Данное изобретение относится к области строительства, а именно к способу изготовления минеральных плит для внутренней отделки помещений, в особенности минеральных плит для подвесных потолков, а также к структуре самих минеральных плит.
В настоящее время для производства минеральных плит (панелей), в частности для производства подвесных потолков из минеральных плит, используются технологии "мокрого" формования.
Известен способ изготовления минеральной плиты, в котором смешивают и осуществляют гомогенизацию в сырьевом баке исходной сырьевой водной суспензии, содержащей минеральные волокна, наполнитель, связующие вещества, подают и распределяют полученную исходную сырьевую водную суспензию на движущемся сетчатом конвейере, обезвоживают исходную сырьевую водную суспензию с использованием самотечного гравитационного дренажа и вакуумного дренажа с получением основного мокрого мата, сушат и формуют основной мокрый мат, осуществляют дополнительную обработку основного мата и наносят дополнительные покрытия на поверхность высушенного основного мата (см. патент РФ на изобретение №2482084, МПК E04B 1/84, публ. 2013 г.). К недостаткам известного способа можно отнести необходимость больших энергозатрат на удаление воды из исходной сырьевой водной суспензии и сушку мокрого мата, а также недостаточные качественные характеристики получаемых минеральных плит.
Наиболее близким по технической сущности к предлагаемому является способ изготовления минеральной плиты, в котором смешивают и осуществляют гомогенизацию в сырьевом баке исходной сырьевой водной суспензии, содержащей минеральные волокна, наполнитель, связующие вещества, подают и распределяют полученную исходную сырьевую водную суспензию на движущемся сетчатом конвейере, обезвоживают исходную сырьевую водную суспензию с использованием самотечного гравитационного дренажа и вакуумного дренажа с получением основного мокрого мата, сушат и формуют основной мокрый мат, осуществляют дополнительную обработку основного мата и наносят дополнительные покрытия на поверхность высушенного основного мата (см. патент РФ на изобретение №2475602, МПК E04B 1/82, публ. 2013 г.). К недостаткам известного способа можно отнести большие энергозатраты при изготовлении минеральных плит, обусловленные большими затратами энергии на удаление воды из исходной сырьевой водной суспензии, и сушку мокрого мата, а также недостаточные качественные характеристики получаемых минеральных плит.
Известна также минеральная плита, содержащая основной мат, включающий минеральные волокна, наполнитель, связующие вещества, на котором нанесены дополнительные покрытия (см. патент РФ на изобретение №2482084, МПК E04B 1/84, публ. 2013 г.). К недостаткам известной минеральной плиты можно отнести недостаточные качественные характеристики получаемых минеральных плит, в частности недостаточные прочность, огнестойкость, влагостойкость, высокую микробиологическую активность.
Наиболее близкой по технической сущности к предлагаемой является минеральная плита, содержащая основной мат, включающий минеральные волокна, наполнитель, связующие вещества, на котором нанесены дополнительные покрытия (см. патент РФ на изобретение №2475602, МПК E04B 1/82, публ. 2013 г.). К недостаткам известной минеральной плиты можно отнести недостаточные качественные характеристики получаемых минеральных плит, в частности недостаточные прочность, огнестойкость, влагостойкость, высокую микробиологическую активность.
Предлагаемое техническое решение в части способа изготовления минеральной плиты направлено на решение задачи, состоящей в уменьшении энергозатрат на изготовление минеральных плит, а также в повышении качественных характеристик получаемых минеральных плит и в части структуры минеральных плит, состоящей в повышении качественных характеристик получаемых минеральных плит при возможном снижении энергозатрат на их изготовление.
Данная задача или указанный технический результат в части способа достигается тем, что в способе изготовления минеральной плиты, в котором смешивают и осуществляют гомогенизацию в сырьевом баке исходной сырьевой водной суспензии, содержащей минеральные волокна, наполнитель, связующие вещества, подают и распределяют полученную исходную сырьевую водную суспензию на движущемся сетчатом конвейере, обезвоживают исходную сырьевую водную суспензию с использованием самотечного гравитационного дренажа и вакуумного дренажа с получением основного мокрого мата, сушат и формуют основной мокрый мат, осуществляют дополнительную обработку основного мата и наносят дополнительные покрытия на поверхность высушенного основного мата,
- смешивают и осуществляют гомогенизацию в дополнительном сырьевом баке дополнительной сырьевой водной суспензии, содержащей жидкое стекло в количестве 0,5-15% и/или термореактивное связующее в количестве 0,5-10% и при необходимости глину в количестве не более 25% из расчета общего содержания глины в минеральной плите 5-30% и/или крахмал в количестве не более 9% из расчета общего содержания крахмала в минеральной плите 2-11%, наносят подготовленную дополнительную водную суспензию в виде пены при помощи генератора пены на основной мокрый мат при обезвоживании исходной сырьевой водной суспензии с использованием вакуумного дренажа.
Данная задача или указанный технический результат в части минеральной плиты достигается тем, что в минеральной плите, содержащей основной мат, включающий минеральные волокна, наполнитель, связующие вещества, на котором нанесены дополнительные покрытия, минеральные волокна составляют 30-80%, в качестве наполнителя содержится вспученный перлит - 5-40%, глина - 5-30% и при необходимости карбонат кальция в количестве не более 20%, связующие вещества, включающие жидкое стекло в количестве 0,5-15% и/или термореактивное связующее в количестве 0,5-10%, крахмал в количестве 2-11% и при необходимости целлюлозное связующее в виде бумаги в количестве не более 10% от общей массы сухих твердых веществ плиты, причем жидкое стекло и/или термореактивное связующее и при необходимости часть глины в количестве не более 25% из расчета общего содержания глины в минеральной плите 5-30% и/или часть крахмала в количестве не более 9% из расчета общего содержания крахмала в минеральной плите 2-11% введены в основной мат в виде пены с использованием вакуумного дренажа, при этом локальные концентрации введенных в виде пены компонентов постепенно уменьшаются по толщине плиты в направлении от лицевой к тыльной стороне плиты, а локальная плотность плиты постепенно уменьшается по толщине плиты в направлении от тыльной к лицевой стороне плиты и ее величина на тыльной стороне плиты не более чем в 1,2 раза превышает ее значение на лицевой стороне плиты.
Содержание в исходной сырьевой водной суспензии и, соответственно, в самой минеральной плите минеральных волокон в количестве 30-80% от общей массы сухих твердых веществ плиты обусловлено тем, что при количестве минеральных волокон меньше 30% из-за большого количества наполнителей формовка и удержание сырьевой смеси будут очень плохими и при этом не обеспечивается достаточная прочность и жесткость материала во влажном состоянии во время формования плиты, а при количестве более 80% не обеспечиваются необходимые механические характеристики и огнестойкость из-за возможности наличия в составе плиты малого содержания огнестойких компонентов (в частности глины).
Наличие в исходной сырьевой водной суспензии и, соответственно, в самой минеральной плите вспученного перлита в количестве 5-40% от общей массы сухих твердых веществ плиты обусловлено тем, что при количестве вспученного перлита меньше 5% в минеральной плите не обеспечивается достаточной прочности, а сама плита имеет высокую объемную плотность, а при количестве более 40%, как показали наши экспериментальные и аналитические исследования, практически все свободное пространство структуры плиты из-за его малой объемной плотности заполнено вспученным перлитом, что не позволяет сформировать структуру с необходимым количеством дополнительных компонентов и, соответственно, получить плиту с хорошими качественными характеристиками. Кроме того, при количестве вспученного перлита более 40% требуются большие энергозатраты на сушку мокрого перлита.
Содержание в минеральной плите глины в количестве 5-30% от общей массы сухих твердых веществ плиты обусловлено тем, что при количестве глины меньше 5% минеральная плита не обладает достаточной огнестойкостью, а при количестве более 30% плиты не обеспечиваются необходимые механические характеристики, и плиты будут иметь высокую объемную плотность и себестоимость.
Наличие в исходной сырьевой водной суспензии и, соответственно, в самой минеральной плите карбоната кальция в количестве не более 20% от общей массы сухих твердых веществ плиты обусловлено тем, что при количестве карбоната кальция, который используется в качестве дешевой замены глины, более 20% минеральная плита не обладает необходимыми механическими характеристиками и огнестойкостью.
Содержание в исходной сырьевой водной суспензии и, соответственно, в самой минеральной плите целлюлозного связующего в количестве не более 10% от общей массы сухих твердых веществ плиты обусловлено тем, что при количестве целлюлозного связующего более 10% минеральная плита не обладает достаточной огнестойкостью и устойчивостью к биологическому воздействию окружающей среды.
Наличие в минеральной плите крахмала в количестве 2-11% обусловлено тем, что при количестве крахмала меньше 2% не обеспечивается достаточная прочность и жесткость материала во влажном состоянии во время формования плиты, что не позволяет получить плиты с необходимыми механическими характеристиками, а при количестве более 11% минеральная плита не обладает достаточной огнестойкостью и устойчивостью к биологическому воздействию окружающей среды.
Содержание в минеральной плите жидкого стекла в количестве 0,5-15% и/или термореактивного связующего, в качестве которого может быть использован Acrodur 950L, в количестве 0,5-10% от общей массы сухих твердых веществ плиты обусловлено тем, что при количестве жидкого стекла меньше 0,5% минеральная плита не обладает достаточной устойчивостью к биологическому воздействию окружающей среды и не имеет необходимых механических характеристик. Наличие термореактивного связующего, в качестве которого может быть использован Acrodur 950L, в количестве 0,5-10% от общей массы сухих твердых веществ плиты обусловлено тем, что при количестве термореактивного связующего меньше 0,5% минеральная плита не обладает достаточной влагостойкостью и не имеет необходимых механических характеристик, количестве более 10% плита не обеспечивается необходимой огнестойкости и плита имеет большую себестоимость.
Осуществление смешивания и гомогенизации в дополнительном сырьевом баке дополнительной сырьевой водной суспензии, содержащей жидкое стекло в количестве 0,5-15% и/или термореактивное связующее в количестве 0,5-10% и при необходимости глину в количестве не более 25% из расчета общего содержания глины в минеральной плите 5-30% и/или крахмал в количестве не более 9% из расчета общего содержания крахмала в минеральной плите 2-11%, с последующим нанесением подготовленной дополнительной водной суспензии в виде пены при помощи генератора пены на основной мокрый мат при обезвоживании исходной сырьевой водной суспензии с использованием вакуумного дренажа позволяет при формировании мокрого основного мата использовать материалы, такие, например, как жидкое стекло, которые не могут оптимально коагулировать и флоккулировать при их смешении и коагуляции в составе исходной сырьевой водной суспензии. Это позволяет улучшить качественные характеристики минеральных плит за счет возможности внесения таких материалов в структуру минеральной плиты.
Кроме того, наличие указанных выше признаков обеспечивает снижение энергозатрат на изготовление минеральных плит за счет уменьшения затрат энергии на удаление воды из сырьевой водной суспензии и сушку мокрого мата, так как при этом имеется возможность использовать в исходной сырьевой водной суспензии существенно меньшее количество воды по сравнению с количеством воды, необходимым для качественного смешения и гомогенизации всех компонентов, входящих в состав минеральной плиты. То есть часть компонентов, входящих в состав минеральной плиты, наносится на сетчатый конвейер в составе исходной сырьевой водной суспензии, а часть уже на основной мат в виде пены при обезвоживании исходной сырьевой водной суспензии с использованием вакуумного дренажа в составе дополнительной сырьевой водной суспензии. Для водной суспензии, достаточной для формирования пены, необходимо существенно меньше воды, чем для получения в сырьевом баке однородной водной суспензии того же качественного и количественного состава путем смешения и гомогенизации. Соответственно, и суммарное количество воды, необходимое для получения исходной сырьевой водной суспензии с частью компонентов, и необходимое для получения дополнительной сырьевой водной суспензии с другой частью компонентов в виде пены будет меньше по сравнению с количеством воды, необходимым для получения в сырьевом баке однородной водной суспензии, содержащей обе части компонентов. При этом очевидно, что при наличии меньшего количества воды и удаление ее из сырьевой водной суспензии, и сушка мокрого мата потребуют меньших затрат энергии.
Пена имеет развитую поверхность и при ее нанесении на лицевую поверхность основного мата при помощи генератора пены на основной мокрый мат при обезвоживании исходной сырьевой водной суспензии с использованием вакуумного дренажа имеет место равномерное распределение дополнительной сырьевой водной суспензии по поверхности основного мата и, соответственно, равномерное по площади проникновение компонентов этой суспензии в глубину основного мата, которое интенсифицируется вакуумным дренажом, при том, что концентрации введенных в виде пены компонентов постепенно уменьшаются по толщине плиты в направлении от лицевой к тыльной стороне плиты. Это позволяет уменьшить или компенсировать величину неблагоприятного для качества (прочность, огнестойкость, изолирующие свойства) увеличения плотности минеральной плиты по ее толщине от лицевой к тыльной стороне, которое имеет место при самотечном гравитационном дренаже и вакуумном дренажа любого мокрого основного мата за счет оттока различных компонентов по толщине плиты в этом направлении (по аналогии с образованием осадка в емкости с водой). Оптимальным, как показали наши экспериментальные исследования, является постепенное уменьшение локальной плотности плиты по ее толщине в направлении от тыльной к лицевой стороне плиты таким образом, чтобы ее величина на тыльной стороне плиты не более чем в 1,2 раза превышала ее значение на лицевой стороне плиты, что достаточно просто достигается, например, подбором величины вакуума при вакуумном дренаже. При уменьшении локальной плотности плиты по ее толщине в направлении от тыльной к лицевой стороне плиты таким образом, что ее величина на тыльной стороне плиты более чем в 1,2 раза, плита не имеет достаточной прочности, ее локальные качественные характеристики (огнестойкость, влагостойкость, устойчивость к биологическому воздействию окружающей среды и т.п.) изменяются по толщине плиты таким образом, что в итоге имеет место ухудшение качества минеральной плиты в целом.
Что касается осуществления смешивания и гомогенизации в дополнительном сырьевом баке дополнительной сырьевой водной суспензии, содержащей при необходимости глину в количестве не более 25% из расчета общего содержания глины в минеральной плите 5-30% и/или крахмал в количестве не более 9% из расчета общего содержания крахмала в минеральной плите 2-11%, с последующим нанесением подготовленной дополнительной водной суспензии в виде пены при помощи генератора пены на основной мокрый мат при обезвоживании исходной сырьевой водной суспензии с использованием вакуумного дренажа, такое распределение этих компонентов в исходной и дополнительной сырьевой водной суспензиях обусловлено тем, что при содержании глины в количестве более 25% из расчета общего содержания глины в минеральной плите 5-30% и/или крахмала в количестве более 9% из расчета общего содержания крахмала в минеральной плите 2-11% не удается получить оптимальное распределение локальных концентраций данных компонентов по толщине плиты или для получения такого оптимального распределения требуются большие энергозатраты.
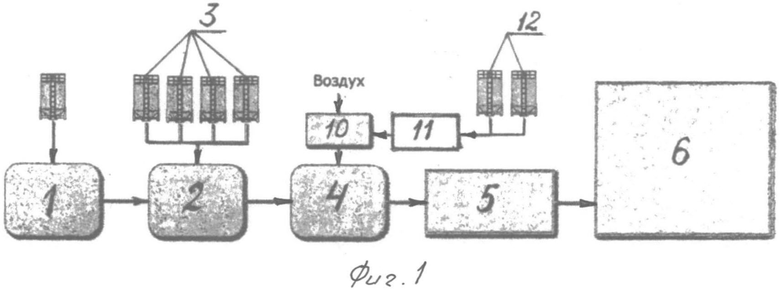
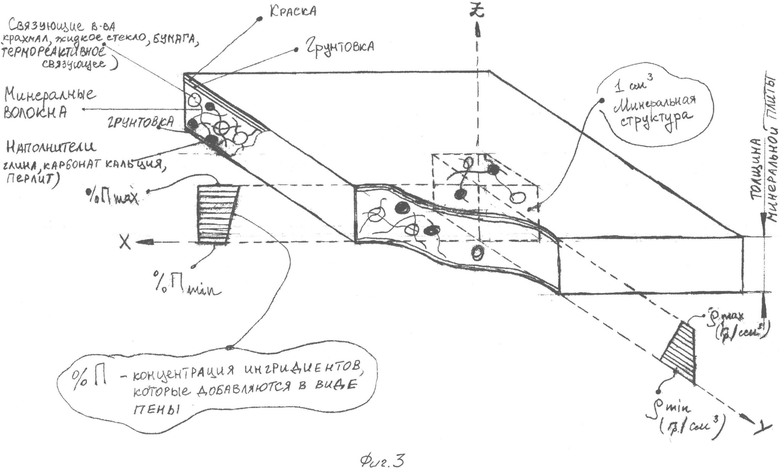
На фиг.1 представлена блок-схема установки для осуществления предлагаемого способа изготовления минеральной плиты; на фиг.2 - блок обезвоживания и формовки основного мокрого мата; на фиг.3 - структура минеральной плиты и распределение локальных концентраций компонентов и плотности по толщине минеральной плиты.
Установка для осуществления предлагаемого способа изготовления минеральной плиты содержит блок 1 подготовки минерального волокна, сырьем для которого является базальт, известняк или доломит, например, известным центробежно-дутьевым способом путем подачи струи расплава сырья на вращающийся диск центрифуги. Соответственно, блок 1 имеет известное аппаратурное оформление, необходимое для реализации указанного способа. Также установка содержит сырьевой бак 2 исходной сырьевой водной суспензии, в который подается минеральное волокно и другие компоненты 3, для смешения и гомогенизации исходной сырьевой водной суспензии. В качестве сырьевого бака 2 может быть использована система баков, один из которых является накопительным, а другой раздаточным для подачи водной суспензии непосредственно в производственную линию. Установка включает в себя блок 4 обезвоживания и формовки основного мокрого мата, блок 5 сушки и блок 6 дополнительной обработки основного мата и нанесения дополнительных покрытий на поверхность высушенного основного мата. Блок 4 обезвоживания и формовки основного мокрого мата, представленный на фиг.2, содержит сетчатый конвейер 7, под которым установлен вакуумный короб 8, связанный с вакуумным вентилятором 9. Также блок 4 снабжен генератором 10 пены, на вход которого подается воздух и из дополнительного сырьевого бака 11 - дополнительная сырьевая водная суспензия, полученная при смешении и гомогенизации в нем компонентов 12, подаваемых в генератор пены 10. В непосредственной близости от сетчатого конвейера размещен скребок 13 для формирования равномерного слоя пены по поверхности основного мата. Блок 6 дополнительной обработки основного мата и нанесения дополнительных покрытий на поверхность высушенного основного мата включает в себя известные устройства для разрезания основного мата и плит, шлифовки, грунтовки, перфорирования и покраски плит, а также различные другие известные устройства, обычно используемые в технологических линиях изготовления минеральных плит.
Предлагаемый способ изготовления минеральной плиты осуществляется следующим образом.
Исходное сырье для получения минерального волокна, например базальт, известняк или доломит, поступает в блок 1 подготовки минерального волокна, плавится в системе плавления (печи) и в результате использования известного центробежно-дутьевого способа путем подачи струи расплава сырья на вращающийся диск центрифуги на выходе блока 1 получается минеральное волокно. Затем минеральное волокно в количестве 30-80% от общей массы сухих твердых веществ плиты подается в сырьевой бак 2 исходной сырьевой водной суспензии, в который также поступают другие компоненты 3, а именно наполнитель, содержащий вспученный перлит в количестве 5-40%, глину в количестве 5-30% и при необходимости карбонат кальция в количестве не более 20%, связующие вещества, включающие крахмал в количестве 2-11% и при необходимости целлюлозное связующее в виде бумаги в количестве не более 10% от общей массы сухих твердых веществ плиты. В баке 2 осуществляется, например, при помощи мешалки смешивание и гомогенизация этих компонентов. При этом в дополнительный сырьевой бак 11 подаются компоненты 12, а именно жидкое стекло в количестве 0,5-15% и/или термореактивное связующее в количестве 0,5-10% и при необходимости глина в количестве не более 25% из расчета общего содержания глины в минеральной плите 5-30% (например, если в сырьевой бак 2 исходной сырьевой водной суспензии подается 10% глины, то в дополнительный сырьевой бак 11 может подаваться до 20% глины) и/или крахмал в количестве не более 9% из расчета общего содержания крахмала в минеральной плите 2-11% (например, если в сырьевой бак 2 исходной сырьевой водной суспензии подается 5% крахмала, то в дополнительный сырьевой бак 11 может подаваться до 6% крахмала), которые смешиваются и гомогенизируются в этом баке с получением на выходе дополнительной сырьевой водной суспензии, которая подается в генератор 10 пены. Исходная сырьевая водная суспензия, например, самотеком подается в блок 4 обезвоживания и формовки основного мокрого мата и распределяется на движущемся сетчатом конвейере 7. При этом в зону вакуумного дренажа сетчатого конвейера 7 в область начала вакуумного короба 8 из генератора 10 пены поступает в виде пены дополнительная сырьевая водная суспензия и равномерно скребками 13 распределяется по поверхности мокрого мата. При движении сетчатого конвейера происходит обычно в начале самотечное гравитационное обезвоживание, а затем вакуумное обезвоживание мокрого мата, при котором также имеет место проникновение компонентов дополнительной сырьевой водной суспензии в глубину основного мата, которое интенсифицируется вакуумным дренажом, при том, что концентрации введенных в виде пены компонентов постепенно уменьшаются по толщине плиты в направлении от лицевой к тыльной стороне плиты. При этом, например, подбором величины вакуума при вакуумном дренаже можно получить такое изменение локальной плотности плиты по ее толщине, чтобы ее величина на тыльной стороне плиты не более чем в 1,2 раза превышала ее значение на лицевой стороне плиты. На фиг.3 представлена структура минеральной плиты и распределение локальных концентраций компонентов и плотности по толщине минеральной плиты (основного мата).
Далее основной обезвоженный сырой мат поступает в блок 5 сушки, где происходит его дальнейшая формовка и сушка, и затем в блок 6 дополнительной обработки основного мата и нанесения дополнительных покрытий на поверхность высушенного основного мата, где осуществляется разрезание основного мата на плиты, шлифовка, грунтовка, перфорирование и покраска плит, а также могут быть реализованы различные другие известные способы обработки, обычно используемые в технологических линиях изготовления минеральных плит. В качестве дополнительных покрытий может быть выполнено покрытие одним слоем грунтовки с тыльной стороны и двумя слоями грунтовки и декоративной краски с лицевой стороны плиты, как показано на фиг.3.
Примеры реализации предлагаемого способа изготовления минеральной плиты представлены ниже.
Предлагаемое техническое решение позволяет уменьшить энергозатраты на изготовление минеральных плит и получить плиты с улучшенными качественными характеристиками.
Изобретение относится к области строительства, а именно к способу изготовления минеральных плит для внутренней отделки помещений, в особенности минеральных плит для подвесных потолков, а также к структуре самих минеральных плит. Уменьшение энергозатрат на изготовление минеральных плит и возможность получения плит с улучшенными качественными характеристиками достигается тем, что в способе изготовления минеральной плиты, в котором смешивают и осуществляют гомогенизацию в сырьевом баке исходной сырьевой водной суспензии, содержащей минеральные волокна, наполнитель, связующие вещества, подают и распределяют полученную исходную сырьевую водную суспензию на движущемся сетчатом конвейере, обезвоживают исходную сырьевую водную суспензию с использованием самотечного гравитационного дренажа и вакуумного дренажа с получением основного мокрого мата, сушат и формуют основной мокрый мат, осуществляют дополнительную обработку основного мата и наносят дополнительные покрытия на поверхность высушенного основного мата, смешивают и осуществляют гомогенизацию в сырьевом баке исходной сырьевой водной суспензии, включающей минеральные волокна в количестве 30-80%, наполнитель, содержащий вспученный перлит в количестве 5-40%, глину в количестве 5-30% и при необходимости карбонат кальция в количестве не более 20%, связующие вещества, включающие крахмал в количестве 2-11% и при необходимости целлюлозное связующее в виде бумаги в количестве не более 10% от общей массы сухих твердых веществ плиты, смешивают и осуществляют гомогенизацию в дополнительном сырьевом баке дополнительной сырьевой водной суспензии, содержащей жидкое стекло в количестве 0,5-15% и/или термореактивное связующее в количестве 0,5-10% и при необходимости глину в количестве не более 25% из расчета общего содержания глины в минеральной плите 5-30% и/или крахмал в количестве не более 9% из расчета общего содержания крахмала в минеральной плите 2-11%, наносят подготовленную дополнительную водную суспензию в виде пены при помощи генератора пены на основной мокрый мат при обезвоживании исходной сырьевой водной суспензии с использованием вакуумного дренажа. При этом в минеральной плите локальные концентрации введенных в виде пены компонентов постепенно уменьшаются по толщине плиты в направлении от лицевой к тыльной стороне плиты, а локальная плотность плиты постепенно уменьшается по толщине плиты в направлении от тыльной к лицевой стороне плиты и ее величина на тыльной стороне плиты не более чем в 1,2 раза превышает ее значение на лицевой стороне плиты. 2 н. п. ф-лы, 3 ил., 1 табл.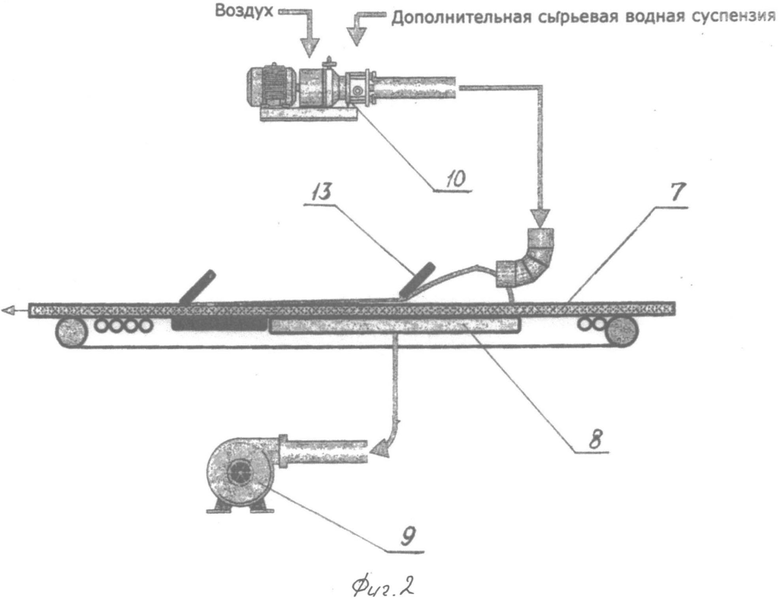
1. Способ изготовления минеральной плиты, в котором
- смешивают и осуществляют гомогенизацию в сырьевом баке исходной сырьевой водной суспензии, содержащей минеральные волокна, наполнитель, связующие вещества,
- подают и распределяют полученную исходную сырьевую водную суспензию на движущемся сетчатом конвейере,
- обезвоживают исходную сырьевую водную суспензию с использованием самотечного гравитационного дренажа и вакуумного дренажа с получением основного мокрого мата,
- сушат и формуют основной мокрый мат,
- осуществляют дополнительную обработку основного мата и наносят дополнительные покрытия на поверхность высушенного основного мата,
отличающийся тем, что
- смешивают и осуществляют гомогенизацию в сырьевом баке исходной сырьевой водной суспензии, включающей минеральные волокна в количестве 30-80%, наполнитель, содержащий вспученный перлит в количестве 5-40%, глину в количестве 5-30% и при необходимости карбонат кальция в количестве не более 20%, связующие вещества, включающие крахмал в количестве 2-11% и при необходимости целлюлозное связующее в виде бумаги в количестве не более 10% от общей массы сухих твердых веществ плиты,
- смешивают и осуществляют гомогенизацию в дополнительном сырьевом баке дополнительной сырьевой водной суспензии, содержащей жидкое стекло в количестве 0,5-15% и/или термореактивное связующее в количестве 0,5-10% и при необходимости глину в количестве не более 25% из расчета общего содержания глины в минеральной плите 5-30% и/или крахмал в количестве не более 9% из расчета общего содержания крахмала в минеральной плите 2-11%,
- наносят подготовленную дополнительную водную суспензию в виде пены при помощи генератора пены на основной мокрый мат при обезвоживании исходной сырьевой водной суспензии с использованием вакуумного дренажа.
2. Минеральная плита, содержащая основной мат, включающий минеральные волокна, наполнитель, связующие вещества, на котором нанесены дополнительные покрытия, отличающаяся тем, что минеральные волокна составляют 30-80%, в качестве наполнителя содержится вспученный перлит - 5-40%, глина - 5-30% и при необходимости карбонат кальция в количестве не более 20%, связующие вещества, включающие жидкое стекло в количестве 0,5-15% и/или термореактивное связующее в количестве 0,5-10%, крахмал в количестве 2-11% и при необходимости целлюлозное связующее в виде бумаги в количестве не более 10% от общей массы сухих твердых веществ плиты, причем жидкое стекло и/или термореактивное связующее и при необходимости часть глины в количестве не более 25% из расчета общего содержания глины в минеральной плите 5-30% и/или часть крахмала в количестве не более 9% из расчета общего содержания крахмала в минеральной плите 2-11% введены в основной мат в виде пены с использованием вакуумного дренажа, при этом локальные концентрации введенных в виде пены компонентов постепенно уменьшаются по толщине плиты в направлении от лицевой к тыльной стороне плиты, а локальная плотность плиты постепенно уменьшается по толщине плиты в направлении от тыльной к лицевой стороне плиты и ее величина на тыльной стороне плиты не более чем в 1,2 раза превышает ее значение на лицевой стороне плиты.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗВУКОИЗОЛИРУЮЩЕЙ ПАНЕЛИ С НИЗКОЙ ПЛОТНОСТЬЮ И УЛУЧШЕННЫМ ЗВУКОПОГЛОЩЕНИЕМ | 2008 |
|
RU2475602C2 |
| Способ получения акустических и теплоизоляционных материалов | 1981 |
|
SU1025705A1 |
| ИЗДЕЛИЕ, ИЗГОТОВЛЕННОЕ ИЗ НЕОРГАНИЧЕСКИ НАПОЛНЕННОГО МАТЕРИАЛА, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1994 |
|
RU2143341C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АКУСТИЧЕСКИХ МИНЕРАЛОВАТНЫХ ПЛИТ | 1992 |
|
RU2044704C1 |
| СУБСТРАТ МОКРОГО ФОРМОВАНИЯ С ВЫСОКОЙ СТЕПЕНЬЮ ЗВУКОПОГЛОЩЕНИЯ | 2008 |
|
RU2482084C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕСТКИХ МИНЕРАЛОВАТНЫХ ПЛИТ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2024444C1 |

