ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001]
Настоящее изобретение относится к области производства магнитных материалов, в частности к способу производства магнитов из редкоземельных металлов, обладающих повышенной коэрцитивной силой. В частности, настоящее изобретение относится к способу производства магнитов из редкоземельных металлов, обладающих повышенной коэрцитивной силой, без добавления большого количества таких редкоземельных металлов, как Dy и Tb.
ИЗВЕСТНЫЙ УРОВЕНЬ ТЕХНИКИ
[0002]
Магнитные материалы приблизительно классифицируются как магнитотвердые и магнитомягкие и, в частности, отличаются друг от друга тем, что от магнитотвердых материалов требуется высокая коэрцитивная сила, тогда как от магнитомягких материалов требуется максимальное намагничивание, в то время как их коэрцитивная сила может быть невысокой.
Коэрцитивная сила магнитотвердого материала - это свойство, связанное со стабильностью магнита, и чем эта сила больше, тем выше температуры, при которых магнит может использоваться магнит.
[0003]
Одним из известных магнитов, в котором используется магнитотвердый материал, является магнит на основе NdFeB, который может содержать микрокристаллическую текстуру. Также известно, что закаленная лента, содержащая микрокристаллическую текстуру, может иметь улучшенные температурные характеристики и, следовательно, повышенную коэрцитивную силу при высоких температурах. Однако коэрцитивная сила магнита на основе NdFeB, содержащего микрокристаллическую текстуру, уменьшается во время спекания при увеличении объема, а также во время регулирования ориентации после спекания.
В отношении указанного магнита на основе NdFeB делались различные предложения по улучшению таких характеристик, как коэрцитивная сила и плотность остаточного магнитного потока.
[0004]
Например, в патентном документе 1 описан постоянный магнит, в котором сплав на основе R-Fe-B (где R - редкоземельный элемент, в том числе Y), изготовленный путем расплавления и закалки, получает свойство магнитной анизотропии, достигаемой благодаря обработке давлением, а средний размер кристаллического зерна в нем составляет от 0,1 до 0,5 мкм, при этом объемный процент кристаллических зерен, имеющих размер больше чем 0,7 мкм, меньше 20%, это показывает, что в случае, когда средний размер кристаллического зерна после обработки давлением меньше 0,1 мкм, анизотропная ориентация кристаллических зерен не происходит в достаточной мере. Кроме того, в качестве конкретного примера способа производства описан случай получения редкоземельного магнита путем перевода в аморфное состояние при закалке из расплава данного сплава, холодного формования, горячего прессования и выполнения анизотропной ориентации путем обработки давлением.
[0005]
Кроме того, в патентном документе 2 описан способ производства редкоземельных постоянных магнитов, в котором спеченное изделие с композицией Ra-T1b-Bc (где R означает один, два или более редкоземельных элементов, выбранных из списка таких элементов, включающего в себя Y, Sc и Ti, один или два металла из группы Fe и Со, а «а», «b» и «с» означают атомную концентрацию) подвергается термической обработке при том, что порошковый сплав, содержащий композицию M1d-М2е (где M1 и М2 - каждый их них представляет один или несколько элементов, выбираемых из следующего списка: Al, S1, С, Р, Ti, V, Cr, Mn, Fe, Co, Ni, Cu, Zn, Ga, Ge, Zr, Nb, Mo, Ag, In, Sn, Sb, Hf, Та, W, Pb и Bi, причем M1 и М2 отличны друг от друга, a «d» и «е» являются атомными концентрациями), содержащую не менее 70% по объему фазу интерметаллического соединения, которая должна присутствовать на поверхности спеченного изделия при температуре не выше температуры спекания изделия в вакууме или в инертном газе, благодаря чему один или несколько элементов из числа M1 и М2, содержащихся в порошке, диффундируют в околограничную область зерна внутри спеченного изделия и/или граничную область зерна главной фазы спеченного изделия.
МАТЕРИАЛЫ, ИСПОЛЬЗОВАННЫЕ ПРИ ЭКСПЕРТИЗЕ ЗАЯВКИ
ПАТЕНТНЫЙ ДОКУМЕНТ
[0006]
Патентный документ 1: японский патент №2693601
Патентный документ 2: Kokai (публикация нерассмотренного японского патента) №2008-235343.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
ПРОБЛЕМЫ, РЕШАЕМЫЕ ДАННЫМ ИЗОБРЕТЕНИЕМ
[0007]
Тем не менее, даже при использовании указанных известных технологий нельзя получить редкоземельный магнит, обладающий достаточной коэрцитивной силой.
Соответственно, решаемой задачей настоящего изобретения является предложение способа производства редкоземельных анизотропных магнитов, обладающих повышенной коэрцитивной силой, без добавления большого количества таких редкоземельных металлов, как Dy и Tb.
СРЕДСТВА РЕШЕНИЯ УКАЗАННЫХ ПРОБЛЕМ
[0008]
Настоящее изобретение относится к способу производства редкоземельных магнитов, включающему в себя этап приведения уплотненного (формованного) изделия, полученного путем применения горячей обработки с целью создания анизотропии в спеченном изделии, имеющем редкоземельную магнитную композицию, в контакт с расплавом сплава с низкой температурой плавления, содержащего редкоземельный элемент.
РЕЗУЛЬТАТ ИЗОБРЕТЕНИЯ
[0009]
В соответствии с настоящим изобретением анизотропные магниты из редкоземельных металлов, обладающие повышенной коэрцитивной силой, могут быть легко изготовлены без добавления большого количества таких редкоземельных металлов, как Dy и Tb.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0010]
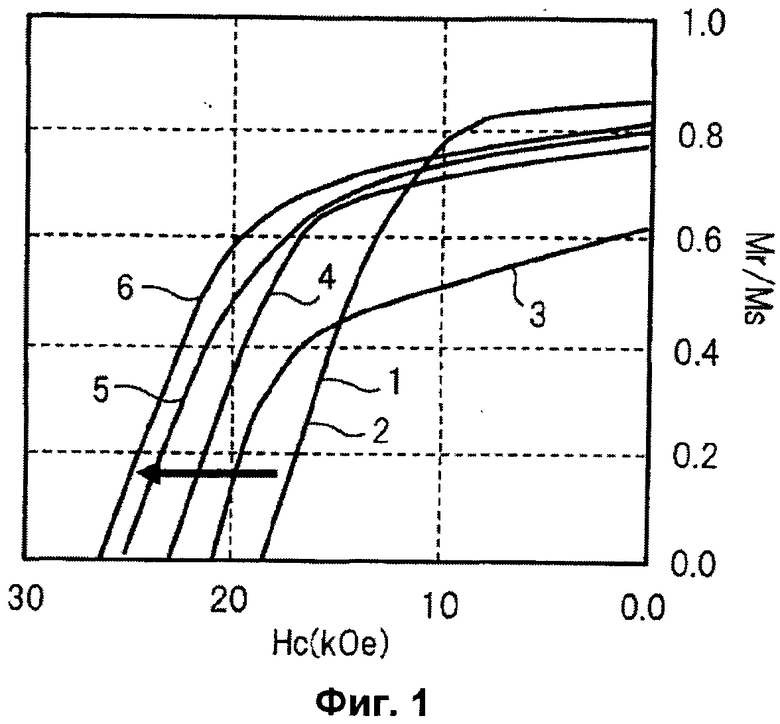
Фиг 1: на фиг.1 представлен график, отображающий кривые размагничивания магнита в варианте осуществления настоящего изобретения и магнита, не входящего в область действия настоящего изобретения.
Фиг 2: на фиг.2 представлена схема, иллюстрирующая этапы способа в соответствии с одним из вариантов осуществления настоящего изобретения.
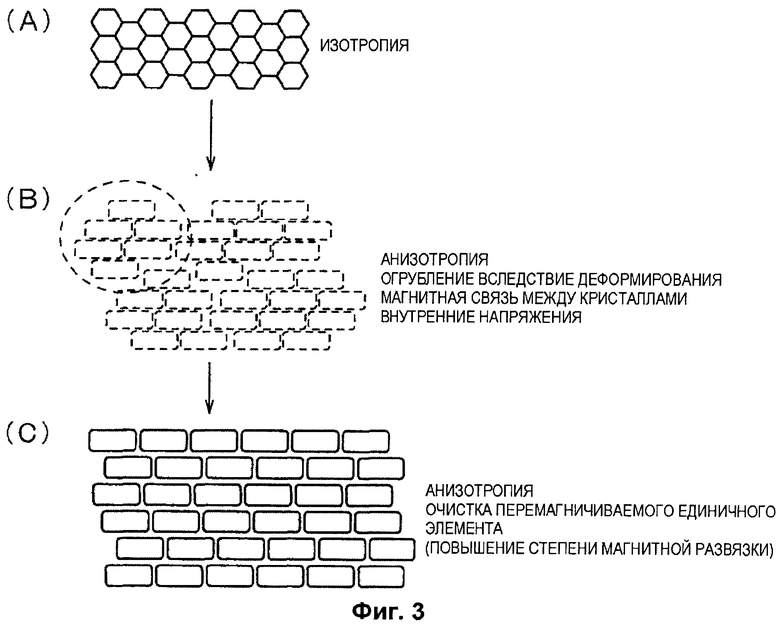
Фиг 3: на фиг.3 представлена схема, иллюстрирующая нанокристаллические текстуры спеченного изделия на каждом этапе в соответствии с одним из вариантов осуществления настоящего изобретения, уплотненное изделие после горячей обработки и магнит после этапа контактной обработки.
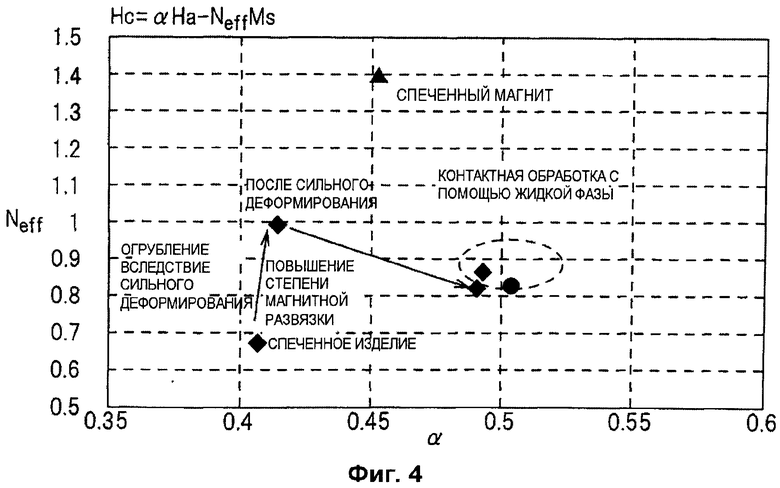
Фиг 4: на фиг.4 представлен график, схематически иллюстрирующий вклад факторов, характеризующих конкретные диаметры частиц порошкового исходного материала (тонкой полосы) на каждом этапе в соответствии с одним из вариантов осуществления настоящего изобретения, спеченного изделия, уплотненного изделия, полученного горячей обработкой, и анизотропного магнита, полученного на этапе контактной обработки расплавом сплава с низкой температурой плавления, и фактора, характеризующего степень магнитной развязки между зернами.
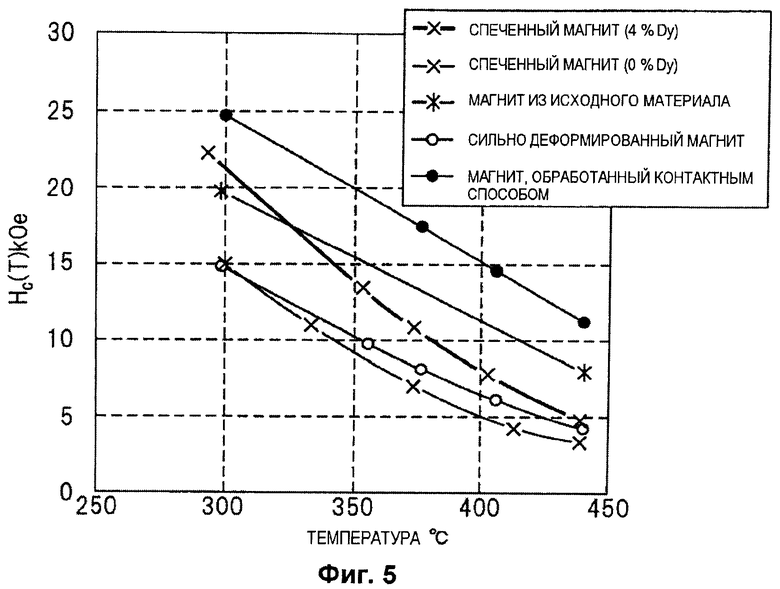
Фиг 5: на фиг.5 представлен график, на котором сравниваются зависимости температуры от коэрцитивной силы для различных магнитов.
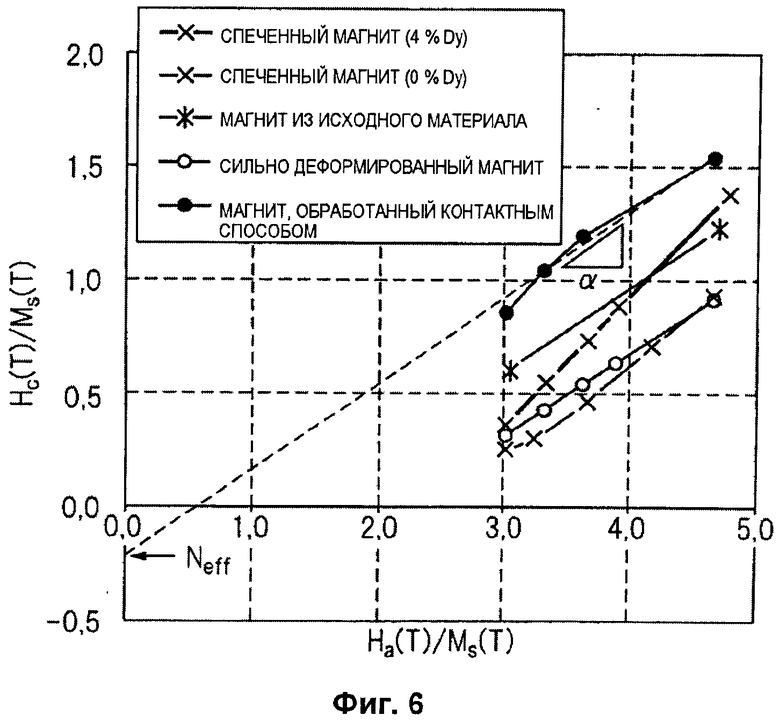
Фиг 6: на фиг.6 представлен график, на котором сравниваются отношения между Hc/Mg и Ha/Ms для различных магнитов.
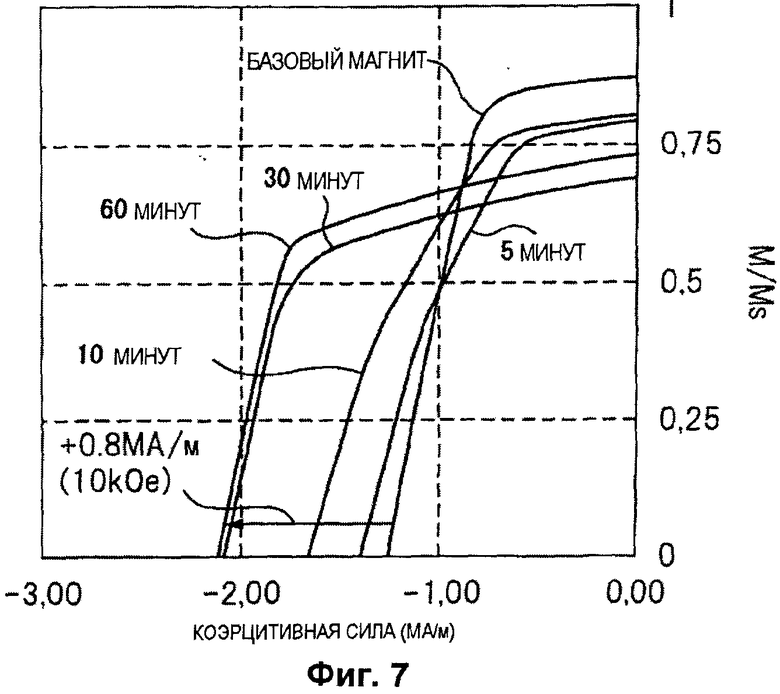
Фиг 7: на фиг.7 представлен график, на котором сравниваются результаты оценки магнитных свойств магнитов при изменении времени контакта в примерах, приведенных в данном описании (далее «Примеры» и «Сравнительные примеры»), и результаты оценки магнита перед контактной обработкой.
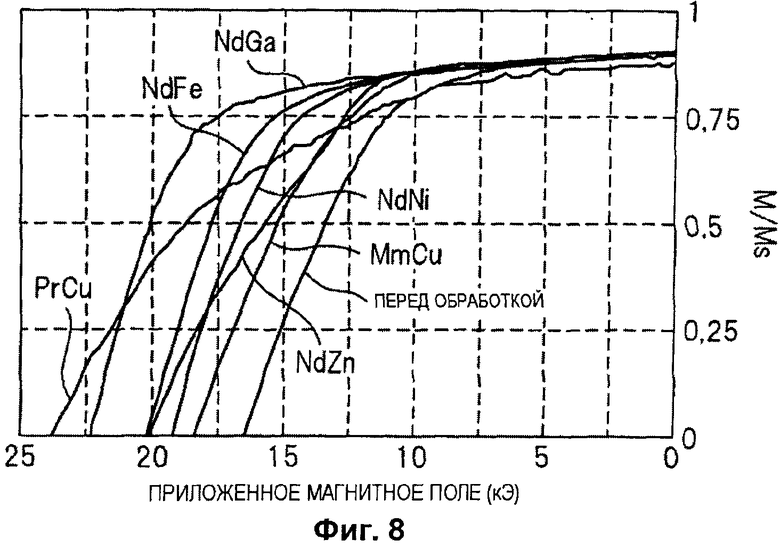
Фиг 8: на фиг.8 представлен график, на котором сравниваются результаты оценки редкоземельных магнитов при изменении вида расплава сплава с низкой температурой плавления в Примерах и результаты оценки магнитных свойств магнитов перед контактной обработкой.
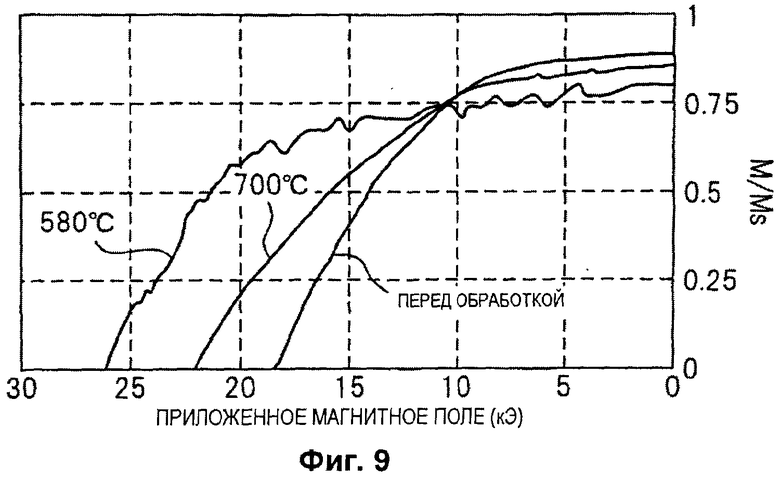
Фиг 9: на фиг.9 показан график, на котором сравниваются результаты оценки магнитных свойств редкоземельных магнитов при изменении температуры при контакте с расплавом сплава с низкой температурой плавления в Примерах и результаты оценки магнитных свойств магнита перед контактной обработкой.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ
ОСУЩЕСТВЛЕНИЯ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
[0011]
В соответствии с настоящим изобретением анизотропный редкоземельный магнит, обладающий повышенной коэрцитивной силой, может быть получен способом производства редкоземельных магнитов, включающим в себя этап приведения уплотненного изделия, полученного путем применения горячей обработки с целью создания анизотропии в спеченном изделии, имеющем редкоземельную магнитную композицию, в контакт с расплавом сплава с низкой температурой плавления, содержащего редкоземельный элемент.
В описании данного изобретения сплав с низкой температурой плавления - это сплав, температура плавления которого является низкой по сравнению с температурой плавления фазы Nd2Fe14B.
[0012]
Далее настоящее изобретение описано со ссылкой на фиг. с 1 по 4.
Как показано на фиг.1, в соответствии с настоящим изобретением понимается, что магнит после обработки путем приведения уплотненного изделия, полученного путем применения горячей обработки с целью создания анизотропии в спеченном изделии, в контакт с расплавом сплава с низкой температурой плавления, содержащего редкоземельный элемент, имеет большую коэрцитивную силу по сравнению с любыми магнитами, полученными из уплотненного изделия путем горячей обработки, магнитами, подвергавшимися ранее термообработке вместо контактной обработки, которые находятся вне области действия настоящего изобретения.
В данном описании настоящего изобретения, когда степень деформации (характеризуемая коэффициентом сжатия) вследствие вышеописанной горячей обработки велика, т.е. когда коэффициент сжатия равен не менее 10%, например, 20% или больше, обычно такую деформацию называют сильной горячей деформацией.
[0013]
Кроме того, как показано на фиг.2, в одном из вариантов осуществления настоящего изобретения способ производства может включать в себя, например, этап спекания закаленной тонкой полосы (иногда называемой закаленной лентой), полученной из расплава сплава, имеющего композицию, формирующую редкоземельный магнит, для получения спеченного изделия, этап применения горячей обработки с целью создания анизотропии в спеченном изделии, благодаря чему образуется уплотненное изделие, и этап приведения полученного уплотненного изделия в контакт с расплавом сплава с низкой температурой плавления, содержащего редкоземельный элемент.
[0014]
Далее, как показано на фиг.3, в одном из вариантов осуществления настоящего изобретения спеченное изделие (А), полученное путем спекания закаленной ленты, является изотропным. Указанное спеченное изделие подвергнуто горячей обработке с целью получения анизотропии, и результирующее уплотненное изделие (В) является анизотропным и содержит кристаллические наночастицы, при этом деформация при обработке огрубляет кристаллические зерна и выталкивает зернограничную фазу, что ведет к прямому контакту кристаллических зерен друг с другом и возникновению магнитной связи между ними, и в связи с этим коэрцитивная сила уменьшается из-за внутренних остаточных напряжений. Данное уплотненное изделие вступает в контакт с расплавом сплава с низкой температурой плавления, содержащего редкоземельный элемент, и полученный магнит (С) является анизотропным, в котором жидкая фаза с низкой температурой плавления вторгается внутрь магнита и проникает между кристаллическими зернами, что приводит к очистке единичных перемагничиваемых элементов, улучшающей их размагничивание, и освобождению от внутренних напряжений, в результате чего коэрцитивная сила повышается.
[0015]
Причина, по которой редкоземельный магнит, изготовленный в соответствии с настоящим изобретением, имеет высокую коэрцитивную силу, не раскрыта в теоретическом аспекте, но считается, что в результате объединения процессов использования уплотненного изделия, полученного путем применения горячей обработки с целью создания анизотропии в спеченном изделии, и контакта с расплавом сплава с низкой температурой плавления, содержащего редкоземельный элемент, благодаря синергетическому эффекту, остаточные напряжения, возникшие вследствие горячей обработки, удаляются при контакте с расплавом, при этом степень магнитной развязки повышается из-за значительного проникновения сплава с низкой температурой плавления, содержащего редкоземельный элемент, между границ кристаллических зерен, вследствие чего повышается коэрцитивная сила полученного редкоземельного магнита.
[0016]
Как показано на фиг.4, у спеченного изделия, полученного путем спекания исходного материала закаленной ленты в соответствии с одним из вариантов осуществления настоящего изобретения, значение коэффициента Neff, зависящего от размера (обычно означающего размер зерна) единичного элемента, который перемагничивается при размагничивании магнита, определяемое способом, подробно описываемым далее в Примерах, является малым, и коэффициент α, зависящий от степени магнитной изоляции кристаллического зерна, а именно степени магнитной развязки (обычно характеризующей толщину зернограничной фазы), является малым. То есть с уменьшением размера зерна степень магнитной развязки становится меньше. С другой стороны, в спеченном магните степень магнитной развязки между зернами является высокой, но, как описано выше, значение Neff велико, то есть размер кристаллического зерна является большим. В уплотненном изделии, полученном путем сильной горячей деформации спеченного изделия после спекания, степень развязки между зернами немного выше и размер кристаллических зерен больше по сравнению со спеченным изделием. В магните, полученном путем приведения уплотненного изделия, полученного путем сильной горячей деформации после спекания исходного порошкового материала в контакт с расплавом сплава с низкой температурой плавления, содержащего редкоземельный элемент, как описано выше, значение Neff мало, а значение α велико. То есть размер зерна мал и степень магнитной развязки между зернами велика. Таким образом, когда уплотненное изделие, полученное путем сильной горячей деформации после спекания, обрабатывается путем контакта с расплавом сплава с низкой температурой плавления, содержащего редкоземельный элемент, происходит очистка единичного элемента, перемагничиваемого при размагничивании магнита, и повышение степени магнитной развязки, а также обнаружено, что благодаря вышеописанному синергетическому эффекту повышается коэрцитивная сила.
На фиг.4 смысл величин Нс, Neff, α, На и Ms описан ниже, причем эти величины удовлетворяют соотношению Нс=αНа-NeffMs, при этом чем больше значение а и меньше значение Neff, тем выше значение коэрцитивной силы Нс:
Нс - коэрцитивная сила магнита Neff - коэффициент, характеризующий размер зерна
α - коэффициент, характеризирующий степень магнитной развязки между зернами
На - кристаллическая магнитная анизотропия
Ms - насыщенная намагниченность
[0017]
Спеченное изделие для использования в настоящем изобретении при изготовлении редкоземельного магнита имеет произвольную длину. Его примерами могут быть уплотненное изделие, полученное путем изготовления закаленной тонкой полосы (иногда называемый закаленной лентой) способом закалки из расплава сплава, имеющего редкоземельную магнитную композицию, и затем обработкой давлением и спеканием тонкой полосы.
Описанное выше спеченное изделие получают, например, из закаленной ленты, получаемой путем закалки расплава сплава, имеющего композицию Nd-Fe-Co-B-M (где М - это Ti, Zr, Cr, Mn, Nb, V, Mo, W, Та, Si, Al, Ge, Ga, Cu, Ag или Au, a Nd может быть в пределах от 12 ат.% (атомных процентов) до 35 ат. %, Nd:B (отношение атомной долевой концентрации) находится в пределах от 1,5:1 до 3:1, Со - в пределах от 0 до 12 ат.%, М - в пределах от 0 до 3 ат.%, и остальное составляет Fe). Кроме того, в закаленной ленте может содержаться аморфная часть.
В качестве способа получения закаленной ленты, содержащей аморфную часть, может использоваться способ магнитного разделения или способ гравитационного разделения.
[0018]
Чтобы получить спеченное изделие с высокой коэрцитивной силой, указанная выше композиция Nd-Fe-Co-B-M в варианте осуществления настоящего изобретения в предпочтительном случае является композицией, содержащей Nd и В в таких количествах, что содержание Nd или В больше, чем в стехиометрической области (Nd2Fe14B). Кроме того, чтобы получить высокую коэрцитивную силу, количество Nd в предпочтительном случае должно составлять не менее 14 ат.%. С другой стороны, чтобы получить высокую коэрцитивную силу, когда количество Nd составляет не более 14 ат.%, в предпочтительном случае следует, например, увеличить содержание В. Кроме того, чтобы создать композицию Nd-Fe-Co-B-Ga, часть избыточного количества В может быть заменена другим элементом, например Ga.
[0019]
Например, в варианте осуществления настоящего изобретения в отношении композиции Nd-Fe-Co-B-M кристаллическая структура изотропного магнита на основе NdFeB перед горячей обработкой может быть создана такой, чтобы воспринять микрокристаллическую текстуру при применении обработки давлением с подогревом/спеканием.
Кроме того, в варианте осуществления настоящего изобретения вышеуказанное спеченное изделие подвергается горячей обработке, например, при температуре от 450°С до менее, чем 800°С, например, при температуре от 550 до 725°С, благодаря чему может сохраниться микрокристаллическая текстура с размером зерна не больше чем у анизотропных монодоменных частиц (<300 нм).
[0020]
В одном из вариантов осуществления настоящего изобретения выплавляется слиток из сплава, например путем использования заданных количеств Nd, Fe, Со, В и М, создающем указанное выше отношение атомных чисел, в плавильной печи, например в печи для электродуговой плавки, после чего полученный слиток из сплава обрабатывается в устройстве для обработки отливок, например в рольной печи, оснащенной емкостью для хранения расплава сплава, насадкой для подачи расплава, охлаждающим валком, электродвигателем привода охлаждающего валка, устройством охлаждения для охлаждающего валка и т.п., в результате чего можно получить закаленную ленту из композиции Nd-Fe-Co-B-M.
[0021]
В одном из вариантов осуществления настоящего изобретения закаленная лента спекается из композиции Nd-Fe-Co-B-M, например, способом электрического нагрева и спекания закаленной ленты при использовании электрического аппарата для нагрева и спекания, оснащенного пресс-формой, датчиком температуры, устройством управления, источником питания, нагревательным элементом, электродом, теплоизолирующим материалом, металлической опорой, вакуумной камерой и т.д.
Указанное выше спекание может выполняться путем электрического нагрева и спекания, например в условиях контактного давления во время спекания в пределах от 10 до 1000 МПа и температуры от 450 до 650°С, вакуума не выше 10-2 МПа и в течение от 1 до 100 минут.
При спекании, чтобы создать инертную атмосферу для спекания, от окружающего воздуха может быть изолирована только камера для спекания, или вся система может быть заключена в кожух.
[0022]
В качестве процесса горячей обработки с целью достижения анизотропии могут использоваться такие процессы обработки давлением, как обработка сжатием, прямая экструзия, обратная экструзия и осадка давлением.
Условия, в которых производится горячая обработка - это, например, температура в диапазоне от 450°С до менее чем 800°С, например температура от 550 до 725°С, атмосферное давление, например, или величина разрежения от 10-5 до 10-1 Па, и от 10-2 секунды до 100 секунд.
Кроме того, горячая обработка может выполняться, например, при скорости деформации от 0,01 до 100/с.
Коэффициент сжатия по толщине спеченного изделия при его горячей обработке [(толщина образца перед сжатием - толщина образца после сжатия) ×100/толщина образца перед сжатием] (%) допустим в диапазоне от 10 до 99%, в частности, от 10 до 90%, например, от 20 до 80%, и, например, от 25 до 80%.
[0023]
В настоящем изобретении необходимо включить этап приведения уплотненного изделия, полученного на этапе, указанном выше, в контакт с легированным металлом с низкой температурой плавления, содержащим редкоземельный элемент.
Расплавом сплава с низкой температурой плавления, содержащим редкоземельный элемент, может быть, например, расплав сплава, имеющего температуру плавления меньше чем 700°С, в частности, от 475 до 675°С, от 500 до 650°С, т.е., например, расплав сплава, содержащего, по крайней мере, один редкоземельный элемент, выбранный из группы, состоящей из La, Се, Pr и Nd, в частности, Nd или Pr, прежде всего, сплав, содержащий Nd и, по крайней мере, один металл, выбранный из группы, состоящей из Fe, Co, Ni, Zn, Ga, Al, Au, Ag, In и Cu, в частности, сплав с Al и Cu, сплав, содержание редкоземельного элемента в котором не менее 50 ат.%, например, в случае сплава с Cu, сплав, где содержание Cu не более 50 ат.%, а в случае сплава с Al, сплав, в котором содержание Al не более 25 ат.%.
В качестве сплава могут быть также пригодны PrCu, NdGa, NdZn, NdFe, NdNi и MmCu (где Mm - мишметалл). В описании данного изобретения формула, отражающая вид сплава, указывает на сочетание двух видов элементов и не указывает на композиционное отношение.
На этапе приведения уплотненного изделия в контакт с расплавом температура расплава сплава в предпочтительном случае выше, когда время контакта с расплавом сплава является коротким, и может быть ниже, когда время контакта сплава с расплавом сплава является относительно длительным, и, например, указанный этап выполняется при температуре плавления сплава не более 700°С в течение приблизительно от 1 минуты до менее чем 3 часа, что подходит при температуре от 580 до 700°С в течение приблизительно от 10 минут до 3 часов.
[0024]
Благодаря этапу приведения уплотненного изделия в контакт с расплавом сплава с низкой температурой плавления, содержащего редкоземельный элемент, можно получить редкоземельный магнит с повышенной коэрцитивной силой.
Редкоземельный магнит, полученный в соответствии с настоящим изобретением, обычно имеет малый диаметр частиц по сравнению с обычными магнитами, и, например, это может быть магнит, в котором средний диаметр частиц меньше 200 нм, например меньше 100 нм, в частности, десятки нанометров, и кристаллы ориентируются согласованно.
[0025]
В способе в соответствии с настоящим изобретением процессы использования уплотненного изделия, полученного применением горячей обработки с целью создания анизотропии в спеченном изделии, и контакта уплотненного изделия с расплавом сплава с низкой температурой плавления, содержащего редкоземельный элемент, должны быть объединены. В другом случае, когда магнит, полученный только путем горячей обработки, но не прошедший через этап контакта с расплавом сплава с низкой температурой плавления, содержащего редкоземельный элемент, или магнит, полученный путем контактной обработки спеченного изделия, не подвергается горячей обработке с целью создания анизотропии в спеченном изделии, магнит с повышенной коэрцитивной силой не может быть получен. Кроме того, когда магнит получен путем применения к нему только термообработки без выполнения вышеописанной контактной обработки, он не обладает повышенной коэрцитивной силой, в этом случае использовался способ диффузии газовой фазы, при этом требуется воздействие высокой температуры в течение длительного времени, чтобы добиться диффузии, и в процессе воздействия высокой температуры в течение длительного времени, в случае нанокристаллической текстуры, происходит огрубление кристалла, значительное ухудшение магнитных характеристик, и путем обработки с применением диффузии оказалось невозможно получить эффект улучшения характеристик. Диффузии можно добиться путем обработки с использованием распыления, но улучшение характеристик ограничено только поверхностным слоем, и нет оснований предполагать, что данный эффект затронет весь магнит. Кроме того, даже когда сплав, содержащий редкоземельный элемент, диффундирует в исходный порошковый материал, который затем спекается, не приходится рассчитывать на улучшение характеристик.
[0026]
Уплотненное изделие, используемое в соответствии с настоящим изобретением, которое приводится в контакт со сплавом с низкой температурой плавления, представляет собой соответствующее уплотненное изделие, получаемое сильным деформированием со степенью сжатия не менее чем 10%, например от 10 до 99%, от 10 до 90%, от 20 до 80% или от 25 до 80%.
В соответствии со способом, предложенным в настоящем изобретении, может быть получен редкоземельный магнит, обладающий повышенной коэрцитивной силой, без добавления большого количества таких редкоземельных металлов, как Dy и Tb.
Выше настоящее изобретение было описано на основе вариантов осуществления настоящего изобретения, но настоящее изобретение не ограничено указанными вариантами осуществления и может быть применено в пределах области действия формулы изобретения настоящего изобретения.
ПРИМЕРЫ
[0027]
Ниже описаны рабочие примеры осуществления настоящего изобретения.
В следующих Примерах магнитные характеристики закаленной ленты, спеченного изделия, уплотненного изделия, полученного путем горячей обработки, и магнита, полученного на этапе погружения, измерялись с помощью системы VSM (Vibrating Sample Magnetometer - магнитометр с вибрирующим образцом). В частности, измерения выполнялись с помощью прибора для VSM-измерений производства компании Lake Shore. При этом кривые размагничивания снимались с помощью прибора с импульсным возбуждением, предназначенного для оценки магнитных свойств.
[0028]
Кроме того, размеры кристаллических зерен в закаленной ленте и магните измерялись по изображениям, полученным с помощью сканирующего электронного микроскопа (СЭМ) и по изображениям, полученным с помощью просвечивающего электронного микроскопа (ПЭМ).
В Примерах изготовление закаленной ленты, спекание под давлением и сильное горячее деформирование выполнялись с помощью одиночной рольной печи, установки SPS (Spark Plasma Sintering - искровое плазменное спекание) и устройства создания давления (с устройством управления, способным контролировать сжатие до заданной толщины от 15 мм), которые показаны, соответственно, на фиг.2(А), 2(В) и 2(С).
[0029]
Кроме того, коэффициенты α и Neff можно определить следующим образом. В приведенной ниже формуле (Т) указывает на то, что каждый параметр является функцией температуры.
Как описано выше, существует соотношение Нс(Т)=αНа(Т)-NeffMs(T), если обе стороны поделить на MS(T), то получим:
Нс(Т)/Ms(Т)=αHa(T)/Ms(T)-Neff,
и формулу можно разделить на член, зависящий от температуры (Нс(Т)/ Ms(T), Ha(T)/Ms(T)), и постоянный член Neff. Соответственно, чтобы определить коэффициенты α и Neff, как показано на фиг.5, измеряется зависимость температуры от коэрцитивной силы, и одновременно, как показано на фиг.6, график Hc(T)/Ms(T) изображается как функция от Ha(T)/Ms(T) зависимости температуры от насыщенной намагниченности (Ms), а графики зависимости температуры от полученной анизотропии Нс(Т)/Ms(Т) по отношению к Ha(T)/Ms(T) апроксимируются прямой линией по методу наименьших квадратов, при этом коэффициенты α и Neff можно определить, соответственно, из градиента и отрезка, отсекаемого на координатной оси.
В отношении выражения для На заметим, что в последующих публикациях используется следующее выражение, аппроксимированное первичным выражением по отношению к температуре в диапазоне между 300 и 440 К на основе значений:
На=-0,24Т+146,6 (где Т - абсолютная температура)
Кроме того, что касается выражения для Ms, в последующих публикациях используется следующее выражение, аппроксимированное первичным выражением по отношению к температуре в диапазоне между 300 и 440 К на основе значений:
Ms=-5,25×10-6T2+1,75×10-3Т+1,55 (где Т - абсолютная температура)
Из вышеприведенных выражений и зависимости температуры от измеренной коэрцитивной силы (Нс) были рассчитаны коэффициенты α и Neff.
Таким образом, было обнаружено, что благодаря сочетанию горячей деформации и контактной обработки в соответствии с настоящим изобретением коэффициент α увеличивается, а коэффициент Neff уменьшается. Коэффициент Neff является параметром, зависящим от размера (главным образом, размера зерна) единичного элемента, перемагничиваемого при размагничивании магнита, а коэффициент α представляет собой величину, зависящую от степени магнитной развязки (главным образом, толщины зернограничной фазы) кристаллического зерна, и когда значение Neff мало, а значение α велико, коэрцитивная сила имеет высокое значение.
Магнитная анизотропия:
R. Grossinger et al., J. Mag. Mater., 58 (1986) 55-60.
Насыщенная намагниченность:
М. Sagawa et al., 30th МММ conf. San Diego, California (1984).
[0030]
Пример 1:
1. Изготовление закаленной ленты
Заданное количество Nd, Fe, Co, В и Ga было взято по весу в таком соотношении, что отношение атомных чисел Nd, Fe, Со, В и Ga было равно 14:76:4:5,5:0,5, и был выплавлен слиток сплава в электродуговой плавильной печи. Далее слиток сплава был расплавлен при помощи токов высокой частоты в одиночной рольной печи, и для получения закаленной ленты расплав набрызгивался на медный валок при указанных ниже условиях работы одиночной рольной печи. Условия работы одиночной рольной печи:
Давление распыла: 0,4 кг/см3
Частота вращения валка: от 2,000 до 3,000 об/мин
Температура плавления: 1,450°С
Закаленная лента из композиции Nd14Fe76Co4B5.5Ga0.5, содержащая аморфную часть, улавливалась путем магнитного разделения.
Из полученной ленты с наночастичной текстурой был взят образец, с помощью VSM-прибора измерены его магнитные характеристики и подтверждено, что это магнитотвердый материал. Кроме того, указанная лента с наночастичной текстурой содержала кристаллические зерна размером от 50 до 200 нм.
[0031]
Указанная лента с наночастичной текстурой подвергалась спеканию при указанных ниже условиях с помощью устройства создания давления - SPS (искрового плазменного спекания), показанного на фиг.2(В).
Условия спекания:
Выдержка при температуре 600°С и давлении 100 МПа в течение 5 минут (плотность формовки: почти 100%).
Полученное спеченное изделие, чтобы создать анизотропию, было подвергнуто сильному горячему деформированию при указанных ниже условиях путем использования устройства создания давления, показанного на фиг.2(С), благодаря чему было получено уплотненное изделие. Условия сильного горячего деформирования:
Условия сильного горячего деформирования:
Обработка при сжатии 60% (отношение обработки давлением: 60%), температуре от 650 до 750°С и скорости деформации в 1,0/с
Полученное уплотненное изделие было подвергнуто контактной обработке путем приведения его в контакт с жидкой фазой NdCu при температуре 580°С в течение 1 часа (температура плавления сплава NdCu: 520°С, содержание Nd: 70 ат.%, Cu: 30 ат.%).
Полученный редкоземельный магнит был измерен на предмет получения кривой размагничивания, и результаты представлены вместе с другими результатами на фиг.1. Как видно из фиг.1, коэрцитивная сила магнита из Примера 1 увеличилась на 8 кЭ без Dy по сравнению с результатами Сравнительного примера 2 (кривая 1), где была применена только сильная деформация, но контактная обработка не выполнялась.
Кроме того, на фиг.4 отображены данные о коэффициентах α и Neff, определенных по указанной ленте с наночастичной структурой (исходный порошковый материал), спеченному изделию, уплотненному изделию, полученному путем горячей обработки, и магниту после обработки погружением.
[0032]
Пример 2:
Уплотненное изделие было получено с помощью создания анизотропии в спеченном изделии таким же способом, как и в Примере 1, за исключением выполнения сильного горячего деформирования при указанных ниже условиях при использовании устройства создания давления, показанного на фиг.2(С), а контактная обработка в жидкой фазе NdCu при температуре 580°С в течение 1 часа выполнялась таким же способом, как и в Примере 1, за исключением использования уплотненного изделия, полученного так, как указано выше.
Условия сильного горячего деформирования:
Обработка при сжатии 20% (отношение обработки давлением: 20%), температуре от 650 до 750°С и скорости деформации в 1,0/с
Полученный редкоземельный магнит был измерен на предмет получения кривой размагничивания, и результаты представлены вместе с другими результатами на фиг.1.
[0033]
Пример 3:
Уплотненное изделие было получено путем придания анизотропии спеченному изделию таким же способом, что и в Примере 1, за исключением выполнения сильного горячего деформирования в указанных ниже условиях и контактной обработки в жидкой фазе NdCu при температуре 580°С в течение 1 часа таким же способом, как и в Примере 1, за исключением использования уплотненного изделия, полученного, как указано выше.
Условия сильного горячего деформирования:
Обработка при сжатии в 40% (отношение обработки давлением: 40%), температуре от 650 до 750°С и скорости деформирования в 1,0/с.
Полученный редкоземельный магнит был измерен на предмет получения кривой размагничивания, и результаты представлены вместе с другими результатами на фиг.1.
[0034]
Сравнительный пример 1:
Магнит был получен таким же способом, как и в Примере 1, за исключением добавления процесса термообработки при температуре 580°С в течение 1 часа вместо контактной обработки в жидкой фазе NdCu при температуре 580°С в течение 1 часа.
Полученный редкоземельный магнит был измерен на предмет получения кривой размагничивания, и результаты представлены вместе с другими результатами на фиг.1.
[0035]
Сравнительный пример 2:
Уплотненное изделие было получено путем изготовления закаленной ленты, магнитного разделения, спекания и 60% сильного горячего деформирования таким же способом, как и в Примере 1, за исключением того, что не выполнялась контактная обработка. Полученное уплотненное изделие было измерено на предмет получения кривой размагничивания, и результаты представлены вместе с другими результатами на фиг.1.
[0036]
Сравнительный пример 3:
Спеченное изделие, полученное путем выполнения спекания таким же способом, как и в Примере 1, было подвергнуто контактной обработке таким же способом, как и в Примере 1 без выполнения сильного горячего деформирования.
Полученный магнит был измерен на предмет получения кривой размагничивания, и результаты представлены вместе с другими результатами на фиг.1.
[0037]
Из фиг.1 можно понять, что редкоземельные магниты, полученные в Примерах с 1 по 3, обладают большей коэрцитивной силой по сравнению с магнитами, полученными из уплотненного изделия путем горячей обработки (Сравнительный пример 2), магнитами, полученными добавлением только процесса термообработки без выполнения контактной обработки (Сравнительный пример 1), и магнитами, полученными путем контактной обработки спеченного изделия (Сравнительный пример 3).
Кроме того, при сравнении Примера 1 с Примером 2 и Примером 3 можно видеть, что магнит, полученный путем контактной обработки изделия, уплотненного в процессе 60% сильного горячего деформирования, имеет высокую коэрцитивную силу по сравнению с магнитами, полученными путем контактной обработки изделия, уплотненного в процессе 20-40% сильного горячего деформирования, и имеется корреляция между степенью деформации (степенью сжатия), полученной вследствие контакта во время регулирования ориентации при диффузионной обработке сплава, и степенью повышения коэрцитивной силы.
[0038]
Примеры с 4 по 7
Уплотненное изделие, изготовленное с использованием спеченного изделия, изготовленного таким же способом, как в Примере 1, и получившего свойство анизотропии таким же способом, как в Примере 1, за исключением выполнения сильного горячего деформирования при указанных ниже условиях с помощью устройства создания давления, показано на фиг.2(С).
Условия сильного горячего деформирования:
Обработка при сжатии в 80% (отношение обработки давлением: 80%), температуре в 700°С и скорости деформации в 1,0/с
Полученное уплотненное изделие было подвергнуто контактной обработке путем погружения в жидкую фазу NdAl часа (температура плавления сплава NdAl: 640°С, содержание Nd: 85 ат.%, Al: 15 ат.%) при температуре 650°С в течение 5 минут (Пример 4), 10 минут (Пример 5), 30 минут (Пример 6) или 60 минут (Пример 7).
Полученные редкоземельные магниты были измерены на предмет получения кривой размагничивания, и результаты вместе с другими результатами Сравнительного примера 4 показаны на фиг.7.
[0039]
Сравнительный пример 4:
Уплотненное изделие в качестве базового магнита было получено путем изготовления закаленной ленты, магнитного разделения, спекания и 80% сильного горячего деформирования таким же способом, как и в Примере 4, за исключением выполнения контактной обработки.
Полученное уплотненное изделие (базовый магнит) было измерено на предмет получения кривой размагничивания, и результаты представлены вместе с другими результатами на фиг.7.
[0040]
Как можно видеть из фиг.7, при контакте с расплавом сплава NdAl время, необходимое для выполнения контактной обработки расплавом сплава с низкой температурой плавления, сокращается до 30 минут по сравнению со случаем использования расплава сплава NdCu, и, кроме того, в то время как контакт с расплавом сплава NdCu приводит к увеличению коэрцитивной силы на 8 кЭ по сравнению с уплотненным изделием, увеличение коэрцитивной силы вследствие контакта с расплавом сплава NdAl выше и может достигать 10 кЭ.
Дополнительно, при выборе Al в качестве металлической компоненты сплава, образующего жидкую фазу, можно ожидать повышения коррозионной стойкости. Кроме того, если при сравнении Cu и Al учитывать стоимость, то алюминий более выгоден.
[0041]
Примеры с 8 по 13
Контактная обработка выполнялась путем погружения уплотненного изделия на 60 минут таким же способом, как в Примере 2, за исключением использования вместо сплава NdCu MmCu (где Mm - мишметалл) (Пример 8), PrCu (Пример 9), NdNi (Пример 10), NdGa (Пример 11), NdZn (Пример 12) или NdFe (Пример 13)
Полученные редкоземельные магниты были измерены на предмет получения кривой размагничивания, и результаты вместе с другими результатами Сравнительного примера 5 показаны на фиг.8.
Температуры плавления сплавов, использованных в Примерах с 8 по 13, показаны ниже в табл.1 вместе с данными сплава NdCu, использованного в Примерах с 1 по 3, и данными сплава NdAl, использованного в Примерах с 4 по 7.
[0042]
[0043]
Данные по коэрцитивной силе магнита, полученного в каждом Примере, и магнитной силе магнита перед контактной обработкой представлены вместе ниже.
Сплав: MmCu (температура плавления: 480°C), Нс магнита после обработки: 17,584 кЭ, Нс магнита перед обработкой: 15,58 кЭ
Сплав: PrCu (температура плавления: 492°C), Нс магнита после обработки 24,014 кЭ, Нс магнита перед обработкой: 16,32 кЭ
Сплав: NdCu (температура плавления: 520°C), Нс магнита после обработки 26,266 кЭ, Нс магнита перед обработкой: 18,3 кЭ
Сплав: NdAl (температура плавления: 640°C), Нс магнита после обработки 26,261 кЭ, Нс магнита перед обработкой: 16,3 кЭ
Сплав: NdNi (температура плавления: 600°C), Нс магнита после обработки 20,35 кЭ, Нс магнита перед обработкой: 16,5 кЭ
Сплав: NdZn (температура плавления: 645°С), Не магнита после обработки 20,25 кЭ, Не магнита перед обработкой: 16,1 кЭ
Сплав: NdGa (температура плавления: 651°С), Не магнита после обработки 22,35 кЭ, Не магнита перед обработкой: 16,3 кЭ
[0044]
Сравнительный пример 5:
Уплотненное изделие было получено путем изготовления закаленной ленты, магнитного разделения, спекания и 80% сильного горячего деформирования таким же способом, как и в Примере 8, за исключением того, что не выполнялась контактная обработка.
Полученное уплотненное изделие было измерено на предмет получения кривой размагничивания, и результаты представлены вместе с другими результатами на фиг.8.
[0045]
Примеры с 14 по 15
Уплотненное изделие было изготовлено путем использования спеченного изделия и получило анизотропию таким же способом, как в Примере 1, за исключением выполнения сильного горячего деформирования при указанных ниже условиях с использование устройства создания давления, показанного на фиг.2(С).
Условия горячего деформирования
Обработка при сжатии в 20% (отношение обработки давлением: 20%), температуре от 650 до 750°С и скорости деформации в 1,0/с
Полученное уплотненное изделие было подвергнуто контактной обработке в жидкой фазе NdCu при температуре 580°С (Пример 14) или 700°С (Пример 15)) в течение 1 часа. Кстати, использованный сплав NdCu имеет ту же температуру плавления и тот же состав, что и сплав, использованный в Примере 1.
Полученные редкоземельные магниты были измерены на предмет получения кривой размагничивания, и результаты представлены вместе с другими результатами на фиг.9.
[0046]
Сравнительный пример 6:
Уплотненное изделие было получено путем изготовления закаленной ленты, магнитного разделения, спекания и 20% сильного горячего деформирования таким же способом, как и в Примере 14, за исключением того, что не выполнялась контактная обработка.
Полученное уплотненное изделие было измерено на предмет получения кривой размагничивания, и результаты представлены вместе с другими результатами на фиг.9.
[0047]
Как видно из фиг.9, подтверждается, что контактная обработка путем погружения в расплав сплава NdCu с низкой температурой плавления может повысить коэрцитивную силу при температуре 580°С или 700°С.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0048]
В соответствии с настоящим изобретением может быть легко получен анизотропный редкоземельный магнит, обладающий повышенной коэрцитивной силой.
ОПИСАНИЕ ЦИФРОВЫХ ОБОЗНАЧЕНИЙ
[0049]
Кривая 1: Только 60% сильное горячее деформирование (контактная обработка отсутствует (Сравнительный пример 2)
Кривая 2: Процесс термообработки (та же температура и то же время, что и при контактной обработке) после 60% сильного горячего деформирования (Сравнительный пример 1)
Кривая 3: Контактная обработка спеченного изделия (Сравнительный пример 3)
Кривая 4: Контактная обработка после 20% сильного горячего деформирования (Пример 2)
Кривая 5: Контактная обработка после 40% сильного горячего деформирования (Пример 3)
Кривая 6: Контактная обработка после 60% сильного горячего деформирования (Пример 1)
1: Уплотненное изделие с созданной анизотропией
2: Жидкая фаза сплава NdCu
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУЧЕНИЕ МАТЕРИАЛА РЕДКОЗЕМЕЛЬНОГО ПОСТОЯННОГО МАГНИТА | 2005 |
|
RU2367045C2 |
| Спечённый магнит и способы его получения | 2013 |
|
RU2629124C9 |
| ФУНКЦИОНАЛЬНО-ГРАДИЕНТНЫЙ РЕДКОЗЕМЕЛЬНЫЙ ПОСТОЯННЫЙ МАГНИТ | 2006 |
|
RU2389098C2 |
| МАТЕРИАЛЫ R-FE-B ПОСТОЯННЫХ МАГНИТОВ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 1993 |
|
RU2113742C1 |
| РЕДКОЗЕМЕЛЬНЫЙ ПОСТОЯННЫЙ МАГНИТ | 2006 |
|
RU2377680C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОКОЭРЦИТИВНЫХ МАГНИТОВ ИЗ СПЛАВОВ НА ОСНОВЕ Nd-Fe-B | 2011 |
|
RU2476947C2 |
| ПОСТОЯННЫЙ МАГНИТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2423748C2 |
| МАГНИТ ИЗ РЕДКОЗЕМЕЛЬНЫХ МЕТАЛЛОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2697837C1 |
| СПОСОБ ПЕРЕРАБОТКИ ОТХОДОВ МАГНИТОВ | 2009 |
|
RU2446497C1 |
| РЕДКОЗЕМЕЛЬНЫЙ ПОСТОЯННЫЙ МАГНИТ | 2006 |
|
RU2377681C2 |
Изобретение относится к электротехнике, к магнитам из редкоземельных металлов. Технический результат состоит в повышении коэрцитивной силы без добавления большого количества таких редкоземельных металлов, как Dy и Tb. Способ производства редкоземельных магнитов включает этап приведения уплотненного изделия, полученного посредством применения горячей обработки с целью создания анизотропии в спеченном изделии, имеющем редкоземельную магнитную композицию, в контакте с расплавом сплава с низкой температурой плавления, содержащего редкоземельный элемент. 12 з.п. ф-лы, 9 ил.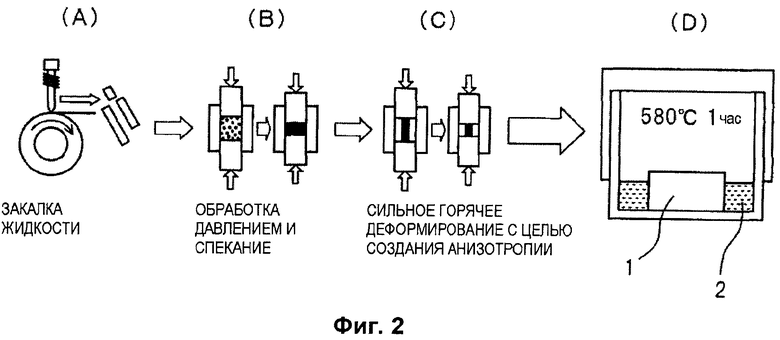
1. Способ производства редкоземельных магнитов, включающий в себя шаг приведения уплотненного изделия, полученного путем применения горячей обработки с целью создания анизотропии в спеченном изделии, имеющем редкоземельную магнитную композицию, в контакт с расплавом сплава с низкой температурой плавления, содержащего редкоземельный элемент, в котором указанный расплав сплава с низкой температурой плавления, содержащего редкоземельный элемент, состоит из сплава, имеющего температуру плавления меньше 700°С.
2. Способ производства по п.1, в котором указанный расплав сплава с низкой температурой плавления, содержащего редкоземельный элемент, состоит, по крайней мере, из одного редкоземельного элемента, выбранного из группы, состоящей из La, Се, Pr и Nd, и, по крайней мере, из одного металла, выбранного из группы, состоящей из Fe, Co, Ni, Zn, Ga, Al, Au, Ag, In и Cu.
3. Способ производства по п.2, в котором редкоземельным элементом, содержащимся в указанном расплаве сплава с низкой температурой плавления, является Nd или Pr.
4. Способ производства по п.3, в котором редкоземельным элементом, содержащимся в указанном расплаве сплава с низкой температурой плавления, является Nd.
5. Способ производства по п.4, в котором редкоземельным элементом, содержащимся в указанном расплаве сплава с низкой температурой плавления, является NdAl.
6. Способ производства по п.4, в котором редкоземельным элементом, содержащимся в указанном расплаве сплава с низкой температурой плавления, является NdCu.
7. Способ производства по п.1, в котором указанное спеченное изделие получают путем формования закаленного изделия, получаемого закалкой расплава сплава, обработкой давлением и спеканием.
8. Способ производства по п.7, в котором указанное закаленное изделие имеет нанокристаллическую текстуру.
9. Способ производства по п.7 или 8, в котором указанное закаленное изделие состоит из аморфных частиц.
10. Способ производства по п.1, в котором указанная горячая обработка с целью создания анизотропии включает в себя шаг однонаправленного сжатия спеченного изделия при температуре от 450°С до менее, чем 800°С.
11. Способ производства по п.1, в котором шаг контактирования выполняется при температуре не более 700°С в течение от 1 минуты до менее чем 3 часа.
12. Способ производства по п.1, в котором шаг контактирования выполняется при температуре от 580 до 700°С в течение от 10 минут до менее чем 3 часа.
13. Способ производства по п.1, в котором указанное спеченное изделие содержит композицию Nd-Fe-Co-B-M (где М - это Ti, Zr, Cr, Mn, Nb, V, Mo, W, Та, Si, Al, Ge, Ga, Cu, Ag или Au, a Nd может быть в пределах от 12 ат.% (атомных процентов) до 35 ат.%, Nd:B (отношение атомной долевой концентрации) может быть в пределах от 1,5:1 до 3:1, Со - в пределах от 0 до 12 ат.%, М - в пределах от 0 до 3 ат.%, и остальное составляет Fe).
| JP 2010114200 A, 20.05.2010 | |||
| СПОСОБ ПРОИЗВОДСТВА РЕДКОЗЕМЕЛЬНЫХ ПОСТОЯННЫХ МАГНИТОВ | 1993 |
|
RU2082551C1 |
| ФУНКЦИОНАЛЬНО УСОВЕРШЕНСТВОВАННЫЙ РЕДКОЗЕМЕЛЬНЫЙ ПОСТОЯННЫЙ МАГНИТ | 2006 |
|
RU2359352C2 |
| JPH07283016 A, 27.10.1995 | |||
| УСТРОЙСТВО НЕПРЕРЫВНОГО ДЕЙСТВИЯ ДЛЯ ДЫМОВОЙ ОБРАБОТКИ КОЛБАС | 0 |
|
SU247815A1 |

