Изобретение относится к станкостроению и может быть использовано при обработке торцевых поверхностей дисков.
Известно устройство для двухсторонней абразивной обработки плоских поверхностей, содержащее два соосно смонтированных шпинделя с концентрично расположенными рабочими элементами, имеющими эксцентрические пояски и установленными с возможностью осевого перемещения [1].
Недостатками устройства являются низкие производительность и качество обработки. Низкая производительность является следствием малой скорости перемещения заготовки и инструмента относительно друг друга в процессе обработки, а также невозможностью создания сколь-нибудь значительных усилий воздействия инструмента на заготовку из-за низкой жесткости последней. Отсутствие средств независимого управления интенсивностью съема материала с противоположных одновременно обрабатываемых торцевых поверхностей кольцевых дисков и автоколебания в системе, возникающие в процессе обработки, не позволяют обеспечивать требуемое качество.
Наиболее близким по технической сущности к заявляемому является станок для двухсторонней обработки торцовых поверхностей дисков, содержащий станину с горизонтально смонтированными на ней шпинделем изделия и двумя шпинделями инструмента, установленными соосно друг другу с возможностью осевого перемещения. Шпиндель изделия связан со станиной станка парами упругих элементов, имеющих различную жесткость и установленных параллельно осям шпинделей изделия и инструмента [2].
Недостатком данного станка является также низкие производительность и качество обработки. Низкая производительность является следствием тех же причин, что и в станке-аналоге. На качество обработки оказывают влияние автоколебания, возникающие в технологической системе "станок-приспособление-инструмент-деталь" при обработке заготовки, исключить которые в станке-прототипе не удалось несмотря на применение специальных устройств, так как возникновение автоколебаний в подобных системах объясняется силой трения, которая в данном случае имеет существенную величину. Причина возникновения автоколебаний может быть продемонстрирована на модели Ван-дер-Поля [3 с.35]. Применение станка возможно только в помещении с особо чистым воздухом, так как пыль в процессе обработки попадает в рабочую зону и может привести к появлению "задиров" на рабочих поверхностях и, как следствие, к браку. Система очистки воздуха приводит к повышению себестоимости обработки. Кроме того, применяемые притирочные пасты приводят к шаржированию поверхности заготовки, что ухудшает эксплуатационные свойства готовой детали.
Задача изобретения - повышение производительности и качества обработки дисков.
Поставленная задача решается тем, что станок для двухсторонней полировки дисков содержит станину и размещенные на ней шпиндель изделия и суппорт, выполненный в виде двух частей, соединенных между собой крестообразной пружинной подвеской и механизмом для изменения положения этих частей относительно друг друга, при этом станок снабжен выходной оптической системой лазера с рассеивающей линзой и конденсором, излучателями, расположенными на каждой части суппорта и соединенными с указанной системой посредством гибкого световода, разделенного на два рукава и установленного с возможностью взаимодействия торцом с конденсором, а также датчиками контроля положения излучателей, установленными в непосредственной близости от излучателей и служащими для настройки последних относительно обрабатываемой поверхности, причем гибкий световод выполнен с неупорядоченным расположением волокон, а излучатели - с расположенными на выходе щелевидными соплами для подвода защитного газа, при этом механизм изменения положения двух частей суппорта выполнен в виде дифференциального микрометрического винта.
Сравнение известных технических решение с заявленными показывает, что существенными отличительными свойствами предложенного технического решения являются новые узлы и функциональные связи.
Новые узлы - суппорт, состоящий из двух частей, соединенных крестообразной пружинной подвеской и дифференциальным микрометрическим винтом, световод, разделяющийся на два рукава и имеющий неупорядоченное расположение волокон.
Новые функциональные связи - взаимодействие выходной оптической системы лазера через рассеивающую линзу и конденсор с торцом гибкого световода.
Применение лучевой обработки торцевых поверхностей дисков позволяет исключить силовое взаимодействие инструмента и заготовки, результатом которого является копирование рабочих поверхностей инструмента на заготовке. Отсутствие механического контакта между инструментом и заготовкой не вызывает деформаций заготовки и вибраций, что способствует повышению качества обработанной поверхности, а следовательно, и изделия. Кроме того, лучевая обработка позволяет обеспечивать высокие скорости сканирования лучом поверхности заготовки, а значит и обработки. Скорость сканирования определяется мощностью применяемого лазера.
Суппорт, состоящий из двух частей, позволяет осуществлять двухстороннюю обработку, что также повышает производительность технологической операции.
Для равного разделения на две части потока лучевой энергии на выходе оптической системы лазера установлены рассеивающие линза и конденсор. Этой же цели служит и световод с неупорядоченным расположением волокон и разделенный затем на два рукава. С помощью световода лучевая энергия передается к излучателям. Датчики контроля положения излучателей обеспечивают настройку с помощью механизма изменения положения частей суппорта относительно друг друга, положения излучателей относительно обрабатываемой поверхности. Все это позволяет обеспечить стабильность качества поверхностей обрабатываемых дисков.
Обработка в среде защитного газа обеспечивает высокое качество поверхности, так как эта среда препятствует образованию окисной пленки и раковин на обрабатываемой поверхности.
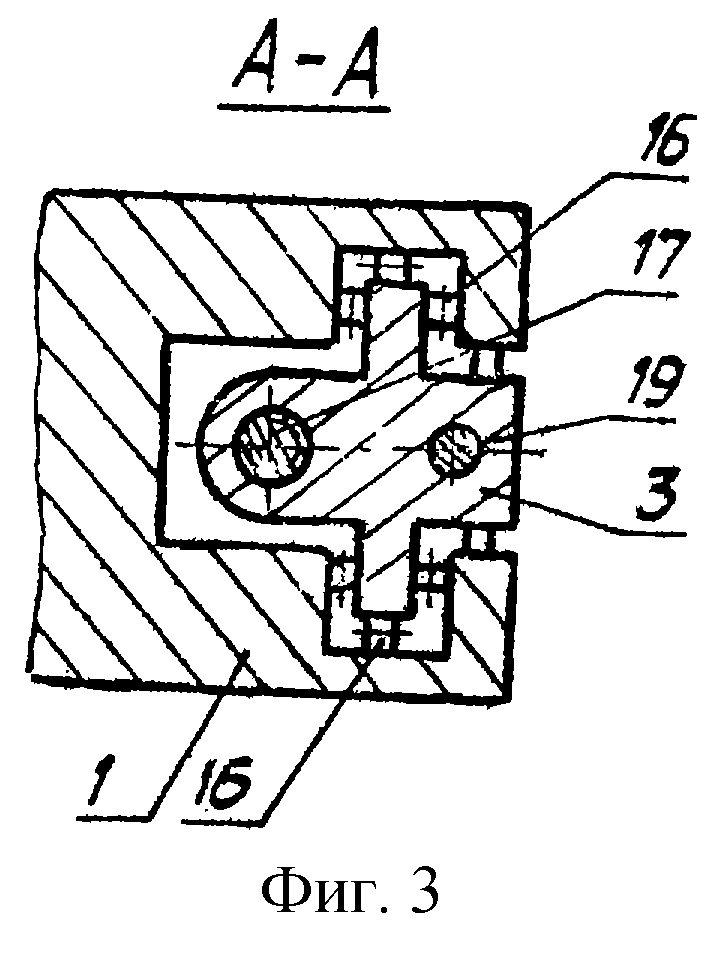
На фиг. 1 показан станок вид сбоку; на фиг.2 - кинематическая схема станка; на фиг.3 - разрез по А-А на фиг.1; на фиг.4 - место I на на фиг.1; на фиг.5 - место II на на фиг.1.
Станок для двухсторонней полировки дисков содержит станину 1, шпиндель 2, суппорт 3, лазерную установку 4, систему 5 контроля и регулирования положения излучателей.
Шпиндель изделия 2 имеет встроенный приводной двигатель 6 (фиг.2). Собственно шпиндель 7 установлен в подшипниках (могут быть использованы любые типы подшипников: качения, скольжения, аэростатические и т.п.), на правом торце которого имеется опорный фланец 8 с центрирующим пояском для установки обрабатываемой заготовки 9. Заготовки закрепляются прижимным фланцем 10.
Суппорт 3 предназначен для установки излучателей 11 и состоит из двух частей 12 и 13, соединенных крестовой пружинной подвеской 14. Взаимное относительное положение частей 12 и 13 может регулироваться механизмом 15 для изменения положения этих частей относительно друг друга (который может быть выполнен, например, в виде дифференциального микрометрического винта). Суппорт 3 установлен в направляющих 16 (могут быть выполнены в виде направляющих качения, скольжения, аэростатическими и т.д.). На фиг.3 показаны направляющие качения. Перемещение суппорта осуществляется от двигателя 17 через передачу винт-гайка (фиг.2).
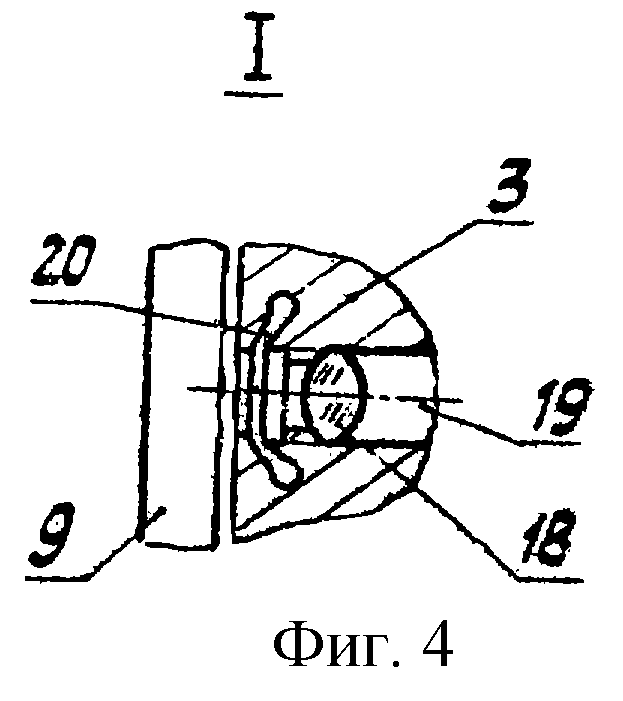
В нижней части суппорта 3 установлены излучатели 11, выполненные в виде объектива 18 (фиг.4), к которому примыкает торец гибкого световода 19. Оба излучателя 11 конструктивно идентичны. Со стороны объектива 18, обращенной к заготовке 9, выполнено щелевое сопло 20, соединенное с источником защитного газа (не показан). Проточная часть сопла наклонена в сторону заготовки 9.
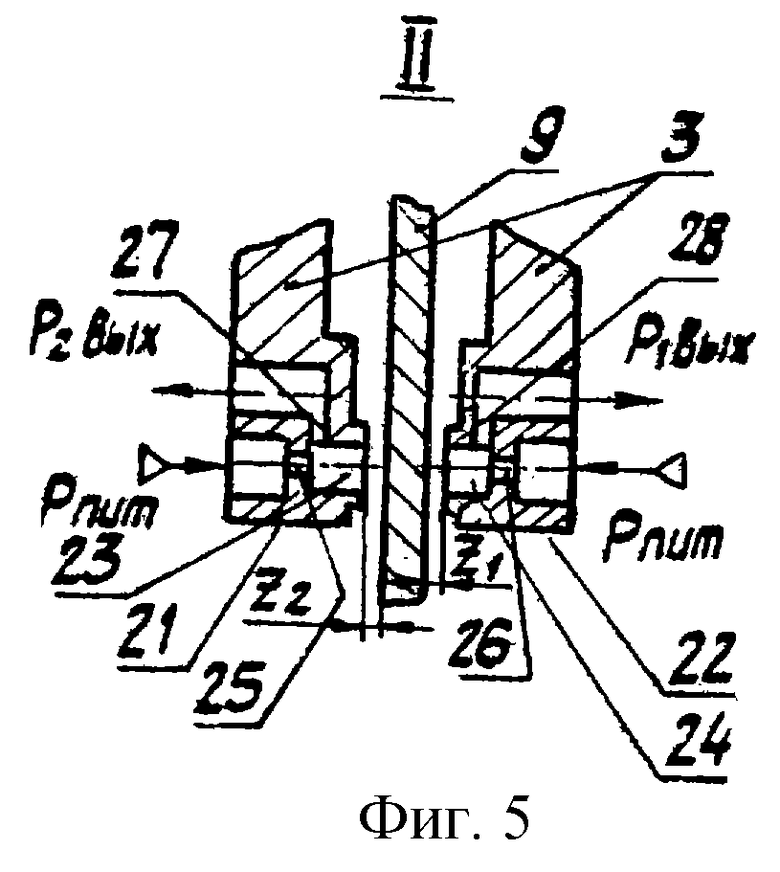
В непосредственной близости от излучателей 11 на суппорте 3 установлены датчики 21 и 22 контроля положения излучателей.
В качестве датчиков могут быть использованы бесконтактные датчики любого типа: емкостные, индуктивные, оптронные, пневматические и т.д. На фиг.5 изображены пневматические эжекторные датчики типа "сопло-заслонка". Измерительные сопла 23 и 24 дросселями 25 и 26 соединены с системой питания под давлением Рпит, (cистема подготовки воздуха не показана). Дросселями 27 и 28 сопла 23 и 24 соединяются с выходными каналами, в которых создается измерительное давление Рвых (фиг.5). Выходное давление по магистралям 29 передается в систему 5 контроля и регулирования положения излучателей.
Лазерная установка 4 установлена на станине 1. Световод 30 подсоединен к выходной оптической системе 31 лазера. Последняя состоит из рассеивающей линзы 32 и конденсора 33.
Станок работает следующим образом.
Обрабатываемая заготовка устанавливается на опорный фланец 8 шпинделя 2 между частями 12 и 13 суппорта 3 и закрепляется прижимным фланцем 10. Включается давление питания системы 5 контроля положения излучателей. Механизмом 15 осуществляется настройка положения излучателей 11 относительно поверхности заготовки. Это положение выбирается так, чтобы фокус излучателя находился на поверхности заготовки. В этом положении запоминается выходной сигнал датчиков 21 и 22. В дальнейшем этот уровень сигнала поддерживается автоматически, обеспечивая заданное положение излучателей. Включается подача защитного газа в щелевое сопло 20. Включается приводной двигатель 6 шпинделя 2.
Приводом 17 суппорт устанавливается в положение начала обработки (на минимальном внутреннем или максимальном внешнем радиусе зоны обработки),
Лазерная установка 4 включается на излучение и одновременно привод 17 переключается на рабочую подачу. Начинается процесс сканирования поверхности заготовки.
Мощность излучения лазерной установки регулируется так, чтобы происходило только оплавление выступов микронеровностей поверхности заготовки. При этом за счет сил поверхностного натяжения микронеровности сглаживаются, исчезают острые края, затягиваются микротрещины. Для предотвращения окисления расплавленной поверхности, одновременно с началом излучения в сопло 20 подается защитный газ, препятствующий доступу кислорода окружающей атмосферы к расплавленному участку поверхности заготовки.
Таким образом, в процессе обработки уменьшается высота микронеровностей, повышается ее отражательная способность, улучшается качество поверхностного слоя за счет "залечивания" микротрещин.
Производительность обработки может регулироваться изменением мощности излучения лазерной установки и частоты вращения заготовки. Соотношение между мощностью излучения и частотой вращения заготовки зависит от теплофизических свойств материала заготовки, состояния поверхности заготовки и устанавливается при отработке технологии для конкретных заготовок и требуемых параметров обработки.
Использование предлагаемого станка позволяет повысить производительность и качество обработки дисков.
Источники информации
1. А. с. СССР 691284. БИ 38, 1979.
2. А. с. СССР 1052374. БИ 41, 1983.
3. Каширин А.И. Исследование вибраций при резании металла. -М., изд-во АН СССР, 1944, 133 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки внутренних поверхностей контактных линз | 1982 |
|
SU1060317A1 |
| Заточной станок | 1989 |
|
SU1776540A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ СЛОЖНОФАСОННЫХ ПОВЕРХНОСТЕЙ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 1992 |
|
RU2014184C1 |
| Станок для обработки конусных изделий | 1982 |
|
SU1189660A1 |
| Станок для обработки зубчатых колес | 1990 |
|
SU1759573A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2076023C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2000 |
|
RU2171742C1 |
| СТАНОК ДЛЯ ПРАВКИ ДИСКОВ АВТОМОБИЛЬНЫХ КОЛЕС | 2003 |
|
RU2236924C1 |
| Хонинговальный станок для обработки цилиндрических поверхностей | 1986 |
|
SU1563951A2 |
| ДВУХПИЛЬНЫЙ РАСКРОЕЧНЫЙ СТАНОК | 2017 |
|
RU2664321C1 |

Изобретение относится к станкостроению и может быть использовано при обработке торцевых поверхностей дисков. Станок содержит станину и размещенные на ней шпиндель изделия и суппорт, выполненный в виде двух частей, соединенных между собой крестообразной пружинной подвеской и механизмом для изменения положения этих частей относительно друг друга. При этом станок снабжен выходной оптической системой лазера с рассеивающей линзой и конденсором, излучателями, расположенными на каждой части суппорта и соединенными с указанной системой посредством гибкого световода, разделенного на два рукава и установленного с возможностью взаимодействия торцом с конденсором, а также датчиками контроля положения излучателей, установленными в непосредственной близости от излучателей и служащими для настройки последних относительно обрабатываемой поверхности. Гибкий световод выполнен с неупорядоченным расположением волокон, а излучатели - с расположенными на выходе щелевидными соплами для подвода защитного газа. В результате повышается производительность и качество обработки. 1 з.п.ф-лы, 5 ил.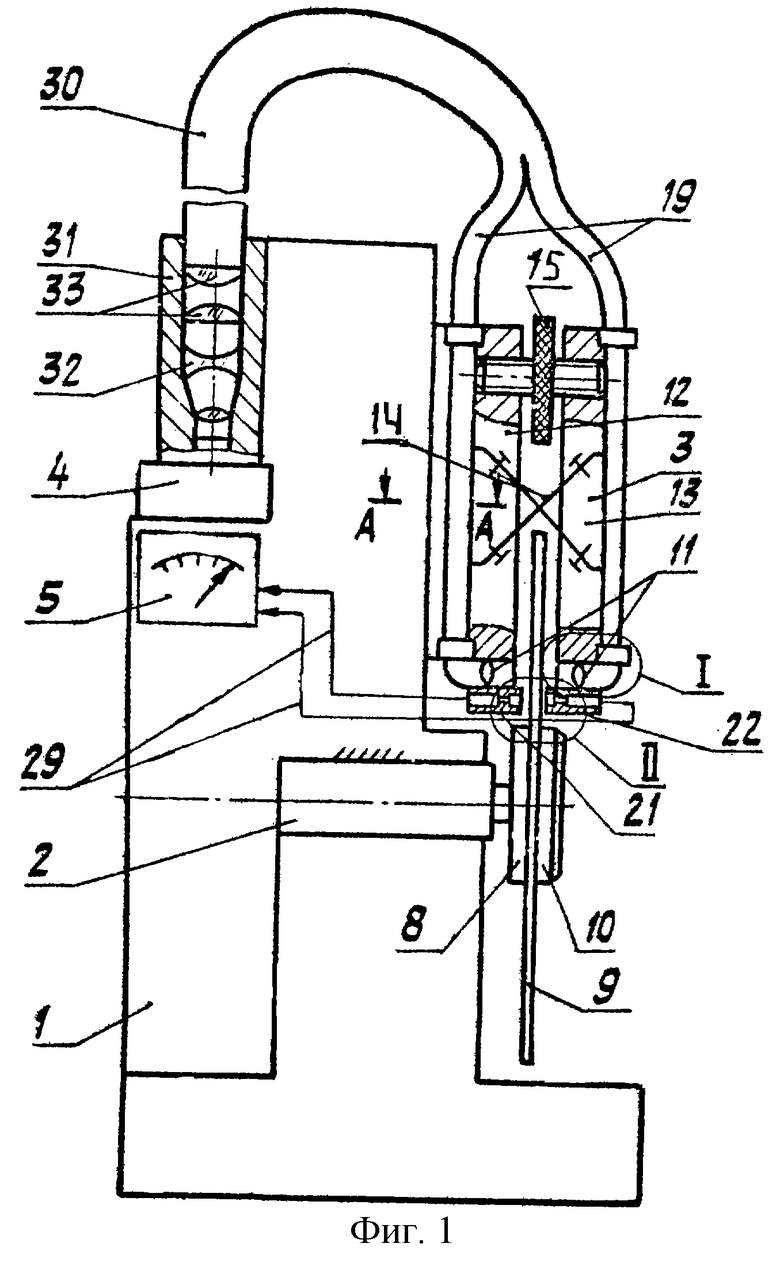
| Станок для двухсторонней обработки торцовых поверхностей дисков | 1982 |
|
SU1052374A1 |
| Способ двустороннего полирования плоских поверхностей | 1982 |
|
SU1090541A1 |
| ХОН | 1987 |
|
SU1495088A1 |
| Устройство для автоматической стабилизации скорости транспортного средства | 1986 |
|
SU1375490A1 |
| US 5274960, 04.01.1994. | |||
