Изобретение относится к области сельскохозяйственного машиностроения, в частности к способам нанесения износостойких покрытий на рабочую поверхность детали почвообрабатывающих машин с использованием сварки плавлением.
Известен способ нанесения на деталь износостойких покрытий (Патент РФ №2184639 В23К 9/04), включающий дуговую наплавку рабочей поверхности вдоль линий армирования износостойким присадочным материалом большей плотности, чем основной металл детали с созданием сжимающих напряжений на толщину рабочей поверхности при охлаждении детали.
К недостаткам данного способа относится глубокое проплавление рабочей поверхности и коробление детали, что приводит к ускоренному изнашиванию основного металла рабочей поверхности и дополнительной механической обработке деталей для получения необходимых размеров рабочей поверхности.
Наиболее близким к заявленному изобретению относится способ получения износостойкой рабочей поверхности деталей почвообрабатывающих машин, при котором на рабочую поверхность детали наплавляют износостойкий присадочный материал в виде параллельных друг другу полос с толщиной слоя 2-4 мм под прямым углом к направлению перемещения рабочей поверхности детали на расстоянии друг от друга не более 15-кратной толщины слоя (Патент РФ №2414337, В23К 9/04, В23К 6/00).
Недостатками данного способа является ускоренное изнашивание рабочей поверхности детали, имеющей форму косого клина, при котором уменьшается ширина рабочей поверхности, а притупление режущей кромки увеличивает тяговое сопротивление почвообрабатывающих машин.
Задача изобретения - снижение скорости изнашивания рабочей поверхности детали, имеющей форму косого клина, в активной зоне трения приповерхностного слоя почвы в направлении перемещения.
Поставленная задача решается за счет того, что в способе получения износостойкой рабочей поверхности детали почвообрабатывающих машин, имеющей форму косого клина, включающем нанесение на упомянутую поверхность износостойкого присадочного материала в виде параллельных полос, имеющих толщину наплавленного слоя 2-4 мм, расположенных под прямым углом к направлению перемещения рабочей поверхности детали и под острым углом к ее режущей кромке на расстоянии S друг от друга не более 15-кратной толщины наплавленного слоя, полосы износостойкого присадочного материала наносят в области сжимающих напряжений рабочей поверхности детали на верхнюю и нижнюю наклонные грани со сдвигом друг от друга на одинаковое расстояние S/2, а ширину наплавленных полос устанавливают не более двойной толщины наплавленного слоя, при этом толщину наплавленного слоя и/или длину полос от края режущей кромки на рабочей поверхности одной из наклонных граней устанавливают меньше толщины слоя и/или длины полос на поверхности другой наклонной грани.
Новые существенные признаки
В заявленном способе получения износостойкой рабочей поверхности детали почвообрабатывающих машин, имеющей форму косого клина, включающем нанесение на упомянутую поверхность износостойкого присадочного материала в виде параллельных полос, имеющих толщину наплавленного слоя 2-4 мм, расположенных под прямым углом к направлению перемещения рабочей поверхности детали и под острым углом к ее режущей кромке на расстоянии S друг от друга не более 15-кратной толщины наплавленного слоя:
1. Полосы износостойкого присадочного материала наносят в области сжимающих напряжений рабочей поверхности детали на верхнюю и нижнюю наклонные грани со сдвигом друг от друга на одинаковое расстояние S/2, а ширину наплавленных полос устанавливают не более двойной толщины наплавленного слоя.
2. Толщину наплавленного слоя и/или длину полос от края режущей кромки на рабочей поверхности одной из наклонных граней устанавливают меньше толщины слоя и/или длины полос на поверхности другой наклонной грани.
Новые существенные признаки в совокупности с известными позволяют получить технический результат во всех случаях, на которые распространяется испрашиваемый объем правовой охраны.
Техническим результатом изобретения является уменьшение скорости изнашивания рабочей поверхности детали, имеющей форму косого клина, путем увеличения степени деформирования и снижения плотности приповерхностного активного слоя почвы в зоне наибольшей интенсивности трения.
В заявленном способе получения износостойкой рабочей поверхности детали почвообрабатывающих машин, имеющей форму косого клина, включающем нанесение на упомянутую поверхность износостойкого присадочного материала в виде параллельных полос, имеющих толщину наплавленного слоя 2-4 мм, расположенных под прямым углом к направлению перемещения рабочей поверхности детали и под острым углом к ее режущей кромке на расстоянии S друг от друга не более 15-кратной толщины наплавленного слоя, нанесение полос износостойкого присадочного материала выполняют в области сжимающих напряжений рабочей поверхности детали на верхнюю и нижнюю наклонные грани со сдвигом друг от друга на одинаковое расстояние S/2, а ширину наплавленных полос устанавливают не более двойной толщины наплавленного слоя. Это снижает трение и скорость изнашивания верхней и нижней наклонных граней за счет увеличения степени деформирования и рыхления приповерхностного активного слоя почвы при взаимодействии с боковой поверхностью наплавленных полос путем торможения и смятия активного слоя почвы на толщину наплавленного слоя с последующим скалыванием частиц в направлении перемещения.
Снижение нормального давления почвы с тыльной стороны боковой поверхности наплавленных полос приводит к образованию зон застоя почвы в направлении перемещения, в которых скорость частиц снижается до нуля, а трение приповерхностного слоя почвы происходит по слою частиц застойной почвы.
За зонами застоя почвы менее связные частицы активного слоя почвы совершают смешанное относительное перемещение, включая скольжение, качение, вращение и перекатывание абразивных частиц в направлении перемещения, что уменьшает их трение с поверхностью верхней и нижней наклонных граней и снижает скорость изнашивания рабочей поверхности детали по толщине косого клина.
Нанесение полос износостойкого присадочного материала в области сжимающих напряжений рабочей поверхности детали на верхнюю и нижнюю наклонные грани со сдвигом друг от друга на одинаковое расстояние S/2 снижает уровень сварочных напряжений и деформаций рабочей поверхности детали за счет создания более благоприятного термического цикла в зоне нагрева поверхности детали, ускоряющего ее самоохлаждение.
Кроме того, упомянутое нанесение полос износостойкого присадочного материала на верхней и нижней наклонных гранях в области сжимающих напряжений снижает скорость притупления режущей кромки, чему способствует образование на поверхности трения участков, обладающих устойчивой треугольной формой, которые расположены между соседними полосами вдоль режущей кромки в направлении перемещения.
Взаимодействие активного слоя почвы с торцовой поверхностью полос, по краю режущей кромки на верхней и нижней наклонных гранях, увеличивает степень рыхления активного слоя почвы в направлении перемещения за счет интенсивного развития опережающих трещин, которые снижают плотность и трение активного слоя почвы с рабочей поверхности детали, имеющей форму косого клина.
В интервале скоростей обработки почвы возникающий динамический удар и скалывание частиц уменьшают трение активного слоя почвы с боковой и торцовой поверхностями наплавленных полос, имеющих ограниченную ширину в направлении перемещения рабочей поверхности детали.
Снижение скорости притупления режущей кромки за счет торможения и смятия активного слоя почвы боковой и торцовой поверхностей наплавленных полос по краю режущей кромки уменьшает скорость изнашивания рабочей поверхности детали по ее ширине.
Расположение вдоль режущей кромки участков, имеющих устойчивую треугольную форму на верхней и нижней наклонных гранях со сдвигом на одинаковое расстояние S/2 друг от друга обеспечивает их самозатачивание в направлении перемещения.
Нанесение наплавленных полос шириной не более двойной толщины наплавленного слоя снижает объем сварочной ванны, уменьшает ширину околошовной зоны и перемешивание износостойкого присадочного материала с основным металлом в области сжимающих напряжений рабочей поверхности детали.
Уменьшение объема сварочной ванны при нанесении износостойкого присадочного материала увеличивает скорость охлаждения околошовной зоны, в которой основной металл вновь получает структуру закалки на верхней и нижней наклонных гранях, без изменения структуры основного металла в области сжимающих напряжений на противоположной грани рабочей поверхности детали.
В процессе трения приповерхностного слоя почвы режущая кромка приобретает дугообразную форму, при этом волнистость режущей кромки улучшает ее режущие свойства, обеспечивая более равномерное заглубление рабочей поверхности в почву и снижение скорости образования затылочной фаски с уменьшением тягового сопротивления почвообрабатывающих машин.
С учетом волнообразной траектории перемещения рабочей поверхности детали, имеющей форму косого клина, упомянутое нанесение полос износостойкого присадочного материала на верхней и нижней наклонных гранях в области сжимающих напряжений рабочей поверхности увеличивает степень деформирования и смятия приповерхностного слоя почвы путем взаимодействия с поверхностью наплавленных полос в вертикальном направлении, что также снижает трение абразивных частиц с рабочей поверхностью детали и уплотнение почвы нижней наклонной гранью.
Толщину наплавленного слоя и/или длину полос от края режущей кромки на рабочей поверхности одной из наклонных граней устанавливают меньше толщины слоя и/или длины полос на поверхности другой наклонной грани, что позволяет регулировать степень деформирования приповерхностного активного слоя почвы и скорость изнашивания рабочей поверхности детали, имеющей форму косого клина, в зависимости от
физико-механических свойств почвы и геометрических параметров поверхности в зоне наибольшей интенсивности трения.
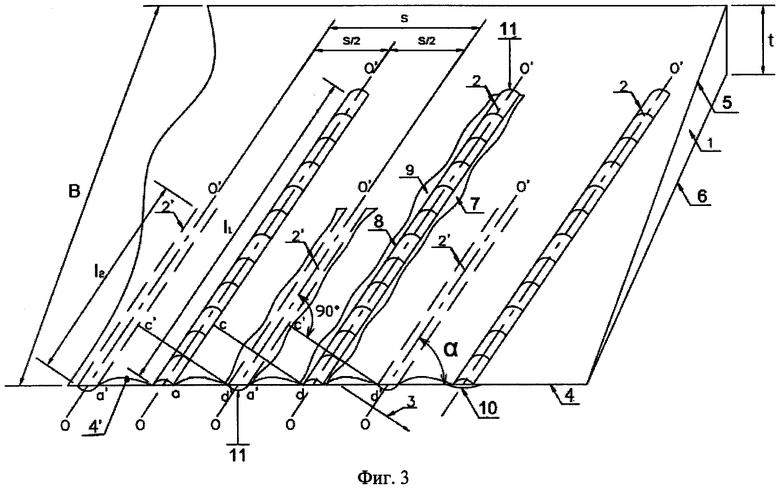
На фиг. 1 схематично изображено расположение наплавленных полос в области сжимающих напряжений на рабочей поверхности детали верхней и нижней наклонных граней со сдвигом друг от друга на одинаковое расстояние S/2 при ширине наплавленных полос не более двойной толщины наплавленного слоя.
На фиг. 2 схематично изображено расположение торцовых поверхностей наплавленных полос по краю режущей кромки, при котором толщина наплавленного слоя на рабочей поверхности одной из наклонных граней меньше толщины наплавленного слоя на поверхности другой наклонной грани.
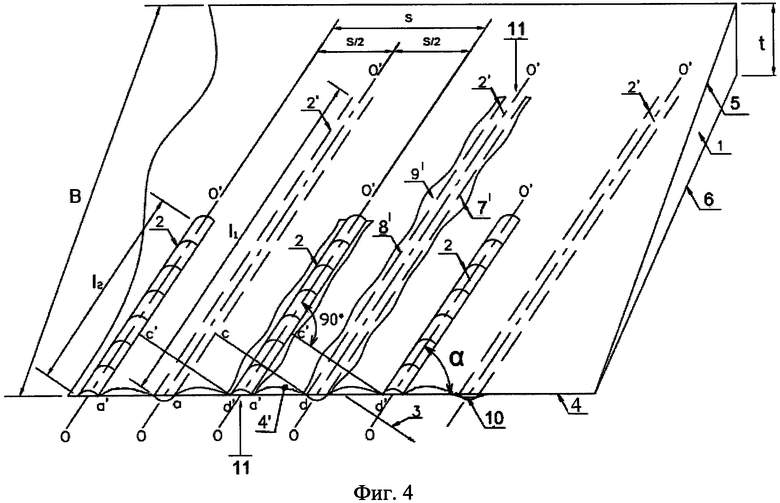
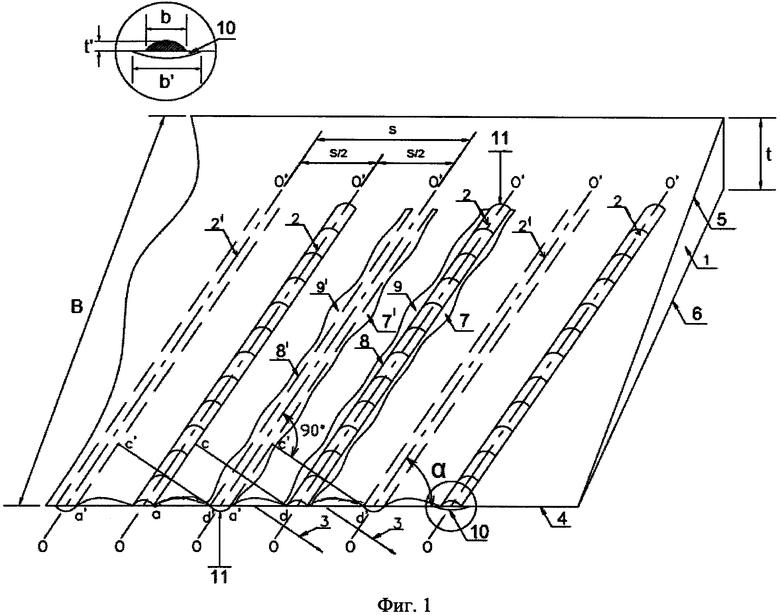
На фиг. 3 и фиг. 4 схематично изображено расположение на рабочей поверхности детали наплавленных полос, длина которых от края режущей кромки одной из наклонных граней установлена меньше, чем длина полос на поверхности другой наклонной грани.
Способ осуществляют следующим образом.
На рабочую поверхность 1 детали шириной В, имеющей форму косого клина, с помощью установки для дуговой сварки (не показана) наносят износостойкий присадочный материал в виде параллельных полос 2 и 2′, имеющих толщину f наплавленного слоя 2-4 мм, расположенных под прямым углом к направлению перемещения 3 рабочей поверхности 1 детали и под острым углом α к режущей кромке 4 на расстоянии S друг от друга не более 15-кратной толщины f наплавленного слоя.
Полосы 2 и 2′ износостойкого присадочного материала наносят в области сжимающих напряжений рабочей поверхности 1 детали в зоне наибольшей интенсивности трения на верхнюю 5 и нижнюю 6 наклонные грани со сдвигом друг от друга на одинаковое расстояние S/2, при этом ширину в наплавленных полос устанавливают не более двойной толщины t′ наплавленного слоя, а толщину наплавленного слоя t и/или длину l1 и l2 полос 2 и 2′ от края режущей кромки 4 на рабочей поверхности одной из наклонных граней 5 или 6 устанавливают меньше толщины t1′ и t2′ слоя и/или длины l1 и l2 полос 2 или 2′ на поверхности другой наклонной грани.
За счет деформирования и рыхления приповерхностного активного слоя почвы при взаимодействии с боковой поверхностью 7 и 7′ наплавленных полос 2 и 2′ в направлении перемещения 3 с тыльной стороны боковой поверхности 8 и 8′ на верхней грани 5 образуются зоны 9 застоя почвы, а на нижней грани 6 зоны застоя почвы 9′, в которых скорость частиц снижается до нуля, а трение почвы происходит по слою застойной почвы 9 и 9′, при этом уменьшается скорость изнашивания поверхности 1 косого клина по его толщине t.
Между соседними полосами 2 и 2′ на верхней 5 и нижней 6 наклонных гранях вдоль режущей кромки 4 в направлении перемещения 3 возникают участки acd и a′c′d′, имеющие устойчивую треугольную форму, поверхность которых обладает свойством самозатачивания с образованием дугообразной режущей кромки 4′.
При нанесении наплавленных полос 2 и 2′ шириной в не более двойной толщины t′ наплавленного слоя уменьшается ширина в′ околошовной зоны 10 на рабочей поверхности 1 детали.
С учетом волнообразной траектории перемещения детали, имеющей форму косого клина, упомянутое нанесение полос 2 и 2′ износостойкого присадочного материала на верхней 5 и нижней 6 наклонных гранях в области сжимающих напряжений рабочей поверхности 1 увеличивает степень деформирования и смятия приповерхностного слоя почвы по толщине t′ наплавленного слоя почвы путем взаимодействия с поверхностью наплавленных полос 2 и 2′ в вертикальном направлении 11.
В заявленном способе получения износостойкой рабочей поверхности 1 детали почвообрабатывающих машин, имеющей форму косого клина, включающем нанесение на упомянутую поверхность 1 износостойкого присадочного материала в виде параллельных полос 2 и 2′, имеющих толщину t′ наплавленного слоя 2-4 мм, расположенных под прямым углом к направлению перемещения 3 рабочей поверхности 1 детали и под острым утлом α к ее режущей кромке и на расстоянии S друг от друга не более 15-кратной толщины t′ наплавленного слоя, нанесение полос 2 и 2′ износостойкого присадочного материала выполняют в области сжимающих напряжений рабочей поверхности 1 детали на верхнюю 5 и нижнюю 6 наклонные грани со сдвигом друг от друга на одинаковое расстояние S/2. При этом ширину в наплавленных полос 2 и 2′ устанавливают не более двойной толщины t′ наплавленного слоя, что снижает трение и скорость изнашивания верхней 5 и нижней 6 наклонных граней за счет увеличения степени деформирования и рыхления приповерхностного активного слоя почвы при взаимодействии с боковой поверхностью 7 и 7′ наплавленных полос 2 и 2′ путем торможения и смятия активного слоя почвы на толщину t′ наплавленного слоя с последующим скалыванием частиц в направлении перемещения 3.
Снижение нормального давления почвы с тыльной стороны 8 и 8′ наплавленных полос 2 и 2′ приводит к образованию зон застоя почвы 9 и 9′, в которых скорость частиц снижается до нуля, а трение почвы происходит по слою застойной почвы.
За зонами застоя почвы 9 и 9′ менее связанные частицы активного слоя почвы совершают смешанное относительное перемещение, включая скольжение, качение, вращение и перекатывание абразивных частиц в направлении перемещения 3, что уменьшает их трение с поверхностью верхней 5 и нижней 6 наклонных граней и снижает скорость изнашивания рабочей поверхности 1 детали по толщине t косого клина.
Нанесение полос 2 и 2′ износостойкого присадочного материала в области сжимающих напряжений рабочей поверхности 1 детали на верхнюю 5 и нижнюю 6 наклонные грани со сдвигом друг от друга на одинаковое расстояние S/2 снижает уровень сварочных напряжений и деформаций рабочей поверхности 1 детали за счет создания более благоприятного термического цикла в зоне нагрева поверхности 1 детали, ускоряющего ее самоохлаждение.
Нанесение полос 2 и 2′ износостойкого присадочного материала на верхней 5 и нижней 6 наклонных гранях в области сжимающих напряжений снижает скорость притупления режущей кромки 4, чему способствует образование на поверхности трения участков acd и a′c′d′, обладающих устойчивой треугольной формой, которые расположены вдоль режущей кромки 4 между соседними полосами 2 и 2′.
Взаимодействие активного слоя почвы с торцовой поверхностью полос 2 и 2′ по краю режущей кромки 4 на верхней 5 и нижней 6 наклонных гранях увеличивает степень рыхления активного слоя почвы в направлении перемещения 3 за счет интенсивного развития опережающих трещин, которые снижают плотность и трение частиц активного слоя почвы с рабочей поверхностью 1 детали, имеющей форму косого клина.
В интервале скоростей обработки почвы возникающий динамический удар и скалывание частиц уменьшают трение активного слоя почвы с боковой 7 и 7′ и торцовой поверхностью наплавленных полос 2 и 2′ по краю режущей кромки 4, имеющих ограниченную ширину в в направлении перемещения 3 рабочей поверхности 1.
Снижение скорости притупления режущей кромки 4 за счет торможения и смятия активного слоя почвы боковой 7 и 7′ и торцовой поверхностью наплавленных полос 2 и 2′ по краю режущей кромки 4, уменьшает скорость изнашивания рабочей поверхности по ее ширине В.
Расположение вдоль режущей кромки участков acd и a′c′d′ устойчивой треугольной формы на верхней 5 и нижней 6 наклонных гранях со сдвигом на одинаковое расстояние S/2 обеспечивает их самозатачивание в направлении перемещения 3.
Нанесение наплавленных полос шириной в не более двойной толщины t′ наплавленного слоя снижает объем сварочной ванны уменьшает ширину в′ околошовной зоны 10 и перемешивание износостойкого присадочного материала с основным металлом в области сжимающих напряжений рабочей поверхности 1.
Уменьшение объема сварочной ванны при нанесении полос 2 и 2′ увеличивает скорость охлаждения металла околошовной зоны 10, в которой основной металл вновь получает структуру закалки без изменения структуры основного металла в области сжимающих напряжений на противоположной грани рабочей поверхности 1.
В процессе трения приповерхностного слоя почвы режущая кромка 4 приобретает дугообразную форму (4′), волнистость которой по длине детали улучшает ее режущие свойства, обеспечивая более равномерное заглубление рабочей поверхности 1 и снижение скорости образования затылочной фаски с уменьшением тягового сопротивления почвообрабатывающих машин.
С учетом волнообразной траектории перемещения рабочей поверхности 1 детали, имеющих форму косого клина, упомянутое нанесение полос 2 и 2′ износостойкого присадочного материала на верхней 5 и нижней 6 наклонных гранях в области сжимающих напряжений рабочей поверхности 1 увеличивает степень деформирования и смятия приповерхностного слоя почвы по толщине t′ наплавленного слоя почвы путем взаимодействия с поверхностью наплавленных полос 2 и 2′ в вертикальном направлении 11, что также снижает трение абразивных частиц с рабочей поверхностью 1 детали и уплотнение почвы нижней наклонной гранью 6.
Толщину t′ наплавленного слоя и/или длину l1 и l2 полос от края режущей кромки 4 на рабочей поверхности 1 одной из наклонных граней 5 или 6 устанавливают меньше толщины t1′ или t2′ слоя и/или длины полос l1 и l2 на поверхности другой наклонной грани, что позволяет регулировать степень деформирования приповерхностного активного слоя почвы и скорость изнашивания рабочей поверхности 1 детали в зависимости от физико-механических свойств почвы в зоне наибольшей интенсивности трения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нанесения износостойких покрытий на рабочую поверхность почворежущих деталей почвообрабатывающих машин | 2017 |
|
RU2697747C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОЙ РАБОЧЕЙ ПОВЕРХНОСТИ ДЕТАЛЕЙ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2013 |
|
RU2555271C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОЙ РАБОЧЕЙ ПОВЕРХНОСТИ ДЕТАЛЕЙ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2013 |
|
RU2543159C2 |
| СПОСОБ НАНЕСЕНИЯ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ НА РАБОЧУЮ ПОВЕРХНОСТЬ ДЕТАЛЕЙ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2011 |
|
RU2464358C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОЙ РАБОЧЕЙ ПОВЕРХНОСТИ ДЕТАЛЕЙ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2008 |
|
RU2414337C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОЙ РАБОЧЕЙ ПОВЕРХНОСТИ ДЕТАЛЕЙ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН, ИМЕЮЩЕЙ ОБТЕКАЕМУЮ ФОРМУ | 2013 |
|
RU2539122C2 |
| РАБОЧИЙ ОРГАН ДЛЯ БЕЗОТВАЛЬНОЙ ОБРАБОТКИ ПОЧВЫ | 2016 |
|
RU2622691C1 |
| Способ упрочнения дисковых рабочих органов почвообрабатывающих орудий | 2023 |
|
RU2820471C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ | 2008 |
|
RU2412030C2 |
| САМОЗАТАЧИВАЮЩЕЕСЯ ДОЛОТО ГЛУБОКОРЫХЛИТЕЛЯ ПОВЫШЕННОЙ АБРАЗИВНОЙ ИЗНОСОСТОЙКОСТИ | 2016 |
|
RU2648721C1 |

Изобретение может быть использовано для нанесения износостойких покрытий на рабочую поверхность деталей почвообрабатывающих машин, имеющую форму косого клина с использованием сварки плавлением. Износостойкий присадочный материал наносят на упомянутую поверхность в виде параллельных друг другу полос с толщиной наплавленного слоя 2-4 мм под прямым углом к направлению перемещения рабочей поверхности детали на расстоянии друг от друга не более 15-кратной толщины слоя. Полосы наносят на верхнюю и нижнюю наклонные грани в области сжимающих напряжений рабочей поверхности детали со сдвигом друг от друга на одинаковое расстояние в направлении перемещения детали. Ширину наплавленных полос на рабочей поверхности деталей устанавливают не более двойной толщины наплавленного слоя. Изобретение позволяет уменьшить скорость изнашивания рабочей поверхности деталей путем деформирования и снижения плотности приповерхностного активного слоя почвы в зоне наибольшей интенсивности трения. 1 з.п. ф-лы, 4 ил.
1. Способ получения износостойкой рабочей поверхности детали почвообрабатывающих машин, имеющей форму косого клина, включающий нанесение наплавкой на упомянутую поверхность износостойкого присадочного материала в виде параллельных полос, имеющих толщину наплавленного слоя 2-4 мм, расположенных под прямым углом к направлению перемещения рабочей поверхности детали и под острым углом к ее режущей кромке на расстоянии S друг от друга не более 15-кратной толщины наплавленного слоя, при этом полосы износостойкого присадочного материала наносят в области сжимающих напряжений рабочей поверхности детали на верхнюю и нижнюю наклонные грани со сдвигом друг от друга на одинаковое расстояние S/2, а ширину наплавленных полос устанавливают не более двойной толщины наплавленного слоя.
2. Способ по п. 1, отличающийся тем, что толщину наплавленного слоя и/или длину полос от края режущей кромки на рабочей поверхности одной из наклонных граней устанавливают меньше толщины слоя и/или длины полос на поверхности другой наклонной грани.
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОЙ РАБОЧЕЙ ПОВЕРХНОСТИ ДЕТАЛЕЙ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2008 |
|
RU2414337C2 |
| ПЛОСКОРЕЖУЩИЙ РАБОЧИЙ ОРГАН ДЛЯ ОБРАБОТКИ ПОЧВЫ | 2008 |
|
RU2366139C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧИХ ОРГАНОВ КУЛЬТИВАТОРОВ | 2005 |
|
RU2309987C2 |
| СПОСОБ УПРОЧНЕНИЯ ЛЕМЕХОВ ПЛУГОВ | 2011 |
|
RU2460810C1 |
| Бетононасос | 1978 |
|
SU846780A1 |

