Изобретение относится к легкой промышленности и может быть использовано для выпуска оборудования, предназначенного для резки изделий, которые имеют высокую механическую прочность. В частности, изобретение может быть использовано для изготовления в основном профессионального инструмента, предназначенного для резки с высокой скоростью металлических изделий с разными геометрическими параметрами.
Известное устройство для резки металлических изделий, выполненное в виде лазера, который обеспечивает формирование высокотемпературного луча, перемещение которого обеспечивает возможность резания материала в широком диапазоне физико-механических свойств. Лазер включает источник энергии и устройство, формирующее, концентрирующее и фокусирующее луч, параметры которого обеспечивают высокую скорость нагревания и плавление материала в зоне его действия ().
Использование лазера позволяет получить высокое качество среза обрабатываемой поверхности. Недостатком известного устройства является то, что формирование луча, который имеет значительные энергетические параметры, требует изготовления крупногабаритной и, как правило, стационарной установки. Использование подобной установки ограничивает область ее применения и делает невозможным ее использование в мобильных или ручных установках, предназначенных для обработки и резания металлических конструкций или изделий из разных материалов.
Эксплуатация устройства характеризуется значительными затратами из-за высокой энергоемкости и сложности конструкции. Устройство характеризуется высокой стоимостью из-за значительных энергетических затрат для формирования мощного потока, который обеспечивает нагревание, оплавление и испарение обрабатываемого участка. Эти затраты возрастают при необходимости резания изделий, которые имеют большие габаритные размеры. Кроме того, резание больших изделий может быть связано с выполнением работ на высоте, а известное устройство не позволяет оперативно управлять процессом без применения сложной и дорогой вспомогательной техники. Это увеличивает себестоимость работ и ограничивает область их выполнения, особенно при резании изделий, которые характеризуются сложной конфигурацией.
Наиболее близким техническим решением, выбранным в качестве прототипа, является устройство механического резания изделий, которое представляет собой корпус, в котором размещен привод, соединенный с помощью передаточного механизма с диском, выполненным из абразивного материала ().
Недостатком известного устройства является то, что резание осуществляется диском, который представляет массу абразивного материала заданного гранулометрического состава, частицы которого склеены или спечены между собой. Для увеличения эксплуатационного ресурса внутри диска могут быть размещены армирующие элементы, которые повышают жесткость диска и предупреждают его деформацию при вращении под нагрузкой. При резании металла диск нагревается, что резко снижает его прочность и уменьшает эксплуатационный ресурс, а при резании высокопрочного материала интенсивное изнашивание диска значительно увеличивает стоимость выполнения работ, так как резание изделия осуществляется только за счет абразивного взаимодействия между резальным инструментом и обрабатываемым изделием.
Все эти факторы отрицательно сказываются на стоимостных показателях выполняемых работ и ограничивают область применения устройства, особенно при необходимости резания образцов, выполненных из высокопрочных или легированных сталей. Обработка или резание указанных изделий становится нецелесообразной из-за высокой стоимости работ и их значительной продолжительности.
Задачей изобретения являются усовершенствование конструкции устройства для резки изделий за счет того, что режущий элемент устройства в виде диска обеспечивает комбинированное периодическое абразивное и тепловое воздействие на обрабатываемый образец, который приводит к предварительному уменьшению прочности металла, доведение его до состояния, близкого к пластическому. При снижении прочности поверхности изделия обеспечивается возможность абразивного удаления частиц размягченного металла.
Технический результат от использования устройства позволяет увеличить скорость резки или обработки металла изделия независимо от его прочностных характеристик Использования устройства снижает себестоимость выполнения работ, особенно при необходимости резания высокопрочных изделий. Снижение себестоимости выполнения работ обеспечивается за счет предварительного теплового воздействия на поверхность обрабатываемого изделия, снижение его прочности или приведение его в пластическое состояние с последующим абразивным воздействием. Это позволяет уменьшить затраты времени на выполняемые работы и уменьшить затраты режущих абразивных дисков за счет уменьшения их износа.
Поставленная задача решается за счет того, что устройство для абразивно-лазерной резки включает несущий корпус с приводом, который имеет передаточный механизм, выполненный с возможностью вращения круга из абразивного материала.
Согласно изобретению корпус связан с лазерным устройством, выполненым с возможностью подачи лазерного луча в передающий световод, исходная торцевая часть которого ориентирована соосно с торцевыми частями периодически расположенных рабочих световодов, которые размещены радиально и периодически в теле диска из абразивного материала, при этом внешняя торцевая часть рабочих световодов расположена на боковой образующей абразивного круга, а внутренняя торцевая часть рабочих световодов расположена на кольцевом выступлении, сформированном на боковой части абразивного диска.
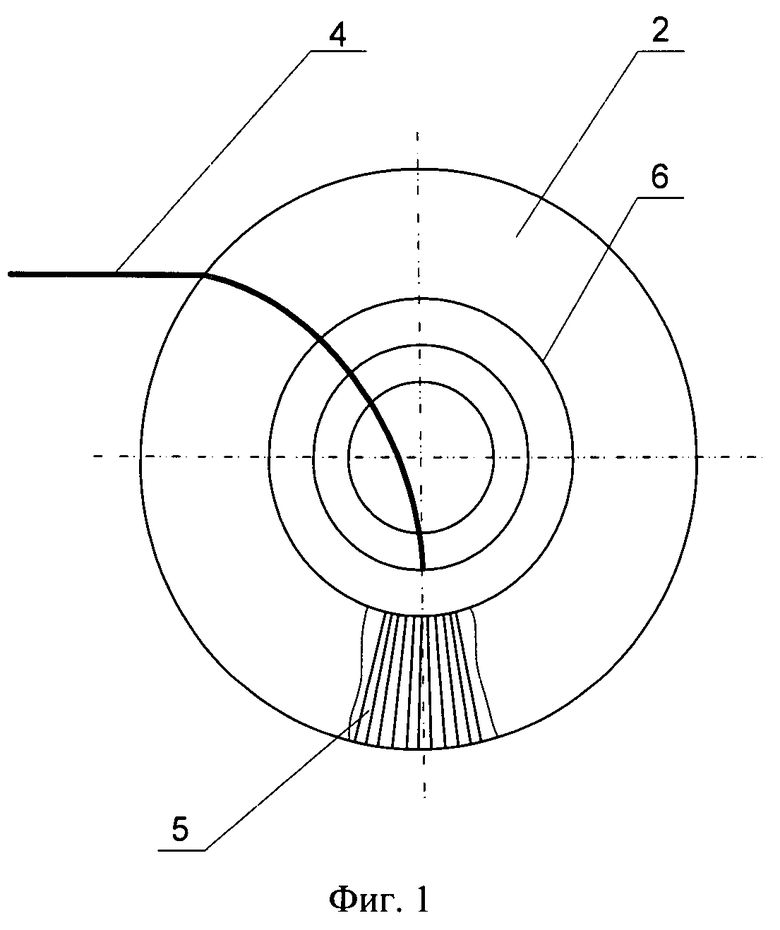
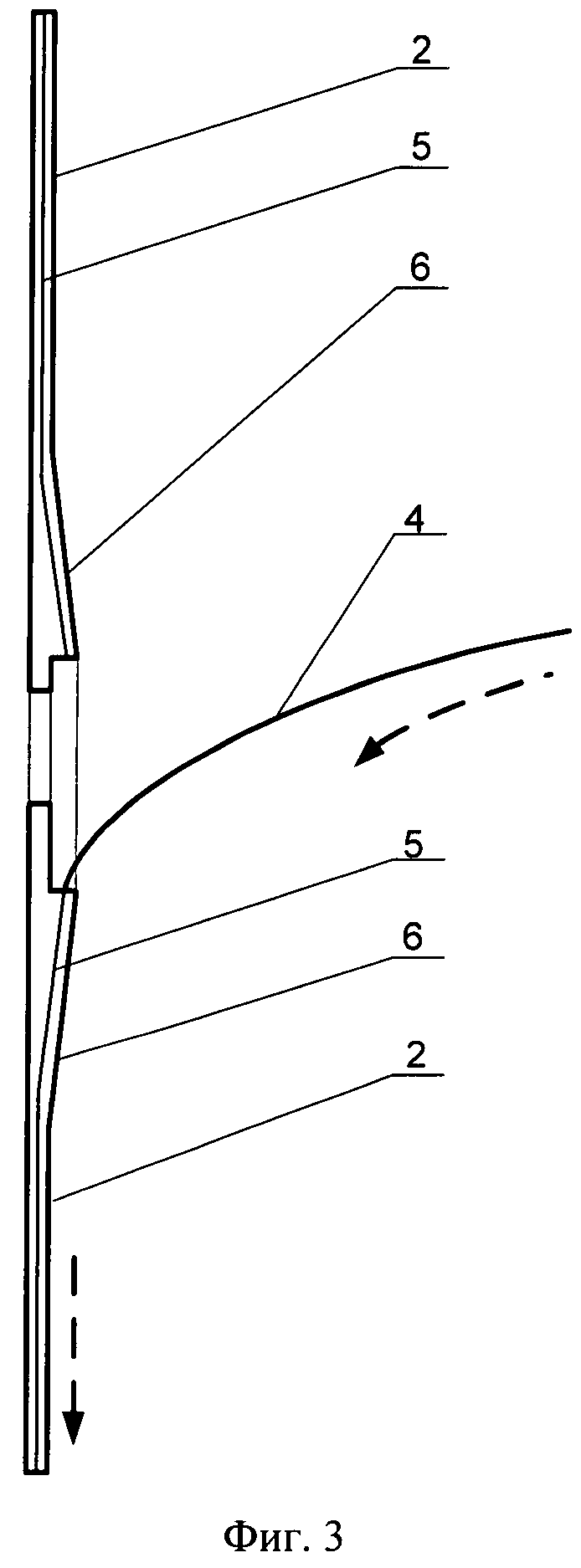
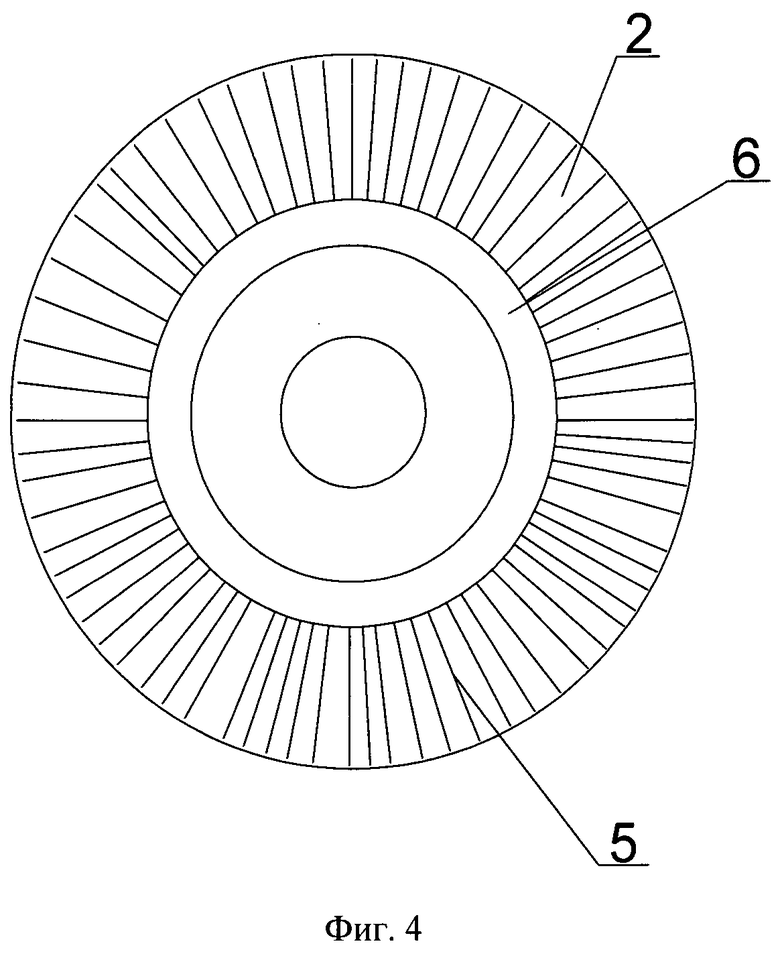
Заявленное изобретение иллюстрируется схемами, где на фиг.1 показана схема вертикальной проекции взаимного размещения передающего и рабочих световодов для абразивно-лазерной резки; на фиг.2 - компоновочная схема вертикальной проекции устройства для абразивно-лазерной резки; на фиг.3 - вертикальная проекция боковой части абразивно-лазерного диска; на фиг.4 - схема вертикальной проекции абразивно-лазерного диска.
Устройство для абразивно-лазерной резки содержит несущий корпус 1 с приводом, снабженным передаточным механизмом, выполненным с возможностью вращения диска 2 из абразивного материала.
Корпус 1 связан с лазерным устройством 3. Лазерное устройство 3 снабжено передающим световодом 4. Конечную часть передающего световода 4 располагают в зоне вращающегося диска 2. В теле диска 2 из абразивного материала радиально и периодически расположены рабочие световоды 5. Ось торцевой части передающего световода 4 ориентирована соосно с рабочими световодами 5. Внешняя торцевая часть рабочих световодов 5 расположена на боковой образующей абразивного диска 2, а внутренняя торцевая часть световодов 5 расположена на кольцевом выступлении 6 на боковой части абразивного диска 2. Резание металлического изделия 7 осуществляются за счет абразивного воздействия диска 2 и теплового воздействия лазерного луча, который поступает по передающему световоду 4 и дальше последовательно по рабочим радиально расположенным световодам 5.
Устройство работает таким образом.
Механическая часть устройства представляет собой электрический или пневматический привод, расположенный в корпусе 1. Вал привода с помощью передаточного механизма или зубчатого редуктора связан с диском 2, выполненным из абразивного материала. Диск 2 может быть выполнен цельным или иметь армирование для повышения его механической прочности или повышения эффективности резания материала. Диск 2 вращается с заданной скоростью, которая зависит от скорости вращения вала привода и передаточного числа механизма, взаимодействующего с диском 2.
В заявленном устройстве в теле абразивного диска 2 при его изготовлении радиально размещают рабочие световоды 5. Шаг размещения световодов зависит от назначения абразивного диска 2, скорости его вращения и материала, который разрезается.
Корпус 1 устройства связывают с лазерным устройством 3, параметры которого зависят от варианта его выполнения и энергетической мощности. При работе лазер 3 генерирует луч значительной энергетической мощности и передает его по передающему световоду 4, концевую часть которого размещают непосредственно у боковой части абразивного диска 2.
Внешняя часть радиально размещенных рабочих световодов 5 расположена на боковой образующей абразивного круга 4, а внутренняя торцевая часть световодов 5 расположена на кольцевом выступе 6 на боковой части абразивного диска 2. Расположение торцевых частей рабочих световодов 5 на кольцевом выступе 6 оказывает содействие эффективной передаче энергии лазерного луча от передающего световода 4 через рабочий световод 5 на поверхность, которая обрабатывается.
При использовании устройства реализуется эффект предварительного разогрева обрабатываемого участка, доведение ее поверхности до пластического состояния, после чего на поверхность изделия 7 воздействуют абразивами для удаления участка и подготовки ее для следующего бесконтактного теплового воздействия.
При работе устройства включают лазерное устройство 3, с помощью которого формируют тепловой поток высокой интенсивности, после этого включают привод устройства и доводят вращение отрезного диска 2 до эксплуатационных параметров. При вращении диска 2 импульсы лазерного потока передаются по световоду 4, по которому тепловой поток подается во вращающийся диск 2 устройства.
Диски 2 могут отличаться по типам, которые определяются обрабатываемым материалом, его прочностью, тугоплавкостью. Кроме того, диски 2 могут зависеть от скорости их вращения приводами устройства.
Расположенные радиально рабочие световоды 5 располагаются на заданном расстоянии друг от друга. Это расстояние определяется в зависимости от скорости вращения диска 2, физико-механических свойств обрабатываемого материала, а также интенсивности лазерного луча и частоты его воздействия на обрабатываемый материал 7.
Так как световоды в диске располагаются радиально, то и влияние на обрабатываемый материал 7 осуществляется периодически. Внешняя часть (внешняя торцевая часть) световода 5 располагается на боковой образующей диска 2 непосредственно в зоне контакта диска 2 с обрабатываемой поверхностью 7.
Внутренняя часть рабочего световода 5 выходит из внутренней части диска 2 и располагается на кольцевом выступлении 6. Это наиболее оптимальный вариант расположения торцевой части световода 5, который позволяет контактировать с основным передающим световодом 4, связанным с источником лазерного луча.
При соединении торцевых частей световодов 4, 5 происходит дальнейшая передача потока на внешнюю часть, которая контактирует с обрабатываемой поверхностью 7.
При резании изделия 7 высокоэнергетический лазерный луч поступает на обрабатываемую поверхность, приводит ее в пластическое состояние на незначительную глубину. Значительная глубина воздействия не нужна, так как может происходить поглощение тепла телом изделия и соответственно снижается эффективность резания металла.
После размягчения поверхности на размягченную пластичную поверхность воздействует абразивная масса самого отрезного диска 2. Абразивные частицы, закрепленные в диске 2, срезают размягченный материал изделия на всю глубину воздействия.
При такой работе отрезного диска 2 работа абразивных частиц заключается не в преодолении сопротивления материала, а на снятии размягченной его части и удалении за зону воздействия за счет передачи ей кинетической энергии отрезного диска 2.
После снятия утратившего прочность слоя, абразивный диск 2 продолжает свое вращение и подводит к месту резки очередной рабочий световод, который одновременно соединяется со световодом лазерного устройства 3 и местом воздействия на разрезаемый материал. После этого цикл повторяется по мере вращения диска, который разрезает материал за счет потери его прочности под воздействием лазерного луча и абразивных частиц.
Проведенные исследования показали, что устройство позволяет обеспечить высокую скорость резки металла независимо от его прочностных характеристик.
Полученные результаты показали, что использование лазерного луча для снижения прочности материала разрешает увеличить скорость резания на 20-30%. Кроме того, за счет того, что уменьшается давление на абразивный диск, уменьшается его износ и соответственно увеличивается эксплуатационный ресурс для использования его в качестве режущего инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЗАЩИТЫ КУЗОВА АВТОМОБИЛЯ ПРИ СТОЛКНОВЕНИИ С ПРЕПЯТСТВИЕМ ИЛИ ДВИЖУЩИМСЯ ОБЪЕКТОМ | 2011 |
|
RU2472652C2 |
| СТАНОК ДЛЯ ДВУХСТОРОННЕЙ ПОЛИРОВКИ ДИСКОВ | 2001 |
|
RU2198082C2 |
| ОТРЕЗНОЙ АБРАЗИВНЫЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2041053C1 |
| ДИСКОВАЯ ФРЕЗА | 2011 |
|
RU2496613C2 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ВОЛОКОННЫХ СВЕТОВОДОВ | 2007 |
|
RU2348951C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |
| СПОСОБ ЧЕРНОВОЙ ОБРАБОТКИ ДЕТАЛЕЙ В ВИДЕ ТЕЛ ВРАЩЕНИЯ | 2014 |
|
RU2574570C1 |
| СПОСОБ ДИСКРЕТИЗАЦИИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2012 |
|
RU2520169C1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ КОМБИНИРОВАННОЙ РЕЗКИ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2015 |
|
RU2597843C1 |
| АБРАЗИВНЫЙ ОТРЕЗНОЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2008189C1 |
Изобретение относится к легкой промышленности и может быть использовано для выпуска оборудования, предназначенного для резки изделий, которые имеют высокую механическую прочность. Устройство для абразивно-лазерной резки содержит несущий корпус с приводом, имеющим передаточный механизм, выполненный с возможностью вращения диска из абразивного материала. Корпус связан с лазерным устройством, выполненным с возможностью подачи лазерного луча в передающий световод. Выходная торцевая часть передающего световода ориентирована соосно с торцевыми частями рабочих световодов, расположенных на заданном расстоянии друг от друга. Внешняя торцевая часть рабочих световодов расположена на боковой образующей абразивного диска. Внутренняя торцевая часть рабочих световодов расположена на кольцевом выступе, сформированном на боковой части абразивного диска. Технический результат от использования устройства позволяет увеличить скорость резания или обработки металла изделия независимо от его прочностных характеристик. 4 ил.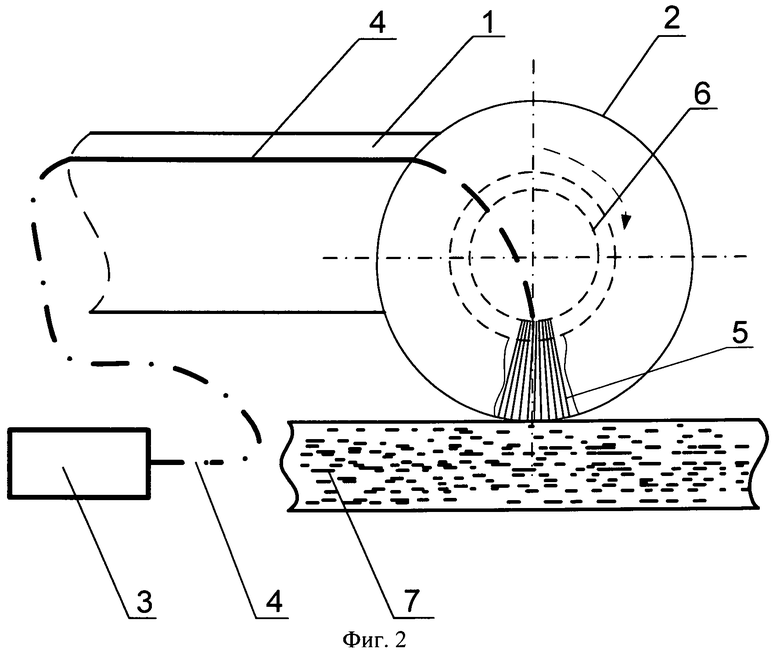
Устройство для абразивно-лазерной резки, характеризующееся тем, что содержит несущий корпус, диск из абразивного материала с приводом вращения и передаточным механизмом, лазерное устройство, связанное с корпусом, передающий световод и радиально расположенные на заданном расстоянии друг от друга в теле диска рабочие световоды, при этом передающий световод выходной торцевой частью ориентирован соосно с торцевыми частями рабочих световодов, расположенных на заданном расстоянии друг от друга, причем внешняя торцевая часть рабочих световодов расположена на боковой образующей абразивного диска, а внутренняя торцевая часть рабочих световодов расположена на кольцевом выступе, сформированном на боковой части абразивного диска.
| Устройство для резки труб | 1982 |
|
SU1098692A1 |
| Способ разделения материалов | 1987 |
|
SU1579665A1 |
| СТАНОК ДЛЯ РЕЗКИ ПОД УГЛОМ (ВАРИАНТЫ) | 2005 |
|
RU2308359C2 |
| JP 59187414 A, 24.10.1984 | |||
| US 2003140752 A1, 31.07.2003 | |||

