последнем проходе прокатки, обозначение Т_с означает температуру в начале охлаждения, обозначение Th указывает на толщину стальной ленты и обозначение Wi означает ширину стальной ленты.
[0046] В первой колонке Таблицы 3 Т указывает на образец, чьи прочность и ударная вязкость определены в направлении, поперечном направлению прокатки. Окончание L означает, что прочность и ударная вязкость образца определены в направлении прокатки.
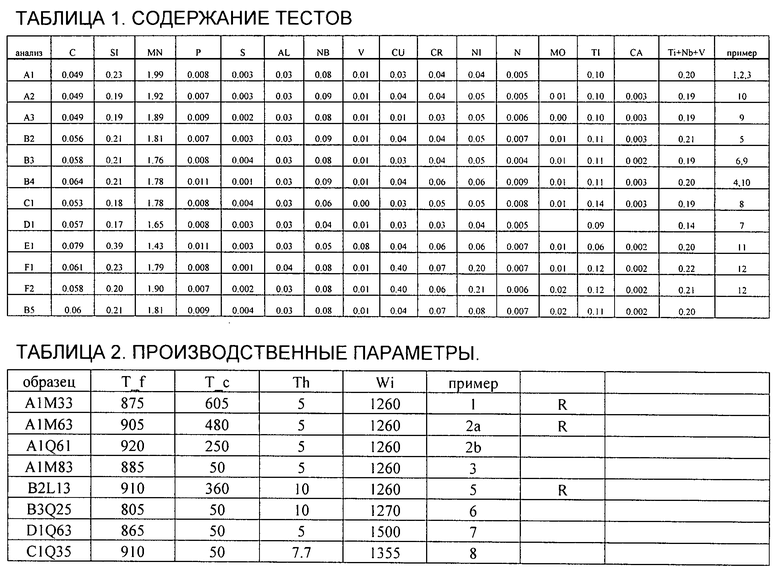
[0047] Таблицы 2 и 3 показывают, что значения ударной вязкости хорошие и прочность высока во всех направлениях, когда прямая закалка проводится при низкой температуре (50°С).
[0048] Как видно из Таблицы 3 прочность на разрыв сталей, согласно данному изобретению, составляет 635-829 МПа. Процент удлинения после разрыва А5, по крайней мере, 12% и обычно, по крайней мере, 15%. Отношение сдачи (текучая прочность/прочность разрыва) сталей составляет примерно 0,8-0,95.
[0049] Опираясь на результаты Таблиц от 1 до 3, можно сделать вывод, что значения прочности на разрыв стальной ленты в направлении прокатки и в поперечном направлении прокатного стана существенно не отличаются друг от друга в примерах 3, 4, 6, 7, 9, 11 и 12. Прочность на разрыв в направлении прокатки почти так же высока, как и прочность на разрыв в поперечном направлении прокатного стана, при этом соотношение указанных значений прочности составляет величину <6,5%, и даже <2%. В соответствии с приведенными примерами такой малый разброс достигается применением закалки в соответствии с предпочтительным вариантом воплощения данного изобретения при температуре меньшей 100°С и/или путем использования температуры прокатки на последнем проходе ленты равной 890°С.
[0050] Как показано в Таблицах 2 и 3 указанное однородное качество присуще сталям, в которых температура прокатки на последнем проходе ленты низка (ниже 890°С) и/или наматывается при низкой температуре (температура намотки 50°С).
[0051] Справочные величины из таблицы показывают на примерах 1, 2а и 5, что когда температура намотки значительно превышает 100°С, то однородность значений прочности стали уменьшается на величину около 10%, что представляет собой обычный разброс значений прочности для обычной стали, изготовленной термомеханическим способом. Это же справедливо для значений сил на разрыв.
[0052] Влияние конечной температуры изгиба T_f и температуры намотки Т_с на однородность значений прочности анализируется более детально на Фиг.6 и 7, на которых видно, что уменьшение как конечной температуры изгиба, так и температуры намотки улучшить прочность на разрыв стали, изготовленной согласно данному изобретению.
[0053] Настоящее изобретение также демонстрирует, что однородность значений прочности на разрыв может быть определена по формуле Rp(T-L)/Rp (L)=-46,6+0,0576 T_f+T_c, где T_f это конечной температуры изгиба и Т_с это температуры намотки.
[0054] Качество однородности полезно, т.к. когда проектируется универсальная стальная лента, нет необходимости принимать во внимание тот факт, что стальная лента обладает большей прочностью в направлении прокатки, чем в направлении, поперечном направлению прокатки. В связи с этим возможно воспользоваться преимуществом высокой прочности стальной ленты во всех ситуациях, т.е. даже когда отрезаемые заготовки, которые обрабатывают в готовые изделия, которые при их использовании подвергаются наибольшей нагрузке в направлении, соответствующему направлению прокатки стальной ленты. Кроме того, применение стальной ленты можно оптимизировать, т.к. разброс прочности относительно направления нагрузки не требуется учитывать. Еще возможно равномерные прочностные свойства влияют на образование сгибов равномерного качества независимо от направления изгиба (продольное/поперечное), что, в свою очередь, также расширяет области применения изделий из стальной ленты, изготовленной согласно данному изобретению. В Таблице 4 показано, что способность к изгибу в продольном направлении, которая известна своей проблемностью, великолепна. Например, для образца стали B5Q3 удается достичь значения R/t равного 1,3 при сгибе в продольном направлении. Сгиб в поперечном направлении этой стали тоже достигает значения R/t равного 0,3.
[0055] Сгибание проводилось способом V-образного изгиба, известным из уровня техники, между верхним и нижним частями оборудования, принцип которого показан на Фиг.3, используемый способ сгибания представляет собой свободное сгибание с V-образным зазором размером 100 мм. Образцы, подвергнутые тесту, сгибали в обоих направлениях, благодаря чему они приобретали Z-образную форму.
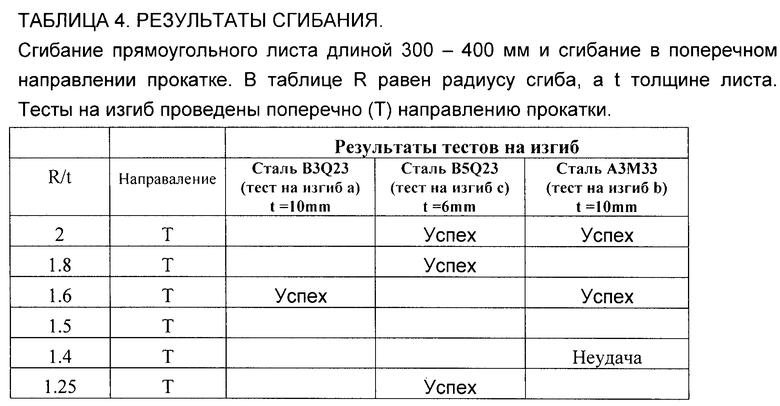
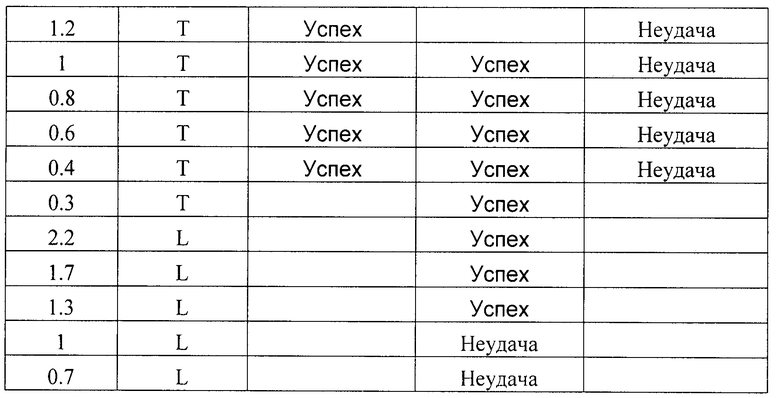
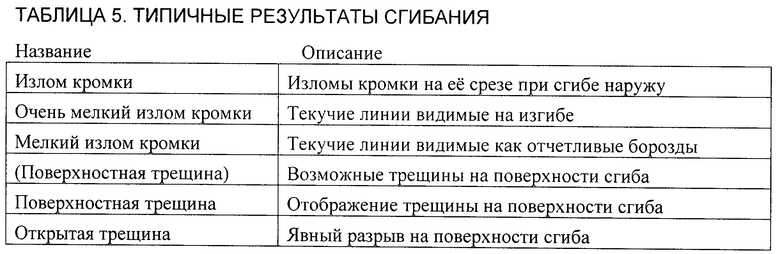
[0056] Результаты тестов на сгибание анализировались визуально. На Фиг.3 показан случай успешного сгибания (ОК) с круглой формой сгиба и целой поверхностью. Отрицательный результат (Fail) получен из-за видимых трещин, изломов или угловатости в области радиуса сгиба. В Таблице 5 показаны типичные дефекты сгиба, которые приводят к отрицательному результату, а в Таблице 4 приведены примеры явных отрицательных результатов сгиба (Fail).
[0057] Как показано на Фиг.4, образец стали B3Q23 (тест а на изгиб в Таблице 2) показал гораздо лучшую сгибаемость, чем образец стали А3М33 (тест b на изгиб в Таблице 2). В стали, согласно данному изобретению, отношение радиуса сгиба к прочности материала (R/t) может достигать 0,4, в то время как контрольный образец обычной стали имел отношение только около 1,6. Из Таблиц 1-4 и Фиг.5 можно сделать вывод, что при осуществлении способа, согласно данному изобретению, прямая закалка производится при температуре максимум 300°С.
[0058] Как показано на Фиг.3 и Фиг.5, значение ударной вязкости для образца стали B3Q23 (переходная кривая d) существенно лучше значения для образца стали А3М33 (переходная кривая с). Прежние образцы стали подвергались прямой закалке до температуры 50°С (Таблица 2), в то время как последний охлаждался до температуры 615°С. В Таблице 3 также показано, что охлаждение до высокой температуры около 600°С (примеры 1 и 10) приводят только к значениям ударной вязкости, которые типичны для стали этого сорта. Как показано, ударная вязкость стали, согласно данному изобретению, при температуре -20°С равна, по крайней мере, 200 Дж/см2 и/или при температуре -40°С равна, по крайней мере, 190 Дж/см2 и/или при температуре -60°С равна, по крайней мере, 180 Дж/см2.
[0059] Далее, настоящее изобретение будет проиллюстрировано более подробным описанием примеров теста и данными Таблиц с 1 по 4.
[0060] Пример 1. Для прокатки нагретой ленты толщиной 5 мм и имеющей химический состав (А1) Таблицы 1 использовался прокатный стан. Параметры проката (А1М33) приведены в Таблице 2. Результаты приведены в Таблице 3. Эти результаты показывают, что когда лента наматывается при температуре намотки равной 600°С, то удается достичь отличной прочности, хотя ударная вязкость остается лишь на нормальном уровне. Заслуживающий внимания аспект заключается в том, что прочность на разрыв явно различна по разным направлениям, что нормально для микросплавных сталей, обычно изготавливаемых термомеханической прокаткой. Уровень удлинения в норме.
[0061] Пример 2. Для прокатки нагретой ленты толщиной 5 мм и имеющей химический состав (А1) Таблицы 1 использовался прокатный стан. Параметры проката (А1М63) приведены в Таблице 2. Результаты приведены в Таблице 3. Эти результаты показывают, что намотка при сравнительно низкой температуре намотки (около 480°С) приводит к получению стали (А1М63) с низкой прочностью, но улучшенной ударной вязкостью. Уровень удлинения в норме. Охлаждение ленты до устоявшейся нормальной температуры (около 250°С) усиливает прочность стали (A1Q61) до близкой к нормальной с явно улучшенной ударной вязкостью. Уровень удлинения остается ниже нормального.
[0062] Пример 3. Для прокатки нагретой ленты толщиной 5 мм и имеющей химический состав (А1) Таблицы 1 использовался прокатный стан. Параметры проката (А1М83) приведены в Таблице 2. Результаты (А1М83) приведены в Таблице 3. Эти результаты показывают, что намотка при очень низкой температуре намотки (около 50°С) поднимает прочность до высокого уровня, близкого к нормальному с величиной ударной вязкости все еще явно лучшей, чем нормальный уровень.
[0063] Пример 4. Для прокатки нагретой ленты толщиной 8 мм и имеющей химический состав (В4) Таблицы 1 использовался прокатный стан. Параметры проката (B4Q23) приведены в Таблице 2, а соответствующие результаты приведены в Таблице 3. Эти результаты показывают, что намотка при очень низкой температуре намотки (около 50°С) поднимает прочность до высокого уровня, близкого к нормальному с величиной ударной вязкости, все еще явно лучшей нормального уровня. Вновь следует отметить, что прочность на разрыв в направлении прокатки примерно одинакова как в продольном, так и в поперечном направлениях. Уровень удлинения остается немного ниже нормального.
[0064] Пример 5. Для прокатки нагретой ленты толщиной 10 мм и имеющей химический состав (В2) Таблицы 1 использовался прокатный стан. Параметры проката (B2L13) приведены в Таблице 2, а соответствующие результаты приведены в Таблице 3. Результаты показывают, что при очень высокой температуре прокатки (900°С) и намотка при температуре намотки 360°С прочность на разрыв в продольном направлении прокатки в направлении сгиба остается на низком уровне, но ударная вязкость все еще хорошая. Уровень удлинения примерно нормальный.
[0065] Пример 6. Для прокатки нагретой ленты толщиной 10 мм и имеющей химический состав (В3) Таблицы 1 использовался прокатный стан. Параметры проката (B3Q25) приведены в Таблице 2, а соответствующие результаты приведены в Таблице 3. Результаты показывают, что при очень низкой температуре прокатки (около 800°С) и намотке при очень низкой температуре намотки (около 50°С) прочность на разрыв увеличивается до нормального уровня также и для толстой ленты при все еще хорошем уровне ударной вязкости. Заслуживающий внимания аспект заключается в том, что прочность на разрыв относительно направления прокатки остается одинаковой как в поперечном, так и в продольном направлениях. Уровень удлинения немного ниже нормального.
[0066] Пример 7. Для прокатки нагретой ленты толщиной 5 мм и имеющей химический состав (D1) Таблицы 1 использовался прокатный стан. Параметры проката (D1Q63) приведены в Таблице 2, а соответствующие результаты приведены в Таблице 3. Результаты показывают, что снижение присадочных элементов (особенно Ti, Mb) значительно снижает прочность, когда сталь очень быстро охлаждают до температуры 50°С. Уровень удлинения и ударная вязкость находятся на хорошем уровне.
[0067] Пример 8. Для прокатки нагретой ленты толщиной 7,7 мм и имеющей химический состав (С1) Таблицы 1 использовался прокатный стан, причем затем лента использовалась для изготовления способом высокочастотной сварки трубчатой балки квадратного сечения 100 мм х 250 мм. Параметры проката (C1Q35) приведены в Таблице 2, а соответствующие результаты измерения трубчатой балки приведены в Таблице 3. Измеренные значения прочности получены после изготовления трубчатой балки. Так как при изготовлении трубчатых балок использовался способ холодной формовки, то ударная вязкость несколько снизилась. Результаты показывают, что сталь, полученная способом, согласно данному изобретению, хорошо подходит также для изготовления трубчатых балок высокой прочности.
[0068] Пример 9. Для прокатки нагретой ленты толщиной 8 мм и имеющей химический состав (A3 и В4) Таблицы 1 использовался прокатный стан. Параметры проката (А3М33 и B3Q23) приведены в Таблице 2, а соответствующие результаты измерения ленты приведены в Таблице 3. В Таблице 4 приведено сравнение сгибания этих образцов стали (А3М33 и B3Q23), где отмечено, что прямая закалка образца стали B3Q23 хорошо выдерживает сгиб даже при значении R/t равном 0,4. Образец стали А3М33, охлажденный до температуры около 600°С, успешно гнулся до значения R/t равного 1,6.
[0069] Пример 10. На Фиг.5 сравниваются значения ударной вязкости образцов стали А2М33 и B4Q23 при различных температурах в Чарпи краш-тестах. Химический состав и производственные параметры образцов стали А2М33 и B4Q23 приведены в Таблицах 1 и 2. Образец стали B4Q23, подвергнутый прямой закалке, имеет явно лучшие результаты, при этом также сохраняет прочность при низких температурах.
[0070] Пример 11. Для прокатки нагретой ленты толщиной 5 и 6 мм и имеющей химический состав (Е1) Таблицы 1 использовался прокатный стан. Параметры проката (E1Q11 и E1Q33) приведены в Таблице 2, а соответствующие результаты измерений ленты приведены в Таблице 3. Результаты измерений показывают, что изделие из стальной ленты, согласно данному изобретению, может быть также изготовлено малой толщины, например, посредством выбора следующего количественного состава в стали ниобия, титана и ванадия: Mb: 0,04-0,06%, Ti: 0,06-0,10% и V: 0,06-0,1%.
[0071] Пример 12. Для прокатки нагретой ленты толщиной 12 мм и имеющей химический состав (F1 и F2) Таблицы 1 использовался прокатный стан. Параметры проката (F1Q23 и F2Q43) приведены в Таблице 2, а соответствующие результаты измерений ленты приведены в Таблице 3. Результаты измерений показывают, что изделие из стальной ленты, согласно данному изобретению, может быть также изготовлено большей толщины. Кроме того, этот пример также подтверждает достижение равномерного качества посредством прямой закалки при температуре ниже 100°С и/или путем использования конечной температуры прокатанной ленты ниже 890°С.
[0072] Вышеописанное изобретение проиллюстрировано примерами. На этом основании необходимо отметить, что детали настоящего изобретения могут быть осуществлены различными путями в объеме заявленных пунктов формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПЛОСКОГО СТАЛЬНОГО ПРОКАТА | 2011 |
|
RU2554265C2 |
| ТОНКАЯ РИФЛЕНАЯ СТАЛЬНАЯ ПОЛОСА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2824365C1 |
| ТОЛСТОСТЕННЫЙ ВЫСОКОПРОЧНЫЙ ГОРЯЧЕКАТАНЫЙ СТАЛЬНОЙ ЛИСТ С ПРЕВОСХОДНОЙ НИЗКОТЕМПЕРАТУРНОЙ УДАРНОЙ ВЯЗКОСТЬЮ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2493284C2 |
| Горячекатаный лист/полоса 30CrMo стали и способ их получения | 2020 |
|
RU2818814C1 |
| СВЕРХПРОЧНАЯ КОНСТРУКЦИОННАЯ СТАЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2586953C2 |
| ГОРЯЧЕКАТАНЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2518830C1 |
| ВЫСОКОТВЕРДЫЙ ГОРЯЧЕКАТАНЫЙ СТАЛЬНОЙ ПРОДУКТ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2014 |
|
RU2674796C2 |
| ОГНЕСТОЙКАЯ СТАЛЬНАЯ ПОЛОСА, УСТОЙЧИВАЯ К АТМОСФЕРНЫМ ВОЗДЕЙСТВИЯМ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2822600C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ТОЛСТОЛИСТОВОГО СТАЛЬНОГО ПРОКАТА НА РЕВЕРСИВНОМ СТАНЕ | 2020 |
|
RU2745831C1 |
| Способ производства хладостойкого листового стального проката | 2022 |
|
RU2792549C1 |
Изобретение относится к области металлургии, в частности способу изготовления горячекатаной стальной ленты толщиной 2-12 мм из низколегированной стали с содержанием углерода 0,04-0,08 вес.% и содержащем также ниобий и титан. Для достижения хороших механических характеристик, включая способность к изгибу стальной ленты, стальную заготовку подвергают аустенизации при температурах 1200-1350°С, осуществляют предварительную прокатку, затем заготовку прокатывают на прокатном стане с температурой 760-960°С при последнем проходе в прокатном стане, после чего стальную ленту подвергают прямой закалке путем одноразового охлаждения с градиентом 30-150°С/с до температуры, по крайней мере, 300°С, причем прямую закалку производят в течение 15 с после последнего прохода. Стальная лента имеет микроструктуру, состоящую из феррита, и/или бейнита, и/или мартенсита, и/или остаточного аустенита, при этом прочность на разрыв составляет 650-800 МПа, удлинение после разрыва, по меньшей мере, 12%, коэффициент удлинения - 0,8-0,95, при этом соотношение прочности на разрыв в направлении прокатки и прочности на разрыв в направлении, поперечном направлению прокатки, составляет максимум 6%. 2 н. и 14 з.п. ф-лы, 5 табл., 7 ил.
1. Способ изготовления горячекатаной стальной ленты листового горячего проката толщиной 2-12 мм из стали, имеющей следующий химический состав, содержащий в вес.%:
отличающийся тем, что осуществляют
аустенизацию стальной заготовки при температуре 1200-1350°С,
горячую прокатку стальной заготовки на предварительной стадии,
прокатку стальной заготовки на листовом прокатном стане, причем на последнем проходе при температуре 760-960°С, и
прямую закалку стальной ленты после последнего прохода на листовом прокатном стане путем одноступенчатого охлаждения со скоростью 30-150°С/с до максимальной температуры 300°С, причем прямая закалка происходит в течение 15 с после последнего прохода.
2. Способ по п.1, отличающийся тем, что конечная температура прямой закалки составляет максимально 100°С.
3. Способ по п.1 или 2, отличающийся тем, что после прямой закалки стальную ленту используют для изготовления трубчатого изделия.
4. Горячекатаная стальная лента толщиной 2-12 мм, имеющая следующий химический состав в вес.%:
отличающаяся тем, что микроструктура стали состоит из феррита и/или бейнита и/или мартенсита и/или остаточного аустенита, прочность на разрыв составляет 650-800 МПа и процентный уровень удлинения после разрыва равен, по меньшей мере, 12%, коэффициент удлинения составляет 0,8-0,95, структура однородна и разброс значений прочности на разрыв в направлении прокатки отличается максимум на 6,5% по сравнению со значениями прочности на разрыв в направлении, поперечном направлению прокатки.
5. Стальная лента по п.4, отличающаяся тем, что микроструктура стали в основном состоит из низкоуглеродного феррита и/или бейнита, при этом основная фаза состоит из феррита и микроструктура также включает небольшое количество бейнита и/или мартенсита и/или остаточного аустенита в чрезвычайно малых включениях, обогащенных углеродом.
6. Стальная лента по п. 4 или 5, отличающаяся тем, что при крестообразном сгибании сталь выдерживает радиус сгиба равный 0,4≤R≤0,75t, где t - толщина стенки стального изделия, без видимых трещин или изломов.
7. Стальная лента по п.6, отличающаяся тем, что средний размер зерна равен 2-4 микрометра.
8. Стальная лента по п.7, отличающаяся тем, что его максимальный углеродный эквивалент равен 0,45.
9. Стальная лента по п.8, отличающаяся тем, что его прочность на разрыв составляет более 680 МПа.
10. Стальная лента по п.8, отличающаяся тем, что ударная вязкость при температуре
-20°С равна, по крайней мере, 200 Дж/см2 и/или при температуре -40°С равна, по крайней мере, 190 Дж/см2 и/или при температуре -60°С равна, по крайней мере, 180 Дж/см2.
11. Стальная лента по п. 10, отличающаяся тем, что она выполнена с возможностью разрезания с зазором равным 10-15% толщины листа без видимых изломов.
12. Стальная лента по п.4 или 5, отличающаяся тем, что состав стали отвечает требованию Ti+Nb+V>0,15.
13. Стальная лента по п.12, отличающаяся тем, что ее толщина составляет 2-6 мм и содержание присадочных элементов Nb, Ti и V составляет, вес.%:
14. Стальная лента по п.12, отличающаяся тем, что содержание молибдена в стали составляет Мо<0,10 вес.%.
15. Стальная лента по п.4 или 5, отличающаяся тем, что содержание молибдена в стали составляет Мо<0,05вес.%.
16. Стальная лента по п.4 или 5, отличающаяся тем, что ее толщина превосходит 8 мм и содержание меди и никеля в стали составляет 0,3<Сu<0,5 и Ni<0,1 вес.%.
| US 2004040633 A1, 04.03.2004 | |||
| Очиститель волокнистных материалов | 1986 |
|
SU1375694A1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХВЫСОКОПРОЧНЫХ СВАРИВАЕМЫХ СТАЛЕЙ | 1998 |
|
RU2210603C2 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ | 2005 |
|
RU2292404C1 |
| ВЫСОКОПРОЧНАЯ ДВУХФАЗНАЯ СТАЛЬНАЯ ПЛАСТИНА С ПОВЫШЕННОЙ ЖЕСТКОСТЬЮ И ПРИГОДНОСТЬЮ К СВАРКЕ | 1995 |
|
RU2147040C1 |
| ВЫСОКОПРОЧНАЯ ЛИСТОВАЯ СТАЛЬ С ОТЛИЧНОЙ ДЕФОРМИРУЕМОСТЬЮ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2003 |
|
RU2322518C2 |
| JP 2006299415 A, 27.04.1998 | |||

