Изобретение относится к инструментальному производству, в частности к плазменному упрочнению режущего инструмента и может быть использовано для упрочнения дереворежущих пил.
Цель изобретения - повышение производительности процесса упрочнения.
При упрочнении режущего инструмента, например дереворежущих пил, со сложной геометрией обрабатываемых
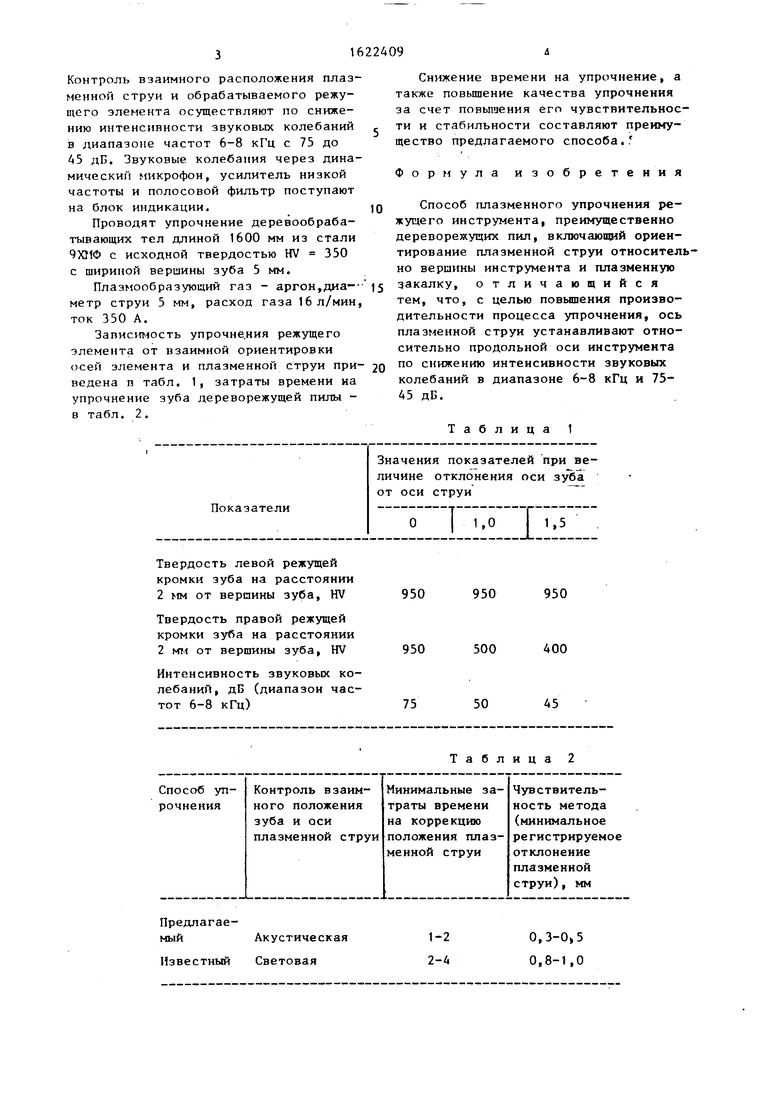
кромок плазменной струей качество упрочнения зависит от взаимного расположения продольной оси обрабатываемого режущего элемента и от плазмообразующей струи газа. Наилучших результатов по износостойкости после упрочнений дереворежущих пил достигают при смещении плазменной струи относительно продольной оси обрабатываемого элемента на 1-1,5 мм.
Контроль взаимного расположения плазменной струи и обрабатываемого режущего элемента осуществляют по снижению интенсивности звуковых колебаний в диапазоне частот 6-8 кГц с 75 до 45 дБ. Звуковые колебания через динамическим микрофон, усилитель низкой частоты и полосовой фильтр поступают на блок индикации.
Проводят упрочнение деревообрабатывающих тел длиной 1600 мм из стали 9ХМФ с исходной твердостью HV 350 с шириной вершины зуба 5 мм.
Плаэмообразующий газ - аргон,диа-
метр струи 5 мм, расход газа 16 л/мин, ток 350 А.
Зависимость упрочнения режущего элемента от взаимной ориентировки осей элемента и плазменной струи при- ведена п табл. 1, затраты времени на упрочнение зуба дереворежущей пилы - в табл. 2.
5
0
Снижение времени на упрочнение, а также повышение качества упрочнения за счет повышения его чувствительности и стабильности составляют преимущество предлагаемого способа.
Формула изобретения
Способ плазменного упрочнения режущего инструмента, преимущественно дереворежущих пил, включающий ориентирование плазменной струи относительно вершины инструмента и плазменную закалку, отличающийся тем, что, с целью повышения производительности процесса упрочнения, ось плазменной струи устанавливают относительно продольной оси инструмента по снижению интенсивности звуковых колебаний в диапазоне 6-8 кГц и 75- 45 дБ.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ закалки режущего инструмента | 1990 |
|
SU1756370A1 |
| Способ термического упрочнения стальных изделий и устройство для его осуществления | 1990 |
|
SU1775480A1 |
| Способ плазменного упрочнения пилообразного режущего инструмента | 1988 |
|
SU1643621A1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ДЕРЕВОРЕЖУЩИХ ПИЛ | 1991 |
|
RU2026372C1 |
| СПОСОБ ПЛАЗМЕННО-ДУГОВОГО УПРОЧНЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1993 |
|
RU2095430C1 |
| Способ обработки зубьев пил | 1986 |
|
SU1389950A1 |
| СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2078835C1 |
| СПОСОБ УПРОЧНЕНИЯ ПИЛЫ | 1998 |
|
RU2138564C1 |
| СПОСОБ УПРОЧНЕНИЯ ПИЛ | 2006 |
|
RU2333971C2 |
| СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2029667C1 |
Изобретение относится к области инструментального производства, в частности к области плазменного упрочнения режущего инструмента, и может быть использовано для упрочнения дереворежущих пил. Цель изобретения - повышение производительности процесса упрочнения. При упрочнении режущего инструмента со сложной геометрией обрабатываемых кромок плазменной струей качество упрочнения зависит от взаимного расположения осей плазменной с труи и продольной оси обрабатываемого режущего элемента. Наилучших результатов по износостойкости после упрочнения дереворежущих пил достигают при смещении плазменной струи относительно продольной оси режущего элемента на 1-1,5 мм. Контроль взаимного расположения осей плазменной струи и режущего элемента осуществляют акустическим методом по снижению интенсивности звуковых колебаний в диапазоне частот 6-8 кГц с 75 до 45 дБ. Затраты времени на корректировку положения плазменной струи снижаются до 2 раз. Повышается чувствительность метода контроля положения и стабильности качества упрочнения. 2 табл. 8 «Л
Показатели
Твердость левой режущей
кромки зуба на расстоянии
2 мм от вершины зуба, HV 950
Твердость правой режущей
кромки зуба на расстоянии
2 мм от вершины зуба, HV 950
Интенсивность звуковых колебаний, дБ (диапазон частот 6-8 кГц)75
Значения показателей при величине отклонения оси зуба от оси струи
О
п°п
1,5
Таблица 2
| Фридлянд М.П | |||
| Сварочное производство | |||
| Кинематографический аппарат | 1923 |
|
SU1970A1 |
| Железобетонный фасонный камень для кладки стен | 1920 |
|
SU45A1 |
| Рагган Р | |||
| Плазменное упрочнение поверхности деталей из углеродистых сталей и чугунов | |||
| - Revie de Metal- lurgie, 1979, № 7, с | |||
| 532-537. | |||
