Группа изобретений относится к производству изделий из композиционных материалов с карбидно-металлической матрицей.
Известен способ металлирования изделий паро-жидкофазным методом в реторте замкнутого объема с проницаемыми стыками, включающий нагрев изделия в вакууме в парах металла до температуры завершения его карбидизации, выдержку при указанной температуре и давлении и охлаждение [пат. RU №1834839, кл. С04В 31/02, 1993 г.].
В соответствии с описанием к данному патенту массоперенос металла в поры материала металлируемого изделия осуществляется диффузионным путем. Поскольку скорость массопереноса металла в порах материала очень низкая, то этим способом невозможно получить изделия с высокой степенью металлирования.
Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является способ изготовления изделий из композиционного материала с карбидно-металлической матрицей путем паро-жидкофазного металлирования заготовки из пористого термостойкого материала, включающий размещение пористой заготовки и тиглей с металлом в реторте замкнутого объема и их нагрев с образованием паров металла и обеспечением массопереноса металла в поры материала за счет конденсации паров металла [пат. RU №2484013, 2012 г.].
Способ позволяет получить достаточно высокие результаты по степени и равномерности металлирования на некоторых, но не на всех, типах изделий. Зависит это от степени пересыщения парами металла в окрестности металлируемой заготовки, которую удается реально получить.
Недостатком способа является, как уже отмечено выше, нестабильность получаемых результатов по степени металлирования. Одной из причин получения плохих результатов по степени металлирования, как мы установили, является снятие возникшего (благодаря образованию перепада температур между парами металла и металлируемой заготовкой) пересыщенного состояния паров металла в окрестности заготовки из-за ухода их в проницаемые стыки реторты.
Еще одним недостатком способа является вероятность срастания между собой частей реторты, что приводит, при их механическом разъединении, к нарушению целостности стыков между ними. Причиной сращивания частей реторты, как мы установили, является конденсация паров металла в стыках на стадии окончательного охлаждения.
Если не восстановить геометрию стыка, то последующие процессы металлирования будут протекать при еще более проницаемых стыках реторты, следствием чего является снижение степени металлирования изделий. Кроме того, снижается ресурс работы реторты.
Известно устройство для высокотемпературной обработки и уплотнения пористых материалов пиролитической матрицей из газовой фазы, содержащее графитовые стержневые нагреватели, расположенные вокруг обрабатываемых заготовок, водоохлаждаемый реактор проточного типа, теплоизоляцию из пористых углеграфитовых материалов, пневмо-газо-вакуумную систему [М.С. Лейканд «Вакуумные электрические печи», М., издательство «Энергия», 1968, с.219-221].
Недостатком устройства является невозможность его использования при металлировании паро-жидкофазным методом из-за карбидизации материала теплоизоляции и потери им теплоизоизолирующих свойств. Это связано с тем, что на стадии охлаждения садки пары металла конденсируются в наиболее холодной части реактора, а именно в теплоизоляции.
Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является устройство для получения изделий из композиционного материала с карбидно-металлической матрицей путем паро-жидкофазного металлирования пористой термостойкой заготовки, содержащее реторту замкнутого объема, тигель с металлом, водоохлаждаемый реактор проточного типа с графитовыми нагревателями, выполненными с возможностью расположения вокруг реторты, и с теплоизоляцией из пористых углеграфитовых материалов и пневмо-газовакуумную систему.
Данное устройство усматривается из способа металлирования, а точнее силицирования [пат. РФ №1834839, кл. С04В 31/02, 1993 г.].
Наличие в устройстве реторты замкнутого объема позволяет за счет применения соответствующих приемов обеспечить возможность получения высокой степени металлирования. К таким приемам относятся:
1) скоростной нагрев, когда металлируемое изделие отстает по температуре от температуры паров металла, испаряющегося с внутренней поверхности реторты (где он сконденсировался в предыдущем режиме металлирования или на стадиях промежуточного охлаждения в данном процессе, проводимом по режиму термоциклирования);
2) аккумуляция тепла тиглями с металлом и оснасткой, на которой они размещены, за счет превышения их веса над весом металлируемой заготовки, в результате чего пары металла на стадии охлаждения приобретают более высокую температуру, чем заготовка;
3) и ряд других приемов.
Во всех этих случаях в окрестности металлируемой заготовки может возникнуть пересыщенное состояние паров металла, являющееся обязательным условием для протекания процесса их конденсации.
Однако пересыщенное состояние паров металла в окрестности металлируемой заготовки снимается в той или иной степени (т.е. полностью или частично) из-за утечки их в проницаемые стыки между частями реторты.
Следствием этого является низкая степень металлирования некоторых типов изделий, а также недостаточная воспроизводимость высокой степени металлирования других типов изделий.
Известен способ регулирования проницаемости стыков между частями реторты в оснастке для металлирования, в частности силицирования изделий путем применения режима термоциклирования. В нем снижение проницаемости стыков осуществляется за счет конденсации в них паров металла, а в конкретном случае - кремния на стадиях промежуточного охлаждения с 1550-1700°C до 1300°C, а увеличение ее - на стадии выдержки при 1800-1850°C [Перспективные материалы; №9а, 2010 г., с.122-126].
Известен способ снижения проницаемости стыков между частями реторты в оснастке для металлирования, в частности силицирования изделий, включающий формирование в местах расположения стыков, со стороны ее наружной поверхности, плавкого затвора. При этом в качестве материала плавкого затвора используют стекло. Силицирование изделий в реторте, снижение проницаемости стыков между частями которой осуществлено данным способом, проводится при сравнительно низкой температуре (1300-1400°C), более глубоком вакууме, но в отсутствии воздействия последнего, начиная с расплавления стекла (в этот период вакуумный насос отключают) [Г.В. Самсонов и др. Тугоплавкие покрытия. М., Мет-я, 1973, с.84-85].
Данный способ обеспечивает снижение проницаемости стыков реторты при проведении процесса металлирования, а также обеспечивает возможность разъединения частей реторты после проведения режима металлирования путем разбиения материала затвора.
Данный способ не обеспечивает возможность повышения проницаемости стыков реторты на стадии окончательного охлаждения. Следствием же этого при проведении процессов металлирования при более высоких температурах является вероятность конденсации паров металла в стыках между частями реторты на стадии охлаждения, в результате чего происходит сращивание между собой частей реторты со всеми вытекающими отсюда последствиями (они приведены выше).
Таким образом, на одной из ответственных стадий процесса металлирования, от которой зависит ресурс работы реторт и результаты по степени металлирования заготовок на последующих режимах, проницаемость стыков не регулируется.
Таким образом, рассматриваемый способ нельзя считать способом регулирования проницаемости стыков на всех стадиях процесса металлирования.
При разработке нового способа получения изделий из композиционного материала с карбидно-металлической матрицей путем паро-жидкофазного металлирования были изобретены соответствующее устройство и способ регулирования проницаемости стыков реторты.
Применение их позволит решить поставленную задачу с получением требуемого технического результата - повышение вероятности получения воспроизводимых результатов по степени и равномерности металлирования при обеспечении высокого ресурса работы реторт и устройства в целом. Следовательно, заявленные изобретения удовлетворяют требованию единства изобретения.
Поставленная задача решается в способе получения изделий из композиционного материала с карбидно-металлической матрицей путем паро-жидкофазного металлирования заготовки из пористого термостойкого материала, включающем размещение пористой заготовки и тигля с металлом в реторте замкнутого объема и их нагрев с образованием паров металла и обеспечением массопереноса металла в поры материала заготовки за счет конденсации паров металла. После нагрева проводят промежуточное охлаждение, изотермическую выдержку при максимальной температуре металлирования и окончательное охлаждение. Процесс металлирования осуществляют с использованием реторты, состоящей из отдельных частей, и регулированием проницаемости стыков между ее частями, при этом массоперенос металла в поры материала заготовки ведут при сниженной проницаемости стыков частей реторты посредством перекрытия их плавким затвором, а окончательное охлаждение ведут при повышенной проницаемости стыков частей реторты удалением перекрывающего стык плавкого затвора.
Осуществление массопереноса металла в поры материала заготовки до стадии окончательного охлаждения при снижении проницаемости стыков частей реторты посредством перекрытия их плавким затвором позволяет повысить эффективность его протекания, т.к. благодаря существенному уменьшению утечки паров металла в стыки между частями реторты сохраняется высокая степень их пересыщения.
Проведение окончательного охлаждения садки, при повышенной проницаемости стыков частей реторты путем удаления перекрывающего стык плавкого затвора, приводит к существенному снижению эффективности протекания процесса массопереноса металла в поры материала заготовки, т.к. из-за существенной утечки паров металла в стыки между частями реторты практически снимается пересыщенное их состояние.
Для заготовки это не имеет значения, т.к. ее металлирование уже осуществлено до стадии окончательного охлаждения. А вот для стыков между частями реторты это имеет большое значение, а именно благодаря утечке паров металла в стыки существенно снимается пересыщенное состояние паров металла, следствием чего является невозможность их конденсации в стыках между частями реторты.
В новой совокупности существенных признаков у объекта изобретения появляется новое свойство: принципиальная возможность, с одной стороны, повысить эффективность протекания процесса массопереноса металла в поры заготовки на стадиях, предшествующих стадии изотермической выдержки при максимальной температуре металлирования, с другой стороны, возможность исключить конденсацию паров металла в стыках между частями реторты на стадии окончательного охлаждения.
Благодаря новому свойству создаются предпосылки для решения поставленной задачи, а именно создаются предпосылки повышения вероятности получения воспроизводимых стабильно высоких результатов по степени и равномерности металлирования при сохранении высокого ресурса работы реторт и в целом устройства для металлирования.
Решение поставленной задачи обеспечивается (а точнее: созданные заявляемым способом металлирования предпосылки реализуются) также за счет того, что в устройстве для получения изделий из композиционного материала с карбидно-металлической матрицей путем паро-жидкофазного металлирования, содержащем реторту замкнутого объема, тигель с металлом, водоохлаждаемый реактор проточного типа с графитовыми нагревателями, выполненными с возможностью расположения вокруг реторты, и с теплоизоляцией из пористых углеграфитовых материалов и пневмо-газо-вакуумную систему, в соответствии с предлагаемым техническим решением реторта выполнена из непроницаемого для расплавов и растворов материала и состоит из отдельных частей со стыком между ними замковой или клиновидной формы, высота которого составляет 10÷30 мм, и стыковым зазором, равным не менее 1-2 мм, при этом расположенная под стыком часть реторты на наружной стороне по ее периметру выполнена с кольцевым углублением шириной 5÷10 мм, участок стыка, обращенный в сторону внутреннего объема реторты, расположен выше дна кольцевого углубления, а на дне кольцевого углубления размещен плавкий затвор для перекрытия стыка частей реторты в процессе металлирования.
Выполнение реторты из непроницаемого для расплавов и растворов материала создает предпосылки для удержания плавкого затвора в кольцевом углублении, а также уменьшения его срастания с материалом затвора и удаления его остатков химическим методом (последнее становится возможным благодаря тому, что углубление представляет собой герметичную химическую емкость).
Выполнение реторты из нескольких частей со стыком между ними замковой или клиновидной формы обеспечивает удобство сборки и разборки садки (размещение металлируемой заготовки и тиглей с металлом).
Выполнение кольцевого углубления на наружной стороне расположенной под стыком части реторты по ее периметру в совокупности с выполнением стыка либо замковой, либо клиновидной формы, в котором наиболее высоко расположенный от низа углубления участок обращен в сторону внутреннего объема реторты, обеспечивает возможность формирования вокруг стыка плавкого затвора, таким образом, что плавкий затвор перекрывает стык.
Выполнение зазора в стыке величиной не менее 1-2 мм позволяет исключить его заполнение конденсатом паров металла на стадии окончательного охлаждения и тем самым облегчает разъединение реторты при разборке садки. В то же время ограничение зазора указанной величиной позволяет уменьшить величину потока паров металла в стык.
Выполнение стыка высотой 10…30 мм позволяет исключить перетекание расплава в плавком затворе внутрь реторты и обеспечить тем самым надежное перекрытие стыка плавким затвором. Увеличение высоты стыка приводит к необоснованному увеличению материалоемкости частей реторты.
Выполнение кольцевого углубления шириной 5-10 мм исключает заполнение его конденсатом паров металла, а в совокупности с непроницаемостью расплавов и растворов обеспечивает возможность удаления слесарным и/или химическим путем (перед разъединением частей реторты) остатков плавкого затвора, которые образуются в результате химического взаимодействия материала плавкого затвора с углеродсодержащими реакторными газами или которые остаются после термического воздействия на материал плавкого затвора.
Размещение на дне кольцевого углубления плавкого затвора для перекрытия стыка частей реторты в процессе металлирования обеспечивает возможность снижения проницаемости стыка до тех пор пока не исчезнет плавкий затвор.
В новой совокупности существенных признаков у объекта изобретения появляется новое свойство: принципиальная возможность снижения проницаемости стыков между частями реторты до стадии изотермической выдержки при температуре завершения карбидизации металла в порах материала заготовки за счет перекрытия их плавким затвором при сохранении возможности разъединения частей реторты после проведения режима металлирования за счет раскрытия стыков в период проведения указанной выдержки, т.е. появляется возможность регулирования степени проницаемости стыков.
Благодаря новому свойству создаются дополнительные предпосылки для решения поставленной задачи, а именно создаются предпосылки повышения вероятности получения воспроизводимых стабильно высоких результатов по степени и равномерности металлирования при сохранении высокого ресурса работы реторт и в целом устройства для металлирования.
Поставленная задача решается (а точнее: созданные - заявляемыми новым способом получения изделий из композиционного материала с карбидно-металлической матрицей путем паро-жидкофазного металлирования и устройством для его осуществления - предпосылки для решения поставленной задачи реализуются) также за счет того, что способ регулирования проницаемости стыков состоящей из отдельных частей реторты замкнутого объема в процессе паро-жидкофазного металлирования размещенной в ней заготовки из пористого термостойкого материала заключается в том, что со стороны наружной поверхности по периметру реторты между ее частями формируют перекрывающий стык плавкий затвор, в качестве которого используют пористую заготовку из термостойкого материала с размещенным поверх нее порошком или отливкой из металла или сплава, не выпотевающего из пор термостойкого материала пористой заготовки до изотермической выдержки при максимальной температуре металлирования, или используют шликерную композицию, состоящую из порошка термостойкого материала и связующего, с размещенным поверх нее порошком или отливкой из упомянутого металла или сплава, или состоящую из порошка термостойкого материала, связующего и порошка упомянутого металла или сплава, причем указанный термостойкий материал до изотермической выдержки при максимальной температуре металлирования не разлагается, а при изотермической выдержке при максимальной температуре металлирования разлагается без остатка или с удаляемым остатком.
Формирование плавкого затвора в кольцевом углублении создает предпосылки для его длительного функционирования при высоких температурах.
Использование в качестве плавкого затвора пористой заготовки из термостойкого материала с размещенным поверх нее порошком или отливкой из металла или сплава, не выпотевающего из пор термостойкого материала пористой заготовки до изотермической выдержки при максимальной температуре металлирования, или использование шликерной композиции, состоящей из порошка термостойкого материала и связующего, с размещенным поверх нее порошком или отливкой из упомянутого металла или сплава, или состоящей из порошка термостойкого материала, связующего и порошка упомянутого металла или сплава, причем указанный термостойкий материал до изотермической выдержки при максимальной температуре металлирования не разлагается, а при изотермической выдержке при максимальной температуре металлирования разлагается без остатка или с удаляемым остатком, обеспечивает, с одной стороны, возможность длительного функционирования затвора при высоких температурах, а именно до температуры конденсации паров металла, с другой стороны, обеспечивает возможность его удаления за счет разложения при максимальной температуре процесса металлирования, а также за счет его удаления из углубления (перед процессом разборки садки) слесарным и/или химическим путем. Кроме того, обеспечивается не только длительное функционирование плавкого затвора, но и обеспечивается его низкая проницаемость. Достигается это в свою очередь за счет того, что расплав металла или сплава находится в порах более термостойких, чем он, материалов и поэтому процесс выпотевания его из пор протекает лишь при температурах выше температур стадии конденсации паров металла в вакууме или тогда, когда пористый термостойкий материал сам начинает разлагаться и поэтому не может удержать указанные расплавы.
В новой совокупности существенных признаков у объекта изобретения появляется новое свойство: возможность минимизации величины снятия пересыщенного состояния паров металла в окрестности металлируемого изделия путем снижения проницаемости стыков между частями реторты, достигаемой за счет перекрытия их плавким затвором на стадии конденсации паров металла, при сохранении возможности разъединения частей реторты после проведения режима металлирования, благодаря, с одной стороны, достаточно высокой термостойкости и низкой проницаемости материала плавкого затвора, а с другой стороны - возможности все-таки его разложения на стадии выдержки при максимальной температуре металлирования (другими словами - возможность регулирования проницаемости стыков).
Благодаря новому свойству решается поставленная задача, а именно повышается вероятность получения воспроизводимых стабильно высоких результатов по степени и равномерности металлирования при сохранении высокого ресурса работы реторт и в целом устройства.
Изобретения поясняются примерами выполнения способов и чертежами.
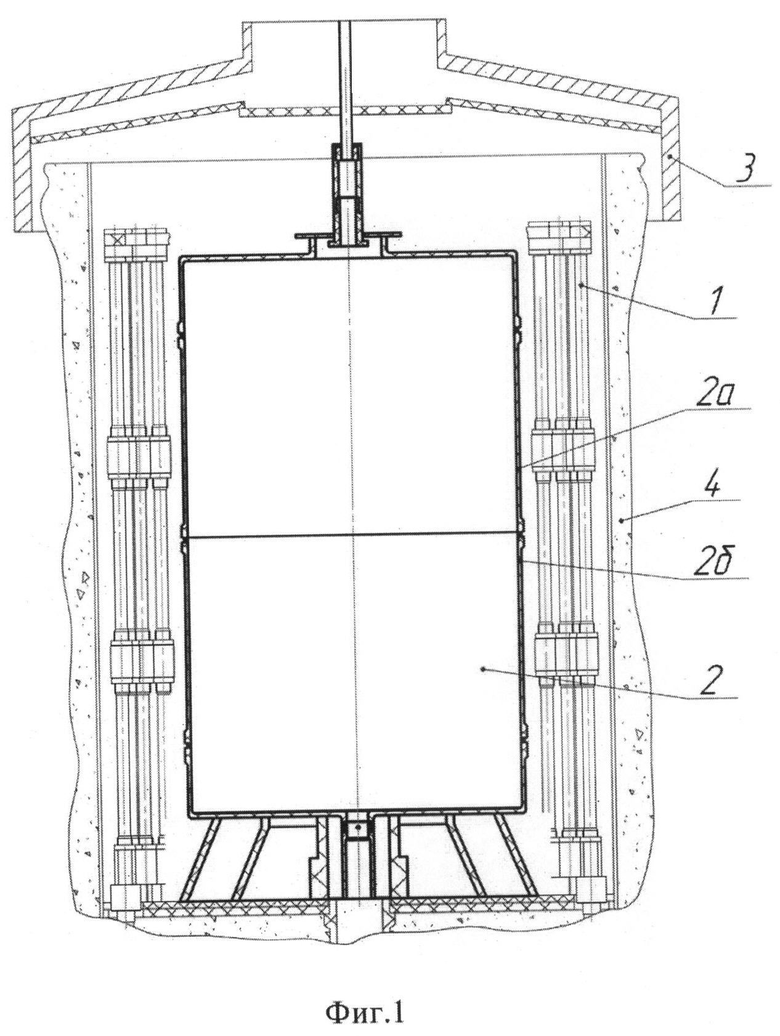
На фиг. 1 изображен общий вид конструкции устройства для получения изделий из композиционного материала с карбидно-металлической матрицей путем металлирования паро-жидкофазным методом.
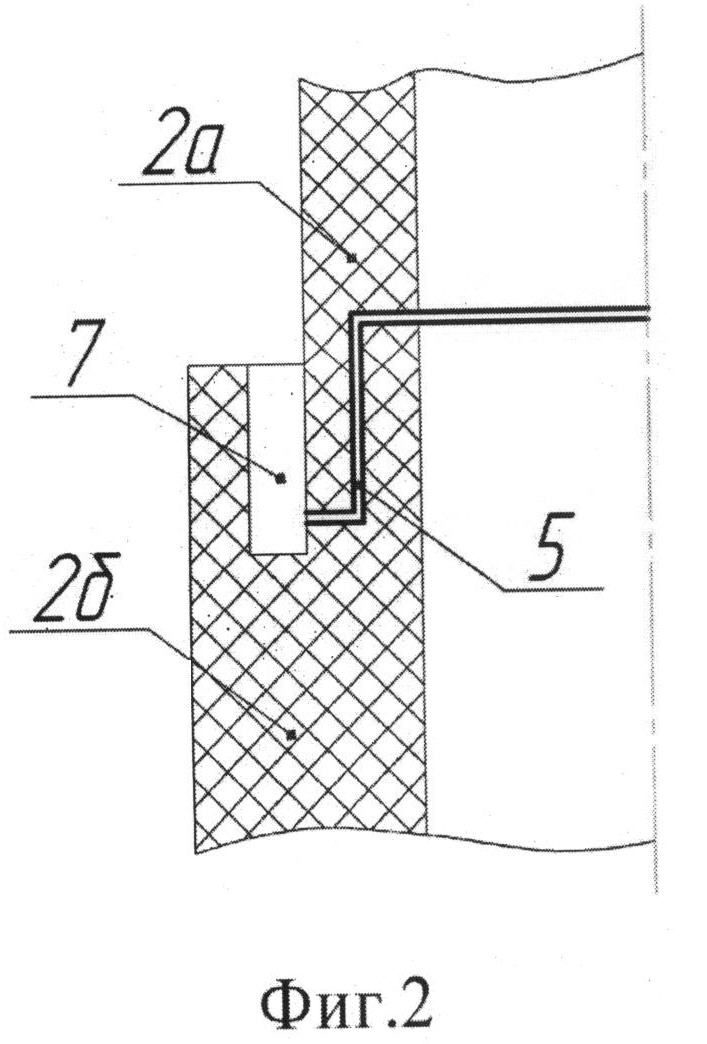
На фиг. 2 - конструкция реторты, состоящая из 2-х частей, вокруг стыка между которыми выполнено кольцевое углубление под плавкий затвор.
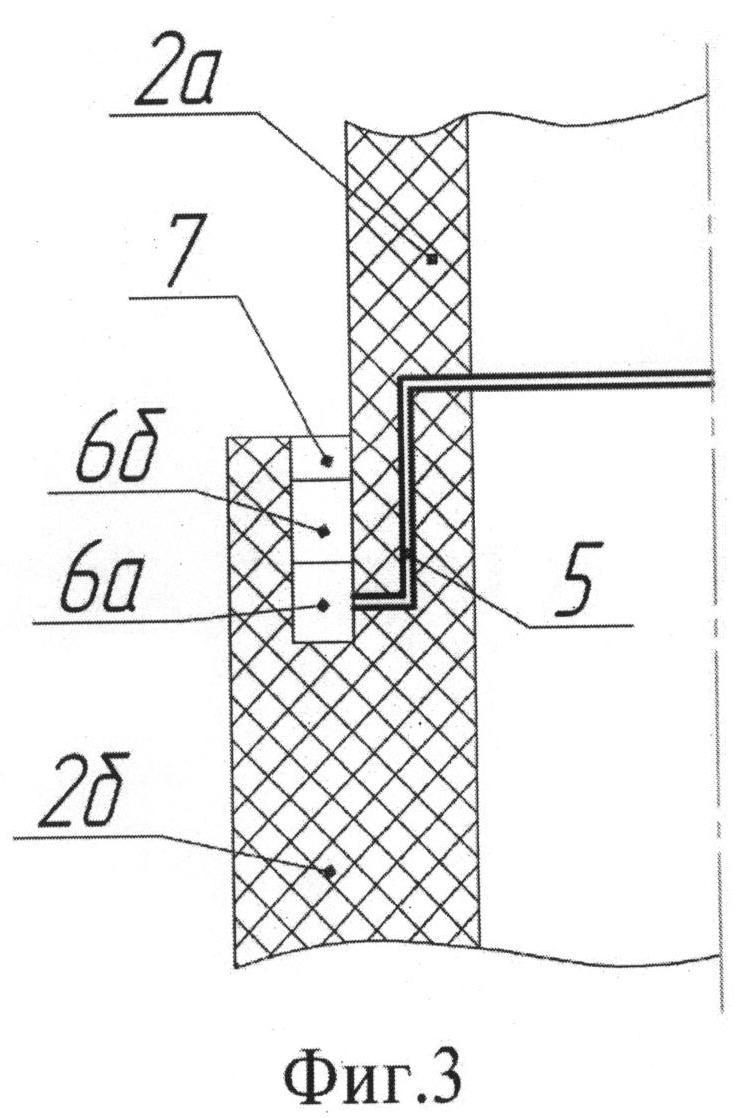
На фиг. 3 - пример схемы формирования плавкого затвора.
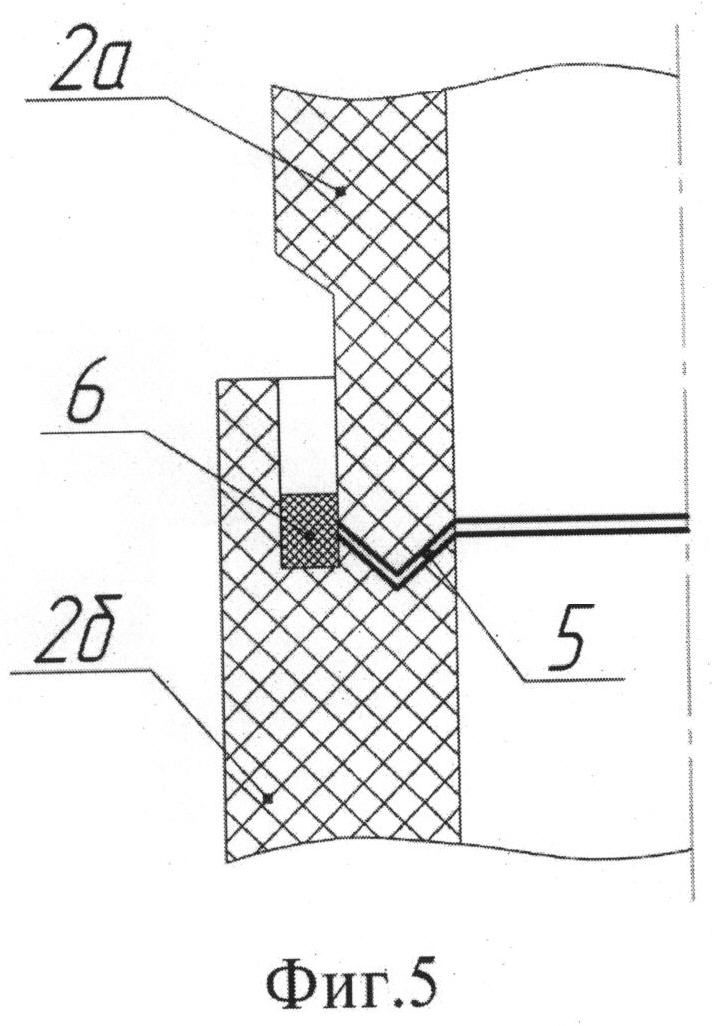
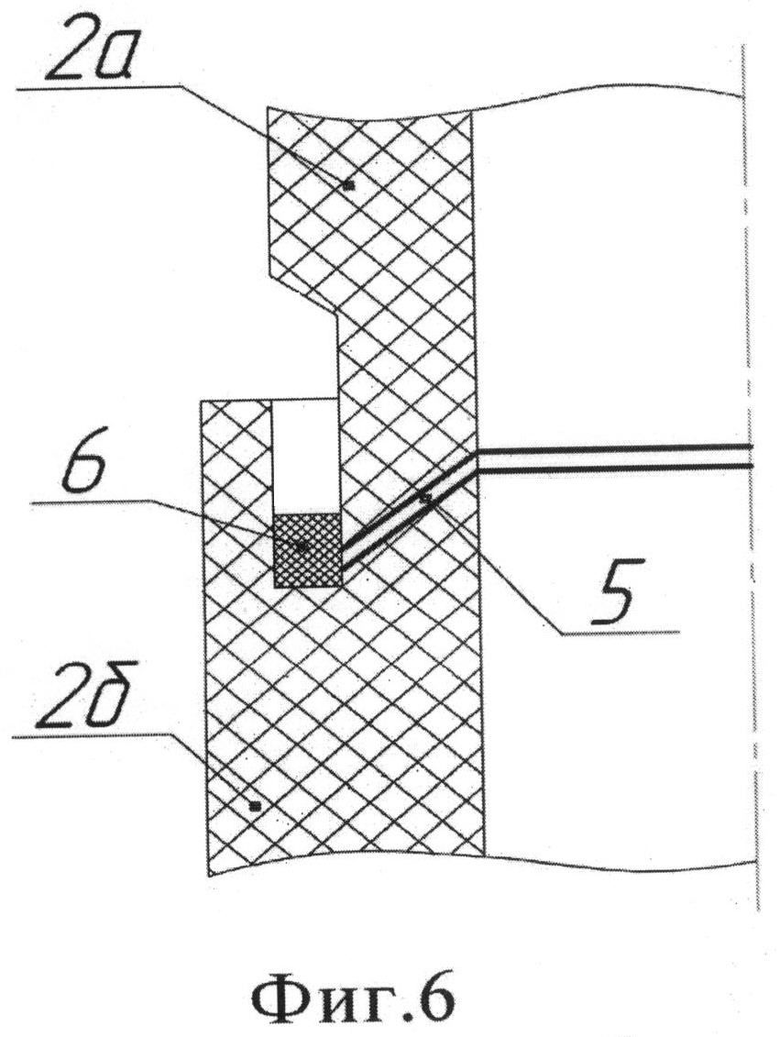
На фиг. 4, 5, 6 - примеры конструкции реторты, состоящей из 2-х частей, вокруг стыка между которыми выполнено торцевое углубление, заполненное плавким затвором; на фиг. 4 стык выполнен замковой формы, а на фиг. 5, 6 - клиновидной.
Получение изделий из композиционного материала с карбидно-металлической матрицей путем паро-жидкофазного металлирования заготовки из пористого термостойкого материала предлагаемым способом осуществляют следующим образом. Заготовки из пористого термостойкого материала и тигли с металлом размещают в реторте замкнутого объема с проницаемыми стыками.
Затем производят их нагрев с образованием паров металла и обеспечением массопереноса металла в поры материала заготовки за счет конденсации паров металла. Для реализации процесса конденсации паров металла в процессе нагрева и/или промежуточного охлаждения, и/или изотермической выдержки создают перепады температур между парами металла и металлируемой заготовкой с меньшей температурой на последней. В частности, на стадии нагрева указанный перепад температур в установке изотермического нагрева создают за счет скоростного нагрева; при этом металлируемая заготовка отстает по температуре паров металла, испаряющего с внутренней поверхности реторты (где они сконденсировались при проведении предыдущего режима или в данном режиме во время промежуточного охлаждения).
На стадии промежуточного охлаждения указанный перепад температур в установке изотермического нагрева создают за счет превышения веса тиглей с металлом над весом металлируемой заготовки (в таком случае тигли с металлом аккумулируют тепло и на них на стадии промежуточного охлаждения устанавливается большая температура, чем на металлируемой заготовке).
На любой из стадий процесса металлирования, а именно на стадии нагрева, промежуточного охлаждения и изотермической выдержки, указанный перепад температур создают за счет нагрева тиглей с металлом до более высокой температуры, чем температура металлируемой заготовки (обеспечивается это за счет дополнительного подогрева тиглей нагревателем, имеющим автономный источник питания).
Процесс металлирования осуществляют с использованием реторты, состоящей из отдельных частей, и регулированием проницаемости стыков между ее частями. При этом массоперенос металла в поры материала заготовки до стадии изотермической выдержки при максимальной температуре металлирования осуществляют при сниженной проницаемости стыков частей реторты посредством перекрытия их плавким затвором.
В таком случае образующееся в окрестности металлируемой заготовки состояние пересыщенных паров металла не снимается, т.к. утечка паров металла в стыки ограничена. Как следствие, реализуется процесс конденсации паров металла на поверхности и/или непосредственно в порах материала заготовки.
Окончательное охлаждение ведут при повышенной проницаемости стыков частей реторты путем удаления перекрывающего стык плавкого затвора.
Как будет показано ниже, удаление плавкого затвора осуществяется на стадии выдержки при максимальной температуре металлирования. Достигается это за счет выбора соответствующего материала плавкого затвора. Благодаря высокой проницаемости стыков реторты на стадии окончательного охлаждения исключается конденсация паров металла в стыках; тем самым исключается срастание частей реторты между собой.
Устройство для металлирования изделий заявляемым способом содержит графитовые нагреватели 1, расположенные вокруг выполненной из раздельных частей 2а, 2б, реторты 2 замкнутого объема для размещения в нем тиглей с металлом и металлируемых изделий (на фиг. 1 не показаны), водоохлаждаемый реактор 3 проточного типа, теплоизоляцию 4 из пористых углеграфитовых материалов и пневмо-газо-вакуумную систему (на фиг. 1 не показана).
На торце части 2б реторты 2, расположенной под стыком 5, выполнено кольцевое углубление 7 с возможностью формирования в нем плавкого затвора 6, перекрывающего стык 5. Кольцевое углубление 7 выполнено шириной 5-10 мм (см. фиг. 2, 3). Стык 5 выполнен либо замковой (фиг. 4), либо клиновидной формы (фиг. 5, 6). В нем наиболее высоко расположенный от низа углубления участок обращен в сторону внутреннего объема реторты 2. Материал реторты 2 является непроницаемым для расплавов и растворов. Величина зазора в стыке 5 составляет не менее 1-2 мм, а высота стыка - 10÷30 мм.
Снижение проницаемости стыков 5 между частями 2а и 2б реторты 2 в соответствии с заявленным способом в выше описанном устройстве для получения изделий из композиционного материала с карбидно-металлической матрицей путем металлирования паро-жидкофазным методом осуществляется следующим образом.
В кольцевом углублении 7 формируют плавкий затвор 6 (см. фиг. 3). При этом в качестве материала плавкого затвора 6 используют материалы, полученные путем пропитки расплавом металла, сплава пористых заготовок из термостойкого материала. Для этого на дне кольцевого углубления 7 располагают пористую заготовку 6а из термостойкого материала или шликерной композиции на основе порошка термостойкого материала и временного связующего. При этом установленные или сформированные на дне кольцевого углубления 7 пористые заготовки 6а должны перекрывать нижнюю часть стыка 5.
Затем поверх пористых заготовок 6а размещают металл или сплав в виде порошка или отливки 6б. Причем берут такие, которые не выпотевают из пор термостойкого материала заготовок 6а до завершения процесса конденсации паров металла, предшествующего стадии изотермической выдержки при конечной максимальной температуре процесса металлирования.
В качестве же термостойкого материала пористых заготовок 6а берут такие, которые не разлагаются до указанной стадии, но разлагаются в период изотермической выдержки при конечной максимальной температуре металлирования без остатка или с удаляемым слесарным и/или химическим методом остатком. Затем производят пропитку пористой заготовки 6а расплавом металла или сплава, представляющим собой либо отливки 6б соответствующей формы, либо шликерную композицию 6б на основе порошков указанных материалов и временного связующего.
Пропитка расплавом может быть произведена непосредственно в процессе металлирования изделия или перед его проведением.
В результате в кольцевом углублении 7 получают плавкий затвор 6 (см. фиг. 4, 5, 6). При этом, если пропитка пористой заготовки 6а производилась перед процессом металлирования изделия, то, строго говоря, плавкий затвор 6 образуется по достижении температуры плавления материала, которым были пропитаны заготовки 6а, а до того этот материал находится в твердом состоянии, и поэтому вакуумирование реторты в начале процесса металлирования проводят через центральное отверстие, выполненное в крышке реторты.
Заявляемое устройство для получения изделий из композиционного материала с карбидно-металлической матрицей путем паро-жидкофазного металлирования, содержащее реторту, на одной из частей которой выполнено кольцевое углубление со сформированным в нем в соответствии с заявленным способом плавким затвором, перекрывающим стык, работает следующим образом.
Путем включения вакуумных насосов пневмо-газо-вакуумной системы производится вакуумирование водоохлаждаемого реактора 3 и реторты 2.
Путем подачи питания на нагреватели 1 происходит нагрев реторты 2 и размещенных в ней тиглей с металлом и металлируемого изделия.
По достижении плавления металла начинается его испарение. При этом с повышением температуры давление паров металла возрастает.
Наличие в устройстве теплоизоляции из пористых углеграфитовых материалов позволяет обеспечить нагрев до температуры более 1800-1850°C; причем в отдельных интервалах температур - с достаточно высокой скоростью. В свою очередь это позволяет создать перепад температур между парами металла и металлируемым изделием. В результате в окрестности последнего возникает состояние пересыщенных паров металла (1-ый вариант создания пересыщенного состояния паров металла).
Размещение тиглей с металлом в реторте в таком количестве, что их вес превышает в 6-8 раз вес металлируемой заготовки, обеспечивает образование на стадии промежуточного охлаждения с меньшей температурой на последней перепада температур между парами металла и металлируемой заготовкой. Такая возможность возникает благодаря тому, что тигли с металлом, аккумулировавшие в большей мере (чем более легкая заготовка) тепло на стадии изотермической выдержки при промежуточной температуре металлирования, дольше его удерживают на стадии охлаждения. В результате, опять-таки, в окрестности металлируемой заготовки возникает пересыщенное состояние паров металла (2-ой вариант создания пересыщенного состояния паров металла).
Перепад температур с меньшей температурой на металлируемой заготовке в данном устройстве может быть создан также как за счет дополнительного подогрева тиглей с металлом (сконсолидированных в какой-то части реторты) дополнительным нагревателем, имеющим автономный источник питания, так и за счет наличия на основных нагревателях (нагревателе) более высокотемпературной зоны, расположенной напротив тиглей. В результате, опять-таки, в окрестности металлируемой заготовки возникает пересыщенное состояние паров металла (3-ий вариант создания пересыщенного состояния паров металла).
Наличие плавкого затвора 6 позволяет существенно снизить проницаемость стыков 5 между частями 2а и 2б реторты 2. Поэтому пересыщенное состояние паров кремния в окрестности силицируемого изделия сохраняется. Следствием этого является конденсация паров металла на поверхности и/или непосредственно в порах материала металлируемого изделия.
Это очень эффективный процесс массопереноса металла в поры материала, и поэтому он обеспечивает получение воспроизводимых стабильно высоких результатов по степени и равномерности металлирования.
Во время нагрева из теплоизоляции 4, выполненной из пористых углеграфитовых материалов, выделяются углеродсодержащие газы. Они могли бы химически связать часть паров металла в реторте 2 и тем самым уменьшить величину их пересыщения в окрестности металлируемого изделия. Однако благодаря низкой проницаемости стыков 5 до температуры изотермической выдержки при максимальной температуре металлирования этого не происходит.
По достижении температуры указанной изотермической выдержки начинается либо процесс разложения материала плавкого затвора 6, либо процесс выпотевания материала, которым были пропитаны заготовки 6б. Это приводит к вскрытию стыков 5 и освобождению от плавкого затвора 6 большей части кольцевого углубления 7.
При окончательном охлаждении пары металла утекают из реторты 2 через стыки 5, ставшие проницаемыми. Поскольку величина зазора в стыках 5 составляет 1-2 мм, то пары металла в них не конденсируются. Не конденсируются они также в достаточно широком кольцевом углублении 7. Однако часть их может сконденсироваться в порах термостойкого материала заготовок 6а, если он относится к типу материалов, которые не разлагаются при максимальной температуре процесса металлирования.
В таком случае имеющийся в кольцевом углублении остаток удаляют химическим путем, т.к. это возможно благодаря герметичности химической емкости, коей является кольцевое углубление 7, а при необходимости еще и слесарным путем.
Вышеприведенные описания заявляемых способов вполне достаточны для того, чтобы понять суть этих технических решений без приведения примеров конкретного выполнения этих способов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2490238C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2521170C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ НА ОСНОВЕ МАТРИЦЫ ИЗ КАРБИДОВ МЕТАЛЛОВ, ПОЛУЧАЕМОЙ С ПРИМЕНЕНИЕМ СПОСОБА РЕГУЛИРУЕМОГО ВВЕДЕНИЯ МЕТАЛЛА В ПОРЫ УГЛЕРОДСОДЕРЖАЩЕГО МАТЕРИАЛА ЗАГОТОВКИ | 2012 |
|
RU2543243C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2516096C2 |
| УСТРОЙСТВО ДЛЯ ОБЪЁМНОГО МЕТАЛЛИРОВАНИЯ | 2014 |
|
RU2574947C1 |
| СПОСОБ СИЛИЦИРОВАНИЯ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ И РЕТОРТА УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ СО СТЫКАМИ НИЗКОЙ ПРОНИЦАЕМОСТИ | 2018 |
|
RU2705185C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОНИЦАЕМОСТИ СТЫКОВ МЕЖДУ ЧАСТЯМИ РЕТОРТЫ В ОСНАСТКЕ ДЛЯ СИЛИЦИРОВАНИЯ ИЗДЕЛИЙ | 2012 |
|
RU2520171C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2012 |
|
RU2510386C1 |
| УСТРОЙСТВО ДЛЯ СИЛИЦИРОВАНИЯ ПАРО-ЖИДКОФАЗНЫМ МЕТОДОМ | 2019 |
|
RU2723247C1 |
| ФУТЕРОВКА КОРПУСА РЕАКТОРА УСТАНОВОК ДЛЯ МЕТАЛЛИРОВАНИЯ ЗАГОТОВОК | 2016 |
|
RU2665646C2 |
Группа изобретений относится к получению изделий из композиционных материалов с карбидно-металлической матрицей путем паро-жидкофазного металлирования. Способ включает размещение пористой заготовки и тигля с металлом в реторте замкнутого объема и их нагрев с образованием паров металла и обеспечением массопереноса металла в поры материала заготовки за счет конденсации паров металла, промежуточное охлаждение, изотермическую выдержку при максимальной температуре металлирования и окончательное охлаждение. Процесс металлирования осуществляют с использованием реторты, состоящей из отдельных частей, и регулированием проницаемости стыков между ее частями. Массоперенос металла в поры материала заготовки ведут при сниженной проницаемости стыков частей реторты посредством перекрытия их плавким затвором, а окончательное охлаждение ведут при повышенной проницаемости стыков частей реторты удалением перекрывающего стык плавкого затвора. Предложены также устройство для реализации способа и способ регулирования проницаемости стыков реторты. Обеспечивается равномерность металлирования, воспроизводимость результатов металлирования, а также увеличивается ресурс работы реторты. 3 н.п. ф-лы, 6 ил.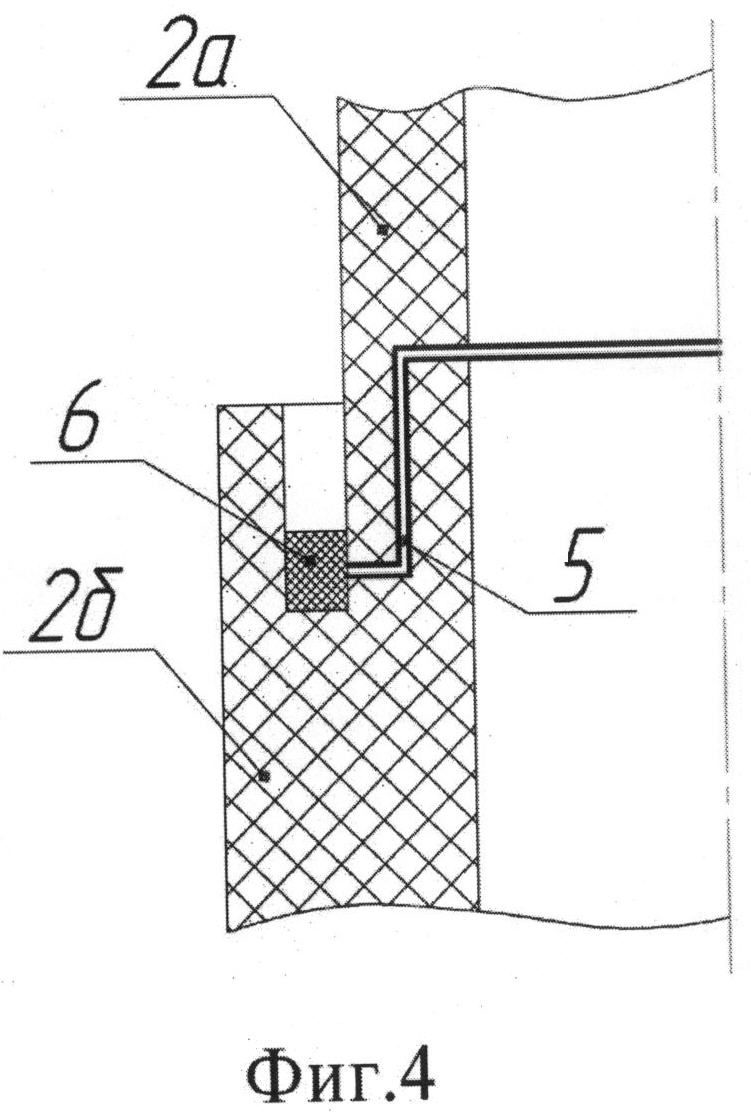
1. Способ получения изделий из композиционного материала с карбидно-металлической матрицей путем паро-жидкофазного металлирования заготовки из пористого термостойкого материала, включающий размещение пористой заготовки и тигля с металлом в реторте замкнутого объема и их нагрев с образованием паров металла и обеспечением массопереноса металла в поры материала заготовки за счет конденсации паров металла, отличающийся тем, что после нагрева проводят промежуточное охлаждение, изотермическую выдержку при максимальной температуре металлирования и окончательное охлаждение, причем процесс металлирования осуществляют с использованием реторты, состоящей из отдельных частей, и регулированием проницаемости стыков между ее частями, при этом массоперенос металла в поры материала заготовки ведут при сниженной проницаемости стыков частей реторты посредством перекрытия их плавким затвором, а окончательное охлаждение ведут при повышенной проницаемости стыков частей реторты удалением перекрывающего стык плавкого затвора.
2. Устройство для получения изделий из композиционного материала с карбидно-металлической матрицей путем паро-жидкофазного металлирования заготовки из пористого термостойкого материала, содержащее реторту замкнутого объема, тигель с металлом, водоохлаждаемый реактор проточного типа с графитовыми нагревателями, выполненными с возможностью расположения вокруг реторты, и с теплоизоляцией из пористых углеграфитовых материалов и пневмо-газо-вакуумную систему, отличающееся тем, что реторта выполнена из непроницаемого для расплавов и растворов материала и состоит из отдельных частей со стыком между ними замковой или клиновидной формы, высота которого составляет 10÷30 мм, и стыковым зазором, равным не менее 1-2 мм, при этом расположенная под стыком часть реторты на наружной стороне по ее периметру выполнена с кольцевым углублением шириной 5÷10 мм, участок стыка, обращенный в сторону внутреннего объема реторты, расположен выше дна кольцевого углубления, а на дне кольцевого углубления размещен плавкий затвор для перекрытия стыка частей реторты в процессе металлирования.
3. Способ регулирования проницаемости стыков состоящей из отдельных частей реторты замкнутого объема в процессе паро-жидкофазного металлирования размещенной в ней заготовки из пористого термостойкого материала, заключающийся в том, что со стороны наружной поверхности по периметру реторты между ее частями формируют перекрывающий стык плавкий затвор, в качестве которого используют пористую заготовку из термостойкого материала с размещенными поверх нее порошком или отливкой из металла или сплава, не выпотевающего из пор термостойкого материала пористой заготовки до изотермической выдержки при максимальной температуре металлирования, или используют шликерную композицию, состоящую из порошка термостойкого материала и связующего, с размещенным поверх нее порошком или отливкой из упомянутого металла или сплава, или состоящую из порошка термостойкого материала, связующего и порошка упомянутого металла или сплава, причем указанный термостойкий материал до изотермической выдержки при максимальной температуре металлирования не разлагается, а при изотермической выдержке при максимальной температуре металлирования разлагается без остатка или с удаляемым остатком.
| RU 2011104524 A, 20.08.2012 | |||
| Способ насыщения изделий из пористого углеродного материала карбидом кремния | 1991 |
|
SU1834839A3 |
| Способ герметизации контейнеров для диффузионной металлизации | 1973 |
|
SU692907A1 |
| ПЛАВКИЙ ЗАТВОР ДЛЯ ГЕРМЕТИЗАЦИИ КОНТЕЙНЕРОВ ПРИ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКЕ И СПОСОБ ГЕРМЕТИЗАЦИИ КОНТЕЙНЕРА | 1996 |
|
RU2118776C1 |
| WO 19980282 A1, 14.05.1998 | |||
| US 6500557 A, 31.12.2002 | |||
| САМСОНОВ Г.В | |||
| и др., Тугоплавкие покрытия, М., Металлургия, 1973, стр.73-85 | |||
| . | |||

