Изобретение относится к области сельскохозяйственного машиностроения, в частности, к способам нанесения износостойких покрытий на рабочую поверхность деталей почвообрабатывающих машин с использованием сварки плавлением.
Известен способ нанесения на деталь износостойких покрытий (Патент РФ №2184639, B23K 9/04), включающий дуговую наплавку рабочей поверхности вдоль линий армирования износостойким присадочным материалом большей плотности, чем основной металл детали с созданием сжимающих напряжений на толщину рабочей поверхности при охлаждении детали.
Недостатками данного способа являются коробление детали из-за глубокого проплавления рабочей поверхности, что увеличивает трудоемкость механической обработки для получения ее необходимых размеров и шероховатости, а также высокая скорость изнашивания основного металла между линиями армирования.
Наиболее близким аналогом к заявленному изобретению относится способ получения износостойкой рабочей поверхности деталей почвообрабатывающих машин, при котором на рабочую поверхность детали наплавляют износостойкий присадочной материал в виде полос с толщиной слоя 2-4 мм под углом к направлению перемещения рабочей поверхности детали (патент РФ №2414337, B23K 9/04, B23P 6/00).
Недостатком способа-прототипа является ускоренное изнашивание основного и наплавленного металла в области наибольшей интенсивности трения рабочей поверхности детали.
Задача изобретения - снижение скорости изнашивания основного и наплавленного металла в области наибольшей интенсивности трения рабочей поверхности детали.
Поставленная задача решается за счет того, что в способе получения износостойкой рабочей поверхности деталей почвообрабатывающих машин, при котором на рабочую поверхность детали наплавляют износостойкий присадочной материал в виде полос с толщиной слоя 2-4 мм под углом к направлению перемещения рабочей поверхности детали, полосы на рабочую поверхность детали наносят по часовой или против часовой стрелки по криволинейной траектории петлеобразной циклоидной формы, расстояние между крайними точками боковой поверхности наплавленного слоя на продольной оси симметрии петлеобразных участков полосы устанавливают от 1 до 3-х размеров ширины наплавленного слоя, а угол между продольной осью симметрии петлеобразных участков полосы и направлением перемещения рабочей поверхности изменяют от 0° до 90°; износостойкий присадочный материал на рабочую поверхность детали наносят в виде блоков двух или трех параллельных друг другу полос, расстояние между крайними точками боковой поверхности соседних полос устанавливают от одного до двух размеров ширины наплавленного слоя; соседние полосы сдвинуты между собой вдоль оси симметрии петлеобразных участков на половину длины дугообразных участков полосы. Новые существенные отличия:
1. Полосы на рабочую поверхность детали наносят по часовой или против часовой стрелки по криволинейной траектории петлеобразной циклоидной формы.
2. Расстояние между крайними точками боковой поверхности наплавленного слоя на продольной оси симметрии петлеобразных участков полосы устанавливают от 1 до 3-х размеров ширины наплавленного слоя.
3. Угол между продольной осью симметрии петлеобразных участков полосы и направлением перемещения рабочей поверхности устанавливают от 0° до 90°.
4. Износостойкий присадочный материал на рабочую поверхность детали наносят в виде блоков двух или трех параллельных друг другу полос, расстояние между крайними точками боковой поверхности соседних полос устанавливают от одного до двух размеров ширины наплавленного слоя.
5. Соседние полосы сдвинуты между собой вдоль оси симметрии петлеобразных участков на половину длины дугообразных участков полосы.
Перечисленные новые существенные признаки в совокупности с известными позволяют получить технический результат во всех случаях, на которые распространяется испрашиваемый объем правовой охраны.
Техническим результатом изобретения является уменьшение скорости изнашивания основного и наплавленного металла в активной зоне трения рабочей поверхности детали за счет увеличения степени деформирования и снижения плотности приповерхностного слоя почвы в направлении перемещения.
Наплавка на рабочую поверхность детали износостойкого присадочного материала по криволинейной траектории петлеобразной циклоидной формы с нанесением слоя по часовой или против часовой стрелки обеспечивает возможность увеличения или уменьшения степени взаимодействия активного слоя почвы с поверхностью наплавленной полосы и его деформирования в области наибольшей интенсивности трения рабочей поверхности детали в направлении перемещения.
Нанесение полос по часовой стрелке на рабочую поверхность детали по криволинейной траектории петлеобразной циклоидной формы увеличивает степень деформирования активного слоя почвы по ширине наплавленной полосы путем взаимодействия с боковой поверхностью петлеобразных участков полосы и дугообразных участков продольной боковой поверхности полосы в направлении перемещения.
Обтекаемая форма наружной боковой поверхности петлеобразных участков полосы снижает трение активного слоя почвы с боковой поверхностью наплавленного слоя за счет проскальзывания частиц по дуге окружности в направлении перемещения с образованием на основном металле застойных зон почвы внутри петлеобразных участков и с тыльной стороны дугообразных участков продольной боковой поверхности полосы, при этом трение активного слоя почвы в зонах его торможения и смятия сопровождается снижением связности между частицами.
Деформирование активного слоя почвы между соседними петлеобразными участками по дуге окружности, соответствующей дуге захвата почвы в направлении пересечения продольной оси симметрии петлеобразных участков полосы, повышает интенсивность зарождения и развития трещин, снижающих плотность и связность частиц при сужении потока почвы.
Расширение потока частиц активного слоя почвы в направлении перемещения и последующее его торможение в зоне примыкающей к передней боковой поверхности дугообразных участков полосы увеличивает степень деформирования приповерхностного слоя при уменьшении трения между частицами в направлении взаимодействия с основным металлом.
Нанесение полос против часовой стрелки на рабочую поверхность детали по криволинейной траектории петлеобразной циклоидной формы изменяет последовательность и степень взаимодействия частиц активного слоя почвы с боковой поверхностью петлеобразных и дугообразных участков по ширине наплавленной полосы в направлении перемещения рабочей поверхности.
Повышение нормального давления при взаимодействии активного слоя почвы с передней боковой поверхностью дугообразных участков в направлении пересечения продольной оси симметрии петлеобразных участков полосы в результате уплотнения и смятия потока частиц, а также их заклинивания между соседними дугообразными участками сопровождается интенсивным развитием трещин с резанием и сколом почвенных частиц, что снижает их связность и трение в направлении взаимодействия с основным металлом.
С тыльной стороны дугообразных участков образуются зоны застоя почвы. Последующие взаимодействия потока частиц с наружной и внутренней боковой поверхностью петлеобразных участков полосы увеличивают поверхность застойных зон почвы, в которых трение с основным металлом рабочей поверхности снижается до нуля.
Деформирование активного слоя почвы между соседними петлеобразными участками по дуге окружности, соответствующей дуге захвата почвы в направлении пересечения продольной оси симметрии петлеобразных участков полосы повышает интенсивность зарождения и развития трещин, снижает связность частиц в направлении трения с основным металлом рабочей поверхности путем сужения и последующего расширения потока по ширине наплавленной полосы.
Изменение расстояния между крайними точками боковой поверхности наплавленного слоя на продольной оси симметрии петлеобразных участков полосы от 1 до 3-х размеров ширины наплавленного слоя способствует перераспределению степени взаимодействия активного слоя почвы с поверхностью петлеобразных и дугообразных участков по ширине наплавленной полосы в направлении перемещения рабочей поверхности. При этом увеличение поверхности застойных зон почвы и объемов торможения потока частиц в направлении пересечения продольной оси симметрии петлеобразных участков полосы уменьшает скорость изнашивания основного и наплавленного металла рабочей поверхности.
Изменение угла между продольной осью симметрии петлеобразных участков наплавленной полосы и направлением перемещения рабочей поверхности от 0° до 90° изменяет степень перекрытия между собой петлеобразных участков полосы, форму зон торможения и частоту образования зон застоя почвы в направлении перемещения рабочей поверхности, которые способствуют перераспределению интенсивности трения активного слоя почвы при взаимодействии потока частиц с основным и наплавленным металлом рабочей поверхности. При этом в определенных условиях возникают переходные зоны трения, сочетающие торможение и застой почвенных частиц.
При совпадении продольной оси симметрии петлеобразных участков наплавленной полосы и направления перемещения рабочей поверхности, когда угол между ними равен нулю, увеличивается частота и степень деформирования активного слоя почвы по длине полосы, что многократно увеличивает поверхность застойных зон почвы на основном металле.
Кроме этого расположение дугообразных участков в направлении перемещения увеличивает степень деформирования активного слоя почвы по длине боковой поверхности полосы.
Расположение продольной оси симметрии петлеобразных участков полосы под острым углом к направлению перемещения при нанесении полос по часовой стрелке способствует образованию в процессе трения волнистой режущей кромки за счет частичного перекрытия петлеобразных участков и промежутков основного металла между ними в направлении перемещения, изменяющих степень взаимодействия активного слоя почвы с поверхностью основного и наплавленного металла.
Расположение дугообразных участков полосы вдоль кромочной поверхности детали снижает трение активного слоя почвы с поверхностью наплавленного слоя за счет проскальзывания потока частиц и его деформирования между соседними участками продольной боковой поверхности полосы.
Взаимодействие активного слоя почвы с поверхностью петлеобразных участков полосы увеличивает степень деформирования потока частиц в направлении трения с основным металлом. При этом снижается скорость изнашивания основного и наплавленного металла кромочных поверхностей.
По одному из вариантов износостойкий присадочный материал на рабочую поверхность деталей наносят в виде блоков 2-х или 3-х параллельных друг другу полос, при этом расстояние между крайними точками боковой поверхности соседних полос устанавливают от одного до двух размеров ширины наплавленного слоя.
Нанесение блоков двух параллельных полос с внешним или внутренним расположением петлеобразных участков способствует перераспределению степени деформирования активного слоя почвы по ширине рабочей поверхности в области наибольшей интенсивности трения.
Взаимодействие почвы с поверхностью соседних петлеобразных или дугообразных участков полос по дуге окружности, соответствующей дуге захвата почвы, повышает интенсивность зарождения и развития трещин путем сужения и последующего расширения потока частиц в направлении перемещения, что снижает скорость изнашивания основного и наплавленного металла между крайними точками боковой поверхности соседних полос.
Нанесение блоков 2-х или 3-х параллельных полос, сдвинутых между собой вдоль оси симметрии петлеобразных участков на половину длины дугообразных участков соседних полос, увеличивает степень деформирования активного слоя почвы за счет взаимного перекрытия дугообразных и петлеобразных участков соседних полос в направлении перемещения.
На фиг.1 изображена схема нанесения полос по криволинейной траектории петлеобразной циклоидной формы по часовой (а) и против часовой стрелки (б).
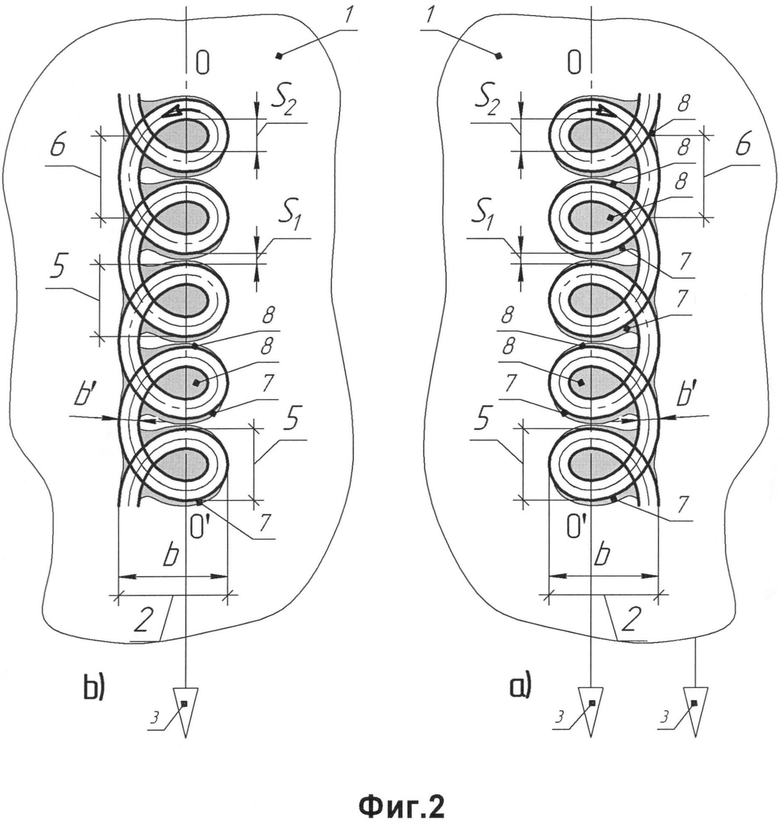
На фиг.2 изображена схема нанесения полос петлеобразной циклоидной формы, продольная ось симметрии петлеобразных участков которых совпадает с направлением перемещения рабочей поверхности.
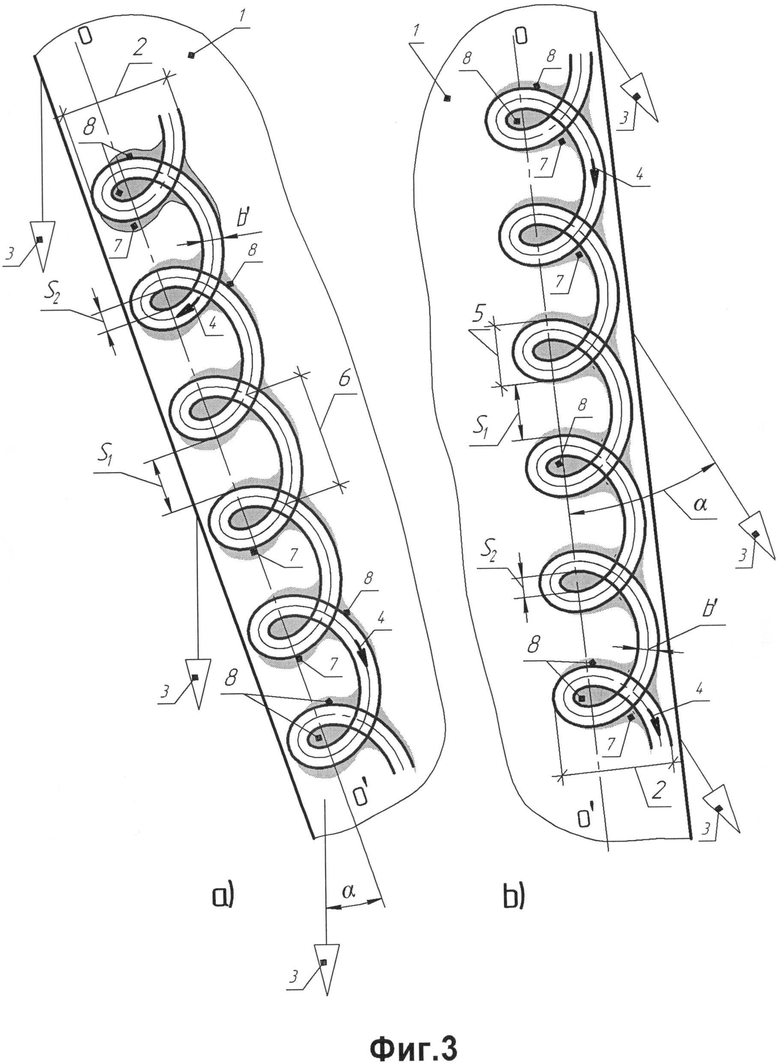
На фиг.3 изображена схема нанесения полос по часовой (а) и против часовой стрелки (б), при которой продольную ось симметрии петлеобразных участков располагают под острым углом к направлению перемещения рабочей поверхности.
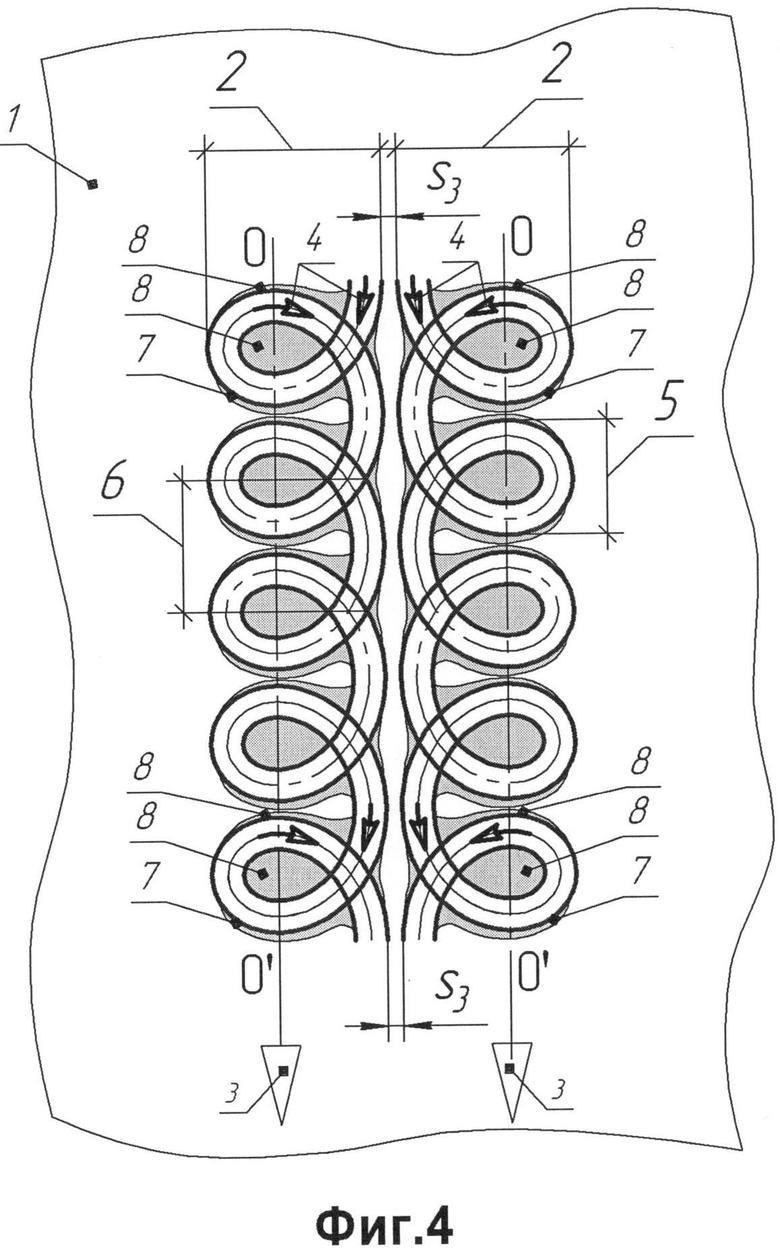
На фиг.4 изображена схема нанесения блоков двух параллельных полос с внешним расположением петлеобразных участков.
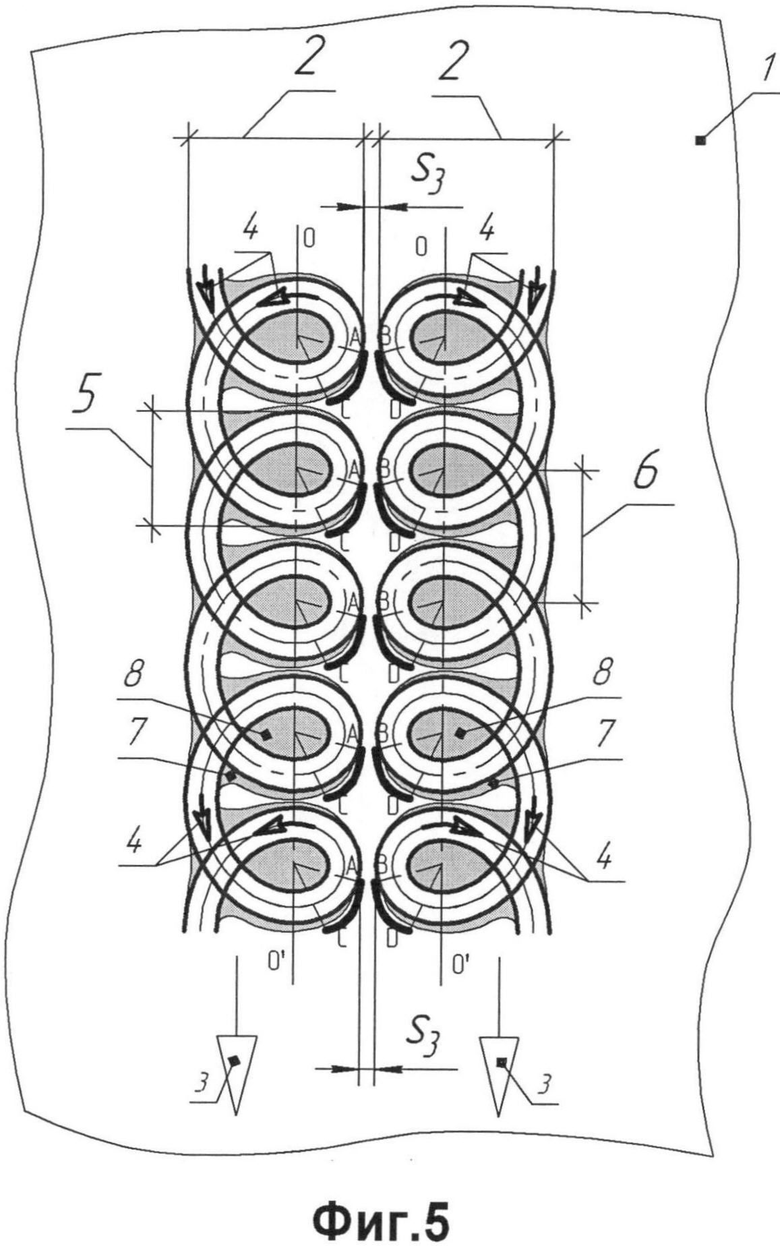
На фиг.5 изображена схема нанесения блоков двух параллельных полос с внутренним расположением петлеобразных участков.
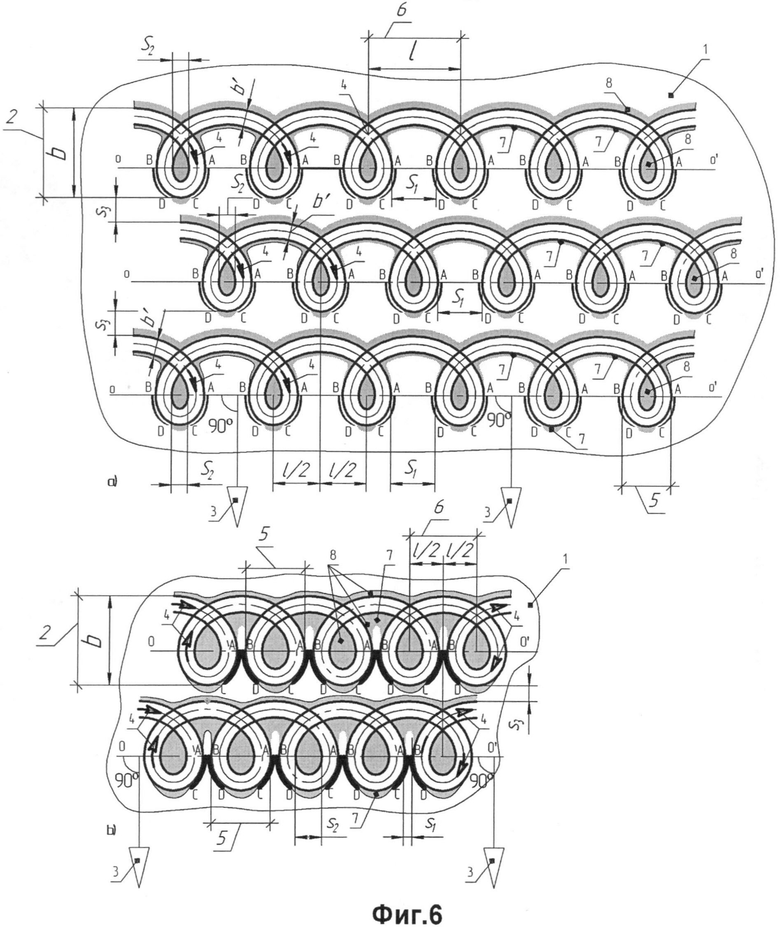
На фиг.6 изображены схемы нанесения блоков параллельных полос, сдвинутых между собой вдоль оси симметрии петлеобразных участков на половину длины дугообразных участков полос, где варианты (а) и (б) отличаются степенью перекрытия петлеобразных участков.
Способ осуществляют следующим образом.
На рабочую поверхность 1 детали с помощью установки для дуговой сварки (не показана) наплавляют износостойкий присадочный материал в виде полос 2 с толщиной слоя 2-4 мм под углом к направлению перемещения 3 рабочей поверхности 1 детали. Полосы 2 на рабочую поверхность 1 детали наносят по часовой 4 или против часовой стрелки 4 по криволинейной траектории петлеобразной циклоидной формы, включающей формирование петлеобразных участков 5 и дугообразных участков 6 продольной боковой поверхности полосы 2.
Расстояние S1 и S2 между крайними точками боковой поверхности наплавленного слоя на продольной оси симметрии O-O′ петлеобразных участков полосы 2 устанавливают от 1 до 3-х размеров ширины b′ наплавленного слоя.
Взаимодействие активного слоя почвы с наружной и внутренней боковой поверхностью петлеобразных участков 5 и боковой поверхностью дугообразных участков 6 при нанесении полос 2 по часовой 4 или против часовой стрелки 4 сопровождается образованием зон 7 торможения, уплотнения и смятия почвы, а с тыльной стороны наплавленного слоя - образованием зон 8 застоя почвы.
Износостойкий присадочный материал на рабочую поверхность детали наносят в виде блоков 2-х или 3-х параллельных друг другу полос 2. Расстояние S3 между крайними точками поверхности соседних полос 2 устанавливают от 1 до 2-х размеров ширины b′ наплавленного слоя.
По одному из вариантов соседние полосы 2 сдвинуты между собой вдоль оси симметрии O-O′ петлеобразных участков 5 на половину длины l дугообразных участков 6.
Деформирование приповерхностного активного слоя почвы между соседними петлеобразными участками 5 в направлении перемещения 3 рабочей поверхности 1 при нанесении полос 2 по часовой стрелке 4 достигается за счет деформирования потока частиц по дуге окружности АС и ВД, соответствующей дуге захвата почвы наружной боковой поверхностью петлеобразных участков 5. Последующее расширение потока частиц в направлении взаимодействия с передней боковой поверхностью дугообразного участка 6 увеличивает степень деформирования активного слоя почвы в направлении перемещения 3.
При нанесении полос 2 против часовой стрелки 4 изменяется последовательность взаимодействия потока частиц активного слоя почвы по ширине b наплавленной полосы 2.
Начальная стадия деформирования контактного слоя почвы в этом случае сопровождается торможением, уплотнением и смятием частиц в зоне 7 передней боковой поверхности дугообразных участков 6 в направлении перемещения 3.
Изменение угла α между продольной осью симметрии O-O′ петлеобразных участков наплавленной полосы 2 и направлением перемещения 3 рабочей поверхности 1 от 0° до 90° изменяет степень перекрытия между собой петлеобразных участков 5 и дугообразных участков 6, изменяет частоту образования зон 7 торможения и смятия почвы, а также частоту образования и площадь застойных зон 8 активного слоя почвы.
Расположение петлеобразных участков со стороны режущей кромки рабочей поверхности 1 обеспечивает формирование в процессе изнашивания волнистой режущей кромки, улучшающей ее режущие свойства.
Наплавка на рабочую поверхность 1 детали износостойкого присадочного материала по криволинейной траектории петлеобразной циклоидной формы с нанесением слоя по часовой 4 или против часовой стрелки 4 обеспечивает возможность увеличения или уменьшения степени взаимодействия активного слоя почвы с поверхностью наплавленной полосы 2 и его деформирования в области наибольшей интенсивности трения рабочей поверхности 1 детали в направлении перемещения 3.
Нанесение полос 2 по часовой стрелке 4 на рабочую поверхность 1 детали по криволинейной траектории петлеобразной циклоидной формы увеличивает степень деформирования активного слоя почвы по ширине b наплавленной полосы 2 путем взаимодействия с боковой поверхностью петлеобразных участков 5 и дугообразных участков 6 продольной боковой поверхности в направлении перемещения 3 рабочей поверхности 1.
Обтекаемая форма наружной боковой поверхности петлеобразных участков 5 полосы 2 снижает трение активного слоя почвы с боковой поверхностью наплавленного слоя за счет проскальзывания частиц по дуге окружности АС и ВД в направлении перемещения 3 с образованием на основном металле застойных зон 8 почвы внутри петлеобразных участков 5 и с тыльной стороны дугообразных участков 6 продольной боковой поверхности полосы 2. При этом трение в зонах торможения 7 и смятия приповерхностного слоя почвы сопровождается снижением связности между частицами.
Деформирование активного слоя почвы между соседними петлеобразными участками 5 по дуге окружности АС и ВД, соответствующей дуге захвата почвы в направлении продольной оси симметрии O-O′ петлеобразных участков 5 полосы 2, повышает интенсивность зарождения и развития трещин, снижающих связность между частицами активного слоя почвы при сужении потока частиц до расстояния, равного S1.
Расширение активного слоя почвы в направлении перемещения и последующее его торможение в зоне 7, примыкающей к передней боковой поверхности дугообразных участков 6 полосы 2, увеличивает степень деформирования приповерхностного активного слоя почвы при уменьшении трения между частицами в направлении взаимодействия с основным металлом рабочей поверхности 1.
Нанесение полос 2 против часовой стрелки 4 на рабочую поверхность 1 детали по криволинейной траектории петлеобразной циклоидной формы увеличивает степень деформирования активного слоя почвы путем изменения последовательности взаимодействия с боковой поверхностью петлеобразных участков 5 и дугообразных участков 6 по ширине b наплавленной полосы 2 в направлении перемещения 3 с образованием застойных зон 8 почвы внутри петлеобразных участков 5 и с тыльной стороны дугообразных участков 6 продольной боковой поверхности полосы 2.
Деформирование активного слоя почвы в направлении пересечения продольной оси симметрии O-O′ петлеобразных участков 5 наплавленной полосы 2 обусловлено торможением и уплотнением контактного слоя почвы в зоне 7 при его первичном взаимодействии с передней боковой поверхностью дугообразных участков 6 по длине боковой поверхности полосы 2 с элементами заклинивания почвы, что увеличивает объем скалывания частиц в переходных сечениях дугообразных участков 6 поверхности.
Образование застойных зон 8 почвы с тыльной стороны дугообразных участков 6 продольной боковой поверхности полосы 2 и в переходных зонах петлеобразных участков 5 в направлении перемещения 3 снижает трение с основным металлом по ширине b наплавленной полосы 2.
Деформирование активного слоя почвы между соседними петлеобразными участками 5 по дуге окружности АС и ВД, соответствующей дуге захвата почвы в направлении пересечения продольной оси симметрии O-O′ петлеобразных участков 5 полосы 2, повышает интенсивность зарождения и развития трещин, снижает связность частиц в направлении трения с основным металлом рабочей поверхности 1 путем сужения и последующего расширения потока по ширине b наплавленной полосы 2.
Изменение расстояния S1 и S2 между крайними точками боковой поверхности наплавленного слоя на продольной оси симметрии O-O′ петлеобразных участков 5 полосы 2 от 1 до 3-х размеров ширины b′ наплавленного слоя способствует перераспределению степени взаимодействия активного слоя почвы с поверхностью петлеобразных участков 5 и дугообразных участков 6 по ширине b наплавленной полосы 2 в направлении перемещения 3 рабочей поверхности 1. При этом увеличение поверхности застойных зон 8 почвы внутри и снаружи петлеобразных участков и объемов торможения потока частиц в направлении пересечения продольной оси симметрии O-O′ петлеобразных участков 5 полосы 2 уменьшает скорость изнашивания основного и наплавленного металла рабочей поверхности 1.
Изменение угла α между продольной осью симметрии O-O′ петлеобразных участков 5 наплавленной полосы 2 и направлением перемещения 3 рабочей поверхности 1 от 0° до 90° изменяет степень перекрытия между собой петлеобразных участков 5 полосы 2, также частоту образования и форму зон 7 торможения и зон 8 застоя почвы в направлении перемещения 3 рабочей поверхности 1, которые способствуют перераспределению интенсивности трения активного слоя почвы при взаимодействии с основным и наплавленным металлом в зоне изнашивания рабочей поверхности 1.
В определенных условиях возникают переходные зоны, сочетающие признаки торможения и застоя почвенных частиц.
При совпадении продольной оси симметрии O-O′ петлеобразных участков 5 наплавленной полосы 2 и направления перемещения 3 рабочей поверхности 1, когда угол α между ними равен нулю, увеличивается частота и степень деформирования активного слоя почвы по длине полосы 2, что многократно увеличивает поверхность застойных зон 8 почвы на основном металле. Кроме этого расположение дугообразных участков 6 в направлении перемещения 3 увеличивает степень деформирования активного слоя почвы продольной боковой поверхностью полосы 2 по длине дугообразных участков 6.
Расположение продольной оси симметрии O-O′ петлеобразных участков 5 под острым углом α к направлению перемещения 3 при нанесении полос 2 по часовой стрелке 4 способствует образованию в процессе трения волнистой режущей кромки за счет частичного перекрытия петлеобразных участков 5 и промежутков S1 основного металла между ними в направлении перемещения 3, изменяющих степень взаимодействия активного слоя почвы с поверхностью основного и наплавленного металла.
По одному из вариантов износостойкий присадочный материал на рабочую поверхность 1 деталей наносят в виде блоков 2-х или 3-х параллельных друг другу полос 2, при этом расстояние S3 между крайними точками боковой поверхности соседних полос S2 устанавливают от одного до двух размеров ширины b′ наплавленного слоя.
Нанесение блоков двух параллельных полос с внешним или внутренним расположением петлеобразных участков 5 способствует перераспределению степени деформирования активного слоя почвы по ширине B рабочей поверхности 1 в области наибольшей интенсивности трения.
Взаимодействие почвы с поверхностью соседних петлеобразных 5 или дугообразных участков 6 полос 2 по дуге окружности АС и ВД, соответствующей дуге захвата почвы, повышает интенсивность зарождения и развития трещин путем сужения и последующего расширения потока частиц в направлении перемещения 3, что снижает скорость изнашивания основного и наплавленного металла между крайними точками боковой поверхности соседних полос 2.
Нанесение блоков 2-х или 3-х параллельных полос 2, сдвинутых между собой вдоль оси симметрии O-O′ петлеобразных участков 5 на половину длины l дугообразных участков 6 соседних полос 2, увеличивает степень деформирования активного слоя почвы за счет взаимного перекрытия дугообразных 6 и петлеобразных участков 5 соседних полос 2 в направлении перемещения 3.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОЙ РАБОЧЕЙ ПОВЕРХНОСТИ ДЕТАЛЕЙ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2013 |
|
RU2555268C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОЙ РАБОЧЕЙ ПОВЕРХНОСТИ ДЕТАЛЕЙ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2013 |
|
RU2555271C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОЙ РАБОЧЕЙ ПОВЕРХНОСТИ ДЕТАЛЕЙ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2008 |
|
RU2414337C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОЙ РАБОЧЕЙ ПОВЕРХНОСТИ ДЕТАЛЕЙ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН, ИМЕЮЩЕЙ ОБТЕКАЕМУЮ ФОРМУ | 2013 |
|
RU2539122C2 |
| СПОСОБ НАНЕСЕНИЯ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ НА РАБОЧУЮ ПОВЕРХНОСТЬ ДЕТАЛЕЙ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2011 |
|
RU2464358C1 |
| Способ нанесения износостойких покрытий на рабочую поверхность почворежущих деталей почвообрабатывающих машин | 2017 |
|
RU2697747C2 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ | 2008 |
|
RU2412030C2 |
| РАБОЧИЙ ОРГАН ДЛЯ БЕЗОТВАЛЬНОЙ ОБРАБОТКИ ПОЧВЫ | 2016 |
|
RU2622691C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ | 2011 |
|
RU2479392C2 |
| СПОСОБ РЕМОНТА КОЖУХА ТЕРМОПАРЫ ГАЗОТУРБИННОЙ УСТАНОВКИ | 2020 |
|
RU2738181C1 |
Изобретение может быть использовано при нанесении наплавкой износостойких покрытий на детали почвообрабатывающих машин. На рабочую поверхность детали наплавляют износостойкий присадочной материал в виде полос с толщиной слоя 2-4 мм под углом к направлению перемещения рабочей поверхности детали. Упомянутые полосы наносят по часовой или против часовой стрелки по криволинейной траектории петлеобразной циклоидной формы. Расстояние между крайними точками боковой поверхности наплавленного слоя на продольной оси симметрии полосы устанавливают от 1 до 3 размеров ширины наплавленного слоя. Угол между продольной осью симметрии наплавленной полосы и направлением перемещения рабочей поверхности выбирают от 0° до 90°. Возможно нанесение износостойкого присадочного материала в виде блоков из двух или трех параллельных друг другу полос. Соседние полосы могут быть сдвинуты относительно друг друга вдоль оси симметрии петлеобразных участков на половину их длины. Изобретение позволяет уменьшить скорость изнашивания рабочей поверхности детали за счет увеличения степени деформирования и снижения плотности приповерхностного слоя почвы в направлении перемещения. 2 з.п. ф-лы, 6 ил.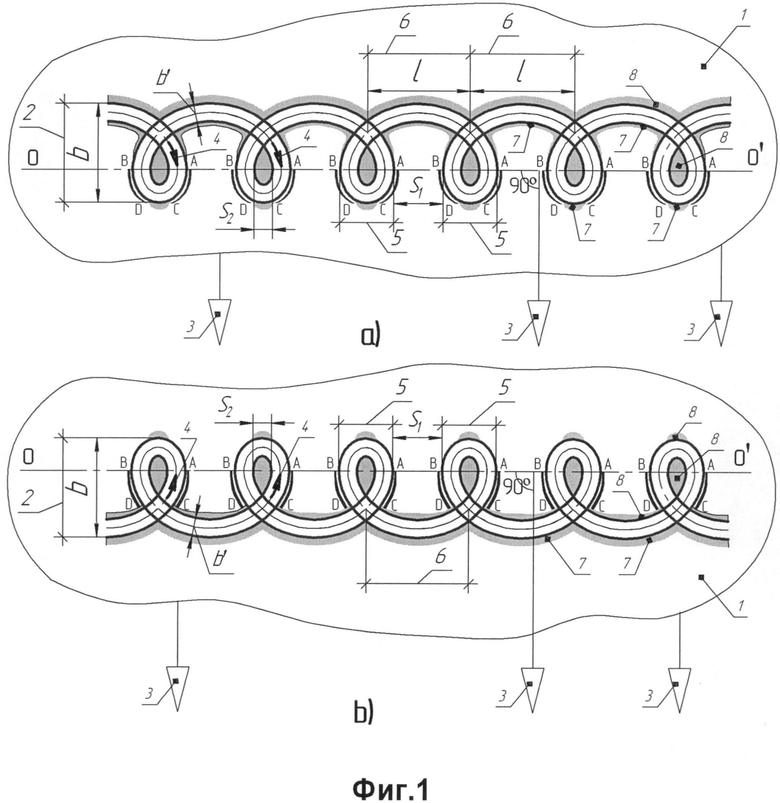
1. Способ получения износостойкой рабочей поверхности деталей почвообрабатывающих машин, включающий наплавку на рабочую поверхность детали износостойкого присадочного материала в виде полос с толщиной слоя 2-4 мм под углом к направлению перемещения рабочей поверхности детали, отличающийся тем, что полосы на рабочую поверхность детали наплавляют по часовой или против часовой стрелки по криволинейной траектории петлеобразной циклоидной формы, расстояние между крайними точками боковой поверхности наплавленного слоя на продольной оси симметрии петлеобразных участков полосы устанавливают от 1 до 3-х размеров ширины наплавленного слоя, а угол между продольной осью симметрии петлеобразных участков полосы и направлением перемещения рабочей поверхности изменяют от 0° до 90°.
2. Способ по п.1, отличающийся тем, что износостойкий присадочный материал на рабочую поверхность детали наносят в виде блоков двух или трех параллельных друг другу полос, расстояние между крайними точками боковой поверхности соседних полос устанавливают от одного до двух размеров ширины наплавленного слоя.
3. Способ по пп.1 и 2, отличающийся тем, что соседние полосы сдвигают между собой вдоль оси симметрии петлеобразных участков на половину их длины.
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОЙ РАБОЧЕЙ ПОВЕРХНОСТИ ДЕТАЛЕЙ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2008 |
|
RU2414337C2 |
| Плужный лемех | 1991 |
|
SU1813315A1 |
| ПЛОСКОРЕЖУЩИЙ РАБОЧИЙ ОРГАН ДЛЯ ОБРАБОТКИ ПОЧВЫ | 2008 |
|
RU2366139C1 |
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ ПЛУЖНЫХ ЛЕМЕХОВ | 2007 |
|
RU2334384C1 |
| Бетононасос | 1978 |
|
SU846780A1 |

