Изобретение относится к технологии восстановления в газотурбинных установках поверхностей цилиндрических деталей типа полых втулок, например, кожуха термопары, работающих в условиях виброконтактного взаимодействия по месту сопряжения с ответными деталями при повышенных температурах и подверженных фреттинг износу. Степень износа детали по месту сопряжения бывает различной как по высоте, так и по интенсивности износа стенки корпуса детали, вплоть до сквозного.
Известен способ восстановления поверхностей цилиндрических деталей типа полых втулок работающих во фрикционных механизмах (Патент RU № 2192949, МПК: B23P 6/02, B23K 13/01, публ. 20.11.2002), при котором восстанавливаемую деталь предварительно подвергают отжигу при температуре 850°С с последующим удалением изношенного слоя, затем напрессовывают на деталь стальной втулочный вкладыш и крепят его посредством сварки, на поверхности вкладыша делают проточку, которую заполняют износостойким материалом и нагревают его до расплавления в поле индуктора.
Недостатком известного способа являются длительность и многоэтапность проведения ремонтных работ, а также то, что его невозможно использовать для восстановления полых цилиндрических деталей со сквозным износом стенки корпуса детали.
Так же известен способ ремонта полых цилиндрических деталей небольшого диаметра, при котором изношенную поверхность детали наплавляют износостойким нержавеющим сплавом мартенситного класса без деформации и прожога стенки с последующей механической обработкой наплавленного слоя (Патент RU № 2096156, МПК B23P 6/00, публ. 20.11.1997).
Недостатком известного способа является так же то, что его невозможно использовать для восстановления полых цилиндрических деталей со сквозным износом стенки корпуса детали.
Наиболее близким по технической сущности является способ ремонта деталей по патенту RU № 2709884 (МПК B22F 3/105, B33Y 30/00, B33Y 50/02, B22F 7/06, публ. 23.12.20119), принятый за наиболее близкое техническое решение (прототип), содержащий установку и фиксацию детали в приспособлении в вертикальном положении, восстановление присадочным материалом детали лазерной наплавкой по управляющей программе, контроль.
Согласно известному способу получения трёхмерного изделия, состоящего из основной детали и послойно изготовленного на нём из порошкообразного материала дополнительного элемента, который формируют на основной детали сплавлением порошка на подложке с использованием облучающего модуля.
При этом основную деталь помещают в рабочую камеру в секцию построения на носитель для формирования дополнительного элемента, засыпают секцию построения порошкообразным материалом, напускают в камеру защитный газ, обрабатывают каждый слой нанесённого порошка на поверхности основного элемента сканированием пучка электромагнитного излучения с целью выполнения операции сплавления порошка на подложке. При увеличении высоты изделия по мере его послойного формирования носитель перемещают вниз в вертикальном направлении. Недостатком способа является сложность и многоэтапность изготовления дополнительного элемента на основном элементе с использованием защитной камеры и дополнительной секции построения трёхмерного объекта с большим использованием порошкообразного материала.
Технической проблемой, решение которой обеспечивается при осуществлении предлагаемого изобретения, и невозможно обеспечить при использовании прототипа, является невозможность использовать способ для восстановления полых цилиндрических деталей со сквозным износом стенки (например, стенки кожуха термопары газотурбинной установки).
Технической задачей заявляемого изобретения является возможность ремонта кожуха термопары газотурбинной установки в форме цилиндрической детали типа полой втулки со степенью износа стенки детали по месту сопряжения различной как по высоте, так и по интенсивности износа стенки кожуха термопары, вплоть до сквозного и продление его срока службы.
Техническая проблема решается тем, что в способе ремонта кожуха термопары газотурбинной установки, содержащем установку и фиксацию кожуха термопары в приспособление в вертикальном положении, восстановление присадочным материалом кожуха термопары лазерной наплавкой, контроль, согласно изобретению, что дополнительно включает механическое удаление части кожуха термопары на высоту дефекта, зачистку наружной и внутренней поверхностей стенки кожуха термопары на высоту В, равную 0,5÷1 ширины наплавляемой поверхности А, при этом лазерную наплавку в среде защитного газа торцевой поверхности кожуха выполняют последовательным наложением слоёв, каждый из которых получен наложением единичных кольцевых валиков с подачей присадочного материала в зону наплавки соосно лазерному лучу, при этом валики накладывают последовательно кольцевыми рядами от наружной поверхности к внутренней поверхности в направлении к оси симметрии стенки кожуха термопары, причем перекрытие валиков между соседними кольцевыми рядами в направлении к оси симметрии стенки кожуха термопары составляет 50 %, с наложением необходимого количества слоёв до полного восстановления по высоте размеров кожуха термопары, при этом наплавку наружного и внутреннего кольцевого валиков каждого слоя выполняют под углом 15° относительно нормали, параллельной оси симметрии стенки кожуха термопары, далее производят термическую обработку в вакууме, механическую обработку и капиллярный контроль.
Кроме того, согласно изобретению, в качестве присадочного материала используют металлический порошок износостойкого сплава на кобальтовой основе гранулометрического состава 40÷80мкм.
Кроме того, согласно изобретению, защиту зоны наплавки осуществляют локально с расходом защитного газа 6-7л/мин.
В отличии от прототипа, способ дополнительно включает механическое удаление части кожуха термопары на высоту дефекта, зачистку наружной и внутренней поверхностей стенки кожуха термопары на высоту В, равную 0,5÷1 ширины наплавляемой поверхности А, который осуществляют любым известным слесарно-механическим способом не нарушающем геометрию стенки детали, при этом лазерную наплавку в среде защитного газа торцевой поверхности кожуха выполняют последовательным наложением слоёв, каждый из которых получен наложением единичных кольцевых валиков с подачей присадочного материала в зону наплавки соосно лазерному лучу, при этом валики накладывают последовательно кольцевыми рядами от наружной поверхности к внутренней поверхности в направлении к оси симметрии стенки кожуха термопары, причем перекрытие валиков между соседними кольцевыми рядами в направлении к центру симметрии составляет 50 %, с наложением необходимого количества слоёв до полного восстановления по высоте размеров кожуха термопары, при этом наплавку наружного и внутреннего кольцевого валиков каждого слоя выполняют под углом 15° относительно нормали , параллельной оси симметрии стенки кожуха термопары, что позволяет обеспечить припуск на дальнейшую механическую обработку. При увеличении высоты кожуха термопары по мере его послойного формирования наложение последующих слоёв производят с отступом в вертикальном направлении вверх.
Реализация предлагаемого способа позволяет обеспечить высокое качество восстановления деталей типа полых втулок (кожуха термопары) методом послойной лазерной наплавки с использованием присадочного материала, отличающегося от материала основы корпуса (кожуха) своими износостойкими свойствами.
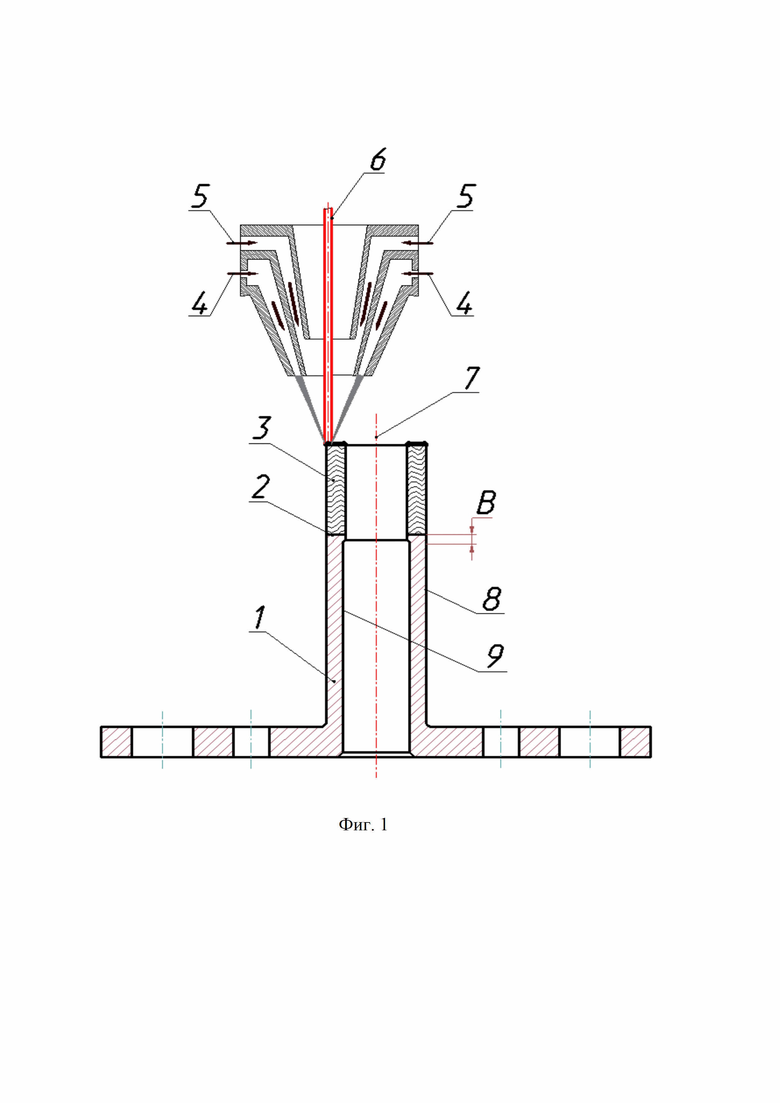
На фиг. 1 представлен продольный разрез кожуха термопары газотурбинной установки с фрагментом наплавочного сопла лазерной установки.
На фиг. 2 представлена часть стенки кожуха термопары со схемой наложения кольцевых валиков. Стрелками указано направление лазерного луча с соосной подачей металлического порошка относительно нормали.
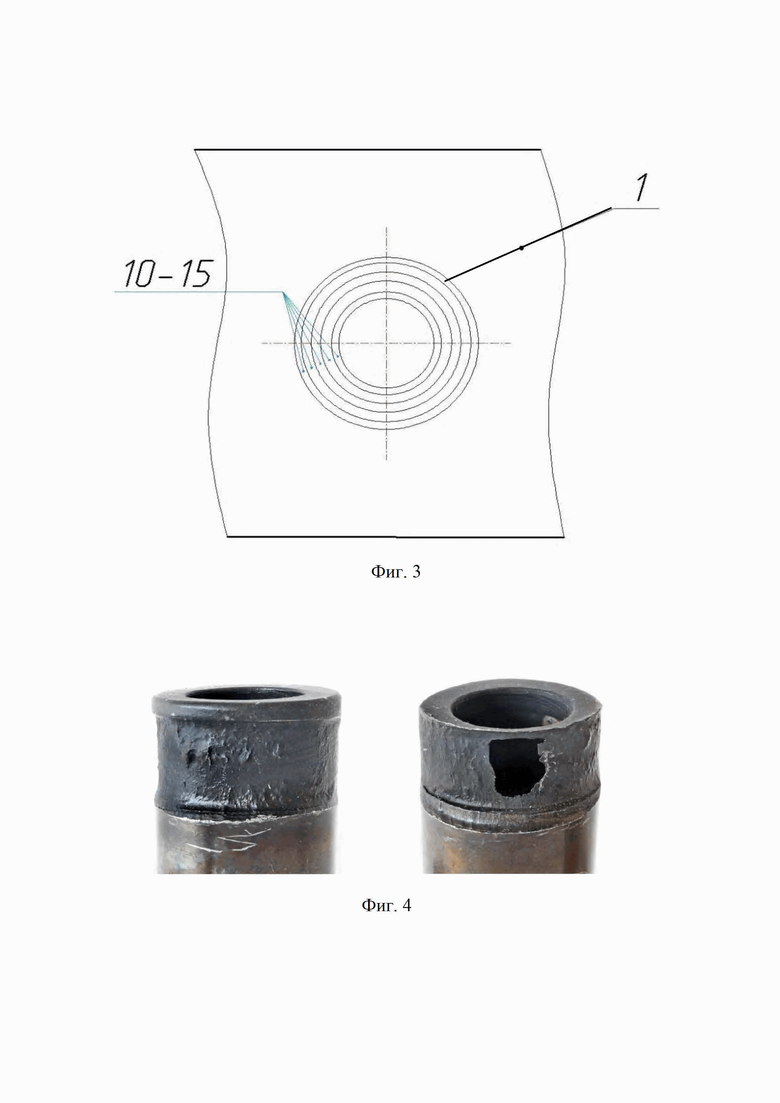
На фиг.3 показана схема наложения кольцевых рядов (вид сверху).
На фиг.4 показаны фото кожуха термопары газотурбинной установки с различной степенью износа.
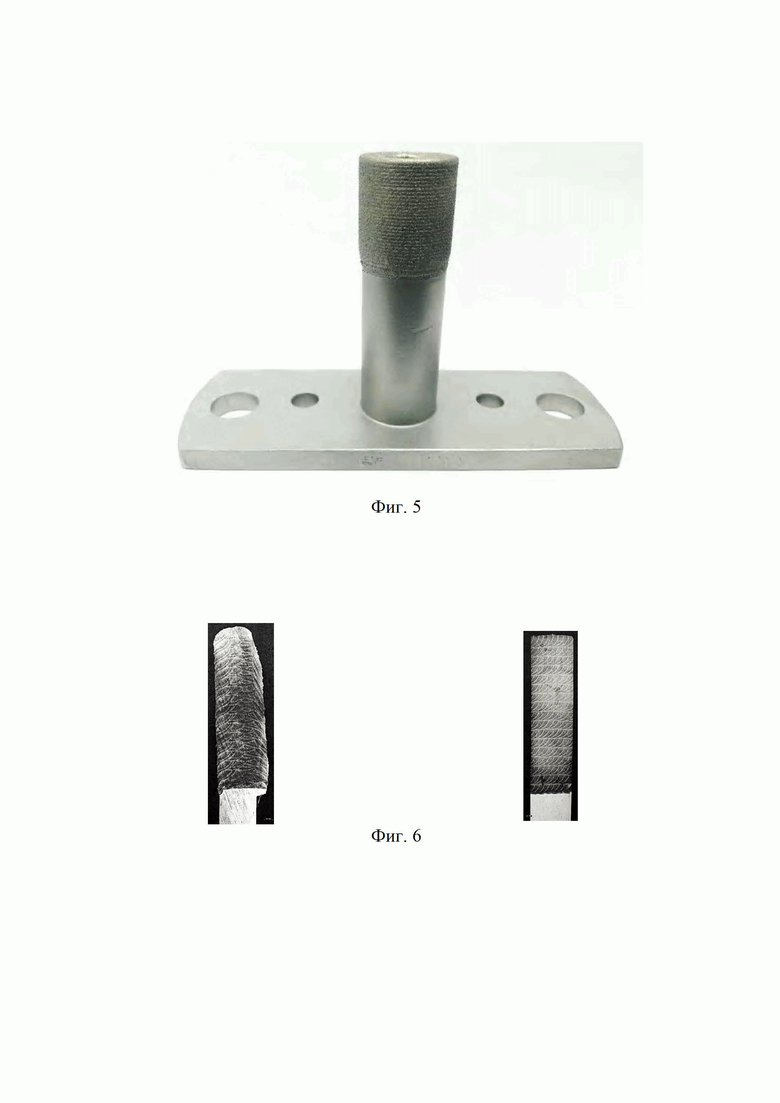
На фиг. 5 показано фото восстановленного кожуха термопары.
На фиг. 6 показаны микрошлифы наплавленных слоёв в поперечном и продольном сечении.
Способ реализуется следующим образом. Способ ремонта кожуха термопары 1 газотурбинной установки (не показана) включает механическое удаление части кожуха термопары 1 на высоту дефекта (не показан), зачистку наружной 8 и внутренней 9 поверхностей стенки кожуха термопары 1 на высоту В, равную 0,5÷1 ширины наплавляемой поверхности А. Далее производят установку и фиксацию кожуха термопары 1 в приспособление (не показано) в вертикальном положении обработанной торцевой поверхностью 2 вверх. Восстанавливают высоту кожуха термопары в примере конкретного применения способом послойной лазерной наплавки 3, при этом лазерную наплавку 3 в среде защитного газа 5 на торцевой поверхности 2 кожуха выполняют последовательным наложением слоёв, каждый из которых получен наложением единичных кольцевых валиков (без позиции) с подачей металлического порошка 4 (присадочного материала) в зону наплавки соосно лазерному лучу 6, при этом валики накладывают последовательно кольцевыми рядами, например, 10-15 от наружной поверхности 8 - наружный кольцевой ряд 10, к внутренней поверхности 9 - внутренний кольцевой ряд 15, в направлении к оси 7 симметрии стенки кожуха термопары, причем перекрытие валиков между соседними кольцевыми рядами в направлении к оси симметрии составляет 50 %, с наложением необходимого количества слоёв до полного восстановления по высоте размеров кожуха термопары, при этом наплавку наружного и внутреннего кольцевых валиков каждого слоя выполняют под углом 15° относительно нормали (без позиции), параллельной оси кожуха термопары. Это позволяет обеспечить припуск на дальнейшую механическую обработку. Кольцевых рядов из валиков может быть больше или меньше приведенного их количества в примере конкретного применения в зависимости от толщины стенки и ширины наплавленного слоя торцевой поверхности детали (кожуха термопары).
Наложение кольцевых валиков с перекрытием 50% (коэффициент перекрытия 0,5) приводит к чередованию наплывов и впадин при перекрытии кольцевых валиков по всей ширине наплавленного слоя одинаковых размеров, что обеспечивается размерами (ширина, высота) каждого кольцевого валика и требует минимального расхода порошка.
При наложении кольцевых валиков с коэффициентом перекрытия большим или меньшим 0,5 приведёт к неравномерному чередованию наплывов и впадин наплавленного слоя и потребует наложения дополнительных кольцевых валиков и, соответственно, дополнительного расхода порошка.
Если наплавку наружного и внутреннего кольцевых валиков каждого слоя выполняют под углом меньшим 15° относительно нормали, то может иметь место некачественное сплавление наружного и внутреннего кольцевых валиков со стенками детали и ухудшение их геометрии за счёт недостаточной толщины наплавки для последующей механической обработки, а также увеличение потерь порошка при выходе газопорошковой струи за кромку.
Если наплавку наружного и внутреннего кольцевых валиков каждого слоя выполняют под углом большим 15° относительно нормали, то будет иметь место повышенная толщина наружной и внутренней стенок детали, что значительно повышает трудоёмкость последующей механической обработки.
При увеличении высоты кожуха термопары по мере его послойного формирования наложение последующих слоёв производят с отступом в вертикальном направлении вверх.
Далее производят термическую обработку в вакууме для снятия сварочных напряжений. Механическую обработку восстановленной части корпуса кожуха термопары проводят до обеспечения геометрических размеров детали, заданных чертежом.
Капиллярный контроль применяют для выявления наружных дефектов в наплавленном металле и прилегающих зонах термического влияния.
Кроме того, в качестве присадочного материала используют металлический порошок износостойкого сплава на кобальтовой основе гранулометрического состава 40÷80мкм, что позволяет обеспечить повышенную износостойкость с уровнем твёрдости выше твёрдости материала кожуха термопары газотурбинной установки.
Кроме того, защиту зоны наплавки (без позиции) осуществляют локально с расходом защитного газа 6-7 л/мин, что позволяет обеспечить эффективную защиту зоны наплавки от воздействия внешней среды.
Реализация предлагаемого способа позволяет обеспечить высокое качество восстановления деталей типа полых втулок методом послойной лазерной наплавки с использованием присадочного материала, отличающегося от материала корпуса основы своими износостойкими свойствами.
Заявляемый способ успешно прошел испытания в механическом производстве и позволил обеспечить высокое качество восстановления деталей типа полых втулок методом послойной лазерной наплавки с использованием присадочного материала, отличающегося от материала кожуха термопары (основы) своими износостойкими свойствами. В настоящее время способ внедрен в производство.
Таким образом, предлагаемое изобретение с вышеуказанными отличительными признаками, в совокупности с известными признаками, позволяет осуществить ремонт кожуха термопары газотурбинной установки в форме цилиндрической полой втулки со степенью износа детали по месту сопряжения с ответными деталями различной как по высоте, так и по интенсивности износа стенки кожуха термопары, вплоть до сквозного и продлить срок службы кожуха термопары газотурбинной установки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ремонта гребешков лабиринтных уплотнений дисков газотурбинного двигателя | 2022 |
|
RU2786555C1 |
| Способ восстановления концевой части пера охлаждаемой лопатки турбины газотурбинного двигателя | 2021 |
|
RU2770156C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ШЕЕК ОСЕЙ ВАГОННЫХ КОЛЕСНЫХ ПАР ПУТЕМ ЛАЗЕРНОЙ НАПЛАВКИ | 1996 |
|
RU2107598C1 |
| СПОСОБ РЕМОНТА ДЕТАЛЕЙ МАШИН | 2003 |
|
RU2247014C1 |
| СПОСОБ РЕМОНТНОЙ НАПЛАВКИ ЛОПАТОК ЭНЕРГЕТИЧЕСКИХ УСТАНОВОК | 2013 |
|
RU2545877C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ С ТОНКОСТЕННЫМ ЭЛЕМЕНТОМ | 2017 |
|
RU2676937C1 |
| Способ лазерно-порошковой наплавки валов электродвигателя | 2020 |
|
RU2754335C1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ | 1996 |
|
RU2107600C1 |
| Способ восстановления хорды профиля пера лопатки из жаропрочного никелевого сплава | 2022 |
|
RU2791745C1 |
| СПОСОБ РЕМОНТА ВАЛОВ | 2013 |
|
RU2537418C2 |

Изобретение относится к аддитивной технологии восстановления деталей газотурбинных установок. Способ ремонта кожуха термопары газотурбинной установки содержит установку и фиксацию кожуха термопары в приспособление в вертикальном положении, восстановление присадочным материалом кожуха термопары лазерной наплавкой. Проводят механическое удаление части кожуха термопары на высоту дефекта, зачистку наружной и внутренней поверхностей стенки кожуха термопары. Лазерную наплавку в среде защитного газа торцевой поверхности кожуха выполняют последовательным наложением слоёв, каждый из которых получен наложением единичных кольцевых валиков с подачей присадочного материала в зону наплавки соосно лазерному лучу. Валики накладывают последовательно кольцевыми рядами от наружной поверхности к внутренней поверхности в направлении к оси симметрии стенки кожуха термопары. Перекрытие валиков между соседними кольцевыми рядами в направлении к оси симметрии стенки кожуха термопары составляет 50 %. Накладывают необходимое количество слоёв до полного восстановления по высоте размеров кожуха термопары. Наплавку наружного и внутреннего кольцевого валиков каждого слоя выполняют под углом 15° относительно нормали, параллельной оси симметрии стенки кожуха термопары, далее производят термическую обработку в вакууме, механическую обработку и капиллярный контроль. В качестве присадочного материала может быть использован металлический порошок износостойкого сплава на кобальтовой основе. Обеспечивается повышение качества ремонта кожуха термопары со степенью износа стенки кожуха термопары по месту сопряжения различной по высоте и по интенсивности износа, вплоть до сквозного. 2 з.п. ф-лы, 6 ил.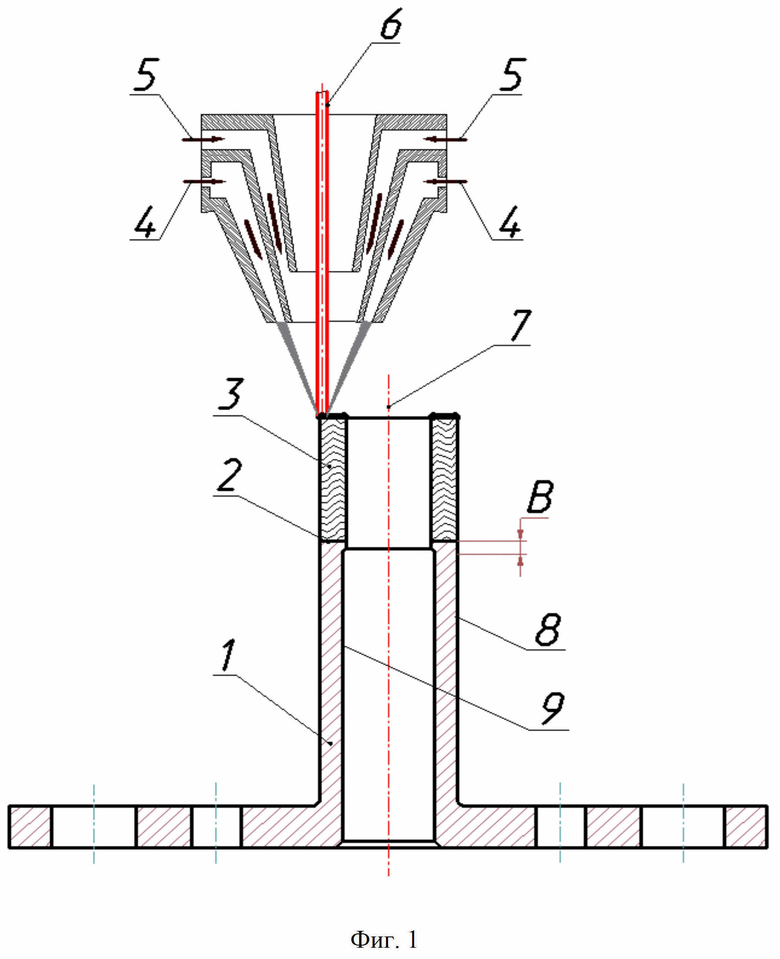
1. Способ ремонта кожуха термопары газотурбинной установки, включающий установку и фиксацию кожуха термопары в приспособление в вертикальном положении, восстановление присадочным материалом кожуха термопары лазерной наплавкой, контроль, отличающийся тем, что дополнительно включает механическое удаление части кожуха термопары на высоту дефекта, зачистку наружной и внутренней поверхностей стенки кожуха термопары на высоту В, равную 0,5-1 ширины наплавляемой поверхности А, при этом лазерную наплавку в среде защитного газа торцевой поверхности кожуха термопары выполняют последовательным наложением слоёв, каждый из которых получен наложением единичных кольцевых валиков с подачей присадочного материала в зону наплавки соосно лазерному лучу, при этом валики накладывают последовательно кольцевыми рядами от наружной поверхности к внутренней поверхности в направлении к оси симметрии стенки кожуха термопары, причем перекрытие валиков между соседними кольцевыми рядами в направлении к оси симметрии стенки кожуха термопары составляет 50 %, накладывают необходимое количество слоёв до полного восстановления по высоте размеров кожуха термопары, при этом наплавку наружного и внутреннего кольцевого валиков каждого слоя выполняют под углом 15° относительно нормали, параллельной оси симметрии стенки кожуха термопары, далее производят термическую обработку в вакууме, механическую обработку и капиллярный контроль.
2. Способ по п. 1, отличающийся тем, что в качестве присадочного материала используют металлический порошок износостойкого сплава на кобальтовой основе гранулометрического состава 40-80 мкм.
3. Способ по п. 1, отличающийся тем, что защиту зоны наплавки осуществляют локально с расходом защитного газа 6-7 л/мин.
| АППАРАТ И СПОСОБ ДЛЯ СВЯЗЫВАНИЯ ПОЗИЦИИ В НАБОРЕ ДАННЫХ КОНСТРУКЦИИ С ПОЗИЦИЕЙ В СЕКЦИИ ПОСТРОЕНИЯ АППАРАТА | 2017 |
|
RU2709884C1 |
| СПОСОБ СВАРКИ И КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ | 2010 |
|
RU2490102C2 |
| Способ ремонта продольного шва трубы, нанесенного методом лазерной сварки | 2017 |
|
RU2656909C1 |
| US 5142778 A1, 01.09.1992 | |||
| WO 2019004857 A1, 03.01.2019. | |||

