(5) СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК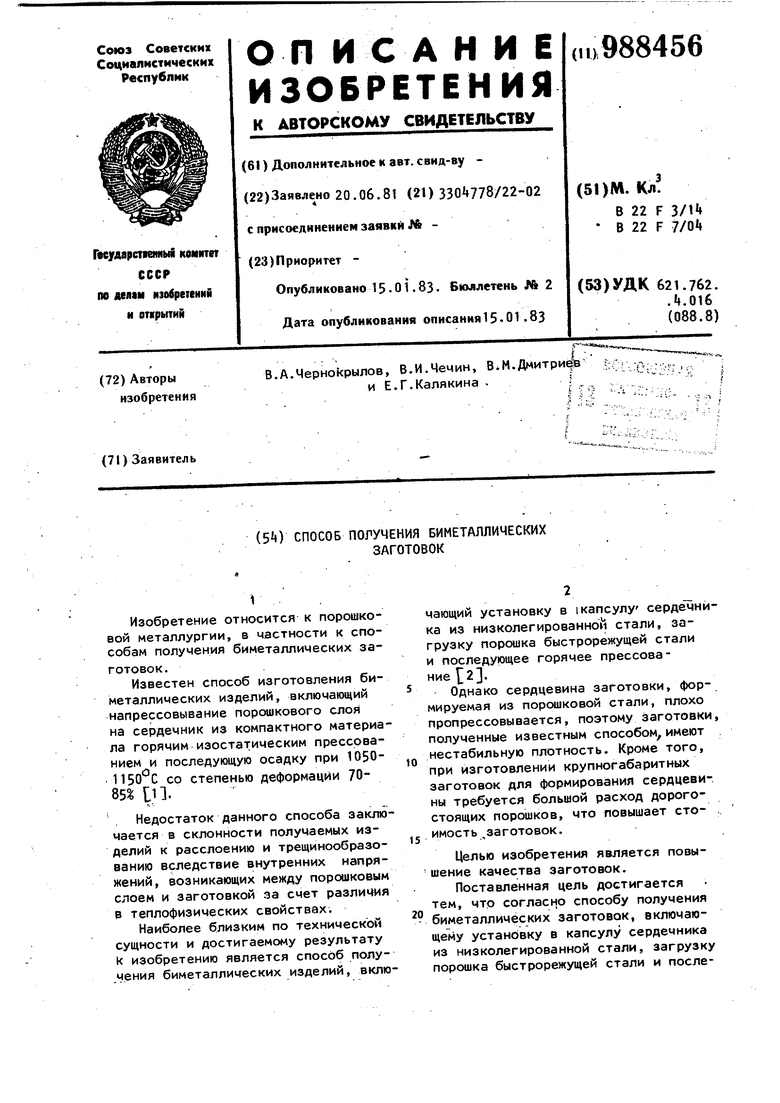
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления биметаллического изделия | 1984 |
|
SU1243905A1 |
| Способ изготовления биметаллического режущего инструмента | 1981 |
|
SU1026965A1 |
| Способ изготовления изделий из быстрорежущих сталей | 1980 |
|
SU884859A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ДИСКОВЫХ ФРЕЗ | 1991 |
|
RU2094173C1 |
| Способ изготовления биметаллических изделий из порошков быстрорежущей стали | 1990 |
|
SU1734954A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ИЗ ПОРОШКА БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1993 |
|
RU2056972C1 |
| КОМПОЗИТНАЯ ЗАГОТОВКА, ИМЕЮЩАЯ УПРАВЛЯЕМУЮ ДОЛЮ ПОРИСТОСТИ В, ПО МЕНЬШЕЙ МЕРЕ, ОДНОМ СЛОЕ, И СПОСОБЫ ЕЕ ИЗГОТОВЛЕНИЯ И ИСПОЛЬЗОВАНИЯ | 2009 |
|
RU2468890C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ СО СКВОЗНЫМ ОТВЕРСТИЕМ МЕТОДОМ ПОРОШКОВОЙ МЕТАЛЛУРГИИ | 1995 |
|
RU2100145C1 |
| Способ изготовления биметаллического режущего инструмента | 1977 |
|
SU632488A1 |
| Способ изготовления биметаллических изделий | 1982 |
|
SU1037989A1 |
1
Изобретение относится к порошковой металлургии, в частности к способам получения биметаллических заготовок.
Известен способ изготовления биметаллических изделий, включающий напрессовывание порошкового слой на сердечник из компактного материала горячим изостатическим прессованием и последующую осадку при 10501150 С со степенью деформации 7085 tn.
. Недостаток данного способа заключается в склонности получаемых изделий к расслоению и трещинообразованию вследствие внутренних напряжений, возникающих между порошковым слоем и заготовкой за счет различия в теплофизических свойствах.
Наиболее близким по технической сущности и достигаемому результату к изобретению является способ получения биметаллических изделий, включающий установку в iкапсулу сердечника из низколегированнбй стали, загрузку порошка быстрорежущей стали и последующее горячее прессование 2.
Однако сердцевина заготовки, формируемая из порошковой стали, плохо пропрессовывается, поэтому заготовки, полученные известным способом имеют нестабильную плотность. Кроме того,
10 при изготовлении крупногабаритных заготовок для формирования сердцевины требуется большой расход дорогостоящих порошков, что повышает сто- , имость заготовок.
15
Целью изобретения является повышение качества заготовок.
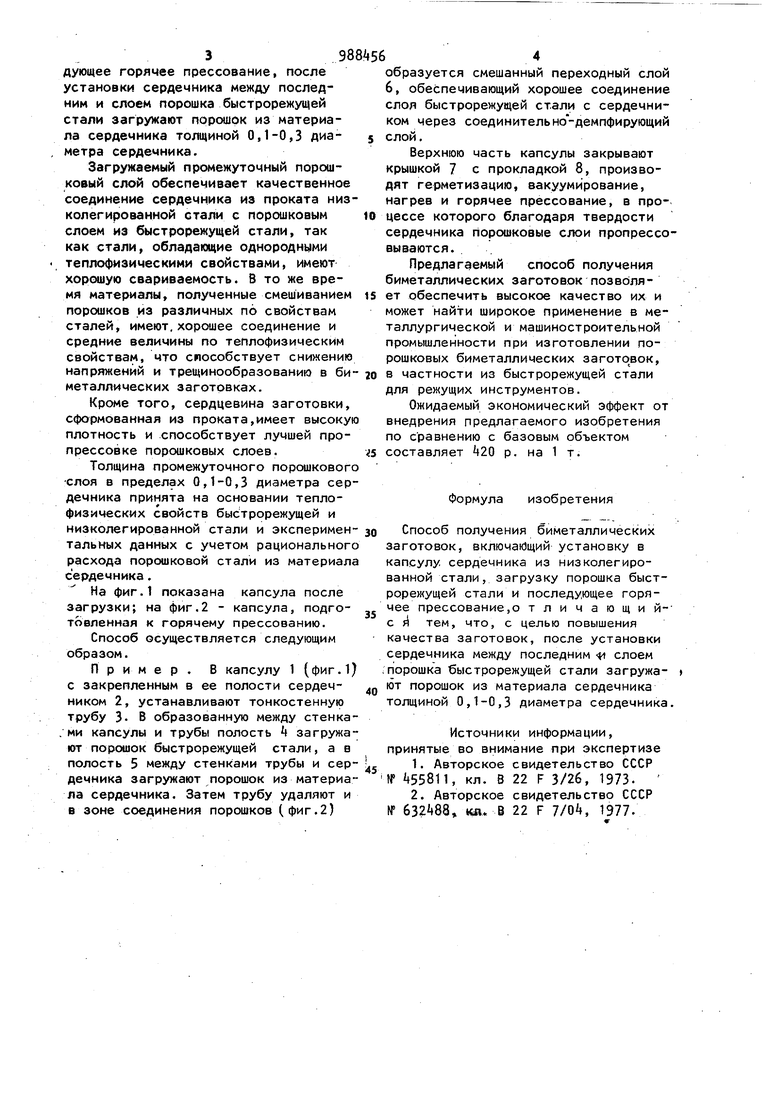
Поставленная цель достигается тем, что согласно способу получения ° биметаллических заготовок, включающему установку в капсулу сердечника из низколегированной стали, загрузку порошка быстрорежущей стали и после398дующее горячее прессование, после установки сердечника между последним и слоем порошка быстрорежущей стали загружают порошок из материала сердечника толщиной 0,1-0,3 диаметра сердечника. Загружаемый промежуточный порошковый слой обеспечивает качественное соединение сердечника из проката низколегированной стали с порошковым слоем из быстрорежущей стали, так как стали, обладающие однородными теплофизическими свойствами, имеют хорошую свариваемость. В то же время материалы, полученные смешиванием порошков из различных по свойствам сталей, имеют, хорошее соединение и средние величины по теплофизическим свойствам, что способствует снижению напряжений и трещинообразованио в биметаллических заготовках. Кроме того, сердцевина заготовки, сформованная из проката,имеет высокую плотность и способствует лучшей пропрессовке порошковых слоев, Толщина промежуточного порошкового слоя в пределах 0,1-0,3 диаметра сердечника принята на основании теплофизических свойств быстрорежущей и низколегированной стали и экспериментальных данных с учетом рационального расхода порошковой стали из материала сердечника. На фиг.1 показана капсула после загрузки; на фиг.2 - капсула, подготовленная к горячему прессованию. Способ осуществляется следующим образом. Пример. В капсулу 1 (фиг.1) с закрепленным в ее полости сердечНИКОМ 2, устанавливают тонкостенную трубу 3. В образованную между стенка. ми капсулы и трубы полость загружают порошок быстрорежущей стали, а в полость 5 между стенками трубы и сердечника загружают порошок из материала сердечника. Затем трубу удаляют и в зоне соединения порошков (фиг.2) образуется смешанный переходный слой 6, обеспечивающий хорошее соединение слоя быстрорежущей стали с сердечником через соединитель но -демпфирующий слой. Верхнюю часть капсулы закрывают крышкой 7 с прокладкой 8, производят герметизацию, вакуумирование, нагрев и горячее прессование, в процессе которого благодаря твердости сердечника Порошковые слои пропрессовываются. Предлагаемый способ получения биметаллических заготовок позвбляет обеспечить высокое качество их и может найти широкое применение в металлургической и машиностроительной промышленности при изготовлении порошковых биметаллических загото вок, в частности из быстрорежущей стали для режущих инструментов. Ожидаемый экономический эффект от внедрения предлагаемого изобретения по сравнению с базовым объектом составляет р. на 1 т. Формула изобретения Способ получения биметаллических заготовок, включающий установку в капсулу сердечника из низколегированной стали, загрузку порошка быстрореи{ущей стали и последующее горячее прессование,о тличающий-с fi тем, что, с целью повышения качества заготовок, после установки сердечника между последним «и слоем порошка быстрорежущей стали загружа- ют порошок из материала сердечника толщиной 0,1-0,3 диаметра сердечника. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР tf i 558l1, кл. В 22 F 3/26, 1973. 2.Авторское свидетельство СССР № , «я. В 22 F , 1977.
Фи
г.1
