Изобретение относится к области сельскохозяйственного машиностроения, в частности к способам нанесения износостойких покрытий на рабочую поверхность деталей почвообрабатывающих машин с использованием сварки плавлением.
Известен способ снижения трения рабочих поверхностей почвообрабатывающего агрегата глубокого рыхления почвы путем выполнения рабочей поверхности в виде двухгранных лезвий, повышающих степень крошения переуплотненной почвы (Патент РФ №2110166 А01В 13/16, А01В 13/08).
Недостатком данного способа является высокая скорость изнашивания рабочей поверхности двухгранных лезвий при трении с переуплотненной почвой.
Наиболее близким аналогом к заявленному изобретению относится способ получения износостойкой рабочей поверхности деталей почвообрабатывающих машин, при котором на рабочую поверхность детали наплавляют износостойкий присадочный материал в виде полос с толщиной слоя 2-4 мм под прямым углом к направлению перемещения рабочей поверхности детали на расстоянии друг от друга не более 15-кратной толщины слоя, при этом полосы выполняют в виде одинаковых отрезков, расположенных на расстоянии друг от друга не более ширины наплавленной полосы, в шахматном порядке (Патент РФ №2414337 В23К 9/04, В23К 6/00).
Недостатком данного способа является высокая скорость изнашивания основного металла в области наибольшей интенсивности трения рабочей поверхности детали, имеющей обтекаемую форму.
Задача изобретения - снижение скорости изнашивания основного металла в области наибольшей интенсивности трения рабочей поверхности детали, имеющей обтекаемую форму.
Поставленная задача решается за счет того, что в способе получения износостойкой рабочей поверхности деталей почвообрабатывающих машин, имеющей обтекаемую форму, включающем наплавку вдоль рабочей поверхности детали износостойкого присадочного материала в виде параллельных друг другу одинаковых отрезков полос с толщиной слоя 2-4 мм, расположенных под прямым углом к направлению перемещения рабочей поверхности детали, с размещением их в шахматном порядке, полосы износостойкого присадочного материала наносят в виде отрезков длиной в 5-7 раз больше их ширины с расстоянием между ними не более ширины наплавленной полосы и расстоянием между соседними полосами, равном ширине полосы, при этом продольная ось симметрии центральной наплавленной полосы расположена в одной плоскости с осью симметрии рабочей поверхности в направлении ее перемещения.
Новые существенные признаки:
1. Полосы износостойкого присадочного материала наносят в виде отрезков длиной в 5-7 раз больше их ширины с расстоянием между ними не более ширины наплавленной полосы и расстоянием между соседними полосами, равном ширине полосы.
2. Продольная ось симметрии центральной наплавленной полосы расположена в одной плоскости с осью симметрии рабочей поверхности в направлении ее перемещения.
Новые существенные признаки в совокупности с известными позволяют получить технический результат во всех случаях, на которые распространяется испрашиваемый объем правовой охраны.
Техническим результатом изобретения является снижение скорости изнашивания основного металла путем увеличения степени деформирования и рыхления контактного слоя почвы в области наибольшей интенсивности трения рабочей поверхности детали, имеющей обтекаемую форму.
Нанесение полос износостойкого присадочного материала в виде отрезков, длина которых в 5-7 раз больше их ширины, снижает уровень остаточных напряжений и деформацию рабочей поверхности за счет создания более благоприятного термического цикла нагрева и охлаждения наплавленного слоя при снижении термического воздействия на деталь в околошовной зоне.
Нанесение отрезков полос с расстоянием между ними не более ширины наплавленной полосы и расположение соседних параллельных полос на расстоянии друг от друга равном ширине полосы, снижает степень взаимодействия контактного слоя почвы с основным металлом между соседними полосами и отрезками полос за счет рыхления контактного слоя почвы путем его торможения и смятия на толщину наплавленного слоя с образованием застойных зон почвы повышенной плотности под действием нормального давления почвы, примыкающей к основному металлу между отрезками полос с разных сторон оси симметрии рабочей поверхности в направлении ее перемещения.
Расположение продольной оси симметрии центральной наплавленной полосы в одной плоскости с осью симметрии рабочей поверхности в направлении ее перемещения обеспечивает симметричное распределение лобового сопротивления почвы с разных сторон оси симметрии рабочей поверхности с образованием устойчивой поверхности трения контактного слоя почвы с поверхностью наплавленных полос и застойных зон почвы, имеющих повышенную плотность, снижают скорость изнашивания основного металла в области наибольшей интенсивности трения рабочей поверхности деталей почвообрабатывающих машин, имеющей обтекаемую форму.
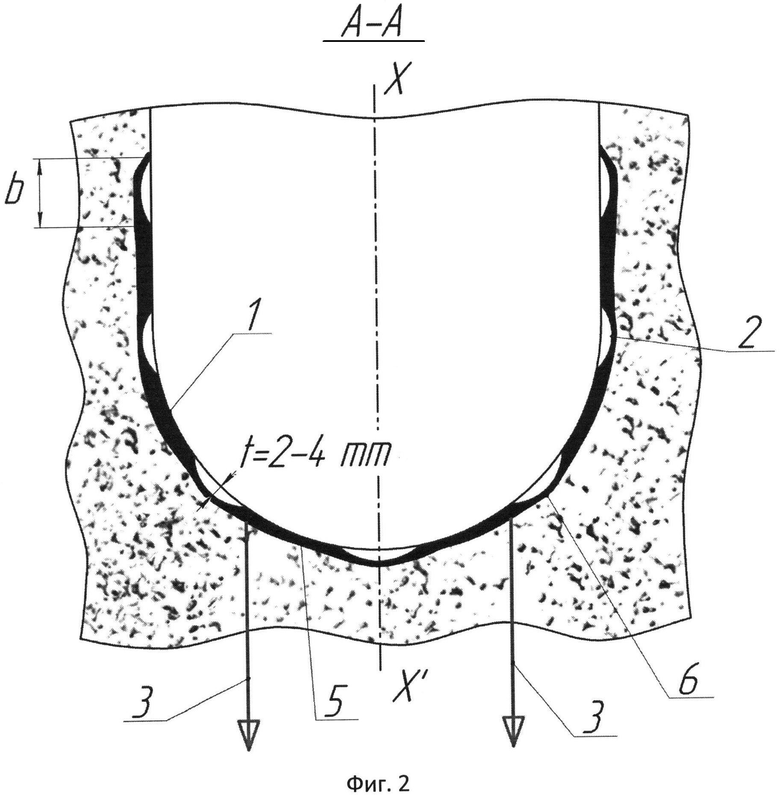
На фиг. 1 схематично изображено расположение полос износостойкого присадочного материала в виде отрезков на рабочей поверхности детали, имеющей обтекаемую форму.
На фиг. 2 приведена схема взаимодействия контактного слоя почвы с рабочей поверхностью.
На рабочую поверхность 1 детали, имеющей обтекаемую форму с помощью наплавки наносят износостойкий присадочный материал в виде параллельных друг другу полос 2 с толщиной слоя t от 2 до 4 мм под прямым углом к направлению перемещения 3 рабочей поверхности 1 детали с расположением на расстоянии S друг от друга, равном ширине полосы b.
Полосы 2 выполняют вдоль рабочей поверхности 1 в виде отрезков 4, длина l которых в 5-7 раз больше их ширины b. Расстояние S' между соседними отрезками 4 устанавливают не более ширины b наплавленной полосы 2, при этом продольная ось симметрии O-O' центральной наплавленной полосы 2 расположена в одной плоскости с осью симметрии X-X' рабочей поверхности 1 детали в направлении ее перемещения 3.
В процессе взаимодействия с рабочей поверхностью 1 на основном металле между соседними полосами 2 образуются зоны 5 застойной почвы, снижающие трение с основным металлом при торможении и смятии контактного слоя почвы 6.
Способ осуществляется следующим образом.
При заглублении наплавленной рабочей поверхности 1 почвообрабатывающей машины увеличивается взаимодействие контактного слоя почвы 6 с рабочей поверхностью 1 детали, имеющей обтекаемую форму. При движении рабочей поверхности 1 в направлении перемещения 3 под действием нормального давления происходит заполнение почвой промежутков S и S' на основном металле с ее уплотнением и смятием. Образуются застойные зоны 5 неподвижной почвы, которые снижают трение контактного слоя почвы 6 с основным металлом рабочей поверхности 1.
Нанесение полос износостойкого присадочного материала в виде отрезков 4, длина l которых в 5-7 раз больше их ширины, снижает уровень остаточных напряжений и деформацию рабочей поверхности 1 за счет создания более благоприятного термического цикла нагрева и охлаждения наплавленного слоя с толщиной t от 2 до 4 мм при снижении термического воздействия на деталь в околошовной зоне.
Нанесение отрезков 4 полос 2 с расстоянием S' между ними не более ширины b наплавленной полосы 2 и расположение соседних параллельных полос 2 на расстоянии S друг от друга, равном ширине b полосы 2, снижает степень взаимодействия контактного слоя почвы 6 с основным металлом между соседними полосами 2 и отрезками 4 полос 2 за счет рыхления контактного слоя почвы путем его торможения и смятия на толщину t наплавленного слоя с образованием застойных зон почвы 5, повышенной плотности под действием нормального давления почвы, примыкающей к основному металлу между отрезками 4 полос 2 с разных сторон оси симметрии X-X' рабочей поверхности 1 в направлении перемещения 3.
Расположение продольной оси симметрии O-O' центральной наплавленной полосы 2 в одной плоскости с осью симметрии Х-X' рабочей поверхности в направлении ее перемещения 3 обеспечивает симметричное распределение лобового сопротивления почвы с разных сторон оси симметрии Х-X' рабочей поверхности 1 с образованием устойчивой поверхности трения контактного слоя почвы 6 с поверхностью наплавленных полос 2 и застойных зон почвы 5, имеющих повышенную плотность, поверхности трения контактного слоя почвы 6 с поверхностью наплавленных полос 2 и застойных зон почвы 5, имеющих повышенную плотность, снижают скорость изнашивания основного металла в области наибольшей интенсивности трения рабочей поверхности 1 деталей, имеющей обтекаемую форму, что снижает тяговое сопротивление почвообрабатывающих машин.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОЙ РАБОЧЕЙ ПОВЕРХНОСТИ ДЕТАЛЕЙ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2013 |
|
RU2555271C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОЙ РАБОЧЕЙ ПОВЕРХНОСТИ ДЕТАЛЕЙ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2008 |
|
RU2414337C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОЙ РАБОЧЕЙ ПОВЕРХНОСТИ ДЕТАЛЕЙ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2013 |
|
RU2543159C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОЙ РАБОЧЕЙ ПОВЕРХНОСТИ ДЕТАЛЕЙ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2013 |
|
RU2555268C2 |
| СПОСОБ НАНЕСЕНИЯ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ НА РАБОЧУЮ ПОВЕРХНОСТЬ ДЕТАЛЕЙ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2011 |
|
RU2464358C1 |
| Способ нанесения износостойких покрытий на рабочую поверхность почворежущих деталей почвообрабатывающих машин | 2017 |
|
RU2697747C2 |
| РАБОЧИЙ ОРГАН ДЛЯ БЕЗОТВАЛЬНОЙ ОБРАБОТКИ ПОЧВЫ | 2016 |
|
RU2622691C1 |
| Способ упрочнения дисковых рабочих органов почвообрабатывающих орудий | 2023 |
|
RU2820471C1 |
| СПОСОБ КОМБИНИРОВАННОГО УПРОЧНЕНИЯ СТРЕЛЬЧАТОЙ ЛАПЫ | 2023 |
|
RU2806616C1 |
| ДОЛОТО ГЛУБОКОРЫХЛИТЕЛЯ ПОВЫШЕННОЙ ИЗНОСОСТОЙКОСТИ ДЛЯ РАБОТЫ НА СВЯЗНЫХ ПОЧВАХ | 2016 |
|
RU2648713C1 |
Изобретение может быть использовано при нанесении плавлением износостойких покрытий на рабочую поверхность деталей почвообрабатывающих машин. Вдоль рабочей поверхности детали, имеющей обтекаемую форму, наплавляют износостойкий присадочный материал в виде параллельных друг другу одинаковых отрезков полос с толщиной слоя 2-4 мм, расположенных в шахматном порядке под прямым углом к направлению перемещения рабочей поверхности детали. Отрезки полос имеют длину в 5-7 раз больше их ширины, расстояние между ними составляет не более ширины наплавленной полосы, а расстояние между соседними полосами равно ширине полосы. Продольная ось симметрии центральной наплавленной полосы расположена в одной плоскости с осью симметрии рабочей поверхности в направлении ее перемещения. Изобретение позволяет снизить скорость изнашивания основного металла в области наибольшей интенсивности трения рабочей поверхности детали, имеющей обтекаемую форму, путем увеличения степени деформирования и рыхления приповерхностного активного слоя почвы в направлении перемещения. 2 ил.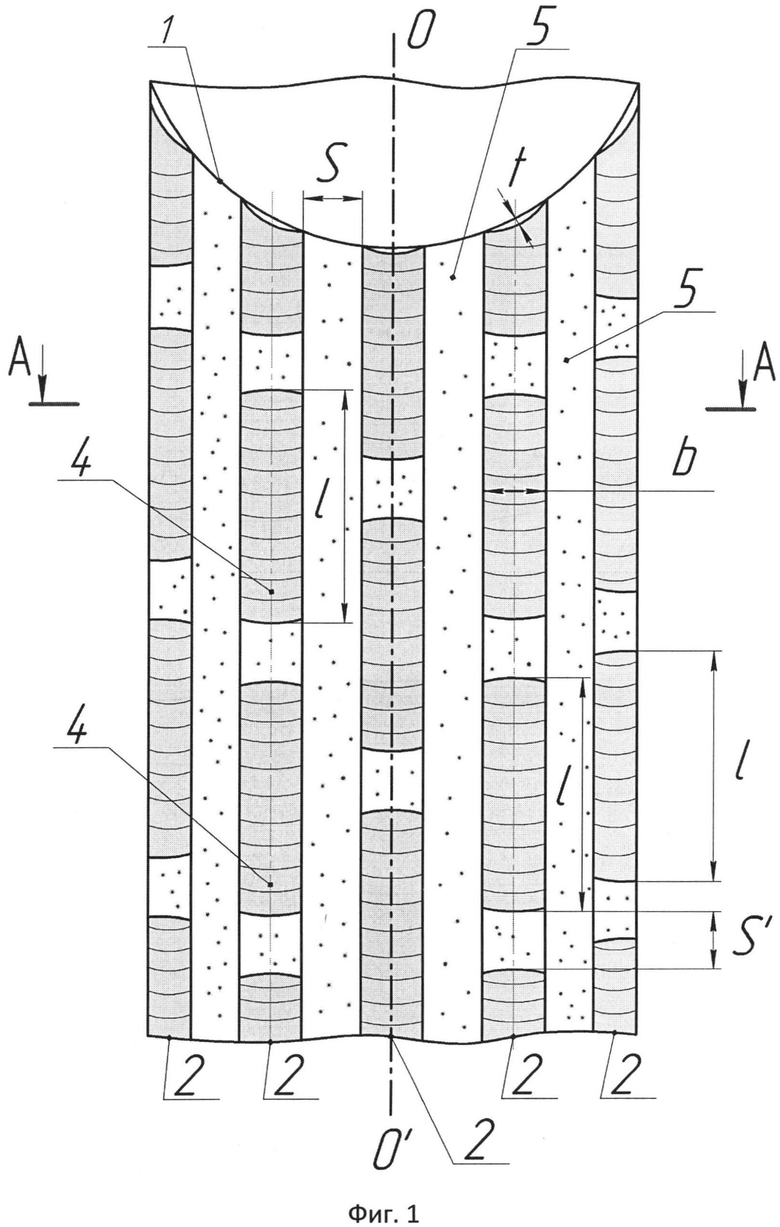
Способ получения износостойкой рабочей поверхности деталей почвообрабатывающих машин, имеющей обтекаемую форму, включающий наплавку вдоль рабочей поверхности детали износостойкого присадочного материала в виде параллельных друг другу одинаковых отрезков полос с толщиной слоя 2-4 мм, расположенных под прямым углом к направлению перемещения рабочей поверхности детали и размещенных в шахматном порядке, отличающийся тем, что полосы износостойкого присадочного материала наносят в виде отрезков, длина которых в 5-7 раз больше их ширины, с расстоянием между ними не более ширины наплавленной полосы и расстоянием между соседними полосами, равном ширине полосы, при этом продольная ось симметрии центральной наплавленной полосы расположена в одной плоскости с осью симметрии рабочей поверхности в направлении ее перемещения.
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОЙ РАБОЧЕЙ ПОВЕРХНОСТИ ДЕТАЛЕЙ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2008 |
|
RU2414337C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПЛУЖНЫХ ЛЕМЕХОВ С ОДНОВРЕМЕННЫМ УПРОЧНЕНИЕМ | 2008 |
|
RU2457090C2 |
| СПОСОБ ПОВЫШЕНИЯ ДОЛГОВЕЧНОСТИ ДЕТАЛЕЙ РАБОЧИХ ОРГАНОВ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2010 |
|
RU2443524C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧИХ ОРГАНОВ КУЛЬТИВАТОРОВ | 2005 |
|
RU2309987C2 |
| US 4589498 A, 20.05.1986 | |||

