Изобретение относится к способу производства горячекатаного плоского стального проката из высокопрочной, высокопластичной марганцовистой стали, которая, помимо высокого содержания марганца (Mn), содержит алюминий (Al) в количестве от 5,9 до 11,5 вес.%.
Сталь такого типа и способ для ее производства известны, например, из документа DE-AS 1262613. Согласно описанному в этой публикации способу из имеющего соответствующий состав стального расплава отливают болванки малого диаметра, из которых затем методом горячего проката изготавливают прутковый материал. Посредством термической обработки при 800-1250°C можно улучшить растяжение и ударную вязкость с надрезом полученного таким образом материала. Из полученных таким образом прутков можно изготавливать детали для самолетов, ракет, турбин, приводов, клапанов и аналогичных устройств.
Последние разработки показали, что стали вышеуказанного типа вследствие очень хорошей комбинации свойств, т.е. высокой прочности, высокой пластичности, значительно сниженной плотности, а значит меньшего веса, особенно пригодны в качестве плоского проката, например в качестве стальных полос и листов, особенно для производства деталей для автомобилей, в частности для изготовления деталей для кузовов автомобилей или для ходовой части.
При этом проблема заключается в том, что упомянутые стали в результате ввода в них легирующих добавок и увеличения числа рабочих операций во время обычных производственных процессов, которые обычно выполняются при производстве высокоуглеродистых сталей, лишь с трудом поддаются обработке. Так, известные стали имеют повышенную склонность к сердцевинной ликвации марганца (Mn) и алюминия (Al) при литье и затвердевании. Кроме того, у них существует повышенная опасность образования поверхностных трещин при непрерывной разливке полос, и полоса будет обратно выгибаться при отводе из кокиля (литейной формы). Кроме того, поскольку они (стали) обладают низкой способностью проводить тепло, как правило, требуется длительное время нагрева, чтобы нагреть слябы, отлитые из сталей, о которых идет речь, до температуры, требуемой для горячей прокатки. В результате длительной выдержки слябов в печи наблюдается заметная склонность к поверхностному обезуглероживанию. Одновременно низкая теплопроводность приводит к такой проблеме, что при предварительном нагреве, обжатии слитков в блюмы и горячей прокатке в результате рекристаллизации по инерции на охлажденных краях полос могут образоваться трещины. Наконец, эти стали проявляют исключительно высокое сопротивление горячей и холодной прокатке, которое значительно выше, чем у других высоколегированных сталей, как, например, RSH-стали или обычные традиционные высоколегированные марганцовистые (Mn) стали.
Из документа US 7794552 B2 известен способ для изготовления плоского стального проката из имеющей традиционный состав, аустенитной, содержащей большое количество марганца, горячекатаной стали, которая содержит, помимо железа и неизбежных примесей (в вес.%) 0,85-1,05% C, 16-19% Mn, до 2% Si, до 0,050% Al; до 0,030% S, до 0,050% P, до 0,1% N, и при необходимости содержит один или несколько элементов, выбранных из группы "Cr, Mo, Ni, Cu, Ti, Nb, V" в таком количестве, что содержание Cr может составлять до 1%, содержание Mo может составлять до 1,5%, содержание Ni может составлять до 1%, содержание Cu может составлять до 5%, содержание Ti может составлять до 0,50%, содержание Nb может составлять до 0,50% и содержание V может составлять до 0,50%. При этом доля рекристаллизированной площади поверхности полученной стальной полосы или стального листа должна быть равна 100%, в то время как доля площади поверхности, на которой выделены карбиды, должна быть равна 0%. Одновременно средний размер зерна стали должен составлять ≤10 мкм. Прочность изготовленных таким образом известных сталей должны составлять более чем 1200 МПа, а прочность и относительное удлинение при разрыве продукта должна составлять более чем 65000 МПа.
Для того чтобы обеспечить такие показатели, в соответствии с известным способом, имеющий соответствующий состав стальной расплав отливается в полуфабрикат, который может быть слябом, тонким слябом или отлитой полосой. Полуфабрикат нагревают до температуры 1100-1300°C, и при конечной температуре горячей прокатки, которая составляет по меньшей мере 900°C, из нее методом горячей прокатки изготавливают горячекатаную полосу. Затем, в случае необходимости, она выдерживается в течение определенного времени, достаточного для полной рекристаллизации поверхности полосы. После этого полученную горячекатаную полосу охлаждают со скоростью по меньшей мере 20°C/с до максимальной температуры намотки, которая составляет 400°C, и сматывают в рулон. Затем изготовленная таким образом горячекатаная полоса может прокатываться в холоднокатаную полосу за одну или несколько прокаток, при необходимости с промежуточным отжигом.
Известный из документа US 7794552 B2 способ предназначен для сталей, при плавлении которых может использоваться алюминий (Al) для раскисления, однако содержание алюминия (Al) ограничивается максимальным значением 0,05 вес.%, чтобы предотвратить выделение AlN. Наличие выделений AlN, в свою очередь, может вызвать опасность образования трещин при деформации изготовленных известным способом стальных полос.
С учетом вышеописанного уровня техники задача изобретения заключается в том, чтобы предложить экономичный и надежный способ производства плоского стального проката из стали, которая кроме высокого содержания марганца (Mn) имеет высокое содержание алюминия (Al).
Эта задача решается в соответствии с изобретением посредством указанного в пункте 1 способа. Предпочтительно варианты осуществления предложенного в изобретении способа указаны в зависимых пунктах формулы изобретения.
Согласно изобретению, для производства горячекатаного плоского стального проката сначала расплавляют сталь, которая, помимо железа и неизбежных примесей, содержит (в вес.%) C: 0,5-1,3%, Mn: 18-26%, Al: 5,9-11,5%, Si: менее чем 1%, Cr: менее чем 8%, Ni: менее чем 3%, Mo: менее чем 2%, N: менее чем 0,1%, B: менее чем 0,1%, Cu: менее чем 5%, Nb: менее чем 1%, Ti: менее чем 1%, V: менее чем 1%, Ca: менее чем 0,05%, Zr: менее чем 0,1%, P: менее чем 0,04%, S: менее чем 0,04%.
При этом в практических вариантах выполнения изобретения содержание легирующих элементов Si, Cr, Ni, Mo, N, B, Cu, Nb, Ti, V, Ca, Zr, P и S, индивидуально или в комбинации друг с другом ограничивается следующим образом (в вес.%) 0,1-0,4% Si, <3,0% Cr, <1,0% Ni, <0,5% Mo, 0,005-0,04% N, <0,0050% B, <1% Cu, <0,2% Nb, <0,3% Ti, <0,3% V, <0,005% Ca, <0,005% Zr, 0,01-0,03% P или 0,005-0,02% S.
Затем составленный вышеуказанным способом стальной расплав отливают известным способом, например в обычной двухвалковой литейной машине, в отлитую полосу.
Преимущество разливки расплава в отлитую полосу заключается, как известно, в том, что при отливке полосы в результате быстрого затвердевания появляется меньшая ликвация. Для высоколегированных сталей, обрабатываемых в соответствии с предложенным в изобретении способом, это особенно преимущественно, поскольку посредством более равномерного распределения легирующих элементов получается гомогенная полоса, и обеспечивается оптимальное качество полученного продукта.
Если для производства отлитой полосы используют обычную двухвалковую литейную машину, из которой отлитая полоса выходит в вертикальном направлении и с помощью направляющего устройства переводится по дуге в горизонтальное направление перемещения, то отлитая полоса, таким образом, охлаждается на своем пути от литейной машины к нагревающему устройству обычно со скоростью охлаждения 10-20 К/с, как правило, до промежуточной температуры, составляющей не менее чем 700°C. В соответствии с изобретением указанную потерю температуры поддерживают как можно меньшей, так что собственное тепло, образующееся при литье, сохраняется в отлитой полосе после ее выхода из литейной машины до нагревающего устройства в наибольшей возможной степени. Таким способом можно минимизировать количество энергии, необходимое для повышения в нагревающем устройстве температуры до начальной температуры процесса горячей прокатки.
Нагрев отлитой полосы до соответствующей начальной температуры процесса горячей прокатки, значения которой могут находиться в диапазоне 1100-1300°C, выполняют, в соответствии с изобретением, со скоростью нагрева по меньшей мере 20 К/с.
Отлитую полосу, быстро нагретую таким способом до начальной температуры процесса горячей прокатки, затем обрабатывают методом горячей прокатки за один или несколько проходов в горячекатаную полосу.
Затем в течение 10 с после окончания процесса горячей прокатки, в соответствии с изобретением, выполняют охлаждение, при котором полученная горячекатаная полоса охлаждается со скоростью охлаждения по меньшей мере 100 К/с до <400°C. Посредством такого быстрого охлаждения подавляется образование компонентов, которые способствуют приобретению хрупких свойств, таких как карбиды или интерметаллические фазы.
В заключение охлажденную горячекатаную полосу наматывают в рулон при температуре намотки до 400°C.
Отдельные рабочие операции предложенного в изобретении способа выполняются в непрерывной, бесперебойной последовательности.
Изобретение исходит из знания, что произвести не имеющий краевых и поверхностных трещин плоский прокат из стали, которая содержит большую долю C, Mn и Al, удается в том случае, если из соответствующим образом составленного расплава выплавляется тонкая полоса с максимальной толщиной 5 мм, в частности с толщиной 3-5 мм. Толщина отлитой полосы, соответственно, уже находится в диапазоне толщин, которые должен иметь окончательно изготовленный горячекатаный плоский прокат.
Используемая в соответствии с предложенным в изобретении способом, возможность отливать сталь, которая имеет высокое содержание C, Al и Mn, в отливку в виде полосы и связанное с этим быстрое затвердевание стали после литья снижают частоту сердцевинной ликвации в отлитой полосе. Поперечные трещины и волосные трещины вообще не возникают при литье полосы, а продольные трещины возникают только в очень ограниченном количестве. При литье полосы в двухвалковой литейной машине возникновение сердцевинной ликвации ядер можно регулировать посредством изменения силы прижима литьевых валков. Тонкая полоса, отлитая, в соответствии с изобретением, имеет толщину не более 5 мм, в частности 3-5 мм, уже при ее выходе из межвалкового зазора имеет благоприятное сечение с очень малым напряжением изгиба. В соответствии с этим отлитую полосу удается изогнуть без проблем из вертикального в горизонтальное направление перемещения, в котором она проходит обработку на других технологических стадиях.
Одновременно посредством использования отливки в виде полосы сильно снижается поверхностное обезуглероживание, поскольку больше нет необходимости в длительном нагреве сляба. Опасность образования трещин при горячей прокатке минимизируется в результате гомогенизации распределения температуры, которое достигается при быстро выполняемом нагреве, в соответствии с изобретением, перед горячей прокаткой.
Отлитая полоса, в соответствии с изобретением, отличается трехслойной структурой литья с дендритными краевыми зонами и глобулярной сердцевиной.
Отлитую полосу при выходе из литейной машины нагревают при использовании в наибольшей возможной степени собственного тепла, образовавшегося при литье, до требуемой начальной температуры процесса горячей прокатки, составляющей 1100-1300°C. При этом нагрев выполняют как можно быстрей, в частности со скоростью нагрева по меньшей мере 20 К/с.
Обычно увеличение температуры, достигаемое при проводимом в соответствии с изобретением нагреве отлитой полосы, составляет до 250°C, причем минимальное увеличение температуры обычно составляет 50°C. Помимо предотвращения возникновения нежелательных выделений посредством быстро проведенного нагрева полосы, в соответствии с изобретением, можно обеспечить специально заданное распределение температуры по ширине полосы. Так, с одной стороны, возможно посредством быстрого нагрева гомогенизировать распределение температуры. С другой стороны, для того чтобы достичь определенного деформационного поведения отлитой полосы во время процесса горячей прокатки, можно также проводить нагрев таким образом, чтобы по ширине отлитой полосы устанавливается определенный температурный профиль. Таким образом, можно минимизировать неровности полосы, отклонения от прямого хода и другие геометрические погрешности полосы, не используя дополнительные дорогостоящие мероприятия и устройства.
Для ускорения нагрева до начальной температуры процесса горячей прокатки можно использовать, в частности, индукционное нагревающее устройство, как например, описанное в документе DE 10323796 B3. Преимущество использования индукционной печи для быстрого нагрева или выдержки прокатываемого изделия заключается в том, что прокатываемый металл можно нагреть до относительно точно заданной температуры за короткое время воздействия.
Достигаемая в ходе быстрого нагрева начальная температура процесса горячей прокатки выбирается такой, что значения сопротивления при прокатке, которое возникает при горячей прокатке отлитой полосы, минимизируются. Это имеет место, в частности, в том случае, когда начальная температура процесса горячей прокатки составляет по меньшей мере 1050°C. При этом конечная температура проводимой в соответствии с изобретением горячей прокатки находится обычно в диапазоне 1000-1050°C. Такой диапазон выбран на основе знания той информации, что обрабатываемые в соответствии с изобретением стали в результате высокого содержания в них алюминия должны обрабатываться в узком диапазоне температур.
Горячая прокатка отлитой полосы, объединенная в одну технологическую линию (in-line) с отливкой полосы, снижает специфическую для данного способа и материала пористость сердцевины отлитой полосы, придает гомогенность микроструктуре и улучшает, таким образом, свойства полосы в целом.
Кроме того, горячая прокатка отлитой полосы, которую саму по себе трудно подвергнуть прокатке, упрощается за счет того, что отлитая полоса до горячей прокатки уже имеет толщину, близкую к окончательной, так что в ходе горячей прокатки ее следует лишь относительно немного деформировать. Степень деформации обычно составляет по меньшей мере 10%, в частности 10-20%. Такая малая степень деформации может быть достигнута за один проход, что вносит дополнительный вклад в оптимизацию экономичности предложенного в изобретении способа.
Посредством проведенного после горячей прокатки быстрого охлаждения со скоростью охлаждения по меньшей мере 100 К/с обеспечивается, что в полученной горячекатаной полосе после выхода из последнего стана для горячей прокатки рост зерен не происходит. Кроме того, таким образом в этом месте предложенного в изобретении способа также предотвращается выделение карбидов, нитридов и карбонитридов. Обычно значения скорости охлаждения, достигаемые в ходе охлаждения после горячей прокатки, находятся в диапазоне от 100 до 250 К/с.
Для того чтобы надежно предотвратить начало роста зерен, охлаждение следует проводить в течение насколько возможно короткого интервала времени после конца процесса горячей прокатки, но не дольше чем в течение 10 с.
Для того чтобы предотвратить окисление расплава и отлитой полосы на его пути по направлению к устройству для горячей прокатки, рабочие операции, которые должны быть произведены до горячей прокатки, можно, в соответствии с предложенным в изобретении способом, провести в атмосфере защитного газа. Выполненная в соответствующем устройстве для литья полос инертизация в области мениска расплава стали, ожидающего там заливки, снижает образование оксидных покрытий на поверхностях.
Полученная в соответствии с изобретением горячекатаная полоса имеет аустенитно-ферритную структуру с долей ферритов, которая обычно составляет 5-50%.
Содержание углерода в предложенной в изобретении стали может составлять от 0,5 до 1,2 вес.%, причем здесь особенно рассматриваются стали, содержание С в которых составляет более 0,5 вес.%. Содержание C важно для образования аустенита, а также прочности в результате закалки твердых растворов, повышения энергии дефектов упаковки и образования карбидов. В случае, когда изготовленную в соответствии с изобретением горячекатаную полосу подвергают холодной прокатке с получением холоднокатаной полосы, для улучшения предела текучести холоднокатаной полосы посредством специальной обработки перестариванием, после заключительного рекристаллизационного отжига, на холоднокатаной полосе выделяется очень мелкий карбид. Если содержание C составляет свыше 1,2 вес.%, возникает опасность, что карбид будет образовываться в таком количестве, при котором материал станет хрупким.
Марганец содержится в обрабатываемой в соответствии с изобретением стали в количестве 18-26 вес.%. Марганец важен для образования аустенитов и увеличивает энергию дефектов упаковки, что оказывает благоприятное влияние на способность к обработке и к деформированию.
Обрабатываемая в соответствии с изобретением сталь содержит 5,9-11,5 вес.% Al, в частности >6-11,5 вес.%. Алюминий уменьшает плотность, обладает эффектом закалки твердых растворов и увеличивает энергию дефектов упаковки. Кроме того, алюминий оказывает пассивирующее действие и повышает коррозионную стойкость. Высокое содержание алюминия Al, в результате очень высокой энергии дефектов упаковки, приводит к проявлению так называемого эффекта "Shear Band Plasticity" («пластичность полосы сдвига») как доминирующего механизма деформируемости с особенно хорошей комбинацией прочности и способности к деформированию. Однако слишком высокое содержание алюминия может сильно повлиять на увеличение хрупких свойств структуры DO3 в феррите, или слишком большое содержание алюминия может вызвать увеличение хрупкости κ-карбидов ((Fe,Mn)3AlC).
Si может содержаться в предложенной в изобретении стали в количестве менее чем 1 вес.%, в частности 0,1-0,4 вес.%, чтобы обеспечить закалку твердых растворов. Однако при содержании Si свыше 1 вес.% затрудняется способность обрабатываемой в соответствии с изобретением стали к сварке и окраске.
Cr, Ni и Mo также способствуют закалке твердых растворов и улучшают стойкость к окислению и коррозии обрабатываемой в соответствии с изобретением стали. Однако большое содержание Cr приводит к образованию особых карбидов, которые оказывают сильное влияние на способность к увеличению хрупкости. Оптимально положительные эффекты Cr, Ni и Mo можно использовать только в том случае, если, как предусмотрено в изобретении, в обрабатываемой в соответствии с изобретением стали содержание Cr ограничено до менее чем 8 вес.%, в частности до менее чем 3 вес.%, содержание Ni до менее чем 3 вес.%, в частности менее чем 1 вес.%, и содержание Mo до менее чем 2 вес-%, в частности до менее чем 0,5 вес.%.
Азот образует вместе с алюминием нитриды и способствует увеличению прочности. Однако слишком высокое содержание N приводит к крупным соединениям AlN, которые могут негативно влиять на способность к обработке, на качество поверхности и на способность к деформированию обрабатываемой в соответствии с изобретением стали. Таким образом, содержание N в предложенной в изобретении стали ограничивается до N<0,1 вес.%, в частности 0,005-0,04 вес.%.
Содержание бора B в предложенной в изобретении стали ограничивается до <0,1 вес.%, в частности менее чем 0,0050 вес.%. Бор (B) способствует увеличению прочности и образует нитриды и карбиды, которые действуют как точки зародышеобразования для образования дополнительных карбидов. Слишком большое содержание бора (B) в результате выделения по границам зерен способствует увеличению хрупкости.
Медь (Cu) способствует закалке твердых растворов в предложенной в изобретении стали и увеличивает стойкость к коррозии. Однако при слишком большом содержании меди (Cu) возникает опасность образования «горячих трещин» при горячей прокатке или при горячем соединении. Таким образом, содержание меди (Cu) в обрабатываемой в соответствии с изобретением стали ограничивается до менее чем 5 вес.%, в частности менее чем 1 вес.%.
Микролегирующие элементы Nb, Ti и V приводят к выделениям и измельчению зерен, и тем самым вносят вклад в увеличение прочности. Кроме того, эти элементы, в результате эффекта измельчения зерен, снижают склонность стали к образованию сварочных трещин при горячем соединении. Эти эффекты можно оптимально использовать, если содержание каждого из Nb, Ti или V в стали в соответствии с изобретением составляет менее чем 1,0 вес.%, а содержание Nb ограничивается, в частности, до <0,2 вес.%, содержание Ti, в частности, до <0,3 вес.%, содержание V, в частности, до <0,3 вес.%.
Кальций (Ca) в количестве менее чем 0,05 вес.%, в частности <0,005 вес.%, способствует образованию в обрабатываемой в соответствии с изобретением стали сфероидных неметаллических материалов, таких как Al2O3 и FeS, и улучшает способность к деформируемости. Образование алюминатов кальция Ca переводит оксид алюминия в шлак и улучшает степень чистоты.
Zr в количестве менее чем 0,1 вес.%, в частности <0,005 вес.%, способствует закалке твердых растворов в обрабатываемой в соответствии с изобретением стали. Однако, поскольку Zr в результате ликвации на границах зерен также способствует хрупкости, содержание этого элемента в обрабатываемой в соответствии с изобретением стали ограничено.
P и S в обрабатываемой в соответствии с изобретением стали ликвируют на границах зерен и способствуют образованию хрупкости. В результате этого их содержание должно быть настолько низким, насколько возможно, в частности ниже чем 0,04 вес.%, причем содержание P предпочтительно составляет 0,01-0,03 вес.% и содержание S предпочтительно составляет 0,005-0,02 вес.%.
Для того чтобы обеспечить оптимальную способность к деформируемости полученной в соответствии с изобретением горячекатаной полосы, можно после намотки и до дальнейшей обработки провести отжиг горячекатаной полосы, во время которого полученная в соответствии с изобретением горячекатаная полоса подвергается процессу отжига при температуре отжига, составляющей 1100-1200°C. Если отжиг горячекатаной полосы выполняется в печах для отжига непрерывного действия, требуемое время отжига составляет 60-300 с Такой отжиг горячекатаной полосы целесообразен, в частности, в том случае, если содержание алюминия (Al) в обработанной в соответствии с изобретением стали составляет по меньшей мере 10 вес.%. Кроме того, в случае такого высокого содержания алюминия (Al), целесообразно для предотвращения образования фазы хрупкости выполнить охлаждение после процесса горячей прокатки как можно быстрей, в частности, при скорости охлаждения по меньшей мере 40 К/с.
Полученную в соответствии с изобретением горячекатаную полосу можно либо обработать методом травления обычным способом после намотки, либо использовать без покрытия или с покрытием. Также возможно, полученную в соответствии с изобретением горячекатаную полосу после выполненного при необходимости травления известным способом покрыть защитным слоем металла, например, для защиты от коррозии. Кроме того, возможно, на полученный в соответствии с изобретением горячекатаный плоский прокат нанести покрытия, посредством которых упрощается процесс деформации горячекатаной полосы.
С помощью предложенной в изобретении последовательности технологических операций имеется возможность подвергать холодной прокатке полученную в соответствии с изобретением горячекатаную полосу с получением холоднокатаных полос, которые затем могут подвергаться рекристаллизационному отжигу, отжигу перестаривания (дисперсионное твердение посредством мелких карбидов), и качество их поверхностей можно повысить различными способами (Z, ZE, ZN, FAL). При этом холодная прокатка и заключительный рекристаллизационный отжиг позволяют уплотнить и гомогенизировать, например, микроструктуру в сердцевинной области.
Если требует плоский стальной прокат с еще меньшими значениями толщины, изготовленную в соответствии с изобретением горячекатаную полосу можно известным способом обработать за один или несколько проходов в холоднопрокатную полосу. На эти полосы можно, в случае необходимости, также нанести поверхностное покрытие, чтобы защитить их от воздействий окружающей среды.
Высокое значение сопротивления горячей и холодной прокатке, характерное для стали, обрабатываемой в соответствии с изобретением, является несущественным, поскольку отлитая полоса уже имеет близкие к окончательным размеры, и при горячей и холодной прокатке ее требуется только незначительно деформировать. Это позволяет изготавливать предложенным в соответствии с изобретением способом плоский прокат малой толщины также из сталей, проблемных в отношении их обработки методом проката.
Далее изобретение поясняется более подробно со ссылкой на примеры осуществления.
На фигуре схематично показана технологическая линия 1 для производства горячекатаной полосы W.
Технологическая линия 1, оборудованная для технологического процесса, который выполняется в непрерывном режиме, содержит одну обычную двухвалковую литейную машину 1, в которой расплав S отливается в отлитую полосу G через зазор, ограниченный между двумя вращающимися в противоположном направлении валками 2, 3, толщина полосы составляет обычно 3-5 мм. Получаемая в вертикальном направлении отлитая полоса G переводится известным способом направляющим устройством в горизонтальное направление перемещения F, в котором она перемещается вперед транспортирующим устройством 4, установленным на одном конце направляющего устройства.
Выровненная таким образом в направлении перемещения F перемещающаяся полоса G входит в нагревающее устройство 5. По пути к нагревающему устройству 5 отлитая полоса G охлаждается со скоростью охлаждения 10-20 К/с до промежуточной температуры.
Поступившая в нагревающее устройство 5 охлажденная до промежуточной температуры отлитая полоса G нагревается индуктивно с помощью установленных поперек направлению перемещения F индукторов 6 до начальной температуры горячей прокатки, которая обычно лежит в диапазоне от 1100 до 1300°C, и составляет, в частности, по меньшей мере 1150°C.
Повышение температуры отлитой полосы G, полученное при прохождении через нагревающее устройство в результате действия электромагнитного поля, генерируемого индукторами 6, составляет до 300°C, обычно 50-150°C. При этом индукторы 6, как описано, например, в документе DE 10323796 B3, могут быть так отрегулированы и настроены, чтобы, с одной стороны, отлитая полоса G равномерно прогревалась по всей ширине и, с другой стороны, мог целенаправленно настраиваться определенный температурный профиль в отлитой полосе G.
Для того чтобы предотвратить контакт расплава S и отлитой полосы G с окружающей атмосферой U, двухвалковую литейную машину 1, направляющее устройство, транспортирующее устройство 4 и нагревающее устройство 5 поддерживают в атмосфере защитного газа S.
После нагревающего устройства 5 отлитая полоса G входит в прокатный стан 9, в котором выполняют ее горячую прокатку за один проход в горячекатаную полосу W с толщиной обычно 2,4-4,5 мм. Конечная температура горячей прокатки, с которой горячекатаная полоса W выходит из последнего прокатного стана 9 в направлении перемещения F, лежит обычно в диапазоне 1000-1050°C. Степень деформации, полученная за один проход вальцевания, лежит, как правило, в диапазоне 10-30%.
В течение 10 с после выхода из прокатного стана 9 полученную горячекатаную полосу W охлаждают в охлаждающем устройстве 10 со скоростью охлаждения, которая обычно составляет 100-200 К/с, до температуры намотки, которая лежит в диапазоне 300-400°C и с которой горячекатаную полосу W затем наматывают в наматывающем устройстве 11 в рулон C.
После намотки может осуществляться отжиг горячекатаной полосы в не показанном здесь устройстве для термической обработки.
В технологической линии 1, по способу, который пояснен выше, произведены четыре горячекатаные полосы из расплавов S1-S3, состав которых указан в таблице 1.
Соответственно, отлитые из расплавов S1-S3 полосы G охлаждаются по пути к нагревающему устройству 5 со скоростью охлаждения примерно 15 К/с и нагреваются в нагревающем устройстве 5 на величину повышения температуры ΔT до соответствующей начальной температуры (WAT) процесса горячей прокатки и обрабатываются методом горячей прокатки в прокатном стане 9 за три прохода при общем коэффициенте деформации φg и конечной температуре (WET) процесса горячей прокатки в соответствующую горячекатаную полосу W с толщиной dWB. Непосредственно после этого горячекатаные полосы W, соответственно, охлаждались со скоростью охлаждения tk до соответствующей температуры (HAT) намотки, с которой они наматывались, соответственно, в рулон C. Параметры ΔT, WAT, WET, φg, dW, tk и HAT отлитых во время обработки из сталей S1-S3 полос G, соответственно, указаны в таблице 2.
Изготовленная из стали S3 горячекатаная полоса после намотки дополнительно подвергалась отжигу в печи для отжига непрерывного типа в течение 120 с, при температуре 1100°C. Таким образом изготовленная из этой стали S3 горячекатаная полоса, несмотря на особенно высокое содержание в ней C, Mn и Al, надежно предохраняется от поверхностных дефектов.
В таблице 3 указаны структуры, а также механические характеристики - толщина dWB горячекатаной полосы, плотность pWB, предел текучести Rp0,2, прочность при растяжении Rm, удлинение A80, n-величина и r-величина изготовленной из сталей S1-S3 горячекатаных полос, полученных посредством раскрытого здесь способа в соответствии с изобретением.
Список условных обозначений
1 Технологическая линия
2, 3 Литейные валки
4 Транспортирующее устройство
5 Нагревающее устройство
6 Индукторы
9 Прокатный стан
10 Охлаждающее устройство
11 Наматывающее устройство
A Атмосфера защитного газа
C Рулон
F Направление перемещения
G Отлитая полоса
S Расплав
U Окружающая атмосфера
W Горячекатаная полоса
Данные в вес.%, остальное железо и неизбежные примеси
н.о. = не определено
Изобретение относится к способам получения горячекатаного плоского стального проката. Способ включает стадии: получение стального расплава (S), содержащего, вес.%: C 0,5-1,3, Mn 18-26, Al 5,9-11,5, S менее чем 1, Cr менее чем 8, Ni менее чем 3, Mo менее чем 2, N менее чем 0,1, B менее чем 0,1, Cu менее чем 5, Nb менее чем 1, Ti менее чем 1, V менее чем 1, Ca менее чем 0,05, Zr менее чем 0,1, P менее чем 0,04, S менее чем 0,04, железо и неизбежные примеси - остальное. Отливают стальной расплав (S) в отлитую полосу (G), при этом толщина отлитой полосы (G) составляет не более 5 мм. Нагревают отлитую полосу (G) до начальной температуры процесса горячей прокатки, составляющей 1100-1300°C, со скоростью нагрева, составляющей по меньшей мере 20 К/с, осуществляют горячую прокатку нагретой до начальной температуры процесса горячей прокатки отлитой полосы (G) с получением горячекатаной полосы (W), охлаждают горячекатаную полосу (W) со скоростью охлаждения по меньшей мере 100 K/c до температуры <400°C. Причем охлаждение начинают в течение 10 с после горячей прокатки. Наматывают охлажденную горячекатаную полосу (W) в рулон (C) при температуре намотки до 400°C. Технический результат заключается в получении горячекатаного плоского стального проката малой толщины, имеющего гомогенную структуру. 12 з.п. ф-лы, 3 табл., 1 ил.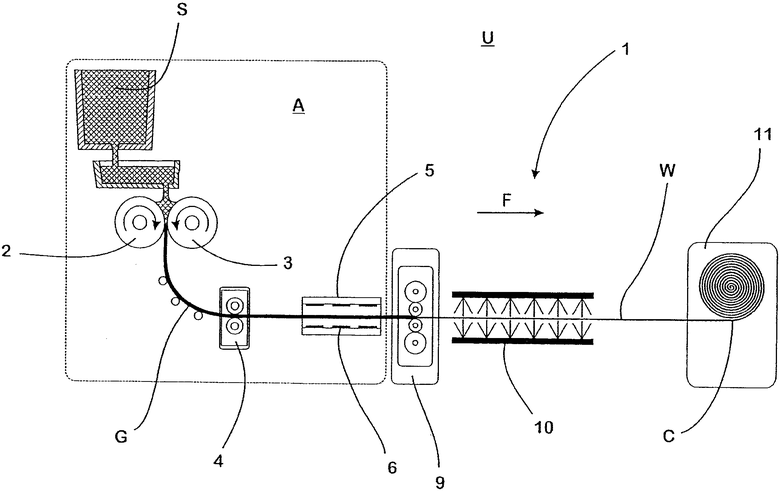
1. Способ производства горячекатаного плоского стального проката, включающий стадии, на которых получают стальной расплав (S), который содержит, вес.%:
отливают стальной расплав (S) в отлитую полосу (G), при этом толщина отлитой полосы (G) составляет не более 5 мм, нагревают отлитую полосу (G) до начальной температуры процесса горячей прокатки, составляющей 1100-1300°C, со скоростью нагрева, составляющей по меньшей мере 20 К/с, осуществляют горячую прокатку нагретой до начальной температуры процесса горячей прокатки отлитой полосы (G) с получением горячекатаной полосы (W), охлаждают горячекатаную полосу (W) со скоростью охлаждения по меньшей мере 100 K/c до температуры <400°C, причем охлаждение начинают в течение 10 с после горячей прокатки, наматывают охлажденную горячекатаную полосу (W) в рулон (C) при температуре намотки до 400°C.
2. Способ по п. 1, отличающийся тем, что стальной расплав содержит, вес.%: Si 0,1-0,4, Cr <3,0, Ni <1,0, Mo <0,5, N 0,005-0,04, B <0,0050, Cu <1, Nb <0,2, Ti <0,3, V <0,3, Ca <0,005, Zr <0,005, P 0,01-0,03 или S 0,005-0,02.
3. Способ по п. 1 или 2, отличающийся тем, что отливку стального расплава в отлитую полосу (G) осуществляют в двухвалковой литейной машине.
4. Способ по п. 1 или 2, отличающийся тем, что ускоренный нагрев до начальной температуры процесса горячей прокатки осуществляют с помощью индукционного нагревающего устройства (5).
5. Способ по п. 1 или 2, отличающийся тем, что начальная температура процесса горячей прокатки, до которой нагревают отлитую полосу (G), составляет по меньшей мере 1150°C.
6. Способ по п. 1 или 2, отличающийся тем, что полученная в ходе горячей прокатки общая степень деформации составляет по меньшей мере 10%, в частности 10-20%.
7. Способ по п. 1 или 2, отличающийся тем, что конечная температура процесса горячей прокатки составляет 1000-1050°C.
8. Способ по п. 1 или 2, отличающийся тем, что горячую прокатку осуществляют за один проход.
9. Способ по п. 1 или 2, отличающийся тем, что ускоренное охлаждение горячекатаной полосы (W) начинают в течение 10 с после окончания горячей прокатки.
10. Способ по п. 1 или 2, отличающийся тем, что стадии, проводимые перед процессом горячей прокатки, осуществляют в атмосфере защитного газа (A).
11. Способ по п. 1 или 2, отличающийся тем, что полученную горячекатаную полосу (W) подвергают процессу отжига при температуре отжига, составляющей 900-1150°C.
12. Способ по п. 11, отличающийся тем, что содержание алюминия Al в отлитой полосе (G) составляет по меньшей мере 10 вес.%.
13. Способ по п. 1 или 2, отличающийся тем, что горячекатаную полосу (W) подвергают холодной прокатке в холоднокатаную полосу.
| US 5431753 A, 11.07.1995 | |||
| DE 3903774 A1, 16.08.1990 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНЫХ ПОЛОС ИЗ ЛЕГКОЙ КОНСТРУКЦИОННОЙ СТАЛИ | 2005 |
|
RU2359765C2 |
| СПОСОБ ПРОИЗВОДСТВА ИЗ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ СОРТОВОГО ПРОКАТА БОРСОДЕРЖАЩЕЙ СТАЛИ ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ ВЫСОКОПРОЧНЫХ КРЕПЕЖНЫХ ДЕТАЛЕЙ | 2003 |
|
RU2237728C1 |

