Предлагаемое изобретение относится к области металлургии, в частности к порошковой металлургии жаропрочных никелевых сплавов, и может быть использовано в производстве тяжелонагруженных деталей газотурбинных двигателей (ГТД), работающих в условиях градиента температуры и имеющих механические свойства, меняющиеся по сечению.
Известны способы (Патенты US №4900635 и №7137787) получения дисков с функционально-градиентными свойствами, которые заключаются в том, что в первом случае вращающаяся форма заполняется последовательно порошком двух разных сплавов, а во втором - предварительно изготавливают заготовки внешнего (внутреннего) кольца и укладывается в пресс-форму, после чего оставшийся объем засыпается гранулами второго сплава.
Недостатком способа, описанного в патенте US №4900635, является проникновение мелких гранул второго сплава в сформированную ободную часть, что в результате приводит к снижению ее жаропрочности.
Недостатком способа, описанного в патенте US №7137787, является проблема обеспечения чистоты соединяемой поверхности предварительно полученного компакта.
Известен способ получения диска газовых турбин с функционально-градиентными свойствами методом порошковой металлургии.
Способ заключается в том, что гранулы двух разных сплавов засыпают в разные зоны заготовки, разделенные цилиндрической вставкой, которую удаляют после заполнения капсулы (Патент US №7537725 B2 - прототип).
Недостатком этого способа является то, что при применении виброуплотнения для достижения высокого уровня плотности засыпки расширяется зона перемешивания гранул, а также нарушается цилиндричность и концентричность разделяющей цилиндрической вставки по отношению к капсуле, что приводит к неуравновешенности масс и требует дополнительной балансировки комбинированного изделия.
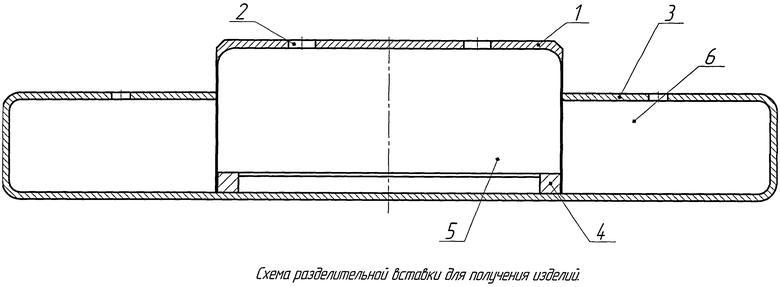
С целью устранения этих недостатков предлагается способ получения из гранул двух сплавов или гранул двух фракций 5 и 6 (Рис.1) комбинированного изделия типа диска, включающий использование цилиндрического разделителя с дном и фиксирующей вставки.
Предлагаемый способ отличается от известного тем, что для сохранения цилиндричности применяют разделительную вставку 1 в форме тонкостенной цилиндрической обечайки с толстостенным дном с отверстиями для засыпки 2, а для предотвращения перемешивания гранул при виброуплотнении засыпаемой капсулы 3 и потери концентричности - фиксирующее кольцо 4.
Технический результат - более четкая граница раздела с отсутствием эллипсности, без нарушения концентричности и, как следствие, уменьшение ширины области перемешивания гранул и исключение неуравновешенности масс комбинированного изделия.
Это достигается тем, что толщина стенки цилиндрической обечайки не превышает 1 мм, толстостенное дно придает жесткость конструкции, а фиксирующее кольцо выполняет роль замка, предотвращая перемешивание гранул и смещение обечайки.
После удаления обечайки капсула с гранулами подвергается операциям дегазации, герметизации с последующим горячим изостатическим прессованием и термической обработкой.
Предлагаемым способом из гранул жаропрочных никелевых сплавов были изготовлены две заготовки дисков газотурбинного двигателя с функционально-градиентными свойствами. Первая заготовка была изготовлена из гранул сплава ВВ750П и гранул сплава химического состава в соответствии с пат. РФ №2371495 (ВВ752П) (биметаллический диск). А вторая - из гранул сплава ВВ750П, но разных фракций (монометаллический диск). При засыпке капсул для разграничения объемов ободной и ступичной частей заготовок дисков использовали разделитель в форме цилиндрической обечайки с толщиной стенки 1 мм и с толстостенным дном и фиксирующее кольцо, а также виброуплотнение для достижения более высокой плотности засыпки.
По способу-прототипу также были изготовлены две аналогичные заготовки из гранул тех же никелевых сплавов и фракций с применением вальцованной цилиндрической вставки.
Результаты исследований геометрических параметров и расположения границы переходной зоны дисков, изготовленных предлагаемым способом и способом-прототипом, представлены в таблице 1.
Таким образом, предлагаемый способ обеспечивает цилиндричность формируемой границы, полное совпадение ее оси с осью заготовки и сужение зоны перемешивания гранул в 40-70 раз.
В результате этого, применение предлагаемого способа для изготовления тяжелонагруженных деталей газотурбинных двигателей за счет обеспечения концентричности и заданной точности расположения границы раздела дает существенное преимущество в получении функционально-градиентных свойств, а также исключает дополнительную балансировку комбинированных деталей. Все это позволяет повысить эффективность работы различных зон комбинированных дисков и, как следствие, снизить вес и повысить КПД двигателя.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОГО ДИСКА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2013 |
|
RU2537335C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕРЕМЕННОЙ СТРУКТУРЫ ПО СЕЧЕНИЮ ПОРОШКОВОЙ ЗАГОТОВКИ | 2011 |
|
RU2455115C1 |
| Порошковые жаропрочные сплавы для изготовления биметаллических изделий и составной диск, изготовленный из этих сплавов | 2016 |
|
RU2676121C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНЫХ ЗАГОТОВОК ТИПА "ДИСК-ДИСК" И "ДИСК-ВАЛ" ИЗ ЖАРОПРОЧНЫХ ТИТАНОВЫХ И НИКЕЛЕВЫХ СПЛАВОВ | 2015 |
|
RU2610658C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ГРАНУЛИРОВАННЫХ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2014 |
|
RU2556848C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ СЛОЖНОЛЕГИРОВАННЫХ ПОРОШКОВЫХ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2012 |
|
RU2516267C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ В ВИДЕ ДИСКОВ ИЛИ ВАЛОВ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ ИЗ ГРАНУЛИРУЕМЫХ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2010 |
|
RU2433204C1 |
| Способ изготовления полого диска газотурбинного двигателя | 2018 |
|
RU2672989C1 |
| Способ получения изделий из гранул, выполненных из сплавов на основе никеля или из сплавов на основе титана | 2023 |
|
RU2799458C1 |
| Способ получения изделия из гранулируемого жаропрочного никелевого сплава | 2017 |
|
RU2649103C1 |
Изобретение относится к области порошковой металлургии жаропрочных никелевых сплавов и может быть использовано в производстве тяжелонагруженных деталей газотурбинных двигателей (ГТД), работающих в условиях градиента температуры и имеющих механические свойства, меняющиеся по сечению. Способ получения диска газотурбинного двигателя включает засыпку в разделенную цилиндрической вставкой капсулу диска, состоящую из ободной и ступичной частей, гранул двух разных жаропрочных никелевых сплавов с функционально-градиентными свойствами или гранул разных фракций одного жаропрочного никелевого сплава с функционально-градиентными свойствами, удаление цилиндрической вставки, горячее изостатическое прессование и последующую термообработку. Обеспечивают концентричность частей диска путем установки фиксирующего кольца, разделительная вставка имеет форму тонкостенной цилиндрической обечайки с толщиной стенки, не превышающей 1 мм, и с толстостенным дном с отверстиями для засыпки гранул, а перед удалением цилиндрической вставки проводят виброуплотнение. За счет получения высокой точности расположения границы раздела и обеспечения функционально-градиентных свойств по сечению заготовки диска повышается КПД и снижается вес газотурбинного двигателя. 1 ил., 1 табл.
Способ получения диска газотурбинного двигателя, включающий засыпку в разделенную цилиндрической вставкой капсулу диска, состоящую из ободной и ступичной частей, гранул двух разных жаропрочных никелевых сплавов с функционально-градиентными свойствами или гранул разных фракций одного жаропрочного никелевого сплава с функционально-градиентными свойствами, удаление цилиндрической вставки, горячее изостатическое прессование и последующую термообработку, отличающийся тем, что обеспечивают концентричность частей диска путем установки фиксирующего кольца, разделительная вставка имеет форму тонкостенной цилиндрической обечайки с толщиной стенки, не превышающей 1 мм, и с толстостенным дном с отверстиями для засыпки гранул, а перед удалением цилиндрической вставки проводят виброуплотнение.
| US 7537725 B2, 26.05.2009 | |||
| Способ получения биметаллических заготовок | 1981 |
|
SU988456A1 |
| ЖАРОПРОЧНЫЙ ПОРОШКОВЫЙ НИКЕЛЕВЫЙ СПЛАВ | 2008 |
|
RU2371495C1 |
| Привод тормозного устройства электропогрузчика | 1976 |
|
SU619379A1 |
| US 20040081572 A1, 29.04.2004 | |||

