Область техники
Настоящее изобретение относится к огнестойкой стальной полосе в виде ленты или штрипса, устойчивой к атмосферным воздействиям, и способу ее изготовления методом непрерывного литья с использованием двухвалковой машины.
Предшествующий уровень техники
В рамках традиционного процесса изготовления стали типичными остаточными или вредными элементами в составе стали являются олово (Sn) и медь (Cu). Полностью удалить Sn и Cu в процессе изготовления стали очень сложно и дорого. Если в стали содержатся элементы Sn и/или Cu, их обычно невозможно устранить полностью. Содержание Sn и Cu может быть уменьшено только путем разбавления расплавленной стали, что приводит к увеличению себестоимости выплавки чугуна и стали.
В последние годы, благодаря непрерывной переработке стального лома, ресурсов стального лома становится все больше и больше, а цена на электроэнергию продолжает снижаться. В стране все больше развивается короткопроцессное электросталеплавильное производство на основе стального лома, что приводит к постепенному увеличению содержания в стали таких остаточных элементов, как Sn и Cu. Sn и Cu в составе стали являются легко ликвационными элементами, которые легко накапливаются в границах зерен и вызывают такие дефекты, как трещины. Поэтому содержание элементов Sn и Cu в традиционном процессе строго контролируется. Существуют четкие требования к содержанию Sn и Cu для обычной конструкционной стали: Sn ≤ 0,005 мас.%; Cu ≤ 0,2 мас.%.
Поэтому, если остаточные элементы в составе стали (особенно в стальном ломе), такие как Sn и Cu, можно будет целесообразно использовать и «обернуть вред в пользу», это окажет положительное влияние на всю металлургическую промышленность. Эффективное использование имеющегося стального лома или низкокачественных и некачественных минеральных ресурсов (например, высокооловянной руды, высокомедной руды) может быть реализовано, тем самым способствуя переработке стали, снижению производственных затрат и достижению устойчивого развития сталелитейной промышленности.
Производство традиционной тонкополосной стали осуществляется, в основном, путем многопроходной непрерывной прокатки литого сляба толщиной 70 - 200 мм. Традиционный процесс горячей прокатки представляет собой следующую последовательность операций: непрерывное литье + повторный нагрев литого сляба и изотермическая выдержка + черновая прокатка + чистовая прокатка + охлаждение + намотка. В частности, литой сляб толщиной около 200 мм изначально получают методом непрерывного литья; литой сляб нагревают и выдерживают; затем проводят черновую и чистовую прокатку для получения стальной полосы толщиной, как правило, более 2 мм; и, наконец, в завершении процесса горячей прокатки проводят ламинарное охлаждение и намотку стальной полосы. Получение стальной полосы толщиной 1,5 мм или тоньше представляет собой относительно сложную задачу, поскольку обычно в таком случае требуется последующая холодная прокатка и отжиг горячекатаной стальной полосы. Кроме того, длительный технологический процесс, высокое потребление энергии, большое количество оборудования и высокая стоимость капитального строительства приводят к высокой себестоимости продукции.
Технологический процесс непрерывного литья и прокатки тонких слябов выглядит следующим образом: непрерывное литье + изотермическая выдержка и томление литого сляба + горячая непрерывная прокатка + охлаждение + намотка. Основные различия между этим процессом и традиционным следующие: толщина литого сляба в процессе литья тонких слябов значительно уменьшается - до 50 - 90 мм. Поскольку литой сляб тонкий, ему требуется пройти только 1 - 2 прохода черновой прокатки (при толщине литого сляба 70 - 90 мм) или вовсе не проходить грубую прокатку (при толщине литого сляба 50 мм). В отличие от литого, непрерывнолитой сляб в традиционном процессе подлежит многократной прокатке за несколько проходов, прежде чем его можно будет истончить до требуемого калибра перед чистовой прокаткой. Кроме того, литой сляб в процессе литья тонких слябов не подвергается охлаждению, а поступает непосредственно в томильную печь для томления и изотермической выдержки, либо к нему добавляется небольшое количество тепла. Таким образом, технология литья тонких слябов значительно сокращает технологический процесс, снижает потребление энергии, снижает инвестиционные затраты и, следовательно, себестоимость продукции. Однако из-за высокой скорости охлаждения технология непрерывного литья и прокатки тонких слябов увеличивает прочность стали и отношения предела текучести к пределу прочности, тем самым увеличивая давление при прокатке, поэтому с учетом экономической целесообразности изготовления толщина горячекатаного проката не может быть слишком малой (обычно она составляет ≥ 1,5 мм), см. CN 200610123458.1, CN 200610035800.2 и CN 200710031548.2. Ни в одном из этих патентов не упоминается элемент Sn или Cu.
Получивший широкое распространение в последние годы процесс непрерывного литья и прокатки бесконечных тонких слябов, известный как литейно-прокатный комплекс (сокращенно ESP), представляет собой усовершенствованную технологию, разработанную на основе вышеупомянутой технологии непрерывного литья и прокатки полубесконечных тонких слябов. В рамках литейно-прокатного комплекса реализуется бесконечная прокатка для непрерывного литья сляба, при этом исключается автогенная резка сляба и применение нагревательной печи, которая используется для изотермической выдержки, томления и преобразования слябов. Общая длина производственной линии значительно сокращается и составляет около 190 метров. Сляб, полученный методом непрерывного литья на машине непрерывного литья заготовок, имеет толщину 90 - 110 мм и ширину 1100 - 1600 мм. Сляб, полученный методом непрерывного литья, проходит через валковый стол с индукционным нагревом для изотермической выдержки и томления сляба. Затем сляб поступает на черновую прокатку, чистовую прокатку, ламинарное охлаждение и сматывание в рулоны для получения горячекатаной полосы. Поскольку в рамках этой технологии реализуется непрерывная прокатка, можно получить горячекатаный лист с минимальной толщиной 0,8 мм, что расширяет диапазон калибров горячекатаных листов. Кроме того, производительность одной производственной линии может достигать 2,2 млн т/год. В настоящее время эта технология быстро развивается и продвигается, и по всему миру работает множество производственных линий ESP.
Технологический процесс непрерывного литья и прокатки тонких полос отличается более короткой длительностью в сравнении с процессом непрерывного литья и прокатки тонких слябов. Технология непрерывного литья тонких полос является передовой технологией в области исследований металлургии и материалов. Ее появление произвело революцию в сталелитейной промышленности. Она подразумевает изменение процесса изготовления стальной полосы в традиционной металлургической промышленности, объединяя непрерывное литье, прокатку и даже термообработку, так что полученная заготовка тонкой полосы может быть сформирована в тонкую стальную полосу единовременно после одного прохода горячей прокатки на линии. Соответственно сокращаются и инвестиционные затраты на оборудование, а стоимость продукции значительно снижается. Это низкоуглеродистый, экологически чистый процесс изготовления горячекатаной тонкой полосы. Процесс непрерывного литья тонкой полосы с двумя валками является основной формой процесса непрерывного литья тонкой полосы, а кроме того это единственный процесс непрерывного литья тонкой полосы, индустриализированный в мире.
Типовой технологический процесс двухвалкового непрерывного литья тонкой полосы показан на Фиг. 1. Расплавленная сталь проходит через сталеразливочный ковш 1, защитную трубу 2 сталеразливочного ковша 1, промежуточный ковш 3, погружной стакан 4 и распределитель 5, а затем заливается непосредственно в ванну 7 расплава, образованную боковыми уплотнительными плитами 6a, 6b и двумя вращающимися в противоположных направлениях кристаллизационными валками 8a, 8b, способными быстро охлаждаться. Расплавленная сталь застывает на окружных поверхностях вращающихся кристаллизационных валков 8a, 8b, образуя застывшую оболочку, которая постепенно увеличивается и в итоге формирует полосу 11 толщиной 1 - 5 мм в минимальном зазоре (место зажима) между двумя кристаллизационными валками. Стальная полоса направляется проводковой плитой 9 к прижимным валкам 12 и отправляется на прокатный стан 13 для прокатки в тонкую полосу 0,7 - 2,5 мм, а затем охлаждается охлаждающим устройством 14. После отрезания головной части летучими ножницами 16 она направляется на моталку 19 для свертывания в рулон.
В последние годы, с постоянным появлением отечественных и зарубежных крупномасштабных зданий и высотных сооружений, в случае пожара прочность строительной стали резко снизится из-за нагрева, что приводит к обрушению здания, причиняя огромный ущерб жизни и имуществу жителей. Технологическое проектирование в части огнестойкости строительной стали получило широкое внимание на международной арене. Технологическое проектирование в части огнестойкости строительной стали стало одной из необходимых мер для обеспечения безопасности здания. Когда обычная строительная сталь нагревается, ее прочность и несущая способность быстро снижаются, что не может соответствовать требованиям пожарной безопасности. Для повышения огнестойкости зданий, построенных из обычной строительной стали, в прошлом часто применялись такие меры, как напыление огнестойких покрытий или облицовка огнестойкими плитами. В настоящее время широкое применение огнестойкой стали позволяет снизить или исключить необходимость применения огнестойких покрытий или огнестойких плит, а также обеспечить сохранение высокого уровня прочности стали при высокой температуре. Использование огнестойкой стали также может сократить продолжительность строительства, повысить качество здания, повысить безопасность здания и снизить затраты на строительство, что имеет значительные экономические и социальные преимущества. В то же время, большая часть стали, используемой в строительстве, подвергается воздействию воздушной среды и должна иметь длительный срок службы. Поэтому, взяв за основу характеристики огнестойкости и атмосферостойкости, можно получить совершенно новый стальной продукт, устойчивый к воздействию огня и атмосферных условий. В контексте вышеуказанных применений, огнестойкие и атмосферостойкие стальные полосы ленты/штрипсы все чаще используются в некоторых отраслях промышленности и сферах, таких как строительная сталь, изготовление башенноподобных мачт, строительной техники и промышленных конструкций, требующих стойкости к воздействию огня. Особенно в высотных зданиях, крупных общественных зданиях и элитных жилых домах с высокими требованиями к пожарной безопасности широко используются огнестойкие и атмосферостойкие стальные полосы ленты/штрипсы.
Огнестойкая и атмосферостойкая сталь должна обладать хорошими высокотемпературными свойствами, но она отличается от жаропрочной стали, к которой предъявляется требование способности к эксплуатации в течение длительного времени при высокой температуре. Жаропрочная сталь должна обладать хорошей высокотемпературной прочностью и высокотемпературной стабильностью, поэтому обычно используется высоколегированная сталь. Напротив, огнестойкая и атмосферостойкая сталь нагружается при комнатной температуре, но от нее требуется сохранение высокого предела текучести в условиях высокой температуры в течение короткого времени (обычно 1 - 3 ч) в случае пожара, что может помочь выиграть ценное время для безопасной эвакуации персонала. Поэтому огнестойкая и атмосферостойкая сталь относится к категории низколегированных конструкционных сталей, и в ее состав не следует добавлять слишком много дорогостоящих легирующих элементов.
Японский регламент проектирования безопасных стальных конструкций предусматривает, что 2/3 предела текучести стали при комнатной температуре эквивалентны значению долгосрочного допустимого напряжения материала. В случае пожара, если предел текучести огнестойкой и атмосферостойкой стали останется на этом уровне, здание не разрушится. Поэтому необходимо, чтобы предел текучести огнестойкой и атмосферостойкой стали при высокой температуре составляло не менее 2/3 от предела текучести при комнатной температуре. Для повышения сейсмостойкости стальных конструкций всегда желательно максимально увеличить способность стали поглощать сейсмическую энергию. Если отношение предела текучести к пределу прочности (σs/σb) стали имеет высокое значение, то при землетрясении произойдет локальная концентрация напряжений и локальная пластическая деформация. В это время стальная конструкция может поглотить только меньшую энергию. Поэтому низкое значение отношения предела текучести к пределу прочности полезно для улучшения поглощения энергии строительной конструкцией во время землетрясения. Как правило, отношение предела текучести к пределу прочности сейсмостойкой, огнестойкой и атмосферостойкой стали должно быть ≤ 0,8.
Одним из ключевых моментов при разработке огнестойкой и атмосферостойкой стали является определение необходимой температуры огнестойкости для достижения высокотемпературной прочности. На сталелитейном заводе Creusot-Loire в Европе были проведены исследования Mo-содержащей стали с высокой термостойкостью 900 - 1000°C, но она не получила широкого распространения из-за высокой стоимости. Для определения температуры огнестойкости, при которой достигается наилучшее соответствие между снижением себестоимости изготовления и снижением огнестойкости материала, компания Nippon Steel провела испытания на высокотемпературное растяжение нескольких типовых сталей с пределом прочности при растяжении от 400 до 780 МПа. Испытания показали следующее: предел текучести (σs) всех испытанных сталей резко снижается в диапазоне 500 - 600°C, а σs падает ниже 50 МПа при температуре 700°C и выше. Если температура для обеспечения прочности установлена на уровне 700°C, необходимо добавлять большое количество легирующих элементов, что затрудняет обеспечение хорошей свариваемости и значительно увеличивает себестоимость. Если температура для обеспечения прочности установлена на более низком уровне - 500°C, толщину огнестойкого покрытия можно уменьшить лишь немного, что не соответствует первоначальному намерению использовать огнестойкую и атмосферостойкую сталь. Поэтому температура огнестойкости огнестойкой и атмосферостойкой стали устанавливается на значении 600°C.
В целом и в соответствии с общими требованиями к конструкционной стали, показатели огнестойкой и атмосферостойкой стали определяются следующим образом:
(1) Огнестойкость: σs, 600°C ≥ (2/3) σs, 20°C;
(2) Механические свойства и другие показатели качества при комнатной температуре соответствуют требованиям стандартов на обычную строительную сталь;
(3) Сейсмостойкость: σs/σb ≤ 0,8 при комнатной температуре, а диапазон колебаний предела текучести как можно меньше;
(4) Хорошая свариваемость, равная свариваемости обычной строительной стали или лучше;
(5) Стойкость к атмосферным воздействиям: в сравнении с Q345B, при измерении по стандарту TB/T 2375-1993, относительная скорость коррозии составляет ≤ 60%.
Для изготовления этой высокопрочной, огнестойкой и атмосферостойкой стальной полосы ленты/штрипса используется процесс непрерывного литья тонкой полосы. Вследствие суббыстрого затвердевания, свойственного процессу непрерывного литья тонкой полосы, на поверхности стальной полосы естественным образом образуется мелкозернистый слой определенной толщины, поэтому производимая сталь обладает устойчивостью к атмосферным воздействиям; в то же время, она имеет определенные производственные и стоимостные преимущества при использовании в тонколистовой форме. Характерная толщина высокопрочной, огнестойкой и атмосферостойкой тонколистовой стали составляет 1,2 - 2,0 мм. Из-за малой толщины изделия его трудно производить с использованием традиционной производственной линии непрерывного литья + горячей непрерывной прокатки. Даже если оно производится путем непрерывного литья и прокатки тонких слябов, расход валков относительно велик. Такой производственный процесс повышает стоимость изготовления высокопрочной, огнестойкой и атмосферостойкой тонколистовой/полосовой стали.
При использовании горячекатаной стальной полосы в качестве тонколистового горячекатаного проката, требуется высокое качество поверхности. Обычно требуется, чтобы толщина оксидного слоя на поверхности стальной полосы была как можно тоньше. Для этого необходимо контролировать образование оксидной окалины на литой полосе на последующих стадиях. Например, в процессе непрерывного литья тонколистовой стали для предотвращения окисления литой полосы используется устройство с закрытой камерой от кристаллизационных валков до входа в прокатный стан. Добавление водорода в устройство с закрытой камерой, как описано в патенте US 6,920,912, и контроль содержания кислорода в устройстве с закрытой камерой с поддержанием его на уровне менее 5%, как описано в заявке US 20060182989, могут помочь контролировать толщину оксидного слоя на поверхности литой полосы. Однако существует мало патентов, связанных с вопросом о том, как контролировать толщину оксидной окалины в процессе транспортировки от прокатного стана до моталки, особенно в процессе охлаждения стальной полосы путем ламинарного охлаждения или распылительного охлаждения. Когда высокотемпературная стальная полоса находится в контакте с охлаждающей водой, толщина оксидной окалины на поверхности литой полосы быстро растет. В то же время, контакт высокотемпературной стальной полосы с охлаждающей водой также может вызвать множество проблем: во-первых, на поверхности стальной полосы могут образоваться водяные пятна (пятна ржавчины), что повлияет на качество поверхности; во-вторых, охлаждающая вода для ламинарного или распылительного охлаждения имеет тенденцию вызывать локальное неравномерное охлаждение на поверхности стальной полосы, что приводит к неоднородной микроструктуре внутри стальной полосы, в связи с чем ее свойства не являются однородными и качество продукции ухудшается; в-третьих, локальное неравномерное охлаждение на поверхности стальной полосы может вызвать ухудшение формы полосы, то есть негативно повлиять на качество формы.
Однако, поскольку сам процесс непрерывного литья тонкой полосы характеризуется быстрым затвердеванием, сталь, полученная таким способом, обычно имеет такие проблемы, как неоднородная структура, низкое относительное удлинение до разрушения, высокое значение отношения предела текучести к пределу прочности и плохая формуемость. В то же время зерна аустенита в литой полосе явно не однородны, поэтому структура конечного продукта, полученного после превращения аустенита, также не однородна. Следовательно, свойства продукта, особенно способность к деформации, не отличаются стабильностью. Поэтому производство высокопрочной, огнестойкой и атмосферостойкой стальной продукции с использованием процесса непрерывного литья тонкой полосы также несколько затруднительно и проблематично. Необходим прорыв как в составе, так и в технологическом процессе. Настоящее изобретение эффективно улучшает однородность структуры путем добавления соответствующего количества элемента B и принятия целесообразных мер по охлаждению после прокатки, и позволяет достичь цели снижения отношения предела текучести к пределу прочности.
В заявке CN 200610123458.1 раскрыт способ изготовления высокопрочной атмосферостойкой стали класса 700МПa с использованием технологии микролегирования Ti на основе процесса непрерывного литья и прокатки тонких слябов. Химический состав атмосферостойкой листовой стали, произведенной по этому методу, включает в себя следующие элементы, мас.%: С 0,03 - 0,07, Si 0,3 - 0,5, Mn 1.2 - 1.5, P ≤ 0.04, S ≤ 0.008, Al 0.025 - 0.05, Cr 0.3 - 0.7, Ni 0.15 - 0.35, Cu 0.2 - 0.5, Ti 0.08 - 0.14, N ≤ 0.008, а также остаток, состоящий из Fe и неизбежных примесей. Такая листовая сталь имеет предел текучести ≥ 700 МПа, предел прочности на растяжение ≥ 775 МПа и относительное удлинение до разрушения ≥ 21%. В данной патентной заявке фосфор контролируется в качестве примесного элемента, и его содержание составляет ≤ 0,04 мас.%, что больше по сравнению с ≤ 0,025 мас.% в традиционном процессе.
В заявке CN 200610035800.2 раскрыт способ изготовления микролегированной атмосферостойкой стали класса 700 МПa на основе процесса непрерывного литья и прокатки тонких слябов с добавлением ванадия и азота. Химический состав атмосферостойкой листовой стали, произведенной по этому методу, включает в себя следующие элементы, мас.%: С ≤ 0,08, Si 0,25 - 0,75, Mn 0.8 - 2, P 0,07 - 0,15, S ≤ 0.04, Cr 0.3 - 1.25, Ni ≤ 0.65, Cu 0,25 - 0,6, V 0.05 - 0.2, N 0.015 - 0.03, а также остаток, состоящий из Fe и неизбежных примесей. Такая листовая сталь имеет предел текучести ≥ 700 МПа, предел прочности на растяжение ≥ 785 МПа и относительное удлинение до разрушения ≥ 21%. В данной патентной заявке фосфор контролируется как элемент, улучшающий устойчивость к погодным условиям, и его содержание составляет 0,07 - 0,15 мас.%. Содержание меди составляет 0,25 - 0,6 мас.%, при этом нижний и верхний пределы выше, чем 0,2 мас.% и 0,55 мас.% меди соответственно в рамках традиционного процесса.
В заявке CN 1633509A упоминается метод изготовления медьсодержащего изделия из углеродистой стали методом непрерывного литья тонкой полосы. В этой патентной заявке подчеркивается, что такая стальная полоса должна быть подвергнута термической обработке (отжиг, отпуск и т.п.) в диапазоне температур 400 - 700°C, чтобы обеспечить осаждение или рекристаллизацию элемента меди в стальной полосе. Способ изготовления высокомедной низколегированной тонкой полосы, упомянутый в заявке US 2008264525 / CN 200580009354.1, отличается тем, что стальная полоса охлаждается до температуры ниже 1080°C в безокислительной атмосфере перед поступлением на прокатный стан для предотвращения явления «горячеломкости» полосовой стали.
Все вышеупомянутые патенты относятся к атмосфероустойчивости стали, но ни одно из изобретений в них не обладает эффектом огнестойкости. Настоящее изобретение представляет собой вид стали, специально разработанный для обеспечения свойств огнестойкости и атмосферостойкости.
Раскрытие изобретения
Одной из задач настоящего изобретения является получение огнестойкой стальной полосы ленты/штрипса, устойчивой к атмосферным воздействиям, сохраняющей высокий уровень прочности при высокой температуре, способной снизить массу здания и повысить уровень его безопасности, снизив при этом стоимость строительства, а также способа изготовления такой стали. В то же время, вследствие особенностей процесса непрерывного литья тонкой полосы, на поверхности стальной полосы естественным образом образуется мелкозернистый слой определенной толщины, поэтому производимая сталь обладает устойчивостью к атмосферным воздействиям. Изделие имеет отличные характеристики сопротивления сейсмическим воздействиям, огнестойкости и атмосферостойкости характеристик, и является идеальным материалом из разряда сейсмической и огнестойкой стали. Такая продукция может широко использоваться в некоторых отраслях промышленности и сферах, таких как строительная сталь, изготовление перил для башенноподобных мачт, строительной техники и промышленных конструкций и т.д., где предъявляются требования к огнестойкости и сейсмостойкости материалов, особенно в строительстве высотных зданий, крупных общественных зданий, элитных жилых домов и других объектов с высокими требованиями к пожарной безопасности. Техническое решение настоящего изобретения, направленное на решение вышеуказанной задачи заключается в следующем:
Согласно настоящему изобретению, остаточные элементы в стальном ломе, такие как Sn и/или Cu, используются для выплавки расплавленной стали, а Mo/Nb/Cr и другие микролегированные элементы и элемент B выборочно добавляются в сталь. В процессе выплавки контролируется основность шлака, тип и температура плавления включений в стали, содержание свободного кислорода в расплавленной стали, а также содержание кислоторастворимых алюминатов. Затем производится непрерывное литье тонкой полосы на двухвалковой машине для литья стальной полосы толщиной 1,5 - 3 мм. После того, как стальная полоса выходит из под кристаллизационных валков, она непосредственно попадает в нижнюю закрытую камеру с неокислительной атмосферой и поступает на прокатный стан для горячей прокатки в закрытых условиях. Прокатанная стальная полоса охлаждается методом газового распыления. Охлаждение методом газового распыления способно эффективно уменьшить толщину оксидной окалины на поверхности стальной полосы, увеличить равномерность температуры стальной полосы и повысить качество ее поверхности. Наконец, полученный стальной рулон может быть использован непосредственно как горячекатаная стальная полоса лента/штрипс или может быть разрезан и сплющен в виде готовой стальной полосы ленты/штрипса. Материал настоящего изобретения имеет низкое значение отношения предела текучести к пределу прочности, отличные сейсмические характеристики и отличную огнестойкость, что делает его идеальным материалом из разряда сейсмостойкой и огнеупорной стали.
Огнестойкая стальная полоса лента/штрипс, устойчивая к атмосферным воздействиям, в соответствии с настоящим изобретением, имеет следующий химический состав, мас.%: С 0,02 - 0,06, Si 0,1 - 0,55, Mn 0,4 - 1,7, P ≤ 0.03, S ≤ 0,007, Cr 0,3 - 0,8, Mo 0.20 - 0.60, N 0,004 - 0,010, Als < 0,001, B 0,001 - 0,006, опционально Nb 0,01 - 0,08, общий кислород [O]T 0,007 - 0,020, Fe и неизбежные примеси - остальное, а также включающий в себя один или оба из следующих компонентов, мас.%: Cu 0,1 - 0,6 и Sn 0.005 - 0.04, при этом Mn/S ≥ 250, а Pcm ≤ 0,27 мас.%, где: Pcm = C + Si/30 + Mn/20 + Cu/20 + Cr/20 + Mo/15 + 5B. Предпочтительно, стальная полоса имеет толщину 0,8 - 2,5 мм, предпочтительно, 1,2 - 2,0 мм; Pcm ≤ 0,25 мас.%, в некоторых вариантах осуществления изобретения 0,14 мас.% ≤ Pcm ≤ 0,25 мас.%; предел текучести (σs) при комнатной температуре ≥ 345 МПа, предел прочности на растяжение ≥ 490 МПа, относительное удлинение до разрушения ≥ 17%, отношение предела текучести к пределу прочности при комнатной температуре σs/σb ≤ 0,8, предпочтительно ≤ 0,75, предел текучести (σs,600°C) при 600°С ≥ 232 МПа, отношение предела текучести при 600°С к пределу текучести при комнатной температуре (σs,600°C/σs,20°C) ≥ 0,67 и относительную скорость коррозии ≤ 60%.
В другом варианте осуществления изобретения стальная полоса имеет следующий химический состав, мас.%: С 0,02 - 0,06, Si 0,1 - 0,55, Mn 0,4 - 1,7, P ≤ 0.03, S ≤ 0,007, Cr 0,30 - 0,80, Mo 0.20 - 0.60, N 0,004 - 0,010, Als < 0,001, B 0,001 - 0,006, общий кислород [O]T 0,007 - 0,020, Fe и неизбежные примеси - остальное, а также включающий в себя один или оба из следующих компонентов, мас.%: Cu 0,1 - 0,6 и Sn 0.005 - 0.04, при этом Mn/S ≥ 250, а Pcm ≤ 0,27 мас.%, где: Pcm = C + Si/30 + Mn/20 + Cu/20 + Cr/20 + Mo/15 + 5B. Предпочтительно, стальная полоса имеет толщину 0,8 - 2,5 мм, предпочтительно, 1,2 - 2,0 мм; Pcm ≤ 0,25 мас.%, в некоторых вариантах осуществления изобретения 0,14 мас.% ≤ Pcm ≤ 0,25 мас.%; предел текучести (σs) при комнатной температуре ≥ 345 МПа, предел прочности на растяжение ≥ 490 МПа, относительное удлинение до разрушения ≥ 17%, отношение предела текучести к пределу прочности при комнатной температуре σs/σb ≤ 0,8, предпочтительно ≤ 0,75, предел текучести (σs,600°C) при 600°С ≥ 232 МПа, отношение предела текучести при 600°С к пределу текучести при комнатной температуре (σs,600°C/σs,20°C) ≥ 0,67 и относительную скорость коррозии ≤ 60%. Предпочтительно, в некоторых вариантах реализации изобретения стальная полоса имеет 345 - 370 МПа, предел прочности (σb) на растяжение 490 - 530 МПа, относительное удлинение до разрушения 19 - 27 %, отношение предела текучести к пределу прочности при комнатной температуре σs/σb 0,66 - 0,72, предел текучести (σs,600°C) при 600°С 235 - 260 МПа, отношение предела текучести при 600°С к пределу текучести при комнатной температуре (σs,600°C/σs,20°C) 0,68-0,74 и относительную скорость коррозии ≤ 60%.
В некоторых вариантах осуществления изобретения стальная полоса имеет следующий химический состав, мас.%: С 0,02 - 0,06, Si 0,1 - 0,55, Mn 0,4 - 1,7, P ≤ 0.03, S ≤ 0,007, Cr 0,3 - 0,8, Mo 0.20 - 0.60, N 0,004 - 0,010, Als < 0,001, B 0,001 - 0,006, Cu 0,10 - 0,60, опционально Sn 0,005 - 0,04, общий кислород [O]T 0,007 - 0,020, Fe и неизбежные примеси - остальное, при этом Mn/S ≥ 250, а Pcm ≤ 0,27 мас.%, где: Pcm = C + Si/30 + Mn/20 + Cu/20 + Cr/20 + Mo/15 + 5B. Предпочтительно, чтобы в этих вариантах осуществления изобретения стальная полоса имеет предел текучести ≥ 345 МПа, предел прочности (σb) на растяжение ≥ 490 МПа, относительное удлинение до разрушения ≥ 17 %, отношение предела текучести к пределу прочности при комнатной температуре σs/σb ≥ 0,8, предпочтительно, 0,75, предел текучести (σs,600°C) при 600°С ≥ 232 МПа, отношение предела текучести при 600°С к пределу текучести при комнатной температуре (σs,600°C/σs,20°C) ≥0,67 и относительную скорость коррозии ≤ 60%. В некоторых вариантах реализации изобретения стальная полоса имеет предел текучести при комнатной температуре 345 - 370 МПа, предел прочности на растяжение 490 - 530 МПа, относительное удлинение до разрушения 19 - 27%, отношение предела текучести к пределу прочности при комнатной температуре σs/σb 0,66 - 0,72, предел текучести при 600ºС 235 - 260 МПа, отношение предела текучести при 600°С к пределу текучести при комнатной температуре (σs,600°C/σs,20°C) 0,68 - 0,74 и относительную скорость коррозии ≤ 60%.
В некоторых вариантах осуществления стальная полоса имеет следующий химический состав, мас.%: С 0,02 - 0,06, Si 0,1 - 0,55, Mn 0,4 - 1,7, P ≤ 0.03, S ≤ 0,007, Cr 0,30 - 0,80, Cu 0,10 - 0,60, Mo 0.20 - 0.60, Nb 0.01 - 0.08, N 0,004 - 0,010, Als < 0,001, B 0,001 - 0,006, общий кислород [O]T 0,007 - 0,020, Fe и неизбежные примеси - остальное, при этом Mn/S ≥ 250, а Pcm ≤ 0,27 мас.%, где: Pcm = C + Si/30 + Mn/20 + Cu/20 + Cr/20 + Mo/15 + 5B.
Предпочтительно, чтобы в этих вариантах осуществления изобретения стальная полоса имела предел текучести при комнатной температуре ≥ 410 МПа, предел прочности на растяжение ≥ 590 МПа, относительное удлинение до разрушения ≥ 17%, отношение предела текучести к пределу прочности при комнатной температуре σs/σb ≤ 0,8, предпочтительно ≤ 0,75, предел текучести при 600ºС ≥ 275 МПа, отношение предела текучести при 600°С к пределу текучести при комнатной температуре (σs,600°C/σs,20°C) ≥ 0,67 и относительную скорость коррозии ≤ 60%. В некоторых вариантах реализации изобретения стальная полоса имеет предел текучести при комнатной температуре 410 - 450 МПа, предел прочности на растяжение 590 - 630 МПа, относительное удлинение до разрушения 18 - 28%, отношение предела текучести к пределу прочности при комнатной температуре σs/σb 0,67-0,73, предел текучести при 600°С 275 - 310 МПа, отношение предела текучести при 600°С к пределу текучести при комнатной температуре (σs,600°C/σs,20°C) 0,67 - 0,72 и относительную скорость коррозии ≤ 60%.
В некоторых вариантах осуществления стальная полоса имеет следующий химический состав, мас.%: С 0,02 - 0,06, Si 0,1 - 0,55, Mn 0,4 - 1,7, P ≤ 0.03, S ≤ 0,007, Cr 0,30 - 0,80, Mo 0.20 - 0.60, N 0.004 - 0.010, Cu 0,10 - 0,60, Als < 0,001%, B 0,001 - 0,006, общий кислород [O]T 0,007 - 0,020, Fe и неизбежные примеси - остальное, причем стальная полоса включает Nb 0,01 - 0,08 или не содержит Nb, но включает Sn 0,005 - 0,04, или не содержит ни Nb, ни Sn, при этом Mn/S ≥ 250, а Pcm ≤ 0,27 мас.%, где: Pcm = C + Si/30 + Mn/20 + Cu/20 + Cr/20 + Mo/15 + 5B. В этих вариантах осуществления изобретения стальная полоса имеет предел текучести при комнатной температуре ≥ 345 МПа, предел прочности на растяжение ≥ 490 МПа, относительное удлинение до разрушения ≥ 17%, отношение предела текучести к пределу прочности при комнатной температуре σs/σb ≤ 0,8, предпочтительно ≤ 0,75, предел текучести при 600°С ≥ 232 МПа, отношение предела текучести при 600°С к пределу текучести при комнатной температуре (σs,600°C/σs,20°C) ≥ 0,67 и относительную скорость коррозии ≤ 60%. В некоторых вариантах осуществления изобретения стальная полоса имеет предел текучести при комнатной температуре 345 - 370 МПа, предел прочности на растяжение 490 - 530 МПа, относительное удлинение до разрушения 19 - 27%; отношение предела текучести к пределу прочности при комнатной температуре σs/σb 0,66 - 0,72, предел текучести при 600°С 235 - 260 МПа, отношение предела текучести при 600°С к пределу текучести при комнатной температуре (σs,600°C/σs,20°C) 0,68 - 0,74; и относительную скорость коррозии ≤ 60%. В некоторых вариантах осуществления изобретения стальная полоса имеет предел текучести при комнатной температуре 410 - 450 МПа, предел прочности на растяжение 590 - 630 МПа, относительное удлинение до разрушения 18 - 28%; отношение предела текучести к пределу прочности при комнатной температуре σs/σb 0,67 - 0,73, предел текучести при 600°С 275 - 310 МПа, отношение предела текучести при 600°С к пределу текучести при комнатной температуре (σs,600°C/σs,20°C) 0,67 - 0,72; и относительную скорость коррозии ≤ 60%.
Предпочтительно, чтобы в любом из вышеуказанных вариантов осуществления выполнялось неравенство Mn/S>250.
Предпочтительно, чтобы средняя скорость коррозии стальной полосы составляла ≤ 0,3000 мг/см2.ч.
Микроструктура стальной полосы представляет собой смешанную микроструктуру массивного феррита + перлита + акулярного феррита, или смешанную микроструктуру массивного феррита + перлита + нижнего бейнита.
Композиционный химический состав огнестойкой стальной полосы ленты/штрипса, устойчивой к атмосферным воздействиям, в соответствии с настоящим изобретением следующий.
Углерод (С): C является наиболее экономичным и основным упрочняющим элементом в составе стали. Он повышает прочность стали за счет твердо-растворного упрочнения и дисперсионного упрочнения. С является необходимым элементом для осаждения цементита во время превращения аустенита. Следовательно, уровень содержания С в значительной степени определяет уровень прочности стали. То есть, более высокое содержание С приводит к более высокому уровню прочности. Однако, поскольку межзерновой твердый раствор и осаждение С наносят большой вред пластичности и вязкости стали, а чрезмерно высокое содержание С неблагоприятно сказывается на качестве сварки, содержание С не может быть слишком высоким. Прочность стали компенсируется добавлением легирующего элемента (элементов) в целесообразном количестве. В то же время, при непрерывном литье слябов по традиционной технологии, литье в зоне перитектической реакции чревато образованием трещин на поверхности литого сляба, а в тяжелых случаях могут произойти инциденты с прорывом. То же самое справедливо и для непрерывного литья тонких полос, т.е. литье в зоне перитектической реакции может привести к образованию трещин на поверхности литой полосовой заготовки, а в тяжелых случаях - к разрушению полосы. Поэтому при непрерывном литье тонкой полосы сплава Fe-C также необходимо обойти зону перитектической реакции. В этой связи значение содержания С, используемое в соответствии с настоящим изобретением, находится в диапазоне 0,02 - 0,06 мас.%.
Кремний (Si): Si играет важную роль в процессе твердо-растворного упрочнения стали и добавление Si в состав стали способно повысить ее чистоту и осуществить деоксигенацию. Однако чрезмерно высокое содержание Si ухудшает свариваемость и вязкость зоны термического влияния при сварке. В этой связи значение содержания Si, используемое в соответствии с настоящим изобретением, находится в диапазоне 0,1 - 0,55 мас.%.
Марганец (Mn): Mn является одним из самых дешевых легирующих элементов. Он способен улучшить способность стали к закалке. Он обладает значительной растворимостью в твердой фазе в стали и увеличивает прочность стали за счет твердо-растворного упрочнения без ущерба для пластичности или вязкости стали. Это самый важный упрочняющий элемент для повышения прочности стали, и он также может играть роль в деоксигенации стали. Однако чрезмерно высокое содержание Mn ухудшает свариваемость и вязкость зоны термического воздействия при сварке. В этой связи значение содержания Mn, используемое в соответствии с настоящим изобретением, находится в диапазоне 0,4 - 1,7 мас.%.
P: При высоком содержании P он склонен к сегрегации на границе зерен, так что хладноломкость стали будет увеличена, тем самым ухудшая свариваемость, а пластичность стали будет уменьшена, тем самым ухудшая сгибаемость в холодном состоянии. В процессе непрерывного литья тонкой полосы скорость затвердевания и охлаждения литой полосы очень высока, поэтому ликвация P может быть эффективно подавлена. В результате можно эффективно избежать недостатков P и полностью использовать преимущества P. Поэтому, согласно настоящему изобретению, содержание P выше, чем в традиционном производственном процессе, и ограничение на содержание элемента P ослаблено соответствующим образом. Процесс дефосфоризации исключен из процесса изготовления стали. На практике нет необходимости проводить процесс дефосфоризации или специально добавлять фосфор, а содержание P находится в диапазоне ≤ 0,03 мас.%.
Сера (S): В целом, S в составе стали является вредным элементом. В частности, он придает стали горячеломкость, снижает пластичность и вязкость стали и вызывает трещины при прокатке. S также снижает свариваемость и коррозионную стойкость. Поэтому, согласно настоящему изобретению, содержание S также контролируется по принципу примесного элемента и поддерживается на уровне ≤ 0,007 мас.%. В некоторых вариантах реализации содержание S составляет ≤ 0,0067 мас.%. Кроме того, Mn/S ≥ 250. В некоторых вариантах реализации Mn/S > 250.
Алюминий (Als): Для того чтобы ограничить включения алюминия в стали, Al не может быть использован для деоксигенации, которой требует настоящее изобретение. При использовании огнеупорных материалов также следует по возможности избегать дополнительного введения Al, а содержание кислоторастворимого алюминия Als должно строго контролироваться и поддерживаться на уровне < 0.001 мас.%.
N: Подобно элементу углерода (С), элемент N способен повышать прочность стали за счет твердого раствора внедрения. Согласно настоящему изобретению в стали должно присутствовать определенное количество N, поскольку взаимодействие N и B в стали необходимо для образования фазы осаждения BN. Однако, твердый раствор внедрения N относительно существенно ухудшает пластичность и вязкость стали, а наличие свободного N может увеличить отношение предела текучести к пределу прочности стали. Следовательно, содержание N не должно быть слишком высоким. В этой связи значение содержания N, используемое в соответствии с настоящим изобретением, находится в диапазоне 0,004 - 0,010 мас.%.
Хром (Cr): Cr не только улучшает прокаливаемость стали, но также способен значительно улучшить сопротивление стали окислению и ползучести. Добавление Cr в состав огнеупорной и атмосферостойкой сталь используется для улучшения ее высокотемпературной прочности и сопротивления ползучести, а также в основном используется для улучшения атмосферостойкости стали, что может значительно улучшить ее коррозионную стойкость. Если его содержание слишком велико, свариваемость стали серьезно ухудшается. В соответствии с настоящим изобретением содержание Cr ограничено диапазоном 0,30 - 0,80 мас.%.
Ниобий (Nb): В огнестойкой стали Nb в основном используется для повышения высокотемпературной прочности за счет осаждения при дисперсионном упрочнении NbC в феррите. Между тем, в процессе непрерывного литья тонкой полосы, благодаря уникальным характеристикам быстрого затвердевания и быстрого охлаждения, добавляемый элемент сплава Nb может существовать в стальной полосе в основном в состоянии твердого раствора. Элемент Nb, который присутствует в стали в твердом растворенном состоянии, может играть роль процессе твердо-растворного упрочнения. Согласно настоящему изобретению, при добавлении Nb содержание этого элемента находится в диапазоне 0,01 - 0,08 мас.%.
Молибден (Mo): Растворяется в феррите и укрепляет ферритную матрицу. Mo медленно рассеивается в феррите при высокой температуре, поэтому он может значительно улучшить высокотемпературную прочность и устойчивость стали к ползучести. Исследования показали, что твердый растворенный Mo легко ликвируется на границе зерен, что может улучшить высокотемпературную прочность стали. Мо также способен повысить стабильность переохлажденного аустенита, а объемная доля бейнита в стали после добавления Мо увеличивается. Бейнитная структура с высокой плотностью дислокаций позволяет огнестойкой и атмосферостойкой стали приобрести хорошие высокотемпературные свойства. Мо может осаждаться в стали с образованием карбидов, улучшая высокотемпературную прочность стали. Исследования показали, что совместное добавление Nb и Mo может дать лучший эффект усиления осаждения: первое мнение заключается в том, что в дополнение к укрепляющему эффекту добавления Nb или Mo по отдельности, при добавлении Mo в сочетании с Nb молибден может также обогащаться на границе раздела NbC/матрицы, что предотвращает укрупнение частиц NbC, тем самым дополнительно улучшая высокотемпературную прочность стали; второе мнение заключается в том, что Mo уменьшает движущую силу осаждения NbC, препятствует процессу диффузии и зарождения NbC, и таким образом задерживает осаждение NbC. Мо в составе стали способствует бейнитному превращению, что приводит к увеличению плотности дислокаций, что в свою очередь увеличивает количество мест зарождения NbC. Все это приводит к лучшему дисперсионному упрочнению, что, в свою очередь, повышает высокотемпературную прочность стали. Слишком высокое содержание Mo приведет к увеличению стоимости выплавки стали из сырья. Поэтому в соответствии с настоящим изобретением содержание Mo ограничено диапазоном 0,20 - 0,60 мас.%.
Медь (Cu): Cu в стали в основном влияет на твердо-растворное и дисперсионное упрочнение. Cu также улучшает устойчивость к атмосферным воздействиям. Поскольку Cu является элементом, склонным к ликвации, в рамках традиционной технологии содержание Cu обычно строго контролируется. Учитывая эффект быстрого затвердевания при непрерывной разливке тонкой полосы, в соответствии с настоящим изобретением верхний предел содержания Cu увеличен до 0,60 мас.%. В определенном смысле, повышенное содержание Cu может обеспечить эффективное использование стального лома и при подготовке стального лома не требуется отбор. Это может повысить производительность плавки и снизить затраты, способствовать переработке стали и достичь цели устойчивого развития, а также может обеспечить эффективное использование меди в неполноценных минеральных ресурсах (например, высокомедной руде).
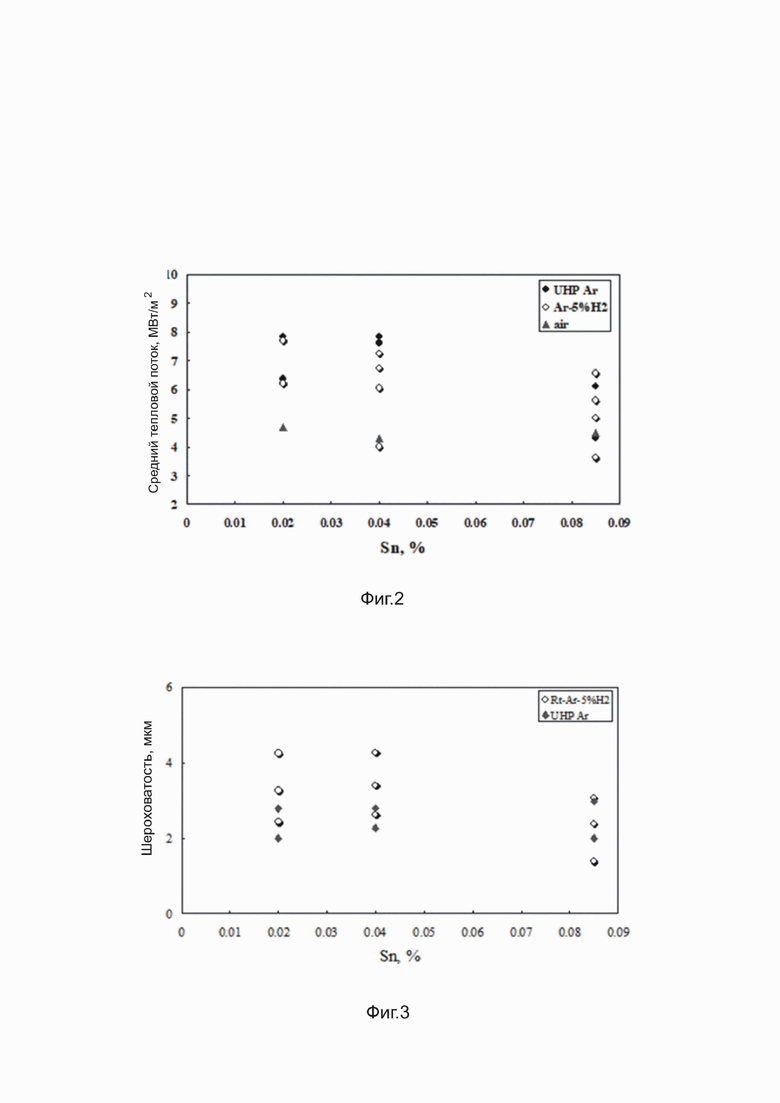
Олово (Sn): Элемент Sn также является одним из основных примесных элементов в стальном ломе. Он признан вредным элементом в составе стали. Поскольку Sn является элементом, склонным к ликвации, Sn даже в небольшом количестве может быть обогащен на границе зерен, что приводит к дефектам, таким как трещины. Поэтому в рамках традиционной технологии содержание элемента Sn строго контролируется. Поскольку непрерывное литье тонкой полосы имеет свойство быстрого затвердевания, междендритная ликвация элемента значительно снижается. В результате растворимость элемента в твердом состоянии может быть значительно увеличена. Поэтому в условиях процесса непрерывного литья тонкой полосы можно расширить диапазон содержания элемента Sn и, таким образом, значительно снизить затраты на выплавку стали. На Рис. 2 показана зависимость между содержанием элемента Sn и средним тепловым потоком. Из Фиг. 2 видно, что когда количество добавляемого Sn составляет менее 0,04 мас.%, влияние на тепловой поток незначительно. То есть, нет никакого влияния на процесс затвердевания тонкой полосы. На Фиг. 3 показана взаимосвязь между содержанием Sn и шероховатостью поверхности. Поскольку трещины на поверхности литой полосы обычно образуются в местах неровных складок, шероховатость поверхности используется для характеристики возникновения поверхностных трещин. Если шероховатость большая, то вероятность появления трещин высока. Из Фиг. 2 видно, что увеличение содержания Sn не оказывает отрицательного влияния на качество поверхности литой полосы при условии быстрого затвердевания. Как видно из результатов на Фиг. 2 и Фиг. 3, Sn не оказывает отрицательного влияния на затвердевание и качество поверхности литой полосы. Поэтому, согласно настоящему изобретению, ограничение на содержание Sn может быть дополнительно ослаблено, и расчетное содержание Sn находится в диапазоне 0,005 - 0,04 мас.%.
Бор (B): Значительная роль B в стали заключается в том, что незначительное количество бора способно удвоить способность стали к закалке. B способен преимущественно осаждать крупные частицы BN в высокотемпературном аустените, препятствуя осаждению мелких фракций AlN, ослабляя эффект закрепления мелких фракций AlN на границах зерен и улучшая способность зерен к росту, тем самым укрупняя и гомогенизируя зерна аустенита, что способствует рекристаллизации после прокатки. После укрупнения и гомогенизации аустенитных зерен выгодно уменьшить отношение предела текучести к пределу прочности σs/σb изделия, уменьшить диапазон колебаний временного сопротивления и улучшить сейсмические характеристики. Кроме того, сочетание B и N способно эффективно предотвращать появление фазы с низкой температурой плавления B2O3 на границе зерен.
B - активный элемент, склонный к ликвации на границе зерен. При производстве бор-содержащей стали традиционным способом содержание B обычно контролируется очень строго, как правило в диапазоне около 0,001 - 0,003 мас.%. В процессе непрерывного литья тонкой полосы скорость затвердевания и охлаждения высока. Следовательно, ликвацию B можно эффективно подавить и большее количество B может быть растворено в твердом состоянии. Поэтому ограничение на содержание B может быть соответствующим образом ослаблено. Крупные частицы BN также могут быть получены при соответствующем управлении процессом для подавления осаждения мелкого AlN. Таким образом, B играет роль в фиксации азота. Как показали другие исследования, при добавлении B в сочетании с Nb и Mo можно достичь лучшего эффекта. В частности, снижается вероятность ликвации атомов C и можно избежать осаждения Fe23(C,B)6 на границе зерен. Следовательно, можно добавлять больше B. Поэтому, согласно настоящему изобретению, используется более высокое содержание B, чем это принято в традиционном процессе, и его диапазон составляет 0,001 - 0,006 мас.%.
Для обеспечения сварочных характеристик стали согласно настоящему изобретению, при планировании вышеупомянутых элементов должны выполняться следующие реляционные выражения:
Pcm ≤ 0.27%, где: Pcm = C + Si/30 + Mn/20 + Cu/20 + Cr/20 + Mo/15 + 5B.
Способ изготовления огнестойкой, атмосферостойкой листовой/полосовой стали в соответствии с настоящим изобретением включает следующие этапы:
а) Выплавка:
на данном этапе осуществляется выплавка при вышеуказанном химическом составе; при этом основность a= CaO/SiO2 (массовое соотношение) для шлака в процессе выплавки стали поддерживается на уровне a < 1,5, предпочтительно a < 1,2, или a = 0,7 - 1,0; при этом отношение MnO/SiO2 (массовое соотношение) в расплавленной стали для получения тройного включения MnO - SiO2 - Al2O3 с низкой температурой плавления поддерживается на уровне 0,5 - 2, предпочтительно 1 - 1,8; при этом содержание свободного кислорода [O]Free в расплавленной стали составляет 0,0005 - 0,005%; а содержание Mn и S в расплавленной стали должно контролироваться и поддерживаться в соответствии со следующим соотношением: Mn/S ≥ 250;
b) Непрерывное литье:
на данном этапе используют двухвалковое непрерывное литье тонкой полосы, при котором в наименьшем зазоре между двумя кристаллизационными валками формируют литую полосу толщиной 1,5 - 3 мм, при этом кристаллизационные валки имеют диаметр 500 - 1500 мм, предпочтительно, 800 мм, причем для охлаждения внутрь кристаллизационных валков подают воду, при этом разливочная машина имеет скорость литья 60 - 150 м/мин, а для подачи расплавленной стали при непрерывной разливке используют двухступенчатую систему дозирования и распределения расплавленной стали, т.е. промковш + распределитель;
c) Защита нижней закрытой камеры:
на данном этапе после выхода из под кристаллизационных валков непрерывно литой полосы она имеет температуру 1420 - 1480°C и поступает непосредственно в нижнюю закрытую камеру, в которую подают неокисляющий газ, причем концентрацию кислорода в нижней закрытой камере поддерживают на уровне < 5%, при этом литая полоса на выходе из нижней закрытой камеры имеет температуру 1150 - 1300°C;
d) Горячая прокатка в оперативном режиме:
на данном этапе литую полосу через валки в нижней закрытой камере подают на прокатный стан, где она прокатывается в тонкую стальную полосу толщиной 0,8 - 2,5 мм при температуре прокатки 1100 - 1250°C и степени обжатия 10 - 50%, предпочтительно, 30 - 50%, при этом толщина стальной полосы составляет 0,8 - 2,5 мм, предпочтительно, 1,2 - 2,0 мм;
e) Охлаждение после прокатки:
на данном этапе прокатанную стальную полосу охлаждают методом газового распыления, при этом скорость охлаждения составляет 20 - 100°C/с;
f) Намотка стальной полосы: после охлаждения некачественную головную часть горячекатаной стальной полосы отрезают с помощью ножниц, а затем сматывают в рулон при температуре намотки 500 - 680°C.
Кроме того, данный способ также включает этап g): последующая обработка, при которой стальной рулон используют непосредственно как горячекатаную полосу ленту/штрипс или разрезают и плющат, а затем используют как готовую полосу ленту/штрипс.
Предпочтительно, чтобы на этапе а) для выплавки расплавленной стали используют электрическую печь, где в качестве сырья для выплавки выбирают 100% стальной лом без предварительной сортировки, либо для выплавки используют конвертер с получением расплавленной стали, где стальной лом добавляют в конвертер в количестве 20% от сырья для выплавки без предварительной сортировки, при этом расплавленная сталь затем поступает в печь агрегата комплексной обработки стали, печь установки вакуумной дегазации / вакуум - кислородного обезуглероживания или печь циркуляционного вакуумирования для последующего рафинирования.
Предпочтительно, чтобы на этапе c) в качестве неокисляющего газа используют N2, Ar или CO2, полученный сублимацией сухого льда.
Предпочтительно, чтобы на этапе e) при охлаждении методом газового распыления используют соотношение расхода газа и воды 15:1 - 10:1, давление газа 0,5 - 0,8 МПа и давление воды 1,0 - 1,5 МПа, при этом расход имеет единицу измерения м3/ч. Используемое соотношение газа и воды привязано к соотношению потока сжатого воздуха и воды.
В частности, огнестойкая стальная полоса лента/штрипс, устойчивая к атмосферным воздействиям, имеет следующий химический состав, мас.%: С 0,02 - 0,06, Si 0,1 - 0,55, Mn 0,4 - 1,7, P ≤ 0.03, S ≤ 0,007, Cr 0,3 - 0,8, Mo 0.20 - 0.60, N 0,004 - 0,010, Als < 0,001, B 0,001 - 0,006, общий кислород [O]T 0,007 - 0,020, Fe и неизбежные примеси - остальное, а также включающий в себя один или оба из следующих компонентов, мас.%: Cu 0,1 - 0,6 и Sn 0.005 - 0.04, при этом Mn/S ≥ 250, а Pcm ≤ 0,27мас.%, где Pcm = C + Si/30 + Mn/20 + Cu/20 + Cr/20 + Mo/15 + 5B, причем на этапе f) температура намотки составляет 580 - 680°C.
В частности, стальная полоса имеет следующий химический состав, мас.%: С 0,02 - 0,06, Si 0,1 - 0,55, Mn 0,4 - 1,7, P ≤ 0,03, S ≤ 0,007, Cr 0,30 - 0,80, Cu 0,10 - 0,60, Mo 0,20 - 0,60, Nb 0,01 - 0,08, N 0,004 - 0,010, Als < 0,001, B 0,001 - 0,006, общий кислород [O]T 0,007 - 0,020, Fe и неизбежные примеси - остальное, при этом Mn/S ≥ 250, а Pcm ≤ 0,27мас.%, где Pcm = C + Si/30 + Mn/20 + Cu/20 + Cr/20 + Mo/15 + 5B, причем на этапе f) температура намотки составляет 500 - 600°C.
Предпочтительно, чтобы на этапе f) намотка осуществлялась с использованием двухкатушечной установки или намотки карусельным методом.
В рамках способа изготовления в соответствии с настоящим изобретением.
Для того чтобы улучшить литейные свойства расплавленной стали для непрерывного литья тонкой полосы, основность a = CaO/SiO2 для шлака в процессе изготовления стали поддерживается на уровне a < 1,5, предпочтительно a < 1,2, или a = 0,7 - 1,0.
С целью улучшения литейных свойств расплавленной стали для непрерывного литья тонкой полосы необходимо получить тройное включение MnO - SiO2 - Al2O3 с низкой температурой плавления, как показано в заштрихованной области на Фиг. 4. Соотношение MnO/SiO2 в тройном включении MnO - SiO2 -Al2O3 поддерживается на уровне 0,5 - 2, предпочтительно 1 - 1,8.
Для улучшения литейных свойств расплавленной стали для непрерывного литья тонкой полосы кислород (O) является необходимым элементом, обеспечивая формирование оксидного включения в стали. Поскольку в соответствии с настоящим изобретением необходимо сформировать тройное включение MnO - SiO2 - Al2O3 с низкой температурой плавления, содержание свободного кислорода [O]Free в расплавленной стали должно находиться в диапазоне 0,0005 - 0,005 мас.%.
С целью улучшения литейных свойств расплавленной стали для непрерывного литья тонкой полосы, кроме вышеуказанных компонентов, необходимо контролировать содержание Mn и S, чтобы оно удовлетворяло следующему условию: Mn/S ≥ 250.
В целях экономии инвестиционных затрат и производственных издержек современные предприятия-производители стали активно внедряют технологические инновации в имеющиеся производственные процессы. Стремясь решить проблемы высокой длительности технологического процесса и большого количества сложных устройств в рамках существующей технологии изготовления горячекатаной стали, многие производители комбинируют технологию непрерывного литья и прокатки с традиционными процессами, чтобы удовлетворить спрос на технологию непрерывного литья и прокатки.
Использование конвертера для обеспечения сталеплавильного изготовления расплавленной стали требует от производителя наличия условий для получения расплавленного чугуна. Как правило, требуется оборудование для доменного или не доменного изготовления чугуна. Это относится к нынешнему режиму длительного изготовления стали. Тем не менее, поскольку доступность стального лома в настоящее время растет, правительство выступает за увеличение доли стального лома, поставляемого на конвертеры, для достижения целей экономии энергии, сокращения потребления и снижения затрат. В прошлом средний уровень поставок стального лома на конвертеры составлял около 8%. В настоящее время и в обозримой перспективе целевая доля стального лома, поставляемого на конвертеры, находится в диапазоне 15 - 25%. Доля стального лома, поставляемого на конвертер согласно настоящему изобретению, может достигать 20% или выше.
При использовании электропечи для получения расплавленной стали для сталеплавильного производства в качестве основного сырья используется стальной лом. В традиционных процессах, таких как литье под давлением или непрерывное литье толстых слябов, скорость охлаждения при затвердевании составляет всего 10-1 -10°C/с. В процессе затвердевания происходит межзеренная сегрегация остаточных элементов в стальном ломе, что ухудшает свойства и качество стали, а в тяжелых случаях даже вызывает прямое растрескивание и разрушение. Поэтому в рамках традиционной технологии содержание этих вредных элементов должно строго контролироваться. При выборе сырья из стального лома требуется предварительная сортировка, а в процессе выплавки стали необходимы некоторые специальные операции по обработке, такие как добавление концентрата для разбавления и т.д., что, несомненно, повышает себестоимость продукции. В связи с необходимостью контроля состава стали существуют определенные требования к качеству используемого сырья - стального лома. Как правило, стальной лом должен пройти предварительный отбор и сортировку. Для повышения эффективности производства некоторые китайские сталеплавильные заводы с электропечами предпочитают добавлять в состав сырья концентраты, такие как закупаемое губчатое железо, карбид железа и т.п., чтобы разбавить вредные элементы, которые трудно поддаются удалению из стального лома, и тем самым улучшить качество расплавленной стали. Некоторые китайские сталелитейные заводы, имеющие как доменную печь, так и электропечь, добавляют расплавленное железо собственного изготовления в электропечь в качестве сырья для электропечи, чтобы повысить производственную эффективность электропечи, тем самым значительно сокращая время выпуска электропечи. Коэффициент смешивания расплавленного железа в электропечи может достигать 30 - 50%.
Технология непрерывного литья тонкой полосы с двумя валками, используемая в соответствии с настоящим изобретением, представляет собой типичный процесс субскоростного затвердевания, при котором скорость охлаждения при затвердевании составляет 102 - 104°C/с. Некоторые вредные остаточные элементы в стальном ломе, такие как Cu, Sn, P и т.д., могут быть в максимальной степени растворены в стальной матрице, не приводя к межзеренной сегрегации, так что использование 100% стального лома для выплавки может быть обеспечено без предварительной сортировки, что значительно снижает стоимость сырья. Эти остаточные элементы также могут играть роль в твердо-растворном упрочнении, способствуя получению сверхтонкой горячекатаной стальной полосы с превосходными свойствами. Для этих вредных остаточных элементов в стальном ломе комплексное использование в производстве некачественных ресурсов стального лома имеет эффект «обращения вреда во благо» и «утилизации отходов».
После выхода литой полосы из-под кристаллизационных валков ее температура составляет 1420 - 1480°C, и она попадает непосредственно в нижнюю закрытую камеру 10. В нижнюю закрытую камеру подается неокисляющий газ для защиты стальной полосы от окисления. Защитная антиоксидантная атмосфера может представлять собой N2, или Ar, или другой неокисляющий газ, например, газ CO2, полученный путем сублимации сухого льда. Концентрация кислорода в нижней закрытой камере поддерживается на уровне < 5%. Защита литой полосы от окисления, обеспечиваемая нижней закрытой камерой, распространяется на вход прокатного стана. Температура литой полосы на выходе из нижней закрытой камеры составляет 1150 - 1300°C.
Теоретическое основание осаждения фазы BN в литой полосе, происходящего в процессе нижнего замыкания.
Термодинамические уравнения между бором и азотом, а также между алюминием и азотом в γ-Fe в стали следующие:


Как показано на Фиг. 5, температура начала осаждения BN в стали составляет около 1280°C, осаждение BN прекращается при 980°C, в то время как осаждение AlN только начинается (температура начала осаждения AlN составляет около 980°C). Осаждение BN термодинамически предшествует осаждению AlN. Согласно настоящему изобретению, сочетание B и N завершается в нижней закрытой камере, образуя крупные частицы BN. Это препятствует выпадению мелких фракций AlN и таким образом ослабляет эффект закрепления мелких фракций AlN на границе зерен, так что способность зерен к росту улучшается, а зерна аустенита укрупняются. В результате зерна аустенита становятся более однородными, что благоприятно сказывается на снижении отношения предела текучести к пределу прочности σs/σb изделия, уменьшении диапазона колебаний предела текучести и улучшении сейсмически характеристик. Кроме того, сочетание B и N способно эффективно предотвращать появление фазы с низкой температурой плавления B2O3 на границе зерен.
После горячей прокатки в оперативном режиме стальная полоса подвергается послепрокатному охлаждению. В частности, стальная полоса охлаждается методом газового распылительного охлаждения. Охлаждение методом газового распыления способно эффективно уменьшить толщину оксидной окалины на поверхности стальной полосы, увеличить равномерность температуры стальной полосы и повысить качество ее поверхности. При охлаждении методом газового распыления используется соотношение газа и воды 15 : 1 - 10 : 1, давление газа 0,5 - 0,8 МПа и давление воды 1,0 - 1,5 МПа. После распыления газа образуется водяной туман высокого давления, который распыляется на поверхность стальной полосы. С одной стороны, он играет роль в снижении температуры стальной полосы. С другой стороны, водяной туман образует плотную газовую пленку, которая покрывает поверхность стальной полосы, защищая ее от окисления, тем самым эффективно подавляя рост оксидной окалины на поверхности горячекатаной стальной полосы. При использовании этой технологии охлаждения можно избежать проблем, связанных с традиционным распылением или ламинарным охлаждением, а температура поверхности стальной полосы может снижаться равномерно, что позволяет повысить однородность температуры стальной полосы, достичь эффекта гомогенизации внутренней микроструктуры и улучшить отношение предела текучести к пределу прочности материала. В то же время, равномерное охлаждение позволяет повысить качество формы и стабильность характеристик стальной полосы. Кроме того, есть возможность эффективно снизить толщину оксидной окалины на поверхности стальной полосы. Скорость охлаждения при охлаждении методом газового распыления находится в диапазоне 20 - 100°C/с.
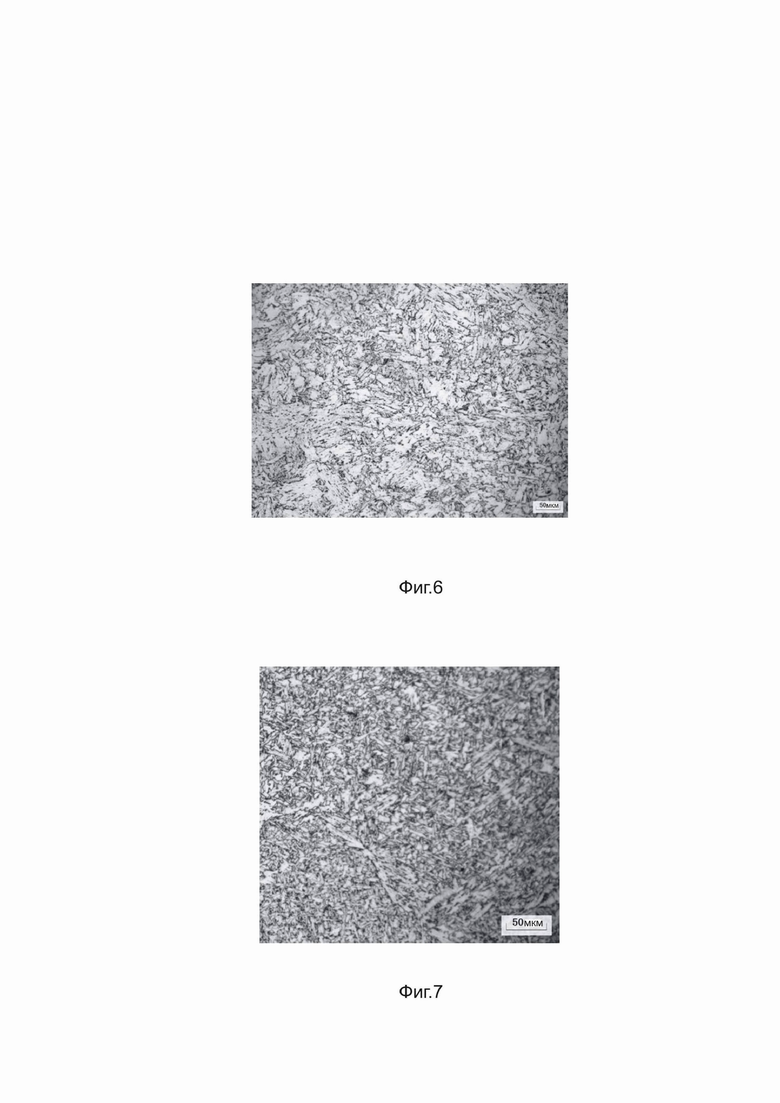
После охлаждения некачественная головная часть стальной полосы отрезается с помощью ножниц, а затем горячекатаная стальная полоса сматывается непосредственно в рулон, при этом температура сматывания горячекатаной полосы поддерживается на уровне 500 - 680°C, с тем чтобы высокотемпературная аустенитная структура после прокатки преобразовалась в смешанную микроструктуру массивного феррита + перлита + остроугольного феррита или смешанную микроструктуру массивного феррита + перлита + нижнего бейнита, как показано на Фиг. 6. Для обеспечения непрерывного изготовления стальной полосы в качестве моталки используется двухкатушечная установка или моталка Carrousel.
Основные преимущества настоящего изобретения.
Использование технологии непрерывного литья тонкой полосы для изготовления огнестойкой стальной полосы ленты/штрипса, устойчивой к атмосферным воздействиям, до сих пор не было описано. Ее преимущества сводятся к следующему.
1. Исключаются такие сложные процессы, как нагрев сляба, многопроходная повторная горячая прокатка и тому подобное. При использовании процесса непрерывного литья тонкой стальной полосы с применением двухвалковой машины + однопроходной горячей прокатки, производственный процесс короче, эффективность выше, а инвестиционные затраты на производственную линию и себестоимость продукции значительно снижаются.
2. Исключается большое количество сложных промежуточных этапов, присущих традиционному процессу производства. По сравнению с традиционным процессом производства тонкой рифленой стальной полосы, потребление энергии и выбросы CO2 при изготовлении в соответствии с настоящим изобретением значительно снижаются, а продукция получается экологически чистой.
3. Для изготовления тонкой стальной полосы используется процесс непрерывного литья тонкой полосы. Благодаря характеристикам суббыстрого затвердевания самого процесса непрерывного литья тонкой полосы, на поверхности полосовой стали естественным образом образуется мелкозернистый слой определенной толщины, так что полученная сталь обладает атмосферостойкостью. В то же время, толщина самой литой полосы относительно мала. Благодаря горячей прокатке в оперативном режиме до нужной толщины продукта, тонколистовая продукция может напрямую поставляться на рынок для поставки тонколистового горячекатаного листа, что может значительно повысить рентабельность листов и полос.
4. При добавлении следового количества элемента бора для преимущественного осаждения крупных частиц BN в высокотемпературном аустените и ингибирования осаждения мелкого AlN, эффект закрепления мелких фракций AlN на границе зерна ослабляется, и способность зерен к росту повышается. В результате зерна аустенита укрупняются и гомогенизируются. Это способствует улучшению характеристик профилирования изделия и снижению отношения предела текучести к пределу прочности материала. Низкое значение соотношения предела текучести к пределу прочности способствует лучшему поглощению энергии строительной конструкцией во время землетрясений и улучшает сейсмические характеристики материала.
5. При использовании для выплавки электрической печи, доля стального лома без предварительной сортировки в общем объеме сырья для выплавки может действительно достигать 100%, что значительно снижает стоимость сырья. Если при выплавке используется конвертер для получения расплавленной стали, стальной лом добавляется в конвертер в количестве ≥ 20% от общего объема сырья для выплавки без предварительной сортировки, что максимально увеличивает долю стального лома, подаваемого в конвертер, и значительно снижает производственные затраты и потребление энергии.
6. Используется стальной лом, содержащий Cu и Sn. Cu и Sn в составе стали «превращаются из вреда в пользу». Осуществляется полное использование существующего стального лома или низкокачественных и некачественных минеральных ресурсов (высокооловянная руда, высокомедная руда), что способствует переработке стального лома, снижению производственных затрат и достижению устойчивого развития сталелитейной промышленности.
7. Использование технологии охлаждения методом газового распыления позволяет избежать проблем, связанных с традиционным распылением или ламинарным охлаждением, а температура поверхности стальной полосы снижается равномерно, что позволяет повысить однородность температуры стальной полосы и достичь эффекта гомогенизации внутренней микроструктуры. В то же время, равномерное охлаждение позволяет повысить качество формы и стабильность характеристик стальной полосы. Кроме того, есть возможность эффективно снизить толщину оксидной окалины на поверхности стальной полосы.
8. В традиционном процессе охлаждения сляба происходит осаждение легированных элементов, а при повторном нагреве сляба повторное растворение легированных элементов недостаточно, поэтому коэффициент использования легированных элементов невысок. В процессе непрерывного литья тонкой полосы в соответствии с настоящим изобретением, высокотемпературная литая полоса непосредственно подвергается горячей прокатке, и добавленные элементы сплава, в основном, находятся в состоянии твердого раствора. Таким образом, коэффициент использования элементов сплава может быть увеличен.
9. Для горячекатаной стальной полосы используется моталка Carrousel, что позволяет эффективно сократить длину производственной линии. В то же время, намотка непосредственно на производственной площадке может значительно повысить точность контроля температуры намотки и улучшить стабильность свойств продукта.
10. Наиболее существенные признаки, отличающие настоящее изобретение от существующей технологии непрерывного литья тонкой полосы, включают диаметр кристаллизационных валков и соответствующий режим распределения расплавленной стали. Технической особенностью технологии EUROSTRIP являются кристаллизационные валки, имеющие большой диаметр ∅1500 мм. Благодаря большим кристаллизационным валкам вместе с большой емкостью ванны расплава, легко распределять расплавленную сталь, но стоимость изготовления кристаллизационных валков, а также стоимость эксплуатации и обслуживания высока. Технической особенностью технологии CASTRIP являются кристаллизационные валки, имеющие малый диаметр ∅500 мм. Благодаря малым кристаллизационным валкам вместе с малой емкостью ванны расплава, очень трудно распределять расплавленную сталь, но стоимость изготовления кристаллизационных валков, а также стоимость эксплуатации и обслуживания невысока. Чтобы решить проблему равномерного распределения расплавленной стали в небольшой ванне расплава, в технологии CASTRIP используется трехступенчатая система дозирования и распределения расплавленной стали (промежуточный ковш + переходник + распределитель). Использование трехступенчатой системы распределения расплавленной стали приводит к прямому увеличению стоимости огнеупорных материалов. Более того, трехступенчатая система распределения расплавленной стали удлиняет путь потока расплавленной стали, и падение температуры расплавленной стали также больше. Для достижения требуемой температуры расплавленной стали в ванне расплава необходимо значительно увеличить температуру выпуска. Повышение температуры выпуска приводит к таким проблемам, как увеличение стоимости выплавки стали, увеличение потребления энергии и сокращение срока службы огнеупорных материалов.
11. Кристаллизационные валки в соответствии с настоящим изобретением имеют диаметр 500 - 1500 мм, предпочтительно, диаметром ∅800 мм. Применяется двухступенчатая система дозирования и распределения расплавленной стали (промежуточный ковш + распределитель). Расплавленная сталь, вытекающая из распределителя, формирует различные схемы распределения вдоль поверхностей валков и двух боковых поверхностей, и течет по двум путям, не мешающим друг другу. Благодаря использованию двухступенчатой системы распределения, в отличие от трехступенчатой, значительно снижается стоимость огнеупорных материалов; путь потока расплавленной стали сокращается, так что падение температуры расплавленной стали уменьшается, и температура выпуска может быть снижена. По сравнению с трехступенчатой системой распределения, температура выпуска может быть снижена на 30 - 50°C. Снижение температуры выпуска может эффективно снизить себестоимость выплавки стали, сэкономить энергию и продлить срок службы огнеупорных материалов. Совместное использование кристаллизационных валков с предпочтительным диаметром валков ∅800 мм и двухступенчатой системы дозирования и распределения расплавленной стали в соответствии с настоящим изобретением не только отвечает требованию стабильного распределения расплавленной стали, но также достигает целей простой структуры, удобной эксплуатации и низкой стоимости обработки.
Описание чертежей
Фиг. 1 представляет собой схематический вид, изображающий технологическую схему процесса непрерывного литья тонкой полосы с двумя валками.
Фиг. 2 представляет собой схематическую диаграмму, на которой показана взаимосвязь между содержанием Sn и средним тепловым потоком.
Фиг. 3 представляет собой принципиальную схему, на которой показана взаимосвязь между содержанием Sn и шероховатостью поверхности литой полосы.
Фиг. 4 представляет собой тройную фазовую диаграмму MnO - SiO2 - Al2O3 (заштрихованная область: область низкой температуры плавления).
Фиг. 5 представляет собой принципиальную схему, на которой изображены термодинамические кривые осаждения BN и AlN.
На Фиг. 6 представлена фотография микроструктуры стали из Примера 1 настоящего изобретения.
На Фиг. 7 представлена фотография микроструктуры стали из Примера 15 настоящего изобретения.
Подробное описание
Далее настоящее изобретение описывается с опорой на следующие примеры и сопроводительные чертежи.
На Фиг. 1: расплавленная сталь, соответствующая композиционному химическому составу согласно настоящему изобретению, проходит через сталеразливочный ковш 1, защитную трубу 2 сталеразливочного ковша 1, промежуточный ковш 3, погружной стакан 4 и распределитель 5, а затем заливается непосредственно в ванну 7 расплава, образованную боковыми уплотнительными плитами 6a, 6b и двумя вращающимися в противоположных направлениях кристаллизационными валками 8a, 8b, способными быстро охлаждаться. Расплавленная сталь застывает на окружных поверхностях вращающихся кристаллизационных валков 8a, 8b, образуя застывшую оболочку, которая постепенно увеличивается и в итоге формирует полосу 11 толщиной 1,5 - 3 мм в минимальном зазоре (место зажима) между двумя кристаллизационными валками. Диаметр кристаллизационных валков составляет 500 - 1500 мм, внутрь валков подается вода для охлаждения. В зависимости от толщины литой полосы скорость литья на разливочной машине находится в диапазоне 60 - 150 м/мин.
После выхода литой полосы 11 из под кристаллизационных валков 8a и 8b ее температура составляет 1420 - 1480°C, и полоса поступает непосредственно в нижнюю закрытую камеру 10. В нижнюю закрытую камеру 10 подается неокисляющий газ для защиты стальной полосы от окисления. Защитная антиоксидантная атмосфера может представлять собой N2, или Ar, или другой неокисляющий газ, например, газ CO2, полученный путем сублимации сухого льда. Концентрация кислорода в нижней закрытой камере 10 поддерживается на уровне <5%. Защита литой полосы 11 от окисления, обеспечиваемая нижней закрытой камерой 10, распространяется на вход прокатного стана 13. Температура литой полосы на выходе из нижней закрытой камеры 10 составляет 1150 - 1300°C. Затем литая полоса поступает на стан 13 горячей прокатки через поворотную проводковую плиту 9, прижимные валки 12 и прокатный стол 15. После горячей прокатки образуется горячекатаная полоса толщиной 0,8 - 2,5 мм. Прокатанная стальная полоса охлаждается методом газового распыления с использованием газораспылительного устройства 14 быстрого охлаждения для улучшения равномерности температуры стальной полосы. После отрезания головной части стальной полосы летучими ножницами 16, отрезанная головная часть падает в яму 18 вдоль проводковой плиты 17, а горячекатаная полоса с отрезанной головной частью поступает на моталку 19 для сматывания. После снятия рулона стали с моталки он охлаждается на воздухе до комнатной температуры. Наконец, полученный стальной рулон может быть использован непосредственно как горячекатаная стальная полоса лента/штрипс или может быть разрезан и сплющен в виде готовой стальной полосы ленты/штрипса.
Способ, представленный в настоящем изобретении, далее иллюстрируется примерами. Химические составы в примерах 1 - 14 показаны в Таблице 1; остаток составляет Fe и другие неизбежные примеси. Технологические параметры способа изготовления в примерах 1 - 14 показаны в Таблице 2, а свойства полученных в итоге горячекатаных полос в примерах 1 - 14 приведены в Таблице 3.
Испытания на коррозионную стойкость стали из Примеров: 72 - часовые эксперименты по периодической инфильтрации и циклической коррозии проводились в соответствии с Методом испытаний коррозионно-стойкой стали на периодическую инфильтрацию и коррозию (TB/T2375-1993) с использованием в качестве сравнительных образцов обычной углеродистой стали марки Q345B. Среднее значение скорости коррозии было получено путем вычисления коррозионной потери массы на единицу площади образца, а затем была получена относительная скорость коррозии стали. Результаты испытаний в примерах 1 - 14 приведены в таблице 4.
Как показано в Таблице 3, огнестойкая стальная полоса лента/штрипс, устойчивая к атмосферным воздействиям, изготовленная с применением разработанного композиционного состава с использованием процесса непрерывного литья тонкой полосы, имеет предел текучести при комнатной температуре ≥ 345 МПа, предел прочности на растяжение ≥ 490 МПа, относительное удлинение до разрушения ≥17%, отношение предела текучести к пределу прочности при комнатной температуре σs/σb ≤ 0. 8; предел текучести при 600°С ≥ 232 МПа, а отношение предела текучести при 600°С к пределу текучести при комнатной температуре (σs,600°C/σs,20°C) ≥ 0,67; при этом изгибаемость в холодном состоянии соответствует предъявляемым требованиям. Результаты сравнения коррозионной стойкости, приведенные в таблице 4, также показывают, что относительная скорость коррозии стали составляет ≤ 60%. Эти результаты соответствуют и даже превосходят требования к характеристикам огнестойкой и атмосферостойкой стали. Кроме того, может быть реализована поставка тонколистового горячекатаного проката, а также значительно снижена стоимость изготовления. Материал имеет низкое значение отношения предела текучести к пределу прочности, отличные сейсмические характеристики и превосходную огнестойкость. Это идеальный материал в категории сейсмостойкой и огнеупорной стали.
Химический состав стали, мас.%. Примеры 1 - 14
при-
мера
Технологические параметры способа изготовления. Примеры 1 - 14
мм
°C
ке, %.
мм
°C
Механические свойства горячекатаных стальных полос. Примеры 1 - 14
мм
мм
МПа
МПа
%
(σs/σb)
МПа
Результаты испытаний на коррозионную стойкость стали. Примеры 1 - 1 4
Химические составы в примерах 15-28 с включением Nb показаны в Таблице 5; остаток составляет Fe и другие неизбежные примеси. Технологические параметры способа изготовления в примерах 15-28 показаны в Таблице 6, а механические свойства полученных в итоге горячекатаных полос в примерах 15-28 приведены в Таблице 7.
Испытания на коррозионную стойкость стали из Примеров: 72-часовые эксперименты по периодической инфильтрации и циклической коррозии проводились в соответствии с Методом испытаний коррозионно-стойкой стали на периодическую инфильтрацию и коррозию (TB/T2375-1993) с использованием в качестве сравнительных образцов обычной углеродистой стали марки Q345B. Среднее значение скорости коррозии было получено путем вычисления коррозионной потери массы на единицу площади образца, а затем была получена относительная скорость коррозии стали. Результаты испытаний в примерах 15-28 приведены в таблице 8.
Как показано в Таблице 7, огнестойкая стальная полоса лента/штрипс, устойчивая к атмосферным воздействиям, изготовленная с применением разработанного композиционного состава с использованием процесса непрерывного литья тонкой полосы, имеет предел текучести при комнатной температуре ≥ 410 МПа, предел прочности на растяжение ≥ 590 МПа, относительное удлинение до разрушения ≥ 17%, отношение предела текучести к пределу прочности при комнатной температуре σs/σb ≤ 0,8; предел текучести при 600°С ≥ 275 МПа, а а отношение предела текучести при 600°С к пределу текучести при комнатной температуре (σs,600°C/σs,20°C) ≥ 0,67; при этом изгибаемость в холодном состоянии соответствует предъявляемым требованиям.
Результаты сравнения коррозионной стойкости, приведенные в таблице 8, также показывают, что относительная скорость коррозии стали составляет ≤ 60%. Эти результаты соответствуют и даже превосходят требования к характеристикам огнестойкой и атмосферостойкой стали. Кроме того, может быть реализована поставка тонколистового горячекатаного проката, а также значительно снижена стоимость изготовления. Материал имеет низкое значение отношения предела текучести к пределу прочности, отличные сейсмические характеристики и превосходную огнестойкость. Это идеальный материал в категории сейсмостойкой и огнеупорной стали.
Химический состав стали, мас.%. Примеры 15 - 28
примера
Технологические параметры способа изготовления. Примеры 15 - 28
мм
°C
мм
°C
Механические свойства горячекатаных стальных полос. Примеры 15 - 28
мм
мм
МПа
МПа
%
(σs/σb)
МПа
Результаты испытаний на коррозионную стойкость стали. Примеры 15 - 28


Изобретение относится к области металлургии, а именно к огнестойкой стальной полосе, устойчивой к атмосферным воздействиям. Огнестойкая стальная полоса имеет следующий химический состав, мас.%: С 0,02-0,06, Si 0,1-0,55, Mn 0,4-1,7, P ≤ 0,03, S ≤ 0,007, Cr 0,3-0,8, Mo 0,20-0,60, N 0,004-0,010, Als < 0,001, B 0,001-0,006, один или оба из Cu 0,1-0,6 и Sn 0,005-0,04, опционально Nb 0,01-0,08, общий кислород [O]T 0,007-0,020, Fe и неизбежные примеси - остальное, при этом Mn/S ≥ 250, а Pcm ≤ 0,27 мас.%, где: Pcm=C+Si/30+Mn/20+Cu/20+Cr/20+Mo/15+5B. Обеспечивается высокий уровень прочности при высокой температуре, а также высокое сопротивление сейсмическим воздействиям. 2 н. и 14 з.п. ф-лы, 7 ил., 8 табл.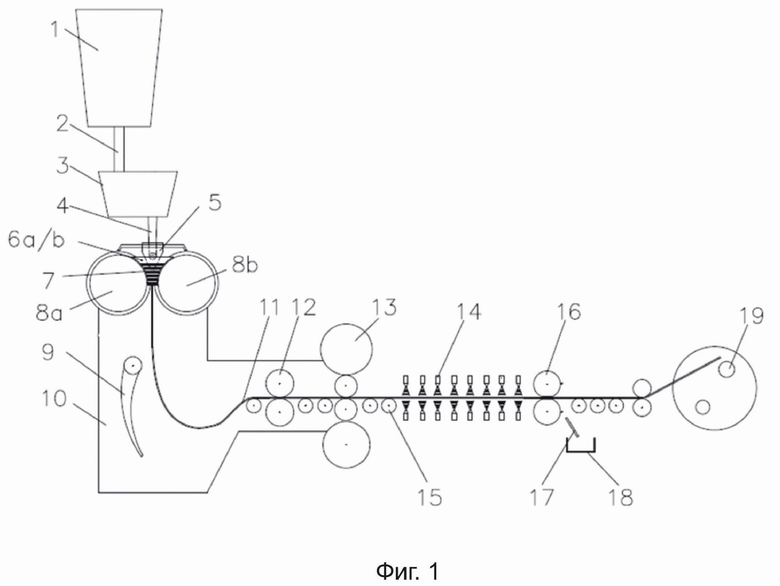
1. Огнестойкая стальная полоса, устойчивая к атмосферным воздействиям, имеющая следующий химический состав, мас.%: С 0,02-0,06, Si 0,1-0,55, Mn 0,4-1,7, P ≤ 0,03, S ≤ 0,007, Cr 0,3-0,8, Mo 0,20-0,60, N 0,004-0,010, Als < 0,001, B 0,001-0,006, опционально Nb 0,01-0,08, общий кислород [O]T 0,007-0,020, Fe и неизбежные примеси - остальное, а также включающий в себя один или оба из следующих компонентов, мас.%: Cu 0,1-0,6 и Sn 0,005-0,04, при этом Mn/S ≥ 250, а Pcm ≤ 0,27 мас.%,
где: Pcm = C + Si/30 + Mn/20 + Cu/20 + Cr/20 + Mo/15 + 5B.
2. Стальная полоса по п.1, имеющая следующий химический состав, мас.%: С 0,02-0,06, Si 0,1-0,55, Mn 0,4-1,7, P ≤ 0,03, S ≤ 0,007, Cr 0,3-0,8, Mo 0,20-0,60, N 0,004-0,010, Als < 0,001, B 0,001-0,006, общий кислород [O]T 0,007-0,020, Fe и неизбежные примеси - остальное, а также включающий в себя один или оба из следующих компонентов, мас.%: Cu 0,1-0,6 и Sn 0,005-0,04, при этом Mn/S ≥ 250, а Pcm ≤ 0,27 мас.%,
где: Pcm = C + Si/30 + Mn/20 + Cu/20 + Cr/20 + Mo/15 + 5B.
3. Стальная полоса по п.1, имеющая следующий химический состав, мас.%: С 0,02-0,06, Si 0,1-0,55, Mn 0,4-1,7, P ≤ 0,03, S ≤ 0,007, Cr 0,3-0,8, Mo 0,20-0,60, N 0,004-0,010, Als < 0,001, B 0,001-0,006, Cu 0,10-0,60, опционально Sn 0,005-0,04, общий кислород [O]T 0,007-0,020, Fe и неизбежные примеси - остальное, при этом Mn/S ≥ 250, а Pcm ≤ 0,27 мас.%,
где: Pcm = C + Si/30 + Mn/20 + Cu/20 + Cr/20 + Mo/15 + 5B.
4. Стальная полоса по п.1, имеющая следующий химический состав, мас.%: С 0,02-0,06, Si 0,1-0,55, Mn 0,4-1,7, P ≤ 0,03, S ≤ 0,007, Cr 0,3-0,8, Cu 0,10-0,60, Mo 0,20-0,60, Nb 0,01-0,08, N 0,004-0,010, Als < 0,001, B 0,001-0,006, общий кислород [O]T 0,007-0,020, Fe и неизбежные примеси - остальное, при этом Mn/S ≥ 250, а Pcm ≤ 0,27 мас.%,
где: Pcm = C + Si/30 + Mn/20 + Cu/20 + Cr/20 + Mo/15 + 5B.
5. Стальная полоса по п.1, микроструктура которой представляет собой смешанную микроструктуру квазиполигонального феррита + перлита + игольчатого феррита или смешанную микроструктуру квазиполигонального феррита + перлита + нижнего бейнита.
6. Стальная полоса по любому из пп.1-3, имеющая предел текучести (σs) при комнатной температуре ≥ 345 МПа, предел прочности (σb) на растяжение ≥ 490 МПа, относительное удлинение до разрушения ≥ 17%, отношение предела текучести к пределу прочности при комнатной температуре σs/σb ≤ 0,8, предел текучести при 600°С (σs,600°C) ≥ 232 МПа, отношение предела текучести при 600°С к пределу текучести при комнатной температуре (σs,600°C/σs,20°C) ≥ 0,67 и относительную скорость коррозии ≤ 60%.
7. Стальная полоса по п.2 или 3, имеющая предел текучести (σs) при комнатной температуре 345-370 МПа, предел прочности (σb) на растяжение 490-530 МПа, относительное удлинение до разрушения 19-27%, отношение предела текучести к пределу прочности при комнатной температуре σs/σb 0,66-0,72, предел текучести при 600°С (σs,600°C) 235-260 МПа, отношение предела текучести при 600°С к пределу текучести при комнатной температуре (σs,600°C/σs,20°C) 0,68-0,74 и относительную скорость коррозии ≤ 60%.
8. Стальная полоса по п.4, имеющая предел текучести (σs) при комнатной температуре ≥ 410МПа, предел прочности (σb) на растяжение ≥ 590 МПа, относительное удлинение до разрушения ≥ 17%, отношение предела текучести к пределу прочности при комнатной температуре σs/σb ≤ 0,8, предпочтительно ≤ 0,75, предел текучести при 600°С (σs,600°C) ≥ 275 МПа, отношение предела текучести при 600°С к пределу текучести при комнатной температуре (σs,600°C/σs,20°C) ≥ 0,67 и относительную скорость коррозии ≤ 60%, предпочтительно, стальная полоса имеет предел текучести (σs) при комнатной температуре 410-450 МПа, предел прочности (σb) на растяжение 590-630 МПа, относительное удлинение до разрушения 18-28%, отношение предела текучести к пределу прочности при комнатной температуре σs/σb 0,67-0,73, предел текучести при 600°С (σs,600°C) 275-310 МПа, отношение предела текучести при 600°С к пределу текучести при комнатной температуре (σs,600°C/σs,20°C) 0,67-0,72 и относительную скорость коррозии ≤ 60%.
9. Способ изготовления огнестойкой стальной полосы, устойчивой к атмосферным воздействиям, по любому из пп.1-8, включающий следующие этапы:
а) выплавка: контролируют основность a = CaO/SiO2 шлака при a < 1,5, предпочтительно a < 1,2 или a = 0,7-1,0, при этом отношение MnO/SiO2 в расплавленной стали для получения тройного включения MnO-SiO2-Al2O3 поддерживают на уровне 0,5-2, предпочтительно 1-1,8, при этом содержание свободного кислорода [O]Free в расплавленной стали составляет 0,0005-0,005 мас.% и при этом в расплавленной стали Mn/S ≥ 250;
в) непрерывное литье: используют двухвалковое непрерывное литьё тонкой полосы, при котором в наименьшем зазоре между двумя кристаллизационными валками формируют литую полосу толщиной 1,5-3 мм, при этом кристаллизационные валки имеют диаметр 500-1500 мм, предпочтительно 800 мм, причем для охлаждения внутрь кристаллизационных валков подают воду, при этом разливочная машина имеет скорость литья 60-150 м/мин, а для подачи расплавленной стали при непрерывной разливке используют двухступенчатую систему дозирования и распределения расплавленной стали, т.е. промковш + распределитель;
с) защита нижней закрытой камеры: после выхода из-под кристаллизационных валков непрерывно литой полосы она имеет температуру 1420-1480°C и поступает непосредственно в нижнюю закрытую камеру, в которую подают неокисляющий газ, причем концентрацию кислорода в нижней закрытой камере поддерживают на уровне < 5%, при этом литая полоса на выходе из нижней закрытой камеры имеет температуру 1150-1300°C;
d) горячая прокатка в оперативном режиме: литую полосу через валки в нижней закрытой камере подают на прокатный стан, где она прокатывается в стальную полосу толщиной 0,8-2,5 мм при температуре прокатки 1100-1250°C и степени обжатия 10-50%, предпочтительно 30-50%, при этом толщина стальной полосы составляет 0,8-2,5 мм, предпочтительно 1,0-1,8 мм;
е) послепрокатное охлаждение стальной полосы: прокатанную стальную полосу охлаждают методом газового распыления, при этом скорость охлаждения составляет 20-100°C/с;
f) намотка стальной полосы: после охлаждения некачественную головную часть горячекатаной стальной полосы отрезают с помощью ножниц, а затем сматывают в рулон при температуре намотки 500-680°C.
10. Способ по п.9, включающий в себя этап g): последующая обработка, при которой стальной рулон используют непосредственно как горячекатаную полосу или разрезают и плющат, а затем используют как готовую полосу.
11. Способ по п.9, при котором на этапе a) для выплавки расплавленной стали используют электрическую печь, где в качестве сырья для выплавки выбирают 100% стальной лом без предварительной сортировки, либо для выплавки используют конвертер с получением расплавленной стали, где стальной лом добавляют в конвертер в количестве 20% от сырья для выплавки без предварительной сортировки, при этом расплавленная сталь затем поступает в печь агрегата комплексной обработки стали, печь установки вакуумной дегазации / вакуум-кислородного обезуглероживания или печь циркуляционного вакуумирования для последующего рафинирования.
12. Способ по п.9, при котором на этапе c) в качестве неокисляющего газа используют N2, Ar или CO2, полученный сублимацией сухого льда.
13. Способ по п.9, при котором на этапе e) при охлаждении методом газового распыления используют соотношение расхода газа и воды 15:1-10:1, давление газа 0,5-0,8 МПа и давление воды 1,0-1,5 МПа, при этом расход имеет единицу измерения м3/ч.
14. Способ по п.9, при котором на этапе f) для намотки используют двухкатушечную установку, либо намотку осуществляют карусельным методом.
15. Способ по п.9, при котором изготовленная огнестойкая стальная полоса, устойчивая к атмосферным воздействиям, имеет следующий химический состав, мас.%: С 0,02-0,06, Si 0,1-0,55, Mn 0,4-1,7, P ≤ 0,03, S ≤ 0,007, Cr 0,3-0,8, Mo 0,20-0,60, N 0,004-0,010, Als < 0,001, B 0,001-0,006, общий кислород [O]T 0,007-0,020, Fe и неизбежные примеси - остальное, а также включающий в себя один или оба из следующих компонентов, мас.%: Cu 0,1-0,6 и Sn 0,005-0,04, при этом Mn/S ≥ 250, а Pcm ≤ 0,27 мас.%, где Pcm = C + Si/30 + Mn/20 + Cu/20 + Cr/20 + Mo/15 + 5B, причем на этапе f) температура намотки составляет 580-680°C.
16. Способ по п.9, при котором изготовленная огнестойкая стальная полоса, устойчивая к атмосферным воздействиям, имеет следующий химический состав, мас.%: С 0,02-0,06, Si 0,1-0,55, Mn 0,4-1,7, P ≤ 0,03, S ≤ 0,007, Cr 0,30-0,80, Cu 0,10-0,60, Mo 0,20-0,60, Nb 0,01-0,08, N 0,004-0,010, Als < 0,001, B 0,001-0,006, общий кислород [O]T 0,007-0,020, Fe и неизбежные примеси - остальное, при этом Mn/S ≥ 250, а Pcm ≤ 0,27 мас.%, где Pcm = C + Si/30 + Mn/20 + Cu/20 + Cr/20 + Mo/15 + 5B, причем на этапе f) температура намотки составляет 500-600°C.
| CN 102560256 A, 11.07.2012 | |||
| СПОСОБ ПРОИЗВОДСТВА ОГНЕСТОЙКОГО ЛИСТОВОГО ПРОКАТА | 2001 |
|
RU2183222C1 |
| ВЫСОКОПРОЧНЫЙ СВАРИВАЕМЫЙ АРМАТУРНЫЙ ПРОФИЛЬ | 2012 |
|
RU2478727C1 |
| CN 109972034 A, 05.07.2019. | |||

