Изобретение относится к плазменной технике, а более конкретно к методам изготовления элементов ионно-оптических систем электроракетных двигателей и источников ионов различного назначения, которые, в частности, могут использоваться в составе технологических ионно-плазменных установок.
К электродам ионно-оптической системы предъявляется ряд технических требований, выполнение которых необходимо для нормальной работы устройств, обеспечивающих генерацию ионных пучков. Электроды, работающие в условиях высоких температур и силового воздействия электростатических полей, должны быть выполнены из тугоплавкого материала, обладающего близким к нулю коэффициентом теплового расширения. Кроме того, такой материал должен обладать высокой стойкостью к эрозии, вызываемой воздействием потоков заряженных частиц как со стороны разрядной камеры источника ионов, так и со стороны извлекаемого из разрядной камеры устройства потока ионов.
С учетом перечисленных требований в качестве материала ускоряющих и эмиссионных электродов ионно-оптических систем наиболее широко в настоящее время используется молибден и его сплавы. Данный выбор связан с тем, что молибден относится к тугоплавким металлам, обладающим высокой стойкостью к распылению ионами, и имеет низкое значение коэффициента теплового расширения в диапазоне рабочих температур (от 0,2·10-5/°C до 1,3·10-5/°C).
Однако при генерации ионных пучков с достаточно большим поперечным сечением (более ~15 см) начинает проявляться влияние деформации молибденовых электродов под действием высоких температур на свойства потоков ионов. При деформации электродов ионно-оптической системы происходит расфокусировка генерируемых пучков, а также возможны замыкания между близлежащими электродами при малых межэлектродных расстояниях. Для исключения данных негативных явлений в качестве материала электродов ионно-оптической системы все чаще применяются углеродосодержащие материалы, в частности графиты и углерод-углеродные композиционные материалы.
За счет использования углерод-углеродных композиционных материалов на порядок повышается стойкость электродов к ионному распылению и существенно снижается величина коэффициента теплового расширения (от -2,0·10-6/К при температуре 295 К до +1,0·10-6/K при температуре 675 К). При этом существенное значение для свойств таких электродов имеет метод их изготовления.
Известны различные методы изготовления электродов, выполненных из углеродосодержащих материалов. Так, например, в ионном двигателе, конструкция которого описана в патенте US 6318069 (опубликован 20.11.2001), в составе ионно-оптической системы используются электроды, выполненные из пиролитического графита. Для снижения механических деформаций, вызванных высокой рабочей температурой и действием электростатических сил, в качестве материала электродов используется анизотропный пиролитический графит, имеющий определенную ориентацию кристаллографической плоскости.
Выбранная ориентация кристаллографической плоскости в базовом направлении (ab-ориентация) позволяет существенно снизить коэффициент термического сопротивления электрода. Кроме того, пиролитический графит с указанной кристаллографической ориентацией обладает высокой излучательной способностью по сравнению с другими применяемыми материалами. При данном выполнении тепловые потоки отводятся от электродов через внешние теплопроводящие элементы конструкции и за счет теплового излучения. Вследствие этого снижается рабочая температура электродов ионно-оптической системы и появляется возможность уменьшения расстояния между электродами. Электроды могут быть изготовлены путем механической обработки заготовок из пиролитического графита либо методом осаждения графита на матрицу, форма которой определяет форму электрода.
Известен способ изготовления электродов ионно-оптической системы из углерод-углеродного композиционного материала, который описан в патенте US 5465023 (опубликован 07.11.1995). Использование данного материала позволяет создать электроды с отрицательным коэффициентом теплового расширения в диапазоне температур от 0 до 600 К. Электроды выполняются из сплетенных слоев углеродных волокон, в каждом из которых углеродные волокна ориентированы под углом 45° относительно друг друга.
Слои из сплетенных углеродных волокон укладываются на углеродную матрицу и соединяются в единую структуру с помощью связующего вещества, в качестве которого используется фенолальдегидный полимер (смола). Образованная структура фиксируется графитовыми пластинами. Затем проводится многоступенчатый процесс карбонизации в атмосфере инертных газов.
После карбонизации многослойная углерод-углеродная структура подвергается термической стабилизации до достижения требуемых значений модуля упругости (при растяжении и изгибе) и коэффициента теплового расширения. Процесс карбонизации проводится при температуре до 1800°C в течение промежутка времени от 12 до 24 часов. Для удаления углеводородов из многослойной структуры используется химическая инфильтрация из паровой фазы. Данный процесс проводится в течение промежутка времени от 24 до 48 часов. Отверстия в заготовке электрода выполняются с использованием различных методов обработки: механических, лазерных, электроразрядных.
Наиболее близким аналогом изобретения является способ изготовления электродов для ионного двигателя, который раскрыт в патенте US 5551904 (опубликован 03.09.1996). Данный метод направлен на обеспечение термостабильности, высокой стойкости к ионной эрозии, длительного ресурса и малого веса электродов ионно-оптической системы. Эмиссионный, ускоряющий и замедляющий электроды ионно-оптической системы выполняются из углерод-углеродного композиционного материала, коэффициент теплового расширения которого близок к нулю. Используемый материал обладает малым весом и высокой стойкостью к ионному распылению. Применяемые в ионных двигателях электроды должны обладать малой толщиной (толщина эмиссионных электродов от 0,3 до 0,4 мм, толщина ускоряющих электродов - до 3 мм) и большим диаметром (500 мм и более). Процесс изготовления электродов включает следующие этапы. Углеродные волокна укладываются и сплетаются между собой. Сплетенные волокна размещаются на углеродной матрице в несколько слоев. Волокна в близлежащих слоях смещаются друг относительно друга на угол 60°. Сплетенные слои соединяются между собой и с углеродной матрицей с помощью связующего полимера, в качестве которого может использоваться фенольная смола.
Отверстия в электродах формируются в процессе укладки углеродных волокон либо вырезаются в заготовке после укладки волокон. В каждом электроде формируется по меньшей мере 1600 отверстий диаметром 1,83 мм. Отверстия выполняются механическим сверлением, лазерной резкой, ультразвуковым фрезерованием, струйной резкой или электронно-лучевой обработкой.
Отверстия в электродах могут быть образованы во время укладки углеродных волокон с помощью образцов-вставок или втулок, вокруг которых наматываются углеродные волокна. В данном случае после окончания термообработки заготовки электрода требуется извлечение формообразующих элементов из заготовки либо, наоборот, заготовки из формообразующих элементов. После этого необходима дополнительная финишная обработка каналов отверстий. Следует отметить, что при несоосности отверстий в электроде либо при сложной форме каналов отверстий возникают определенные трудности при отделении заготовки электрода от формообразующих элементов.
Использование указанных выше методов формирования отверстий в электродах приводит либо к возникновению областей термических напряжений, образующихся в результате механического или иного энергетического воздействия, либо к существенному увеличению размеров отверстий, что связано с необходимостью извлечения образцов-вставок из заготовки электрода.
Заготовки электродов подвергаются высокотемпературному пиролизу. В результате пиролитического разложения исходных углеродосодержащих продуктов образуется углеродная матрица вокруг сплетенных углеродных волокон. После пиролитического разложения заготовки электродов проходят инфильтрацию, например химическую инфильтрацию из паровой фазы, для очищения заготовки от сопутствующих углеродосодержащих продуктов пиролиза. Таким продуктами высокотемпературной реакции пиролиза являются смолы, полимеры и органические газы.
После выполнения перечисленных выше операций требуется дополнительная обработка отверстий, например лазерная обработка, для окончательного формирования каналов отверстий заданной формы и ориентации.
Изобретение направлено на исключение остаточных деформаций электродов, выполненных из углерод-углеродных композиционных материалов. Такие деформации могут быть вызваны механическим или иным воздействием, которое необходимо для выполнения в электроде отверстий заданной формы и размеров. Изобретение связано также с расширением возможностей формообразования отверстий, выполняемых в электродах, и повышением размерной точности отверстий.
Решение данных технических задач позволяет повысить качество изготавливаемых электродов за счет существенного снижения остаточных деформаций, повысить точность изготовления перфорированных электродов и обеспечить возможность изготовления перфорированных электродов со сложной конфигурацией отверстий.
Достижение указанных технических результатов обеспечивается при реализации способа изготовления электродов ионно-оптической системы, включающего следующие операции. На формообразующий элемент, выполненный с выступами, форма и размеры которых соответствуют форме и размерам отверстий в электроде, послойно укладывают углеродные волокна или углеволоконную ткань. На сплетенные углеродные волокна наносят полимерное связующее вещество. Полученную заготовку подвергают предварительной термообработке. После этого выплавляют или выжигают формообразующий элемент из заготовки. После удаления формообразующего элемента в заготовке образуются отверстия на месте выступов формообразующего элемента, при этом сама заготовка приобретает заданную форму в соответствии с формой поверхности формообразующего элемента. Затем осуществляют термическое разложение полимерного связующего вещества до образования углерод-углеродного композиционного материала.
Реализация перечисленных выше технологических операций связана с использованием определенного материала, из которого выполняется формообразующий элемент. В качестве данного материала используют вещество с температурой плавления TПЛ, выбранной из условия: TТР>TПЛ>TТО, где TТР - минимальная температура, при которой осуществляется термическое разложение связующего вещества; TТО - максимальная температура, при которой осуществляется предварительная термообработка заготовки электрода.
Совокупность перечисленных выше операций и их выполнение в указанной последовательности обеспечивает изготовление электродов заданной формы с отверстиями, имеющими точные размеры и заданную пространственную конфигурацию. При реализации способа исключается необходимость извлечения заготовки электрода из сложной структуры формообразующего элемента либо извлечение образцов-втулок из заготовки электрода. При использовании способа отсутствуют какие-либо ограничения, накладываемые на форму и расположение каналов отверстий в электроде. Кроме того, за счет исключения технологических операций, связанных с формообразованием отверстий и финишной обработкой каналов отверстий, в процессе работы ионно-оптической системы в электродах не возникают остаточные деформации, которые могут привести к нарушению заданных условий работы системы и ионно-лучевого устройства в целом.
Следует отметить, что основное требование, предъявляемое к ионно-оптической системе, заключается в обеспечении расчетной траектории движения ионов, исключающей взаимодействие ионов с элементами конструкции системы. Ионно-оптическая система состоит, как правило, из эмиссионного, ускоряющего и замедляющего электродов. В традиционных ионно-оптических системах с электродами, разделенными пространственными зазорами, достижение высокой плотности тока ионного пучка обеспечивается за счет минимизации величины зазора между эмиссионной границей плазмы и ускоряющим электродом. Вследствие этого при минимально возможных зазорах между электродами даже незначительная деформация электродов, диаметр которых может достигать 500 мм, приводит к интенсивной эрозии элементов конструкции и к замыканиям близлежащих электродов. В результате данных явлений существенно снижается ресурс ионно-оптической системы. Кроме того, из-за этого невозможно обеспечить заданные расчетные характеристики источников ионов.
При реализации способа используют формообразующий элемент, предпочтительно изготовленный методами трехмерной печати. Такие методы осуществляются с помощью 3D-принтеров. В частности, формообразующий элемент может быть изготовлен методом лазерной стереолитографии. В этом случае в качестве материала формообразующего элемента используют фотополимеризующийся композиционный материал.
Для изготовления формообразующего элемента может также использоваться метод точного литья по выплавляемым или выжигаемым моделям. При использовании данного метода формообразующий элемент выполняется из легкоплавкого сплава металлов, например из сплавов таких металлов, как свинец, олово и цинк.
В зависимости от требуемой формы электрода формообразующий элемент выполняется вогнутой, выпуклой или плоской формы. Форма выступов на поверхности формообразующего элемента выбирается в зависимости от требуемой формы отверстий в электроде. Так, например, для выполнения отверстий круглой формы используют выступы в форме цилиндров с вершинами конической формы. В случае выполнения щелевых отверстий в электроде используются выступы прямоугольной формы с клинообразным поперечным сечением.
Для создания углерод-углеродной микроструктуры электрода применяют слой углеродного войлока, который накладывают на сплетенные углеродные волокна.
Одновременно с термической обработкой заготовки электрода производится обработка давлением. Для выполнения данных операций используется специальное технологическое оборудование и приспособления. После нанесения связующего вещества на заготовку электрода устанавливают эластичный пуансон с отверстиями, совпадающими по форме и размерам с выступами формообразующего элемента. Заготовку электрода с формообразующим элементом и эластичным пуансоном помещают в матрицу-оправку, устанавливают жесткий пуансон со стороны эластичного пуансона и осуществляют силовое воздействие на жесткий пуансон с помощью пресса.
Предварительная термообработка преимущественно включает следующие последовательно выполняемые операции: нагрев заготовки до уровня температур от 80 до 90°C с выдержкой от 30 до 60 минут, увеличение избыточного давления до уровня от 30 до 40 атм, увеличение температуры до уровня от 160 до 170°C, выдержку заготовки при достигнутом уровне давления и температуры в течение промежутка времени от 60 до 90 минут, охлаждение заготовки до температуры не выше 30°С и снижение давления до уровня давления окружающей среды.
Термическое разложение полимерных смол и формирование углеродной структуры, связывающей сплетенные углеродные волокна, может осуществляться в три этапа. В течение первого этапа заготовку электрода помещают в азотную среду при температуре не менее 850°C. В течение второго этапа заготовку электрода выдерживают в вакууме при температуре не менее 1800°C. В течение третьего этапа заготовку электрода выдерживают в среде природного газа при температуре от 1000 до 1150°C.
Далее изобретение поясняется описанием конкретных примеров реализации изобретения. На прилагаемых чертежах изображено следующее:
на фиг.1 - диаметральное сечение формообразующего элемента, который используется для изготовления перфорированных электродов с отверстиями круглой формы;
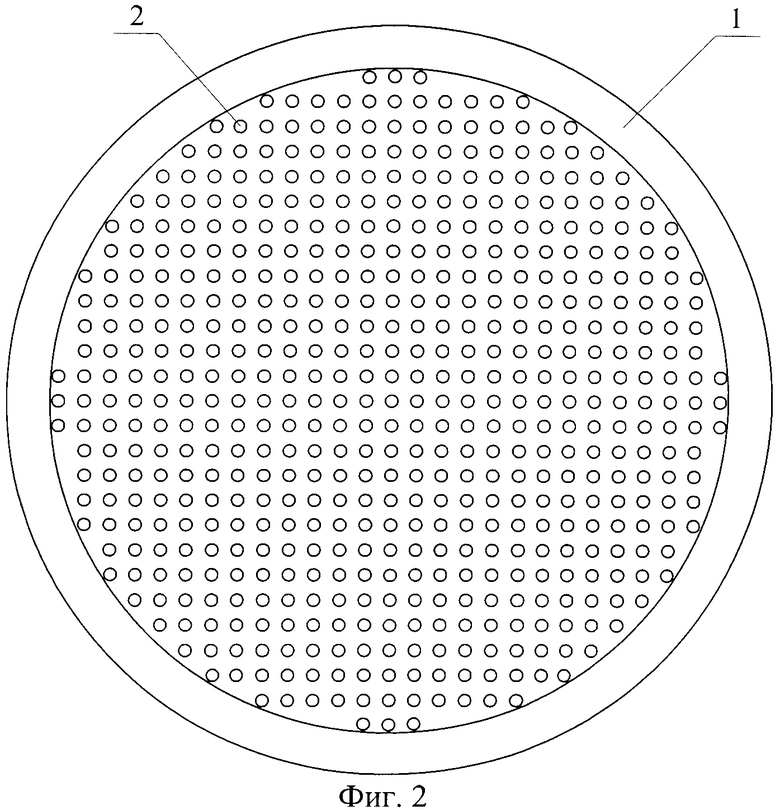
на фиг.2 - вид формообразующего элемента, изображенного на фиг.1, со стороны рабочей поверхности с выступами;
на фиг.3 - вид сбоку на плоский формообразующий элемент, который используется для изготовления перфорированных электродов со щелевыми отверстиями прямоугольной формы;
на фиг.4 - вид формообразующего элемента, изображенного на фиг.3, со стороны его рабочей поверхности с выступами.
Формообразующий элемент, изображенный на фиг.1 и 2 чертежей, имеет форму шарового сегмента с выпуклой рабочей поверхностью. На основании 1 формообразующего элемента расположены выступы 2 в форме цилиндров с вершинами конической формы. Данный формообразующий элемент используется для изготовления перфорированных электродов выпуклой формы с отверстиями круглого сечения.
Формообразующий элемент, изображенный на фиг.3 и 4 чертежей, имеет плоскую рабочую поверхность. Основание 3 формообразующего элемента выполнено в форме диска. На основании 3 расположены выступы 4 прямоугольной формы с клинообразным поперечным сечением. Данный формообразующий элемент используется для изготовления перфорированных электродов плоской формы со щелевыми отверстиями прямоугольного сечения.
Способ изготовления электродов ионно-оптической системы с использованием формообразующих элементов, изготовленных методами трехмерной печати, осуществляется следующим образом.
В зависимости от требуемых размеров, количества, расположения и формы каналов отверстий, выполняемых в электроде, а также от формы и размеров электрода рассчитываются форма и размеры формообразующего элемента. Так, например, для электродов, имеющих выпуклую форму, с отверстиями круглого сечения используется формообразующий элемент, изображенный на фиг.1 и 2 чертежей. На рабочей поверхности основания 1 формообразующего элемента расположены цилиндрические выступы 2. В рассматриваемом примере реализации изобретения диаметр цилиндрических выступов 2 составляет 2,3 мм. Выступы расположены на рабочей поверхности формообразующего элемента с шагом 2,9 мм. Диаметр основания формообразующего элемента составляет 100 мм.
Для электродов, имеющих плоскую форму, со щелевыми отверстиями прямоугольного сечения, применяется формообразующий элемент, изображенный на фиг.3 и 4 чертежей. На рабочей поверхности основания 3 формообразующего элемента выполнены прямоугольные выступы 4 с клинообразным поперечным сечением.
Материал формообразующего элемента выбирается в соответствии со следующим условием: TТР>TПЛ>TТО, где TПЛ - температура плавления материала формообразующего материала; TТР - минимальная температура, при которой осуществляют термическое разложение связующего вещества, TТО - максимальная температура, при которой осуществляют предварительную термообработку заготовки электрода.
Вторым условием выбора материала формообразующего элемента является конкретный метод трехмерной печати, осуществляемый с помощью 3D-принтера. В рассматриваемом примере осуществления изобретения выбран метод лазерной стереолитографии. Для реализации данного метода формообразующий элемент выполняется из фотополимеризующегося композиционного материала (фотополимера).
В качестве исходного жидкого фотополимера, из которого в процессе отверждения образуется формообразующий элемент, выбран материал Accura 60, производимый компанией 3D Systems, Inc. Данный материал относится к эпоксидным смолам, содержащим реактивный растворитель, и содержит этоксилированный пентаэритритол тетраакрилата и смесь пропиленкарбоната и антимонатов. Температура плавления отвержденной эпоксидной смолы подбирается в соответствии с указанным выше условием выбора TПЛ путем введения в эпоксидную композицию дополнительных компонентов: пластификаторов, наполнителей и разбавителей.
Трехмерная печать методом лазерной стереолитографии производится следующим образом. Предварительно создается расчетная компьютерная модель формообразующего элемента с заданными расположением, формой и размерами выступов, которые соответствуют расположению, форме и размерам отверстий в электроде. В емкость с жидким фотополимером помещается сетчатая платформа, на которой образуется формообразующий элемент. Платформа покрывается слоем фотополимера толщиной от 0,05 до 0,15 мм. При воздействии лазерным излучением на участки полимера, которые соответствуют размерам формообразующего элемента, происходит их затвердевание. После затвердевания каждого слоя фотополимера платформа последовательно погружается в жидком фотополимере на глубину, равную толщине слоя. После завершения отверждения формообразующего элемента производится его очистка и финальное облучение для окончательного отверждения образца.
Наряду с методом лазерной стереолитографии для изготовления формообразующего элемента могут использоваться и другие известные в настоящее время методы трехмерной печати, реализуемые с помощью 3D-принтеров. К числу таких методов относятся: селективное лазерное спекание, электронно-лучевая плавка с использованием металлических порошков, моделирование методом наплавления, метод ламинирования с последующей лазерной резкой.
После изготовления формообразующего элемента на его рабочую поверхность с выступами укладываются углеродные волокна (нити) или накладывается углеволоконная ткань. Укладка углеродных волокон осуществляется таким же образом, как и в известных способах-аналогах. На сплетенные углеродные волокна накладывают слой углеродного войлока. Образованная многослойная углеродная структура (углеволоконный пакет) пропитывается 50% спиртовым раствором фенолоформальдегидного связующего вещества. Нанесение на углеродные волокна связующего вещества производится в два этапа с промежуточной выдержкой в воздушной атмосфере при температуре 20°C в течение 2-3 часов.
После завершения формирования заготовки электрода устанавливают эластичный пуансон с отверстиями, совпадающими по форме и размерам с выступами формообразующего элемента. Заготовку электрода с формообразующим элементом и эластичным пуансоном помещают в матрицу-оправку и устанавливают жесткий пуансон со стороны эластичного пуансона. Подготовленную технологическую оснастку с заготовкой помещают в пресс и проводят предварительную термообработку.
При проведении предварительной термообработки последовательно осуществляются следующие операции. Первоначально проводят нагрев заготовки электрода до уровня температур от 80 до 90°C с выдержкой от 30 до 60 минут. Затем с помощью пресса проводят увеличение избыточного давления до уровня от 30 до 40 атм. Для этого воздействуют на жесткий пуансона. Силовое воздействие передается через эластичный пуансон на поверхность заготовки электрода.
При воздействии давления на заготовку увеличивают температуру заготовки до уровня от 160 до 170°C. После этого выдерживают заготовку электрода при достигнутом уровне давления и температуры в течение промежутка времени от 60 до 90 минут. По окончании выдержки заготовку электрода охлаждают до температуры не выше 30°C и снижают давление до уровня давления окружающей среды. В результате предварительной термообработки создается пакетная углепластиковая заготовка, совмещенная с формообразующим элементом.
После завершения предварительной термообработки заготовки осуществляют выжигание (газификацию) формообразующего элемента при температуре, превышающей температуру плавления материала формообразующего элемента. При увеличении температуры происходит термическая деструкция полимера формообразующего элемента в результате фазовых и химических превращений. Материал сначала размягчается, а затем плавится, разлагается и горит с образованием газообразных продуктов. Негазифицированные продукты разложения и горения составляют менее 0,1% от общей массы материала. Данные продукты удаляются путем химической обработки заготовки растворителем. После завершения процесса газификации формообразующего элемента получается достаточно прочная для проведения последующих операций углепластиковая заготовка.
В результате газификации выступов, контактирующих с заготовкой, в электроде образуются каналы отверстий заданной формы и размеров. Каналы могут иметь различную конфигурацию, которая определяется формой выступов на рабочей поверхности формообразующего элемента. При этом не требуется дополнительная финишная обработка каналов отверстий, что обусловлено высокой точностью изготовления формообразующего элемента и предварительной термической обработкой заготовки в сборе с формообразующим элементом.
Процесс термического разложения полимерного связующего вещества и формирования углеродной структуры, связывающей углеродные волокна, проводят последовательно в три этапа. В течение первого этапа заготовку электрода помещают в азотную среду и выдерживают при температуре не менее 850°C. В течение второго этапа заготовку электрода выдерживают в вакууме при температуре не менее 1800°C. В течение третьего этапа заготовку выдерживают в среде природного газа при температуре от 1000 - до 1150°C. После завершения процесса термического разложения полимерного связующего вещества и формирования углеродной структуры получают электрод в виде тонкой перфорированной пластины, выполненной из углерод-углеродного композиционного материала. При этом перемычки между отверстиями в электроде могут быть очень тонкими. Минимальный размер перемычек между отверстиями может достигать десятых долей миллиметра. Такие размеры перемычек между отверстиями не могут быть получены при использовании механических, лучевых и иных методов обработки без возникновения остаточных деформаций.
Способ изготовления электродов ионно-оптической системы с использованием формообразующих элементов, изготовленных методом точного литья по выжигаемым (газифицируемым) моделям, осуществляется аналогичным образом. Отличия заключаются в технологии изготовления формообразующего элемента и использовании в качестве материала элемента легкоплавкого сплава металлов.
Легкоплавкий сплав выбирается в соответствии с существенным условием: TТР>TПЛ>TТО. Для указанных выше температурных режимов предварительной термообработки заготовки и термического разложения связующего вещества данное условие можно представить в виде: 850°C>TПЛ>170°C.
Согласно приведенному условию можно выбрать ряд легкоплавких сплавов на основе олова, цинка и свинца. В частности, могут использоваться следующие легкоплавкие сплавы: сплав олова (89%) и цинка (11%) с температурой плавления TПЛ=198°С, сплав олова (62%) и свинца (38%) с температурой плавления TПЛ=-183°С.
Изготовление формообразующего элемента, выполненного из легкоплавкого сплава, осуществляется следующим образом. Предварительно изготавливается модель формообразующего элемента, выполненная, например, из полистирола или пенопласта. Модель помещают в форму-опоку, образованную из формовочной смеси. После этого жидкий расплав заливается в форму. Под действием высокой температуры происходит термическая деструкция материала модели и газификация продуктов разложения.
Газифицируемая модель постепенно замещается расплавом по мере его поступления в форму. Расплав заполняет всю форму и после остывания приобретает заданную пространственную конфигурацию формообразующего элемента. Полученная высокоточная отливка формообразующего элемента затем используется в процессе изготовления электрода.
На рабочую поверхность формообразующего элемента укладываются углеродные волокна (нити) или накладывается углеволоконная ткань. На слой сплетенных углеродных волокон накладывается слой углеродного войлока. Далее многослойная углеволоконная структура пропитывается 50% спиртовым раствором фенолоформальдегидного связующего вещества. На заготовку электрода последовательно устанавливают эластичный пуансон, матрицу-оправку и жесткий пуансон.
Затем заготовка в технологической оснастке подвергается многоступенчатой предварительной термической обработке, в результате которой формируется углепластиковая заготовка электрода, совмещенная с формообразующим элементом.
Удаление формообразующего элемента, выполненного из легкоплавкого сплава, осуществляют путем прокаливания заготовки при температуре, превышающей температуру плавления сплава. Вследствие этого происходит выплавление из заготовки материала формообразующего элемента с образованием в заготовке отверстий с каналами заданной конфигурации в местах расположения выступов формообразующего элемента. Удаление остатков легкоплавкого сплава с поверхности заготовки производится при последующей термообработке.
Далее проводится термическое разложение полимерного связующего вещества в материале углепластиковой заготовки и формирование углеродной структуры, связывающей сплетенные углеродные волокна. Данный процесс осуществляется в три этапа. Первый этап проводится в азотной среде при температуре не менее 850°C. В течение второго этапа заготовка электрода выдерживается в вакууме при температуре не менее 1800°C. В течение третьего этапа заготовка электрода выдерживается в среде природного газа при температуре от 1000 до 1150°C.
После завершения процесса термического разложения полимерного связующего вещества и формирования углеродной структуры получают электрод в виде тонкой перфорированной пластины, выполненной из углерод-углеродного композиционного материала. Изготовленный электрод обладает рядом преимуществ по сравнению с электродами, изготовленными в соответствии с известными способами-аналогами. В электроде отсутствуют остаточные деформации, присущие известным методам изготовления. Причиной возникновения остаточных деформаций является использование механических, лучевых и иных методов обработки для образования отверстий в электроде либо для дополнительной финишной обработки каналов отверстий. В разработанном способе необходимость таких операций отсутствует из-за высокой точности выполнения каналов отверстий. Кроме того, отсутствуют какие-либо технологические ограничения по выбору пространственной конфигурации и размеров отверстий. За счет этого расширяются возможности изготовления перфорированных электродов из углерод-углеродного композиционного материала с различной формой и расположением отверстий.
Вышеописанные примеры осуществления способа изготовления электродов ионно-оптической системы основываются на конкретных формах электродов и технологических операциях, связанных с выбором определенного материала формообразующего элемента и применением определенного технологического оборудования. В то же время представленное описание примеров осуществления изобретения не исключает возможности достижения технического результата и в других частных случаях реализации способа в том виде, как он охарактеризован в независимом пункте формулы. Так, в частности, формообразующий элемент может быть изготовлен с помощью других известных методов трехмерной печати, осуществляемых с помощью 3D-принтеров, к числу которых относятся лазерная и струйная технологии.
Для изготовления формообразующего элемента, выполняемого из легкоплавкого сплава, наряду с методом литья по выжигаемым моделям могут использоваться и другие методы точного литья, например метод литья по выплавляемым моделям или метод литья под давлением. Форма рабочей поверхности формообразующего элемента, а также конфигурация и размеры выступов на рабочей поверхности выбираются в соответствии с заданными характеристиками электрода.
В зависимости от требуемых прочностных и теплофизических характеристик электрода выбираются используемые для изготовления электрода углеволоконные материалы и полимерные связующие вещества, а также температурные и временные режимы обработки и технологическое оборудование, которое применяется для термической обработки заготовки электрода.
Электроды, выполненные из углерод-углеродного композиционного материала согласно изобретению, предназначены для применения в электроракетных ионных двигателях и могут применяться для широкого круга ионно-лучевых приборов и устройств различного назначения, в которых используются ионно-оптические системы. Такие приборы и устройства используются на практике, в частности в технологических установках, предназначенных для ионно-плазменной обработки деталей и изделий, а также в ускорителях заряженных частиц.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОГО ИЗДЕЛИЯ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1992 |
|
RU2048295C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2014 |
|
RU2574269C1 |
| Способ получения изделий сложной формы на основе углеродных синтактных пеноматериалов и установка для осуществления способа | 2017 |
|
RU2665775C1 |
| Способ получения текстильных карбидокремниевых материалов | 2018 |
|
RU2694340C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2264886C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВОЛОКНИСТО-АРМИРОВАННОГО УГЛЕРОД-КАРБИДОКРЕМНИЕВОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2006 |
|
RU2337083C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УГЛЕКОМПОЗИТНЫХ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2396168C2 |
| Способ изготовления крупногабаритного композитного изделия методом вакуумной инфузии и композитная силовая балка мостовой секции для сборно-разборного мостового сооружения | 2018 |
|
RU2688716C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИТА НА ОСНОВЕ МНОГОСТЕННЫХ УГЛЕРОДНЫХ НАНОТРУБОК И ОКСИДА МАРГАНЦА | 2023 |
|
RU2825091C1 |
| СПОСОБ ПЕРФОРАЦИИ ОТВЕРСТИЙ В ЭЛЕКТРОДАХ ИОННО-ОПТИЧЕСКОЙ СИСТЕМЫ | 2016 |
|
RU2641641C2 |


Изобретение относится к методам изготовления элементов ионно-оптических систем электроракетных двигателей и источников ионов различного назначения, которые, в частности, могут использоваться в составе технологических ионно-плазменных установок. Способ включает послойную укладку углеродных волокон или углеволоконной ткани на рабочую поверхность формообразующего элемента. На основании (1) формообразующего элемента расположены выступы (2) в форме цилиндров с вершинами конической формы. Форма и размеры выступов (2) соответствуют форме и размерам выполняемых в электроде отверстий. Формообразующий элемент изготавливают методом лазерной стереолитографии. В качестве материала элемента используют фотополимеризующийся композиционный материал. На сплетенные углеродные волокна наносят связующее вещество и проводят предварительную термообработку заготовки. Термообработка включает ступенчатое увеличение температуры, повышение давления, действующего на заготовку, охлаждение заготовки и снижение давления до уровня давления окружающей среды. Формообразующий элемент удаляют после завершения предварительной термообработки путем его нагрева до температуры, превышающей температуру плавления материала. В результате выжигания формообразующего элемента в заготовке электрода образуются отверстия заданной формы. Затем осуществляют термическое разложение связующего вещества в перфорированной заготовке до образования углерод-углеродного композиционного материала. Технический результат - повышение качества электродов за счет исключения остаточных деформаций, повышение точности изготовления отверстий в электродах и обеспечение возможности изготовления перфорированных электродов со сложной конфигурацией каналов отверстий. 10 з.п. ф-лы, 4 ил.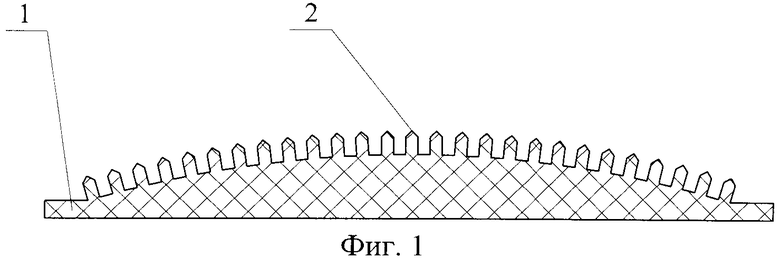
1. Способ изготовления электродов ионно-оптической системы, включающий послойную укладку углеродных волокон или углеволоконной ткани на формообразующий элемент с выступами, форма и размеры которых соответствуют форме и размерам выполняемых в электроде отверстий, нанесение на сплетенные углеродные волокна связующего вещества, предварительную термообработку заготовки, удаление формообразующего элемента путем его нагрева до температуры, превышающей температуру плавления материала формообразующего элемента, с образованием отверстий в заготовке и термическое разложение связующего вещества в перфорированной заготовке до образования углерод-углеродного композиционного материала, при этом в качестве материала формообразующего элемента используют вещество с температурой плавления ТПЛ, выбранной из условия: ТТР>ТПЛ>ТТО, где ТТР - минимальная температура, при которой осуществляют термическое разложение связующего вещества, ТТО - максимальная температура, при которой осуществляют предварительную термообработку заготовки электрода.
2. Способ по п.1, отличающийся тем, что используют формообразующий элемент, изготовленный методами трехмерной печати.
3. Способ по п.2, отличающийся тем, что в качестве метода трехмерной печати используют метод лазерной стереолитографии, при этом формообразующий элемент выполняют из фотополимеризующегося композиционного материала.
4. Способ по п.1, отличающийся тем, что используют формообразующий элемент, изготовленный методом точного литья по выплавляемым или выжигаемым моделям, при этом формообразующий элемент выполняют из легкоплавкого сплава металлов.
5. Способ по п.1, отличающийся тем, что рабочая поверхность формообразующего элемента, на которой выполнены выступы, имеет выпуклую, вогнутую или плоскую форму.
6. Способ по п.1, отличающийся тем, что выступы формообразующего элемента выполнены в форме цилиндров с вершинами конической формы.
7. Способ по п.1, отличающийся тем, что выступы формообразующего элемента имеют прямоугольную форму с клинообразным поперечным сечением.
8. Способ по п.1, отличающийся тем, что перед нанесением связующего вещества на сплетенные углеродные волокна накладывают слой углеродного войлока.
9. Способ по п.1, отличающийся тем, что после нанесения связующего вещества на заготовку электрода устанавливают эластичный пуансон с отверстиями, совпадающими по форме и размерам с выступами формообразующего элемента, после этого помещают заготовку электрода с формообразующим элементом и эластичным пуансоном в матрицу-оправку, устанавливают жесткий пуансон со стороны эластичного пуансона и осуществляют силовое воздействие на жесткий пуансон.
10. Способ по п.1, отличающийся тем, что предварительную термообработку осуществляют при последовательном выполнении следующих операций: нагрев заготовки электрода до уровня температур от 80 до 90°C с выдержкой от 30 до 60 минут, увеличение избыточного давления до уровня от 30 до 40 атм, увеличение температуры до уровня от 160 до 170°С, выдержка заготовки электрода при достигнутом уровне давления и температуры в течение промежутка времени от 60 до 90 минут, охлаждение заготовки электрода до температуры не выше 30°С, снижение давления до уровня давления окружающей среды.
11. Способ по п.1, отличающийся тем, что термическое разложение связующего вещества в перфорированной заготовке проводят последовательно в три этапа, при этом в течение первого этапа заготовку электрода помещают в азотную среду при температуре не менее 850°С, в течение второго этапа заготовку электрода выдерживают в вакууме при температуре не менее 1800°С, в течение третьего этапа заготовку выдерживают в среде природного газа при температуре от 1000 до 1150°С.
| US 5551904A, 03.09.1996 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭМИТИРУЮЩЕГО ЭЛЕКТРОНЫ ПРИБОРА И СПОСОБ ИЗГОТОВЛЕНИЯ УСТРОЙСТВА ОТОБРАЖЕНИЯ ИЗОБРАЖЕНИЯ | 2009 |
|
RU2430446C2 |
| US 2013139990A1, 06.06.2013 | |||
| US 2010219358A1, 02.09.2010 | |||

