Область техники, к которой относится изобретение
Настоящее изобретение относится к способу соединения пластиковой пленки.
Уровень техники
К примеру, в японской выложенной патентной публикации №2007-238129 приводится описание пластикового пакета, используемого в качестве внутреннего пакета, размещаемого в упаковке «Bag in box». Во внутреннем пакете многослойная пленка состоит из наружной и внутренней пленок, расположенных напротив друг друга и наложенных друг на друга с целью получения противоположных концевых участков. Далее выполняется процесс для соединения всех пленок друг с другом у противоположных концевых участков, так чтобы первые участки соединения могли быть образованы между наружной и внутренней пленками и второй участок соединения мог быть образован между внутренними пленками для изготовления пластикового пакета, который используется в качестве внутреннего пакета. Наружная и внутренняя пленки содержат пластиковые пленки.
В этом случае наружная и внутренняя пленки подвергаются воздействию ударной нагрузки во время падения внутреннего пакета, при этом напряжение должно концентрироваться во втором участке соединения, образованном между внутренними пленками. Внутренние пленки могут расслаиваться и отделяться друг от друга на втором участке соединения, что приводит к разрушению внутреннего пакета.
То же самое относится к внутреннему пакету, размещаемому в упаковке «Bag in box», который описывается в японской выложенной патентной публикации №2011-235933 и японской патентной публикации №3324953.
К слову, принято, что во время соединения всех пленок друг с другом нагреватель прижимается к наружной и внутренней пленкам для тепловой сварки и соединения всех пленок друг с другом. Кроме того, на практике применяется испускание лазерного луча между внутренней и наружной пленками и на эту пленку, сварка и соединение всех пленок друг с другом. См. японскую выложенную патентную публикацию №2009-255461, японскую патентную публикацию №4404288, японскую выложенную патентную публикацию № S60-157842 и японскую патентную публикацию №4104073.
Ручка может быть образована из многослойной пленки, содержащей наружную и внутреннюю пленки.
Таким образом, задача изобретения состоит в том, чтобы предложить способ соединения пластиковой пленки, который может предотвратить отслаивание пластиковых пленок друг от друга на соответствующем участке соединения.
Раскрытие изобретения
По изобретению многослойная пленка содержит наружную и внутреннюю пленки, расположенные напротив друг друга и наложенные друг на друга с целью получения противоположных концевых участков. Многослойная пленка расположена напротив дополнительного элемента и наложена на этот дополнительный элемент. Способ включает в себя соединение наружной и внутренней пленок и дополнительного элемента друг с другом у одного из концевых участков, так чтобы первый участок соединения был образован между наружной и внутренней пленками и второй участок соединения был образован между внутренней пленкой и дополнительным элементом. Первый участок соединения имеет первую ширину соединения и включает в себя первые наружный и внутренний края, образованные первой шириной соединения. Второй участок соединения имеет вторую ширину соединения и включает в себя вторые наружный и внутренний края, образованные второй шириной соединения. Способ содержит выполнение регулирования первой и второй ширины соединения, при этом первая ширина соединения меньше второй ширины соединения, так чтобы первый внутренний край был образован снаружи второго внутреннего края.
В предпочтительном варианте выполнения регулирование содержит подготовку первого и второго нагревателя для первого и второго участков соединения. Выполнение регулирования также содержит наложение внутренней пленки на дополнительный элемент, при этом второй нагреватель прижимается к внутренней пленке и дополнительному элементу для тепловой сварки и соединения внутренней пленки и дополнительного элемента друг с другом и образования второго участка соединения. Второй нагреватель имеет эффективную ширину, предварительно заданную для регулирования второй ширины соединения. Выполнение регулирования также содержит наложение наружной пленки на внутреннюю пленку, при этом первый нагреватель прижимается к наружной и внутренней пленкам и дополнительному элементу для тепловой сварки и соединения наружной и внутренней пленок друг с другом и образования первого участка соединения. Первый нагреватель имеет эффективную ширину, предварительно заданную для регулирования первой ширины соединения.
По другому варианту выполнения регулирование содержит подготовку нагревателя для первого и второго участков соединения. Регулирование также содержит нанесение покрытия из противоадгезионного агента между наружной и внутренней пленками, когда наружная и внутренняя пленки и дополнительный элемент накладываются друг на друга. Регулирование также содержит прижатие нагревателя к наружной и внутренней пленкам и дополнительному элементу для тепловой сварки и соединения наружной и внутренней пленок и дополнительного элемента друг с другом и образования первого и второго участков соединения. Покрытие из противоадгезионного агента расположено в том месте и на таком протяжении, которые заданы для регулирования первой ширины W1 соединения.
По другому варианту выполнения регулирование содержит подготовку излучателя для испускания лазерного луча между наружной и внутренней пленками. Регулирование также содержит подготовку первого сканирующего устройства, соединенного с первым излучателем для перемещения первого излучателя в противоположных направлениях, так чтобы наружная и внутренняя пленки сканировались первым излучателем, сварку и соединение наружной и внутренней пленок друг с другом. Регулирование также содержит подготовку второго излучателя для испускания лазерного луча между внутренней пленкой и дополнительным элементом и на внутреннюю пленку и дополнительный элемент. Регулирование также содержит второе сканирующее устройство, соединенное со вторым излучателем для перемещения второго излучателя в противоположных направлениях, так чтобы внутренняя пленка и дополнительный элемент сканировались вторым излучателем, сварку и соединение внутренней пленки и дополнительного элемента друг с другом. Регулирование также содержит подготовку управляющего устройства, соединенного с первым и вторым излучателями и первым и вторым сканирующим устройствами для независимого управления первого и второго излучателей и первого и второго сканирующих устройств с целью регулирования первой и второй ширины соединения.
По другому варианту выполнения регулирование содержит подготовку излучателя, расположенного напротив наружной и внутренней пленок и дополнительного элемента, наложенных друг на друга, для испускания лазерного луча на наружную и внутреннюю пленку и на дополнительный элемент. Регулирование также содержит обработку посредством поглощения лазерного излучения между наружной и внутренней пленками и дополнительным элементом для сварки и соединения наружной и внутренней пленок и дополнительного элемента друг с другом посредством испускания лазерного луча. Обработка посредством поглощения лазерного излучения выполняется в тех местах и на таком протяжении, которые заданы для регулирования первой и второй ширин соединения.
Промежуточная пленка может быть расположена между наружной и внутренней пленками. Способ включает в себя соединение наружной, промежуточной и внутренней пленок друг с другом. Первый участок соединения содержит некоторое количество участков соединения. Первая ширина соединения содержит некоторое количество ширин соединения. Первый внутренний край содержит некоторое количество внутренних краев. В некотором количестве ширин соединения задано последовательное уменьшение ширины. Некоторое количество внутренних краев последовательно образовано в наружном направлении.
Дополнительный элемент может содержать многослойную пленку, состоящую из наружной и внутренней пленок, расположенных напротив друг друга и наложенных друг на друга для получения противоположных концевых участков. Способ включает в себя соединение всех пленок друг с другом у противоположных концевых участков многослойных пленок для изготовления пластикового пакета.
Дополнительный элемент может содержать другой концевой участок многослойной пленки. Многослойная пленка изгибается для образования противоположных концевых участков, расположенных напротив друга и наложенных друг на друга. Способ включает в себя соединение всех пленок друг с другом у противоположных концевых участков для изготовления пластикового пакета.
Пластиковый пакет может быть внутренним пакетом, размещенным в упаковке «Bag in box».
Способ может включать в себя соединение наружной и внутренней пленок и дополнительного элемента друг с другом у другого концевого участка многослойной пленки, так чтобы из многослойной пленки могла быть образована ручка.
Краткое описание чертежей
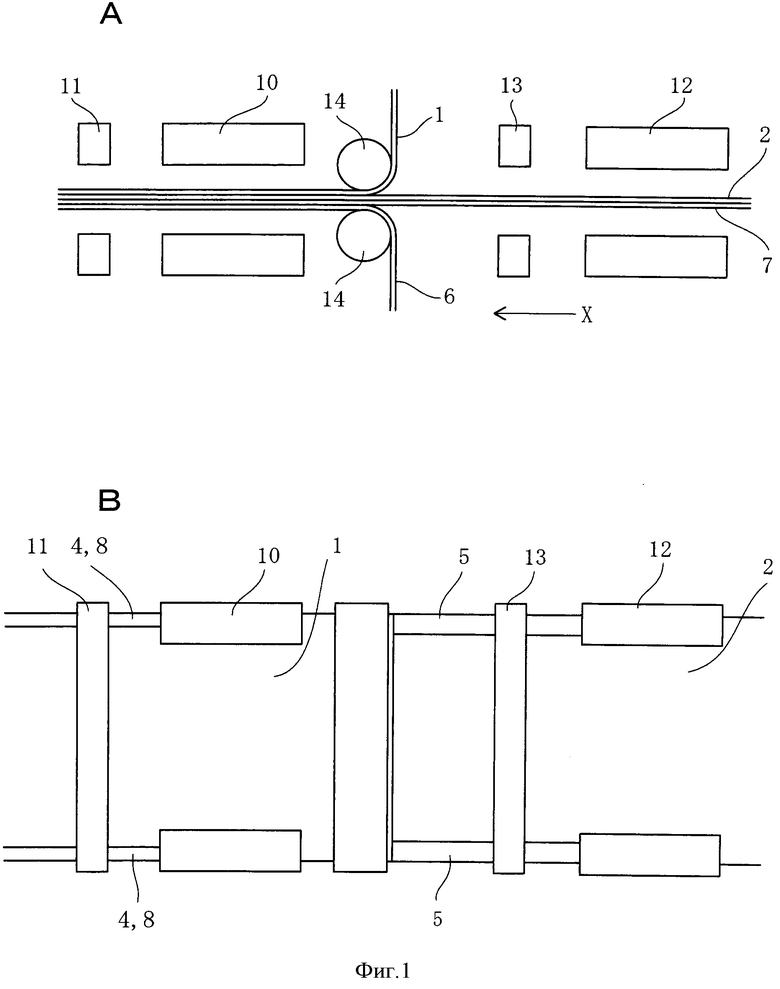
Фиг.1 - боковой вид (A) предпочтительного варианта выполнения изобретения и вид сверху (B) пластиковых пленок, показанных на виде (A);
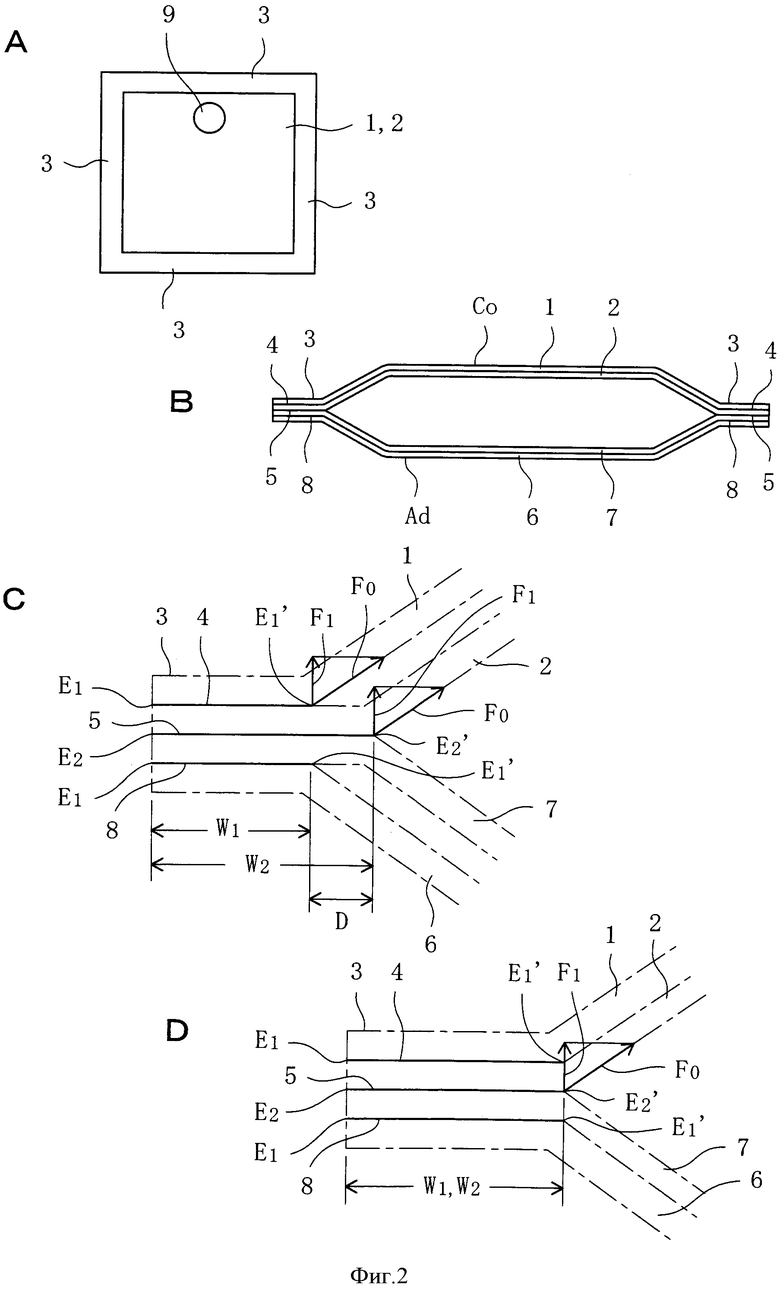
Фиг.2 - вид (A) сверху пластикового пакета, полученного с помощью устройства из Фиг.1, вид (B) в разрезе пластикового пакета (A), детальный вид (C) пластикового пакета, показанного на виде (B), и детальный вид (D) пластикового пакета по существующему уровню техники;
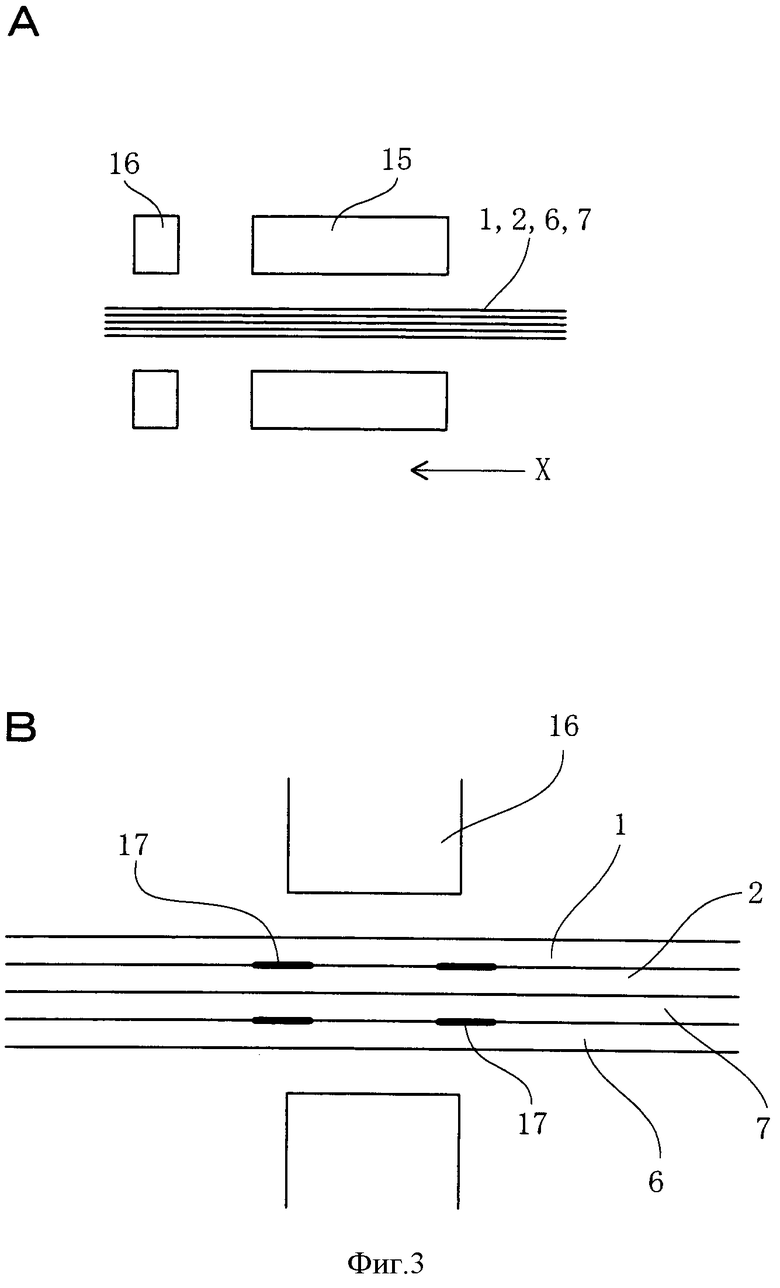
Фиг.3 - боковой вид (A) другого варианта выполнения и увеличенный вид (B) пластиковых пленок, показанных на виде (A);
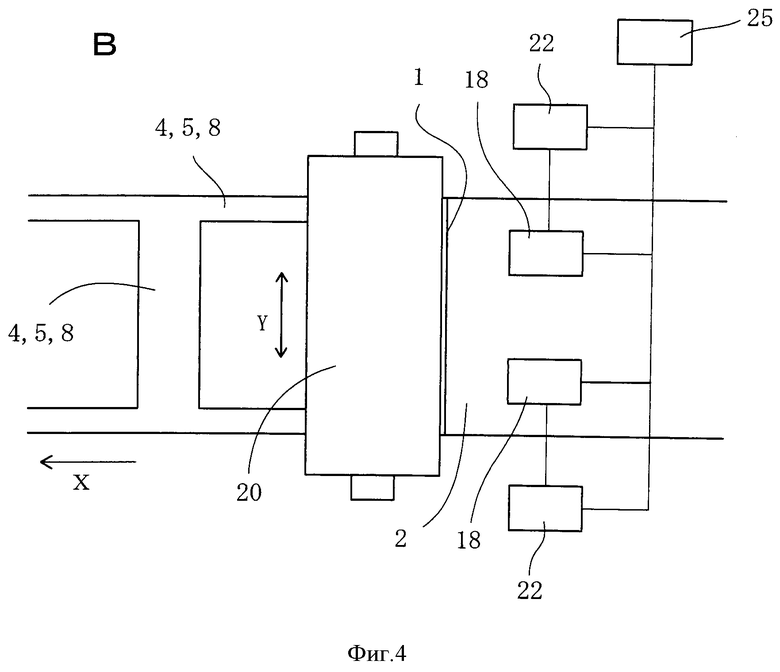
Фиг.4 - боковой вид (A) другого варианта выполнения и вид (B) сверху пластиковых пленок, показанных на виде (A);
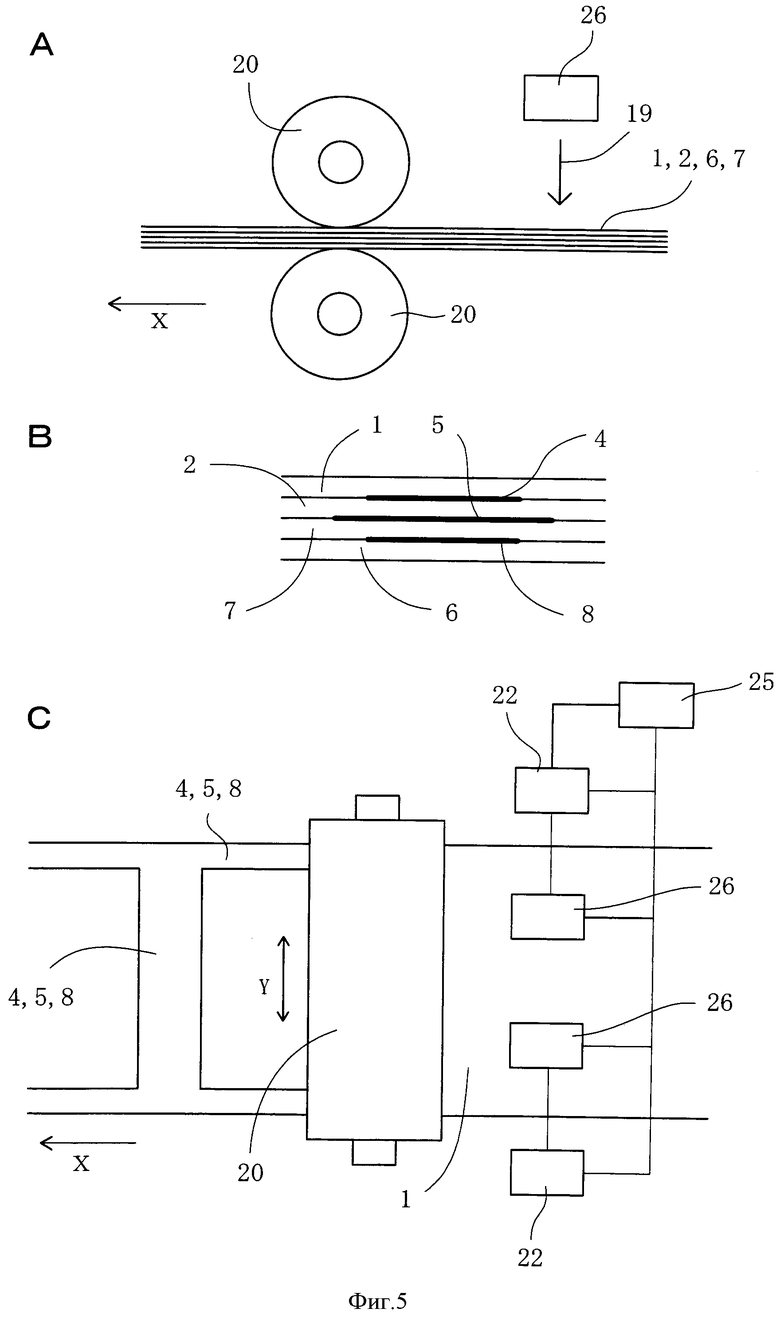
Фиг.5 - боковой вид (A) другого варианта выполнения, увеличенный вид (B) пластиковых пленок, показанных на виде (A), и вид (C) сверху пластиковых пленок, показанных на виде (A);
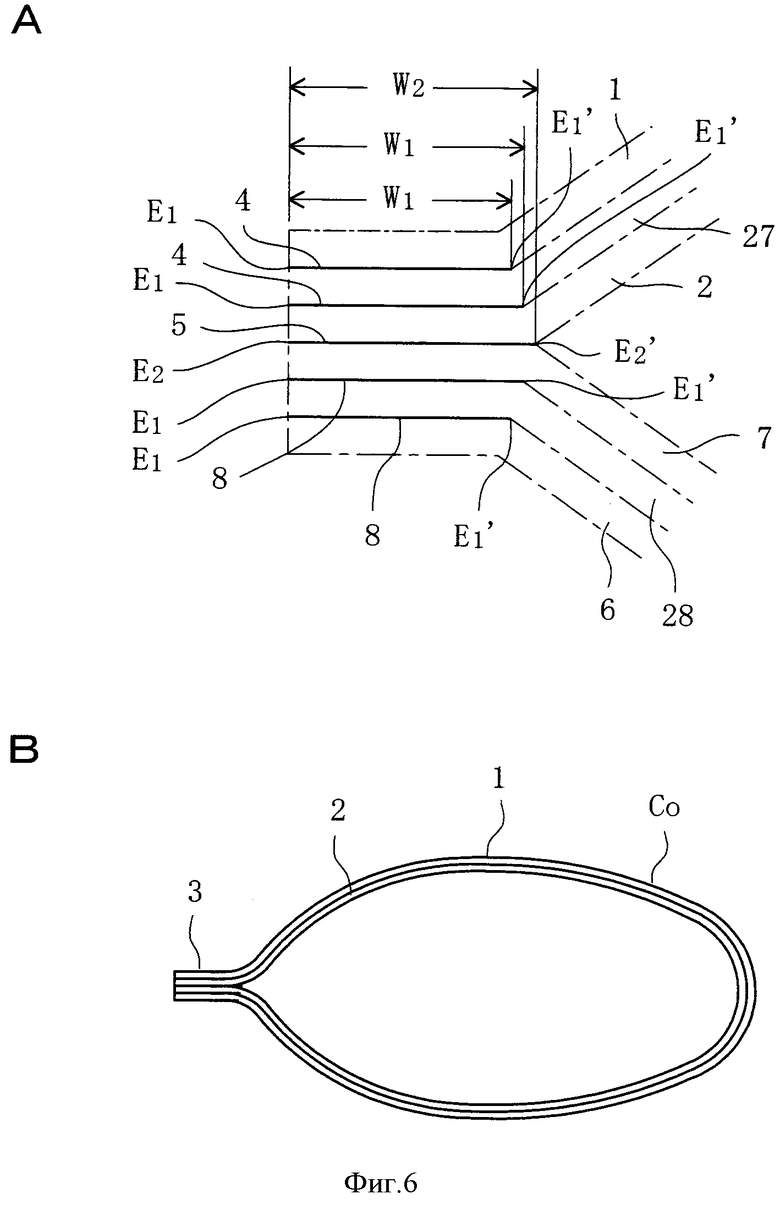
Фиг.6 - детальный вид (A) другого варианта выполнения и вид (B) в разрезе другого варианта выполнения;
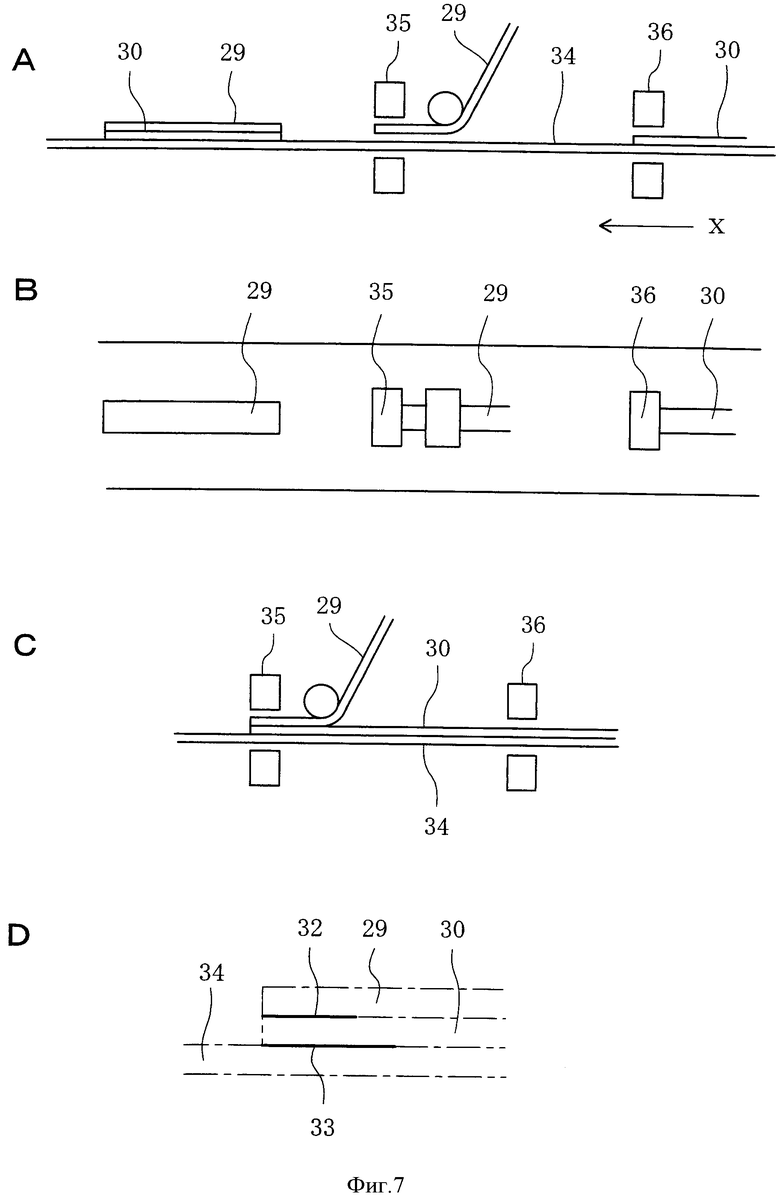
Фиг.7 - боковой вид (A) другого варианта выполнения, вид (B) сверху пластиковых пленок, показанных на виде (A), боковой вид (C) этапа, выполняемого после этапа, показанного на виде (A), и увеличенный вид (D) пластиковых пленок, показанных на виде (A);
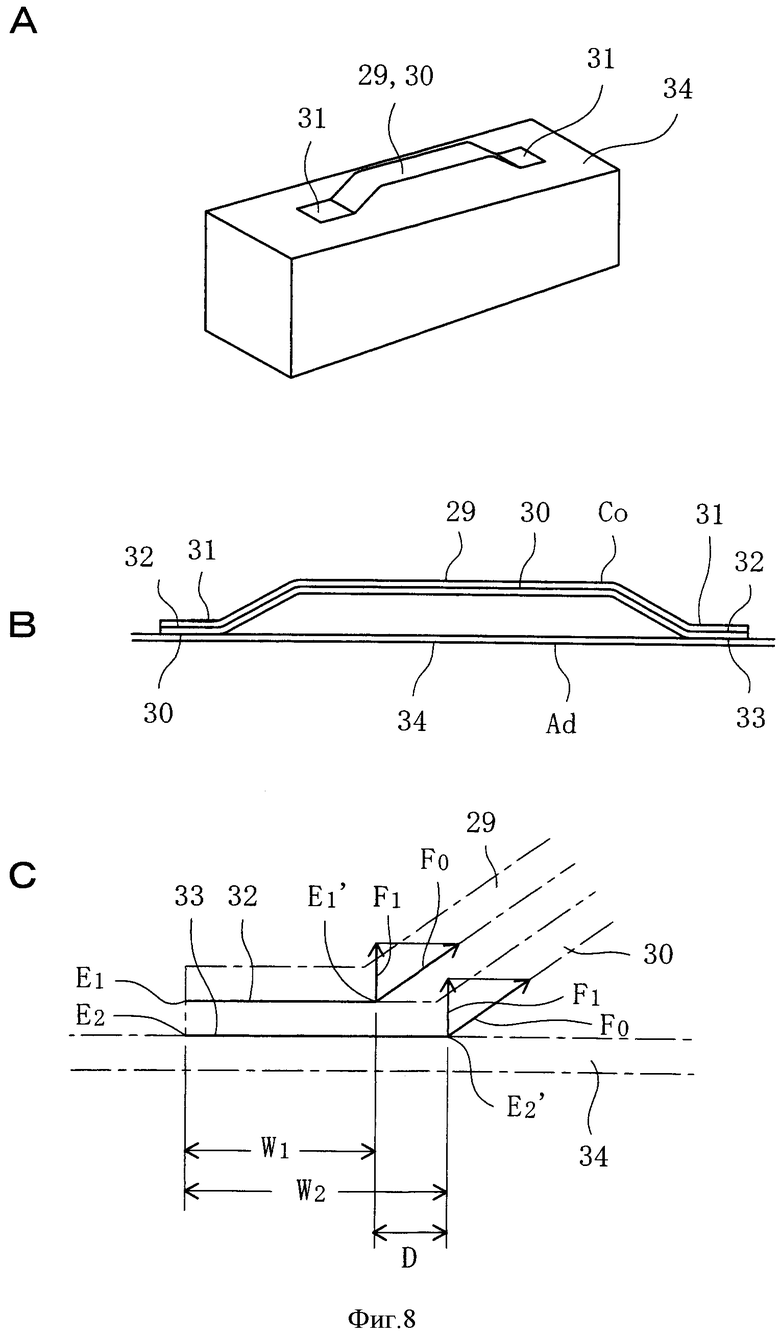
Фиг.8 - перспективный вид (A) ручки, полученной с помощью устройства из Фиг.7, вид (B) в разрезе ручки, показанной на виде (A), и детальный вид (C) ручки, показанной на Фиг.(b);
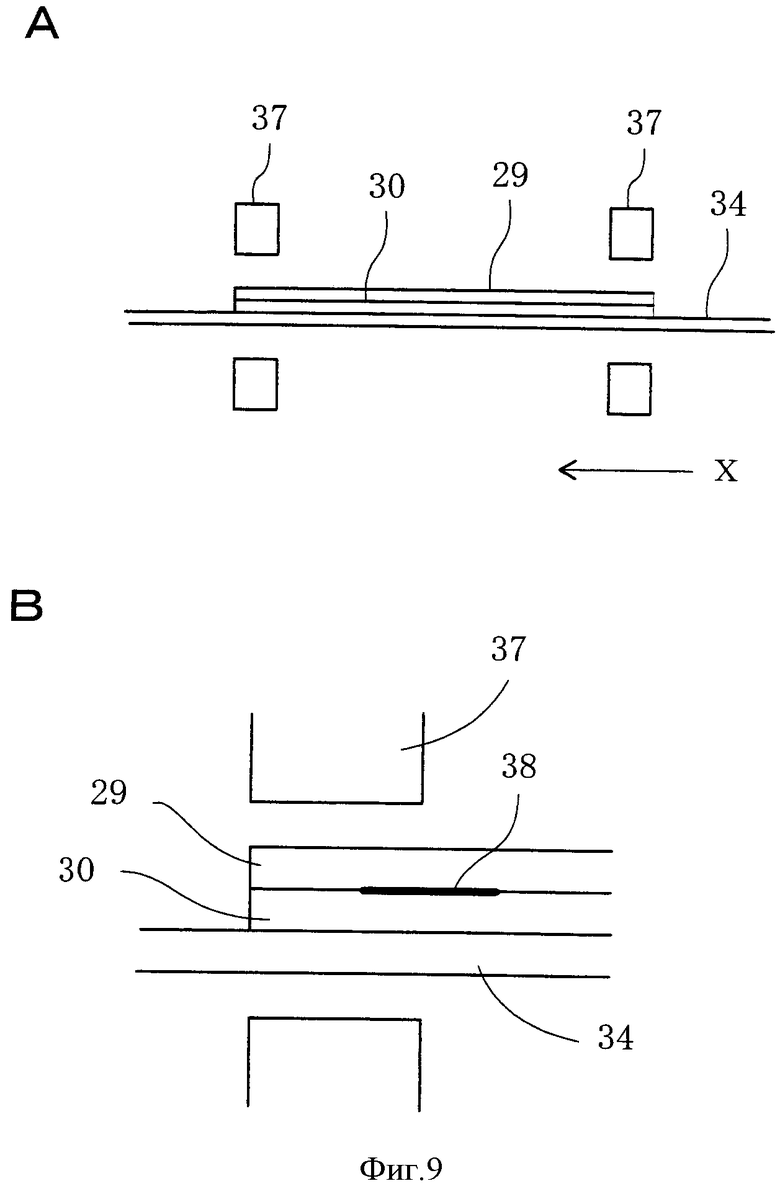
Фиг.9 - боковой вид (A) другого варианта выполнения и увеличенный вид (B) пластиковых пленок, показанных на виде (A);
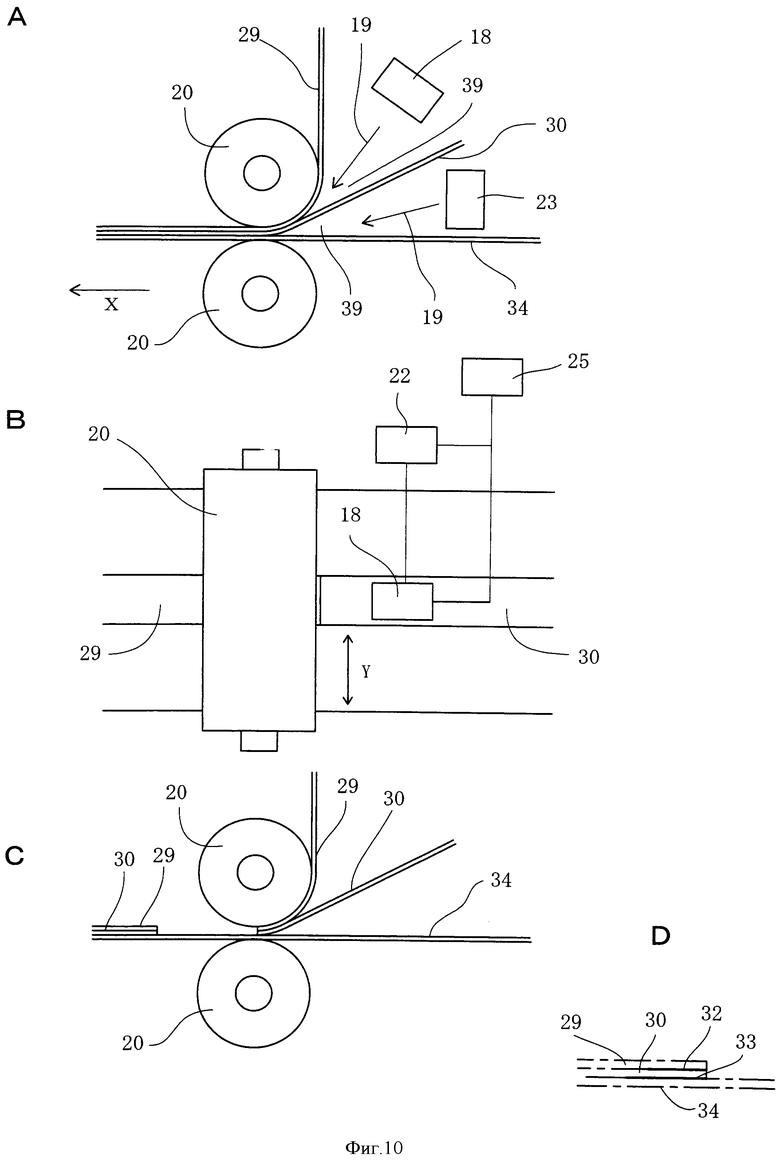
Фиг.10 - боковой вид (A) другого варианта выполнения, вид (B) сверху пластиковых пленок, показанных на виде (A), боковой вид (C) этапа, выполняемого после этапа, показанного на виде (A), и увеличенный вид (D) пластиковых пленок, показанных на виде (C);
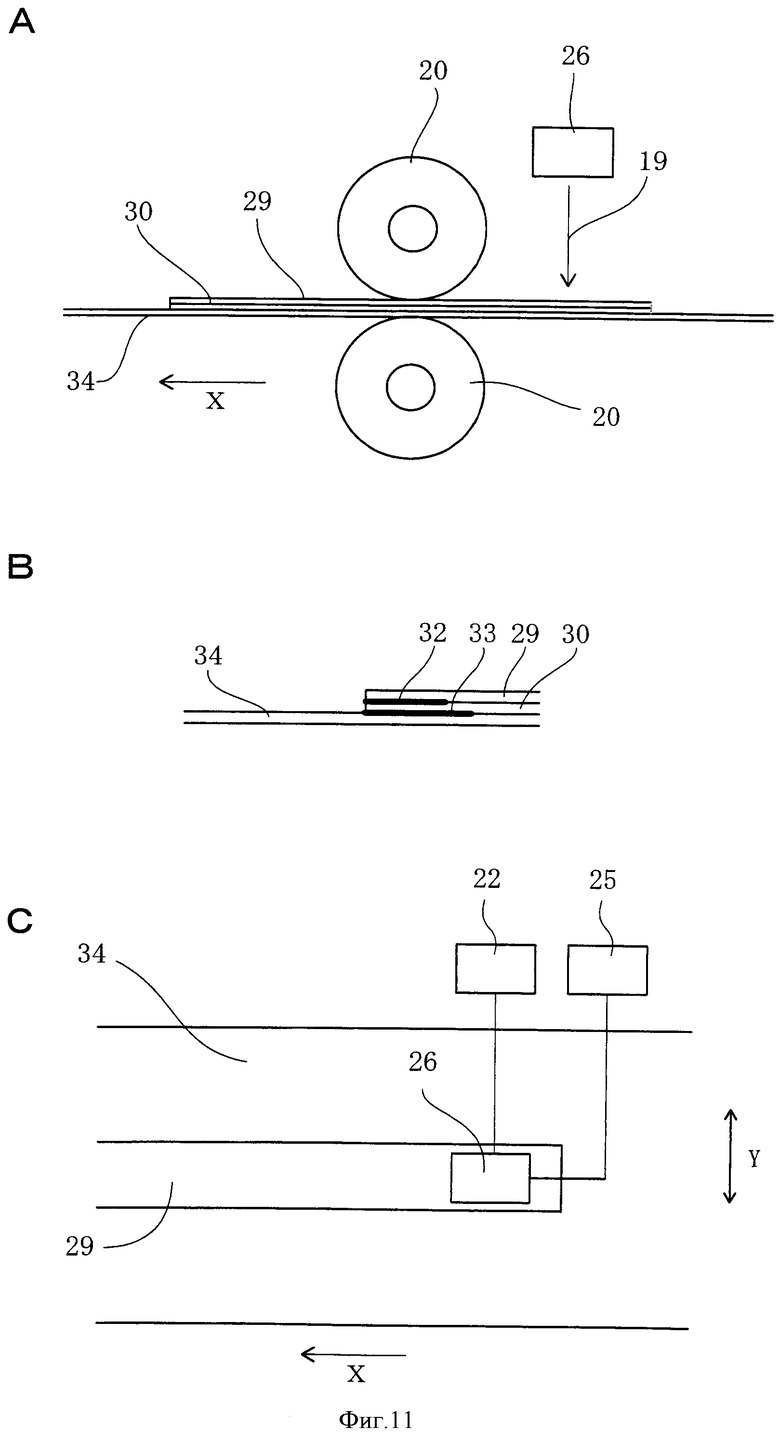
Фиг.11 - боковой вид (A) другого варианта выполнения, увеличенный вид (B) пластиковых пленок, показанных на виде (A), и вид (C) сверху пластиковых пленок, показанных на виде (A).
Осуществление изобретения
На Фиг.1 показано устройство для последовательного изготовления пластиковых пакетов с использованием способа соединения пластиковой пленки по изобретению. Пластиковый пакет является внутренним пакетом, который помещен в упаковку «Bag in box». Согласно этому способу многослойная пленка Со состоит из наружной и внутренней пленок 1 и 2, расположенных напротив друг друга и наложенных друг на друга с целью получения расположенных с противоположных сторон концевых участков 3, как показано на Фиг.2. Многослойная пленка Co расположена напротив дополнительного элемента Ad и наложена на него. Способ включает в себя соединение наружной и внутренней пленок 1 и 2 и дополнительного элемента Ad друг с другом у одного из противолежащих концевых участков 3, так чтобы первый участок 4 соединения был образован между наружной и внутренней пленками 1 и 2 и второй участок 5 соединения был образован между внутренней пленкой 2 и дополнительным элементом Ad. Первый участок 4 соединения имеет первую ширину W1 соединения и включает в себя первые наружный и внутренний края E1 и E1′, образованные первой шириной W1 соединения. Второй участок 5 соединения имеет вторую ширину W2 соединения и включает в себя вторые наружный и внутренний края E2 и E2′, образованные второй шириной W2 соединения.
По варианту выполнения дополнительный элемент Ad содержит многослойную пленку, состоящую из наружной и внутренней пленок 6 и 7 для образования противолежащих концевых участков 3. Понятно, что внутренний пакет включает в себя две многослойные пленки Co и Ad, расположенные напротив друг друга и наложенные друг на друга. Способ включает в себя соединение всех пленок 1, 2, 6 и 7 друг с другом у противоположных концевых участков 3 многослойных пленок Co и Ad, так чтобы первый участок 8 соединения был образован между наружной и внутренней пленками 6 и 7 и второй участок 5 соединения был образован между внутренними пленками 2 и 7. Наружные и внутренние пленки 1, 2, 6 и 7 содержат пластиковые пленки.
Наружные и внутренние пленки 1, 2, 6 и 7 имеют прямоугольную форму и имеют противоположные концевые участки 3 в направлениях длины и ширины пластикового пакета. Способ включает в себя соединение всех пленок 1, 2, 6 и 7 друг с другом у противоположных концевых участков 3 в направлениях длины и ширины пластикового пакета. Первый участок 4 соединения образован между наружной и внутренней пленками 1 и 2 у противоположных концевых участков 3 в направлениях длины и ширины пластикового пакета. Первый соединительный участок 8 также образован между внутренней и наружной пленками 6 и 7 у противоположных концевых участков 3 в указанных направлениях, и второй участок 5 соединения образован между внутренними пленками 2 и 7 у противоположных концевых участков 3 в указанных направлениях. Кроме того, к примеру, наружная и внутренняя пленки 1 и 2 имеют сливное отверстие 9 при изготовлении пластикового пакета из пластиковых пленок 1, 2, 6 и 7.
Для изготовления пластикового пакета по Фиг.2 в устройстве по Фиг.1 наружные и внутренние пленки 1, 2, 6 и 7 размещаются напротив друг друга, накладываются друг на друга и подаются в продольном направлении. Устройство включает в себя устройство подачи, содержащее подающие ролики. Наружные и внутренние пленки 1, 2, 6 и 7 направляются и размещаются между подающими роликами, которые вращаются приводным электродвигателем, так чтобы наружные и внутренние пленки 1, 2, 6 и 7 подавались в продольном направлении X.
Способ, используемый в устройстве, по существу повышает качество пластикового пакета без разрушения пластикового пакета. Способ содержит выполнение регулирования первой и второй ширины W1 и W2 соединения, при этом первая ширина W1 соединения меньше второй ширины W2 соединения, так что первый край E1′ должен быть образован снаружи второго внутреннего края E2′ (Фиг.2C).
По варианту выполнения регулирование содержит подготовку первых и вторых нагревателей 10, 11, 12 и 13 для первых и вторых участков 4, 5 и 8 соединения. Наружные и внутренние пленки 1, 2, 6 и 7 периодически подаются на некоторую длину и временно останавливаются в процессе периодической подачи. Первый нагреватель 10 и 11 прижимается к наружной и внутренней пленкам 1, 2, 6 и 7, в то время как второй нагреватель 12 и 13 прижимается к внутренним пленкам 2 и 7, когда наружные и внутренние пленки 1, 2, 6 и 7 временно останавливаются в процессе периодической подачи для тепловой сварки и соединения всех пленок 1, 2, 6 и 7 друг с другом.
Кроме того, прежде всего внутренняя пленка 2 накладывается на дополнительный элемент Ad и второй нагреватель 12 и 13 прижимается к внутренней пленке 2 и дополнительному элементу Ad для тепловой сварки и соединения внутренней пленки 2 и дополнительного элемента Ad друг с другом и образования второго участка 5 соединения. В варианте выполнения дополнительный элемент Ad содержит многослойную пленку, состоящую из наружной и внутренней пленок 6 и 7. Внутренняя пленка 2 накладывается на внутреннюю пленку 7, и второй нагреватель 12 и 13 прижимается к внутренним пленкам 2 и 7 для тепловой сварки и соединения внутренних пленок 2 и 7 друг с другом и образования второго участка 5 соединения. Второй нагреватель 12 и 13 имеет эффективную ширину, заданную для регулирования второй ширины W2 соединения. Например, внутренние пленки 2 и 7 движутся вперед и горизонтально и направлены ко второму нагревателю 12 и 13. Второй нагреватель 12 и 13 содержит продольный и поперечный нагреватели. Продольный нагреватель 12 прижимается к внутренним пленкам 2 и 7 для тепловой сварки и соединения внутренних пленок 2 и 7 в продольном направлении, так чтобы второй участок 5 соединения был образован в продольном направлении внутренних пленок 2 и 7. Поперечный нагреватель 13 прижимается к внутренним пленкам 2 и 7 для тепловой сварки и соединения внутренних пленок 2 и 7 по ширине, так чтобы второй участок 5 соединения был образован в направлении по ширине внутренних пленок 2 и 7. Продольный и поперечный нагреватели 12 и 13 имеют эффективную ширину, заданную для регулирования второй ширины W2 соединения.
Далее наружная пленка 1 накладывается на внутреннюю пленку 2 и первый нагреватель 10 и 11 прижимается к наружной и внутренней пленкам 1 и 2 и дополнительному элементу Ad для тепловой сварки и соединения внутренних пленок 1 и 2 друг с другом и образования первого участка 4 соединения. В этом варианте выполнения наружная пленка 1 накладывается на внутреннюю пленку 2, в то время как наружная пленка 6 накладывается на внутреннюю пленку 7.
Первый нагреватель 10 и 11 прижимается к наружным и внутренним пленкам 1, 2, 6 и 7 для тепловой сварки и соединения наружных и внутренних пленок 1, 2, 6 и 7 друг с другом и образования первых участков 4 и 8 соединения. Первый нагреватель 10 и 11 имеет эффективную ширину, заданную для регулирования первой ширины W1 соединения. Например, внутренние пленки 2 и 7 направлены к направляющим роликам 14 после их тепловой сварки и соединения. Наружные пленки 1 и 6 подаются вперед и вверх и вниз и направляются направляющими роликами 14, так чтобы наружные пленки 1 и 6 накладывались на внутренние пленки 2 и 7. Наружные и внутренние пленки 1, 2, 6 и 7 затем помещаются между направляющими роликами 14 и направляются к первому нагревателю 10 и 11. Направляющие ролики 14 могут использоваться в качестве подающих роликов, с помощью которых выполняется периодическая подача наружных и внутренних пленок 1, 2, 6 и 7. Кроме того, первый нагреватель 10 и 11 содержит продольный и поперечный нагреватели. Продольный нагреватель 10 прижимается к наружным и внутренним пленкам 1, 2, 6 и 7 для тепловой сварки и соединения наружных и внутренних пленок 1, 2, 6 и 7 в продольном направлении, так чтобы первые участки 4 и 8 соединения были образованы в продольном направлении наружных и внутренних пленок 1, 2, 6 и 7. Поперечный нагреватель 11 прижимается к наружным и внутренним пленкам 1, 2, 6 и 7 для тепловой сварки и соединения наружных и внутренних пленок 1, 2, 6 и 7 в направлении по их ширине, так чтобы первые участки 4 и 8 соединения были образованы по ширине наружных и внутренних пленок 1, 2, 6 и 7. Продольный и поперечный нагреватели 10 и 11 имеют эффективную шину, заданную для регулирования первой ширины W1 соединения.
Первый и второй участки 4, 5 и 8 соединения образованы в продольном направлении и направлении по ширине наружных и внутренних пленок 1, 2, 6 и 7. В этой связи следует отметить, первый и второй участки 4, 5 и 8 соединения образованы вдоль противоположных боковых краев наружных и внутренних пленок 1, 2, 6 и 7 и образованы в продольном направлении наружных и внутренних пленок 1, 2, 6 и 7. Противоположные боковые края образуют противоположные концевые участки 3 в направлении длины пластикового пакета из Фиг.2. Наружные и внутренние пленки 1, 2, 6 и 7 режутся поперек в направлении их ширины устройством для поперечной резки, когда они временно останавливаются в процессе периодической подачи, для последовательного получения пластиковых пакетов из наружных и внутренних пленок 1, 2, 6 и 7. В этой связи следует отметить, что наружные и внутренние пленки 1, 2, 6 и 7 режутся в положении центра первого и второго участков 4, 5 и 8 соединения, образованных по ширине наружных и внутренних пленок 1, 2, 6 и 7, для образования противоположных концевых участков в направлении ширины пластикового пакета из Фиг.2.
Кроме того, наружная и внутренняя пленки 1 и 2 имеют сливное отверстие при изготовлении пластикового пакета, как в случае с пластиковым пакетом из японской выложенной патентной публикации №2007-238129, японской выложенной патентной публикации №2011-235933 и японской патентной публикации №3324953.
Соответственно, в каждом из противоположных концевых участков 3 в направлении по длине и ширине пластикового пакета из Фиг.2 первая ширина W1 соединения может быть меньше второй ширины W2 соединения за счет их регулирования, так чтобы первые внутренние края E2′ были образованы снаружи второго внутреннего края E2′. Например, первые внутренние края E′ образованы снаружи второго внутреннего края E2′ на расстоянии D, составляющим более половины толщина внутренней пленки 2 или 7. Первый и второй наружные края E1 и E2 совпадают друг с другом.
Пластиковый пакет не создает никаких проблем, когда он используется в качестве внутреннего пакета в упаковке «Bag in box». Наружные и внутренние пленки 1, 2, 6 и 7 подвергаются воздействию ударной нагрузки во время падения внутреннего пакета, как описано выше, при этом второй участок 5 соединения должен подвергаться воздействию напряжения F0 и составляющей F1 между внутренними пленками 2 и 7. Однако первые участки 4 и 8 соединения также повергаются воздействию напряжения F0 и составляющей F1 между наружными и внутренними пленками 1, 2, 6 и 7 по той причине, что первые внутренние края E1′ образованы снаружи вторых внутренних краев E2′. Напряжение F0 и составляющая F1 не концентрируются на втором участке 5 соединения, а разделяются первым и вторым участками 4, 5 и 8 соединения. В результате внутренние пленки 2 и 7 не могут расслаиваться и отделяться друг от друга на втором участке 5 соединения без разрушения внутреннего пакета.
Кроме того, пластиковый пакет наполняется и раздувается содержимым таким образом, что наружные пленки 1 и 6 должны изгибаться у первых внутренних краев E1′, и внутренние пленки 2 и 7 изгибаются у вторых внутренних краев E2′. Однако расстояние D между первым и вторым внутренними краями E1′ и E2′ задается равным более половины толщины внутренней пленки 2 или 7, как описано выше. Напряжение F0 и составляющая F1 без каких-либо проблем могут быть разделены первым и вторым участками 4, 5 и 8 независимо от того, изогнуты ли внутренние пленки 2 и 7 у второго внутреннего края E2′
Во внутреннем пакете по существующему уровню техники первая и вторая ширина W1 и W2 соединения идентичны друг другу, поэтому не только первый и второй наружные края E1 и E2, но также первый и второй внутренние края E1′ и E2′ должны совпадать друг с другом (Фиг.2D). Наружные и внутренние пленки 1, 2, 6 и 7 подвергаются воздействию ударной нагрузки во время падения внутреннего пакета, и напряжение F0 и составляющая F1 должны концентрироваться на втором участке 5 соединения, образованном между внутренними пленками 2 и 7. По сравнению со случаем разделения первым и вторым участками 4, 5 и 8 соединения напряжение F0 и составляющая F1 удваиваются по величине, концентрируясь на втором участке 5 соединения. Внутренние пленки 2 и 7 могут расслаиваться и отделяться друг от друга у второго участка 5 соединения, что приводит к разрушению внутреннего пакета, как описано выше.
В этом варианте выполнения с учетом того, что каждая из внутренних пленок 2 и 7 часто имеет толщину примерно 0,075 мм, расстояние D задается равным более 0,04 мм. Таким образом, расстояние D составляет более половины толщины внутренней пленки 2 или 7. Кроме того, когда расстояние D составляет более 0,04 мм, может использоваться внутренняя пленка 2 или 7 большей толщины. Напряжение F0 и составляющая F1 могут быть разделены первым и вторым участками 4, 5 и 8 соединения независимо от толщины внутренней пленки 2 или 7. Они не могут быть сконцентрированы на втором участке 5 соединения.
Заданное расстояние D не должно превышать 5 мм. В этом варианте выполнения заданное расстояние D составляет 0,04-5 мм.
В другом варианте выполнения из Фиг.3 выполнение регулирования содержит подготовку нагревателей 15 и 16 для первого и второго участков 4, 5 и 8 соединения. Нагреватели 15 и 16 прижимается к наружным и внутренним пленкам 1, 2, 6 и 7, когда наружные и внутренние пленки 1, 2, 6 и 7 временно останавливаются во время подачи, как в случае нагревателей 10, 11, 12 и 13 из Фиг.1.
Кроме того, между наружной и внутренней пленками 1 и 2 образовано покрытие из противоадгезионного агента 17, когда наружная и внутренняя пленки 1 и 2 и дополнительный элемент Ad наложены друг на друга. В варианте выполнения покрытие из противоадгезионного агента 17 образовано между наружной и внутренней пленками 1 и 2, в то время как покрытие из противоадгезионного агента 17 образовано между наружной и внутренней пленками 6 и 7, когда наружные и внутренние пленки 1, 2, 6 и 7 наложены друг на друга. Покрытие из противоадгезионного агента 17 может содержать покрытие из термостойкой краски.
Далее нагреватели 15 и 16 прижимаются к наружной и внутренней пленкам 1 и 2 и дополнительному элементу Ad для тепловой сварки и соединения наружной и внутренней пленок 1 и 2 и дополнительного элемента Ad друг с другом и образования первого и второго участков 4 и 5 соединения. По варианту выполнения нагреватель 15 и 16 прижимается к наружным и внутренним пленкам 1, 2, 6 и 7 для тепловой сварки и соединения всех пленок 1, 2, 6 и 7 друг с другом и образования первого и второго участков 4, 5 и 8 соединения. Нагреватели 15 и 16 - это продольный и поперечный нагреватели. Продольный нагреватель 15 прижимается к наружным и внутренним пленкам 1, 2, 6 и 7 для тепловой сварки и соединения всех пленок 1, 2, 6 и 7 в продольном направлении, так чтобы первый и второй участки 4, 5 и 8 соединения были образованы в продольном направлении наружных и внутренних пленок 1, 2, 6 и 7. Поперечный нагреватель 16 прижимается к наружным и внутренним пленкам 1, 2, 6 и 7 для тепловой сварки и соединения всех пленок 1, 2, 6 и 7 в направлении по ширине, так чтобы первый и второй участки 4, 5 и 8 соединения были образованы в направлении по ширине наружных и внутренних пленок 1, 2, 6 и 7. Каждое из покрытий из противоадгезионного агента 17 расположено в том месте и на таком протяжении, которые заданы для регулирования первой ширины W1 соединения. В этой связи следует отметить, что продольный и поперечный нагреватели 15 и 16 во время прижатия не могут выполнять тепловую сварку и соединять наружные и внутренние пленки 1, 2, 6 и 7 друг с другом в тех местах, где расположено покрытие из противоадгезионного агента 17.
Далее наружные и внутренние пленки 1, 2, 6 и 7 режутся по ширине устройством для поперечной резки для последовательного изготовления пластиковых пакетов, как в случае по варианту выполнения из Фиг.1.
Первая ширина W1 соединения может быть меньше второй ширины W2 соединения за счет регулирования, так чтобы первый внутренний край E1′ был образован снаружи второго внутреннего края E2′. Напряжение F0 и составляющая F1 не сконцентрированы на втором участке 5 соединения, а разделены первым и вторым участками 4, 5 и 8 соединения. В результате внутренние пленки 2 и 7 не могут расслаиваться и отделяться друг от друга у второго участка 5 соединения без разрушения внутреннего пакета.
В другом варианте выполнения из Фиг.4 регулирование содержит подготовку первого излучателя 18 для испускания лазерного луча 19 между наружной и внутренней пленками 1 и 2 и на эти пленки. Например, прижимные ролики 20 расположены напротив друг друга, и наружные и внутренние пленки 1, 2, 6 и 7 подаются в продольном направлении, и направляются к прижимным роликам 20, и огибают эти ролики с образованием криволинейных участков перед направлением к подающим роликам. Между криволинейными участками наружной и внутренней пленок 1 и 2, между криволинейными участками внутренних пленок 2 и 7 и между криволинейными участками наружной и внутренней пленок 6 и 7 образованы клинообразные зазоры 21. Первый излучатель 18 расположен в клинообразном зазоре между наружной и внутренней пленками 1 и 2 для испускания лазерного луча 19 между наружной и внутренней пленками 1 и 2 и на эти пленки.
Кроме того, первое сканирующее устройство 22 соединено с первым излучателем для перемещения первого излучателя 18 в противоположных направлениях Y для сканирования наружной и внутренней пленок 1 и 2 первым излучателем 18, сварки и соединения наружной и внутренней пленок 1 и 2 друг с другом. В этом варианте выполнения наружная и внутренняя пленки 1 и 2 сканируются первым излучателем 18, нагревающим и расплавляющим наружную и внутреннюю пленки 1 и 2 лазерным лучом. Затем наружная и внутренняя пленки 1 и 2 накладываются друг на друга, и помещаются между прижимными роликами 20, и зажимаются этими роликами, которые сваривают и соединяют наружную и внутреннюю пленки 1 и 2 друг с другом.
Регулирование также содержит подготовку второго излучателя 23 для испускания лазерного луча 19 между наружной пленкой 2 и дополнительным элементом Ad и на наружную пленка 2 и дополнительный элемент Ad. По варианту выполнения второй излучатель 23 расположен в клинообразном зазоре 21 между внутренними пленками 2 и 7 для испускания лазерного луча 19 между внутренними пленками 2 и 7 и на эти пленки. Кроме того, дополнительный излучатель 24 расположен в клинообразном зазоре 21 между наружной и внутренней пленками 6 и 7 для испускания лазерного луча 19 между наружной и внутренней пленками 6 и 7 и на эти пленки.
Кроме того, второе сканирующее устройство соединено со вторым излучателем 23 для перемещения второго излучателя 23 в противоположных направлениях Y для сканирования внутренней пленки 2 и дополнительного элемента Ad вторым излучателем 23, сварки и соединения наружной и внутренней пленки 2 и дополнительного элемента Ad друг с другом. В этом варианте выполнения внутренние пленки 2 и 7 сканируются вторым излучателем 23, нагревающим и расплавляющим внутренние пленки 2 и 7 лазерным лучом. Дополнительное сканирующее устройство соединено с дополнительным излучателем 24 для перемещения дополнительного излучателя 24 в противоположных направлениях Y для сканирования наружной и внутренней пленок 6 и 7 дополнительным излучателем 24, нагревающим и расплавляющим наружную и внутреннюю пленки 6 и 7 лазерным лучом 19. Затем внутренние пленки 2 и 7 и наружная пленка 6 накладываются друг на друга, и помещаются между прижимными роликами 20, и зажимаются этими роликами, которые сваривают и соединяют внутреннюю пленку 2 и наружную и внутреннюю пленки 6 и 7 друг с другом.
В варианте выполнения во время испускания лазерного луча 19 наружные и внутренние пленки 1, 2, 6 и 7 подаются в продольном направлении. Кроме того, предусматривается, что первый, второй и дополнительный излучатели 18, 23 и 24 перемещаются по ширине наружных и внутренних пленок 1, 2, 6 и 7 или в противоположных направлениях Y. Первый и второй участки 4, 5 и 8 соединения могут быть образованы в продольном направлении и по ширине наружной и внутренней пленок 1, 2, 6 и 7. Каждый из излучателей, к которым относятся первый, второй и дополнительный излучатели 18, 23 и 24, может содержать два излучателя, расположенных на некотором расстоянии друг от друга по ширине наружной и внутренней пленок 1, 2, 6 и 7. В этом случае первый и второй участки 4, 5 и 8 соединения без проблем могут быть образованы в продольном направлении и вдоль противоположных боковых краев наружной и внутренней пленок 1, 2, 6 и 7. Каждое из устройств, к которым относятся первое, второе и дополнительное сканирующие устройства 22, может содержать зеркальце гальванометра для точного сканирования наружных и внутренних пленок 1, 2, 6 и 7.
Кроме того, в варианте выполнения управляющее устройство 25 соединено с первым, вторым и дополнительным излучателями 18, 23 и 24 и первым, вторым и дополнительным сканирующими устройствами 22 для независимого управления первым, вторым и дополнительным излучателями 18, 23 и 24 и первым, вторым и дополнительным сканирующими устройствами 22 с целью регулирования первой и второй ширины W1 и W2 соединения.
Управляющее устройство 25 может быть соединено с приводным электродвигателем, с помощью которого вращаются подающие ролики и подаются наружные и внутренние пленки 1, 2, 6 и 7, при этом управляющее устройство управляет приводным электродвигателем, изменяя скорость подачи. Управляющее устройство 25 может быть предназначено для управления всеми сканирующими устройствами 22 с целью изменения скорости сканирования. Управляющее устройство 25 может быть предназначено для управления приводным электродвигателем и всеми сканирующим устройствами 22 с целью возвратно-поступательного перемещения всех излучателей 18, 23 и 24 в противоположных направлениях с шагом 0,05-1 мм, заданным в направлении X подачи. Управляющее устройство 25 может быть предназначено для изменения хода и положения излучателей 18, 23 и 24 во время их возвратно-поступательного перемещения. Первый и второй участки 4, 5 и 8 соединения могут быть образованы с заданными направлением, шириной и формой. Управляющее устройство 25 может быть предназначено для регулирования всех излучателей 18, 23 и 24 с целью изменения величины освещения для регулирования прочности соединения. Затем наружные и внутренние пленки 1, 2, 6 и 7 разрезаются по ширине для последовательного изготовления пластиковых пакетов.
Первая ширина W1 соединения может быть меньше второй ширины W2 соединения за счет регулирования, так чтобы первый внутренний края E1′ был образован снаружи второго внутреннего края E2′.
В другом варианте выполнения на Фиг.5 излучатель 26 расположен напротив наружной и внутренней пленок 1 и 2 и дополнительного элемента Ad, наложенных друг на друга, с целью испускания лазерного луча 19 на наружную и внутреннюю пленки 1 и 2 и дополнительный элемент Ad. В варианте выполнения излучатель 26, испускающий лазерный луч 19 на пленки, расположен напротив наружных и внутренних пленок 1, 2, 6 и 7 с верхней стороны наружных и внутренних пленок 1, 2, 6 и 7, наложенных друг на друга. Излучатель 26 может быть расположен с нижней стороны наружной и внутренних пленок 1, 2, 6 и 7. Затем наружные и внутренние пленки 1, 2, 6 и 7 направляются к прижимным роликам 20, помещаются между ними и зажимаются этими роликами.
Кроме того, между наружной и внутренней пленками 1 и 2 и дополнительным элементом Ad выполняется обработка посредством поглощения лазерного излучения для сварки и соединения наружной и внутренней пленок 1 и 2 и дополнительного элемента Ad друг с другом посредством испускания лазерного луча как в случае, описанном в японской патентной публикации №4104073. В этом варианте выполнения обработка посредством поглощения лазерного излучения выполняется между пленками 1, 2, 6 и 7 и на участках 4, 5 и 8 соединения с целью сварки и соединения всех пленок 1, 2, 6 и 7 друг с другом. Например, обработка посредством поглощения лазерного излучения может содержать обработку выступов на поверхности. Они могут содержать покрытия из агента для поглощения лазерного излучения или покрытия из краски, образованные между всеми пленками 1, 2, 6 и 7.
Кроме того, наружные и внутренние пленки 1, 2, 6 и 7 подаются в продольном направлении. Сканирующее устройство 22 соединено с излучателем 26 для перемещения излучателя 26 по ширине наружных и внутренних пленок 1, 2, 6 и 7 или в противоположных направлениях Y для сканирования наружных и внутренних пленок 1, 2, 6 и 7 излучателем 26, нагрева и расплавления наружных и внутренних пленок 1, 2, 6 и 7 лазерным лучом 19. Регулирующее устройство 25 соединено с излучателем 26 и сканирующим устройством 22 для управления излучателем 26 и сканирующим устройством 22.
Участки 4, 5 и 8 соединения могут быть образованы в продольном направлении и по ширине наружных и внутренних пленок 1, 2, 6 и 7 за счет обработки посредством поглощения лазерного излучения, выполняемой в продольном направлении и по ширине наружных и внутренних пленок 1, 2, 6 и 7. Кроме того, обработка посредством поглощения лазерного излучения выполняется в тех местах и на таком протяжении, которые заданы для регулирования первой и второй ширины W1 и W2.
Затем наружные и внутренние пленки 1, 2, 6 и 7 разрезаются по ширине для последовательного изготовления пластиковых пакетов.
Первая ширина W1 соединения может быть меньше второй ширины W2 соединения за счет регулирования, так чтобы первый внутренний края E1′ был образован снаружи второго внутреннего края E2′.
В вариантах выполнения на Фиг.1-5 между наружной и внутренней пленками 1 и 2 может быть расположена промежуточная пленка 27 и между наружной и внутренней пленками 6 и 7 может быть расположена промежуточная пленка 28, как показано на Фиг.6 (Фиг. 6A). Способ включает в себя соединение наружных, промежуточных и внутренних пленок 1, 2, 6, 7, 27 и 28 друг с другом. Соответственно, первый соединительный участок 4 содержит некоторое количество участков соединения. Первый участок 8 соединения содержит некоторое количество участков соединения. Первая ширина W1 содержит некоторое количество ширин соединения. Первый внутренний край E1′ содержит некоторое количество внутренних краев. В некотором количестве ширин W1 соединения задано последовательное уменьшение ширины. Некоторое количество внутренних краев E1′ последовательно задано в наружном направлении. Некоторое количество внутренних краев E1′ может быть последовательно образовано в наружном направлении на расстоянии более половины толщины внутренней пленки 2 или 7 или внутренней пленки 27 или 28. Заданное расстояние может составлять более 0,04 мм.
В этом случае все участки 4, 5 и 8 соединения подвергаются воздействию напряжения F0 и составляющей F1. Напряжение F0 и составляющая F1 не концентрируются на втором участке 5 соединения, а разделяются всеми участками 4, 5 и 8 соединения. В результате внутренние пленки 2 и 7 не могут расслаиваться между собой на втором участке 5 соединения без разрушения внутреннего пакета.
Внутренняя пленка 27 может содержать некоторое количество пленок, и внутренняя пленка 28 может содержать некоторое количество пленок. Способ включает в себя соединение всех пленок друг с другом, при этом ширины заданы с последовательным уменьшением, и все внутренние края последовательно образованы в наружном направлении.
Дополнительный элемент может содержать другой концевой участок 3 многослойной пленки Co (Фиг. 6B). Многослойная пленка Co изгибается для образования противоположных концевых участков 3, расположенных напротив друг друга и наложенных друг на друга. Способ включает в себя соединение всех пленок 1 и 2 друг с другом у противоположных концевых участков 3 для изготовления пластикового пакета из наружной и внутренней пленок 1 и 2.
Способ может включать в себя склеивание и соединение всех пленок друг с другом с помощью адгезионного агента, нанесенного на наружную и внутреннюю пленки.
На Фиг.7 показано устройство для последовательного изготовления пластиковых пакетов и ручек с помощью способа соединения пластиковой пленки по изобретению. По этому варианту выполнения многослойная пленка Co состоит из наружной и внутренней пленок 29 и 30, расположенных напротив друг и друга и наложенных друг на друга для образования противоположных концевых участков, как показано на Фиг.8. Многослойная пленка Co расположена напротив дополнительного элемента Ad и накладывается на этот дополнительный элемент. Способ включает в себя соединение наружной и внутренней пленок 29 и 30 и дополнительного элемента Ad друг с другом у противоположных концевых участков 31, так чтобы первый участок 32 соединения был образован между наружной и внутренней пленками 30 и 29 и второй участок 33 соединения был образован между внутренней пленкой 30 и дополнительным элементом Ad. Первый участок 32 соединения имеет первую ширину W1 соединения и включает в себя первый наружный и внутренний края E1 и E1′, образованные первой шириной W1 соединения. Второй участок 33 соединения имеет вторую ширину W2 и включает в себя вторые наружный и внутренний края E2 и E2′, образованные второй шириной W2 соединения.
По этому варианту выполнения многослойная пленка Co вытянута в продольном направлении и имеет длину, обеспечивающую образование ручки из многослойной пленки Co. Наружная и внутренняя пленки 29 и 30 содержат пластиковые пленки. С другой стороны, дополнительный элемент Ad содержит основную пленку 34.
Для изготовления пластикового пакета и ручки из Фиг.8 в устройстве из Фиг.7 наружная и внутренняя пленки 29 и 30 и основная пленка 34 накладываются друг на друга и подаются в продольном направлении или в направлении X, как в случае по варианту выполнения из Фиг.1. Способ содержит выполнение регулирования первой и второй ширин W1 и W2 соединения, при этом первая ширина W1 соединения меньше второй ширины W2 соединения, так чтобы внутренний край E1′ был образован снаружи второго внутреннего края E2′ (Фиг. 8C).
По этому варианту выполнения регулирование содержит подготовку первого и второго нагревателей 35 и 36 для первого и второго участков 32 и 33 соединения. Наружная и внутренняя пленки 29 и 30 и основная пленка 34 периодически подаются на определенные длины и временно останавливаются в процессе периодической подачи. Первый нагреватель 35 прижимается к наружной и внутренней пленкам 29 и 30 и основной пленке 34, в то время как второй нагреватель 36 прижимается к внутренним пленке 30 и основной пленке 34, когда основная пленка 34 временно останавливаются в процессе периодической подачи для тепловой сварки и соединения наружной и внутренней пленок 29 и 30 и основной пленки 34 друг с другом.
Кроме того, прежде всего внутренняя пленка 30 накладывается на основную пленку 34 и направляется ко второму нагревателю 36. Второй нагреватель 36 прижимается к внутренней пленке и основной пленке 34 для тепловой сварки и соединения внутренней пленки 30 и основной пленки 34 друг с другом и образования второго участка 33 соединения у одного из концевых участков внутренней пленки 30, когда основная пленка временно останавливается (Фиг.7A). Второй нагреватель 36 включает в себя эффективную ширину, заданную для регулирования второй ширины W2 соединения. Наружная пленка 29 направляется к первому нагревателю 35 для ожидания.
Далее снова выполняется подача основной пленки 34. Внутренняя пленка 30 вытягивается и подается с помощью основной пленки 34, так чтобы наружная пленка 29 накладывалась на внутреннюю пленку 30 (Фиг.1C). Затем основная пленка 34 временно останавливается. Первый нагреватель 35 прижимается к наружной и внутренней пленкам 29 и 30 и основной пленке 34 для тепловой сварки и соединения наружной и внутренней пленок 29 и 30 друг с другом и образования первого участка 32 соединения у одного из концевых участков наружной и внутренней пленок 29 и 30. Первый нагреватель 35 включает в себя эффективную ширину, заданную для регулирования первой ширины W1 соединения. Основная пленка 34 затем снова подается таким образом, что наружная пленка 29 должна вытягиваться и подаваться с помощью внутренней пленки 30 и основной пленки 34.
Внутренняя пленка 30 включает в себя перфорированные отверстия, образованные в ней по ширине внутренней пленки 30. Перфорированные отверстия расположены на некотором расстоянии друг от друга в продольном направлении внутренней пленки 30. Кроме того, внутренняя пленка 30 вытягивается и подается с помощью основной пленки 34 после тепловой сварки и соединения внутренней пленки 30 и основной пленки 34 у одного из концевых участков внутренней пленки 30, как описано выше. Внутренняя пленка 30 затем останавливается посредством прикладывания тормозного усилия, когда перфорация достигает второго нагревателя 36. Тормозное усилие прикладывается на внутренней пленке 30 в положении перед перфорированными отверстиями. Кроме того, основная пленка 34 временно останавливается непосредственно перед тем, как перфорирование достигнет второго нагревателя 36. Второй нагреватель 36 прижимается к внутренней пленке 30 и основной пленке 30 для тепловой сварки и соединения внутренней пленки 30 и основной пленки 34 друг с другом и образования второго участка 33 соединения. Основная пленка 34 затем снова подается таким образом, что внутренняя пленка 30 вытягивается и подается с помощью основной пленки 34 для отрывания по перфорации, когда перфорация достигнет второго нагревателя 36. Внутренняя пленка 30 отрывается по длине. Понятно, что второй нагреватель 36 может выполнять тепловую сварку и соединять внутреннюю пленку 30 и основную пленку 34 друг с другом и образовывать второй участок 33 соединения у другого концевого участка внутренней пленки 30.
Наружная пленка 29 также включает в себя перфорированные отверстия, образованные в ней в направлении по ширине наружной пленки 29. Перфорированные отверстия расположены друг от друга на таком же расстоянии, как и во внутренней пленке 30 вдоль наружной пленки 29. Кроме того, наружная пленка 29 вытягивается и подается с помощью внутренней пленки 30 и основной пленки 34 после тепловой сварки и соединения наружной и внутренней пленок 29 и 30 у одного из концевых участков. Затем наружная пленка 29 останавливается посредством прикладывания тормозного усилия, когда перфорация достигает первого нагревателя 35. Тормозное усилие прикладывается на наружной пленке 29 в положении перед перфорированными отверстиями. Наружная пленка 29 вытягивается с помощью основной пленки 34 для отрывания по перфорации. Кроме того, основная пленка 34 временно останавливается непосредственно перед тем, как перфорация достигнет первого нагревателя 35. Первый нагреватель 35 прижимается к наружной и внутренней пленкам 29 и 30 и основной пленке 30 для тепловой сварки и соединения наружной и внутренней пленок 29 и 30 друг с другом и образования первого участка 32 соединения. Основная пленка 34 затем снова подается таким образом, что наружная пленка 29 вытягивается и подается с помощью основной пленки 34 для отрывания по перфорации, когда перфорация достигнет первого нагревателя 35. Наружная пленка 29 отрывается по такой же длине, как и внутренняя пленка 30. Понятно, что первый нагреватель 35 может выполнять тепловую сварку и соединять внутреннюю и наружную пленки 29 и 30 друг с другом и образовывать первый участок 32 соединения у другого концевого участка наружной и внутренней пленок 29 и 30.
Основная пленка 34 снова подается таким образом, чтобы наружная и внутренняя пленки 29 и 30 подавались с помощью основной пленки 34 после отрывания. Затем основная пленка 34 временно останавливается. Второй нагреватель 36 прижимается к внутренней пленке 30 и основной пленке 34 для тепловой сварки и соединения их, соединения снова у одного из концевых участков внутренней пленки 30. Эти операции выполняются повторно, как описано выше.
Способ может использоваться для тепловой сварки и соединения наружной и внутренней пленок 29 и 30 и основной пленки 34 друг с другом и образования первого и второго участков 32 и 33 соединения у противоположных концевых участков наружной и внутренней пленок 29 и 30. Соответственно, ручка может быть образована из многослойной пленки Co, состоящей из наружной и внутренней пленок 29 и 30, после изготовления пластикового пакета из основной пленки 34.
Кроме того, первая ширина W1 соединения может быть меньше второй ширины W2 соединения за счет регулировки, так чтобы первый внутренний край E1′ был образован снаружи второго внутреннего края E2′. Например, первый внутренний край E1′ образован снаружи второго внутреннего края E2′ на расстоянии D более половины толщины внутренней пленки 30. Заданное расстояние D может составлять более 0,04 мм. В результате внутренняя пленка 30 и основная пленка 34 не могут расслаиваться и отделяться друг от друга на втором участке 33 соединения, препятствуя отсоединению ручки от пластикового пакета.
По другому варианту выполнения из Фиг.9 регулирование содержит подготовку нагревателя 37 для первого и второго участков 32 и 33 соединения. Кроме того, между наружной и внутренней пленками 29 и 30 образовано покрытие из противоадгезионного агента 38, когда наружная, и внутренняя пленки 29 и 30, и основная пленка 34 наложены друг на друга. Покрытие из противоадгезионного агента 38 может содержать покрытие из термостойкой краски.
Далее нагреватель 37 прижимается к наружной и внутренней пленкам 29 и 30 и основной пленке 34 для тепловой сварки и соединения наружной и внутренней пленок 29 и 30 и основной пленки 34. Первой участок 32 соединения образован между наружной и внутренней пленками 29 и 30, и второй участок 33 соединения образован между внутренней пленкой 30 и основной пленкой 34. Нагреватель 37 может содержать два нагревателя для тепловой сварки и соединения наружной и внутренней пленок 29 и 30 и основной пленки 34 и образования первого и второго участков 32 и 33 соединения у противоположных концевых участков наружной и внутренней пленок 29 и 30. Между наружной и внутренней пленками 29 и 30 у каждого из концевых участков образовано покрытие из противоадгезионного агента 38. Кроме того, покрытие из противоадгезионного агента 38 расположено в тех местах и на таком протяжении, которые заданы для регулирования первой ширины W1 соединения. В этой связи следует отметить, что нагреватель 37 во время прижатия не может выполнять тепловую сварку и соединять наружную и внутреннюю пленки 29 и 30 друг с другом в том месте и на таком протяжении, где расположено покрытие из противоадгезионного агента 38.
Ручка может быть образована из многослойной пленки Co, состоящей из наружной и внутренней пленок 29 и 30 после изготовления пластикового пакета из основной пленки 34.
Кроме того, первая ширина W1 соединения может быть меньше второй ширины W2 соединения за счет их регулирования, так чтобы первый внутренний край E1′ был образован снаружи второго внутреннего края E2′.
По другому варианту выполнения из Фиг.10 регулирование содержит подготовку первого и второго излучателей 18 и 23 для испускания лазерного луча между наружной и внутренней пленками 29 и 30 и основной пленкой 34 и на эти пленки, как в случае варианта выполнения из Фиг.4. Прижимные ролики 20 расположены напротив друг друга, и наружная и внутренняя пленки 29 и 30 и основная пленка 34 направляются к прижимным роликам 20 и огибают эти ролики с образованием криволинейных участков перед направлением к подающим роликам. Между криволинейными участками наружной и внутренней пленок 29 и 30 образован клинообразный зазор 39, и между криволинейными участками внутренней пленки 30 и основной пленкой 34 образован клинообразный зазор 39. Первый и второй излучатели 18 и 23 расположены в клинообразном зазоре 39 между наружной и внутренней пленками 29 и 30 и основной пленкой 34 для испускания лазерного луча 19 между наружной и внутренней пленками 29 и 30 и основной пленкой 34 и на эти пленки.
Кроме того, первое и второе сканирующие устройства 22 соединены с первым и вторым излучателями 18 и 23 для перемещения первого и второго излучателей 18 23 в противоположных направлениях Y для сканирования наружной и внутренней пленок 29 и 30 и основной пленки 34 первым и вторым излучателями 18 и 23, сварки и расплавления наружной и внутренней пленок 29 и 30 и основной пленки 34 лазерным лучом. Затем наружная и внутренняя пленки 29 и 30 и основная пленка 34 накладываются друг на друга и помещаются между прижимными роликами 20 и зажимаются этими роликами, которые сваривают и соединяют наружную и внутреннюю пленки 29 и 30 и основную пленку 34 друг с другом.
Наружная и внутренняя пленки 29 и 30 и основная пленка 34 подаются в продольном направлении при испускании лазерного луча 19. Кроме того, предполагается перемещение первого и второго излучателей 18 и 23 в направлении по ширине наружной и внутренней пленок 29 и 30 и основной пленки 34 или в противоположных направлениях Y. Первый и второй участки 32 и 33 соединения могут быть образованы в продольном направлении и в направлении по ширине наружной и внутренней пленок 29 и 30 и основной пленки 34. Каждое из сканирующих устройств, к которым относятся первое и второе сканирующие устройства 22, может содержать зеркальце гальванометра для точного сканирования наружной и внутренней пленок 29 и 30 и основной пленки 34.
Кроме того управляющее устройство 25 соединено с первым и вторым излучателями 18 и 23 и первым и вторым сканирующими устройствами 22 для независимого управления первым и вторым излучателями 18 и 23 и первым и вторым сканирующими устройствами 22 с целью регулирования первой и второй ширины W1 и W2.
Наружная и внутренняя пленки 29 и 30 включают в себя перфорированные отверстия, образованные и продолжающиеся по ширине наружной и внутренней пленок 29 и 30. Перфорированные отверстия расположены на расстоянии друг от друга на некоторой длине в продольном направлении наружной и внутренней пленок 29 и 30. Кроме того, наружная и внутренняя пленки 29 и 30 останавливаются посредством прикладывания тормозных усилий, когда перфорация достигает роликов 20. Тормозные усилия прикладываются на наружной и внутренней пленках 29 и 30 в положениях перед перфорированными отверстиями. Наружная и внутренняя пленки 29 и 30 вытягиваются с помощью основной пленки 34 в местах после перфорированных отверстий для отрывания по перфорированным отверстиям (Фиг.10C). В этой связи предпочтительно, чтобы один из роликов 20 контактировал с основной пленкой 34 и вращался за счет трения, в то время как другой ролик 20 контактировал с наружной и внутренней пленками 29 и 30 и останавливался для беспроблемного отрывания наружной и внутренней пленок 29 и 30. Один из роликов 20 может вращаться с помощью приводного электродвигателя.
Кроме того, первый и второй излучатели 18 и 23 испускают лазерные лучи между наружной и внутренней пленками 29 и 30 и основной пленкой 34 и на эти пленки, и наружная и внутренняя пленки 29 и 30 и основная пленка 34 прижимаются роликами 20 непосредственно перед тем, как перфорация достигнет роликов 20. Затем наружная и внутренняя пленки 29 и 30 отрываются по перфорации, когда перфорация достигает роликов 20. Понятно, что первый и второй излучатели 18 и 23 взаимодействуют с роликами 20 для сварки и соединения наружной и внутренней пленок 29 и 30 и основной пленки 34 друг с другом и образования первого и второго участков 32 и 33 соединения у задних концевых участков наружной и внутренней пленок 29 и 30. Основная пленка 34 затем снова подается таким образом, чтобы наружная и внутренняя пленки 29 и 30 вытягивались и подавались с помощью основной пленки 24 после отрывания.
Далее первый и второй излучатели 18 и 23 снова испускают лазерные лучи, и наружная и внутренняя пленки 29 и 30 прижимаются роликами 20 после того, как основная пленка 34 подается на некоторую длину. Понятно, что первый и второй излучатели 18 и 23 взаимодействуют с роликами 20 для сварки и соединения наружной и внутренней пленок 29 и 30 и основной пленки 34 снова у передних концевых участков наружной и внутренней пленок 29 и 30. Далее тормозное усилие сбрасывается, так чтобы наружная и внутренняя пленки 29 и 30 вытягивались и подавались с помощью основной пленки 34.
Первый и второй излучатели 18 и 23 снова испускают лазерные лучи непосредственно перед тем, как перфорация достигнет роликов 20, и эти операции выполняются повторно, как описано выше.
Способ может использоваться для сварки и соединения наружной и внутренней пленок 29 и 30 и основной пленки 34 друг с другом и образования первого и второго участков 32 и 33 соединения у противоположных концевых участков наружной и внутренней пленок 29 и 30. Соответственно, ручка может быть образована из многослойной пленки Co, состоящей из наружной и внутренней пленок 29 и 30, после изготовления пластикового пакета из основной пленки 34.
Кроме того, первая ширина W1 соединения может быть меньше второй ширины W2 соединения за счет регулировки, так чтобы первый внутренний край E1′ был образован снаружи второго внутреннего края E2′.
По другому варианту выполнения из Фиг.11 излучатель 26 расположен напротив наружной и внутренней пленок 29 и 30 и основной пленки 34, наложенных друг на друга, для испускания лазерного луча на наружную и внутреннюю пленки 29 и 30 и основную пленку 34. Наружная и внутренняя пленки 29 и 30 и основная пленка 34 затем направляются к прижимным роликам 20 и помещаются между ними и прижимаются этими роликами, как в случае с наружными и внутренними пленками 1, 2, 6 и 7 из Фиг.5.
Кроме того, между наружной и внутренней пленками 29 и 30 и основной пленкой 34 выполняется обработка посредством поглощения лазерного излучения для сварки и соединения наружной и внутренней пленок 29 и 30 и основной пленки 34 друг с другом посредством испускания лазерного луча, как в случае варианта выполнения из Фиг.5.
Наружная и внутренняя пленки 29 и 30 и основная пленки 34 подаются в продольном направлении. Сканирующее устройство 22 соединено с излучателем 26, в то время как управляющее устройство 25 соединено с излучателем 26 и сканирующим устройством 22, так же как в случае варианта выполнения из Фиг.5.
Участки 32 и 33 соединения могут быть образованы в продольном направлении и по ширине наружной и внутренней пленкой 29 и 30 и основной пленки 34 с помощью обработки посредством поглощения лазерного излучения в продольном направлении и по ширине наружной и внутренней пленок 29 и 30 и основной пленки 34. Кроме того, обработка посредством поглощения лазерного излучения выполняется в тех местах и на таком протяжении, которые заданы для регулирования первой и второй ширины W1 и W2.
Соответственно, ручка может быть образована из многослойной пленки Co, состоящей из наружной и внутренней пленок 29 и 30 после изготовления пластикового пакета из основной пленки 34.
Кроме того, первая ширина W1 соединения может быть меньше второй ширины W2 соединения за счет регулировки, так чтобы первый внутренний край E1′ был образован снаружи второго внутреннего края E2′.
По вариантам выполнения из Фиг.7-11 между наружной и внутренней пленками 29 и 30 может быть помещена промежуточная пленка, при этом промежуточная пленка помещается между внутренней пленкой 30 и основной пленкой 34. Способ включает в себя соединение наружной, промежуточной и внутренней пленок. В некотором количестве ширин W1 соединения задано последовательное уменьшение ширины. Некоторое количество внутренних краев E1′ последовательно образовано в наружном направлении.
Промежуточная пленка может содержать некоторое количество пленок.
На наружную, и внутреннюю пленки 29 и 30, и основную пленку 34 может быть нанесен адгезионный агент для склеивания и соединения наружной и внутренней пленок 29 и 30 и основной пленки 34 при изготовлении пластикового пакета и ручки из Фиг.8.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ ПАКЕТОВ | 2011 |
|
RU2516173C2 |
| АППАРАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ ПАКЕТОВ | 2010 |
|
RU2442689C1 |
| ПЛАСТИКОВЫЙ ПАКЕТ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ ПАКЕТОВ | 2016 |
|
RU2665612C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ ПАКЕТОВ | 2013 |
|
RU2567702C9 |
| АППАРАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ ПАКЕТОВ | 2014 |
|
RU2593141C2 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ТЕРМОСВАРОЧНОЙ ПЛАСТИНЫ В МАШИНЕ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ ПАКЕТОВ | 2012 |
|
RU2519702C2 |
| УСТАНОВКА И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ ПАКЕТОВ | 2016 |
|
RU2670862C9 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ МЕШКОВ | 2011 |
|
RU2514600C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВОГО ПАКЕТА И СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВОГО ПАКЕТА | 2017 |
|
RU2706442C1 |
| УСТРОЙСТВО ДЛЯ ВЫТЯЖКИ ПОЛИМЕРНОЙ ПЛЕНКИ | 2009 |
|
RU2457997C1 |
Способ предназначен для предотвращения расслаивания пластиковых пленок друг с другом на заданном участке соединения. Многослойная пленка Co состоит из наружной и внутренней пленок 1 и 2, расположенных напротив друг друга и наложенных друг на друга для образования противоположных концевых участков 3. Многослойная пленка Co расположена напротив дополнительного элемента Ad и наложена на него. Способ включает в себя соединение наружной и внутренней пленок 1 и 2 и дополнительного элемента Ad друг с другом у одного из концевых участок 3, так чтобы первый участок 4 соединения был образован между наружной и внутренней пленкой 1 и 2. Второй участок 5 соединения был образован между внутренней пленкой 2 и дополнительным элементом Ad. Первый участок 4 соединения имеет первую ширину W1 соединения и включает в себя первые наружный и внутренний края E1 и E1′, образованные первой шириной W1 соединения. Второй участок 5 соединения имеет вторую ширину W2 соединения и включает в себя вторые наружный и внутренний края E2 и E2′, образованные второй шириной W2 соединения. Способ включает регулирования первой или второй ширины W1 или W2 соединения. При этом первая ширина W1 соединения меньше второй ширины W2 соединения, так чтобы первый внутренний край E1′ был образован снаружи второго внутреннего края E2′. Технический результат, достигаемый при использовании способа по изобретению, заключается в предотвращении отслаивания пластиковых пленок одна от другой на соответствующем участке соединения. 9 з.п. ф-лы, 31 ил.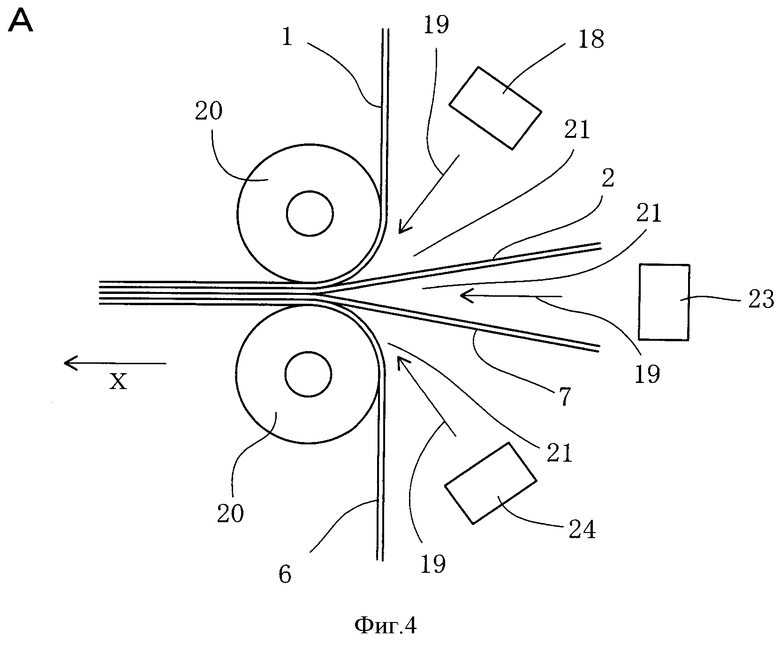
1. Способ соединения пластиковой пленки, в котором многослойная пленка состоит из наружной и внутренней пленок, расположенных напротив друг друга и наложенных друг на друга для получения расположенных с противоположных сторон концевых участков, при этом многослойная пленка расположена напротив дополнительного элемента и наложена на дополнительный элемент, при этом способ включает в себя соединение наружной и внутренней пленок и дополнительного элемента друг с другом у одного из противолежащих концевых участков, так чтобы первый участок соединения был образован между наружной и внутренней пленками и второй участок соединения был образован между внутренней пленкой и дополнительным элементом, первый участок соединения имеет первую ширину соединения и включает в себя первые наружный и внутренний края, образованные первой шириной соединения, и второй участок соединения имеет вторую ширину соединения и включает в себя вторые наружный и внутренний края, образованные второй шириной соединения, а также
выполнение регулирования первой и второй ширины соединения, при этом первая ширина соединения меньше второй ширины соединения, так что первый внутренний край должен быть образован снаружи от второго внутреннего края.
2. Способ по п.1, в котором выполнение регулирования включает:
подготовку первого и второго обогревателей для первого и второго участков соединения,
наложение внутренней пленки на дополнительный элемент, при этом второй нагреватель прижимается к внутренней пленке и дополнительному элементу для тепловой сварки и соединения внутренней пленки и дополнительного элемента друг с другом и образования второго участка соединения; второй нагреватель имеет эффективную ширину, предварительно заданную для регулирования второй ширины соединения, и наложение наружной пленки на внутреннюю пленку, при этом первый нагреватель прижимается к наружной и внутренней пленкам и дополнительному элементу для тепловой сварки и соединения наружной и внутренней пленок друг с другом и образования первого участка соединения, первый нагреватель имеет эффективную ширину, предварительно заданную для регулирования первой ширины соединения.
3. Способ по п.1, в котором выполнение регулирования включает:
подготовку нагревателя для первого и второго участков соединения,
нанесение покрытия из противоадгезионного агента, которое образуется между наружной и внутренней пленками, когда наружная и внутренняя пленки и дополнительный элемент накладываются друг на друга, и
прижатие нагревателя к наружной и внутренней пленкам и дополнительному элементу для тепловой сварки и соединения наружной и внутренней пленок и дополнительного элемента друг с другом и образования первого и второго участков соединения; покрытие из противоадгезионного агента расположено в том месте и на таком протяжении, которые предварительно заданы для регулирования первой ширины соединения.
4. Способ по п.1, в котором выполнение регулирования включает:
подготовку первого излучателя для испускания лазерного луча между наружной и внутренней пленками и на эти пленки,
подготовку первого сканирующего устройства, соединенного с первым излучателем для перемещения первого излучателя в противоположных направлениях так, чтобы наружная и внутренняя пленки сканировались первым излучателем, сварку и соединение наружной и внутренней пленок друг с другом,
подготовку второго излучателя для испускания лазерного луча между внутренней пленкой и дополнительным элементом и на внутреннюю пленку и дополнительный элемент,
подготовку второго сканирующего устройства, соединенного со вторым излучателем для перемещения второго излучателя в противоположных направлениях, так чтобы внутренняя пленка и дополнительный элемент сканировались вторым излучателем, сварку и соединение внутренней пленки и дополнительного элемента друг с другом и
подготовку регулирующего устройства, соединенного с первым и вторым излучателями и первым и вторым сканирующими устройствами для независимого управления первым и вторым излучателями и первым и вторым сканирующими устройствами для регулирования первой и второй ширин соединения.
5. Способ по п.1, в котором выполнение регулирования включает:
подготовку излучателя, расположенного напротив наружной и внутренней пленок и дополнительного элемента, наложенных друг на друга, для испускания лазерного луча на наружную и внутреннюю пленку и на дополнительный элемент и
обработку посредством поглощения лазерного излучения между наружной и внутренней пленками и дополнительным элементом для сварки и соединения наружной и внутренней пленок и дополнительного элемента друг с другом посредством испускания лазерного луча, обработка посредством поглощения лазерного излучения выполняется в тех местах и на таком протяжении, которые предварительно заданы для регулирования первой и второй ширин соединения.
6. Способ по п.1, в котором промежуточная пленка расположена между наружной и внутренней пленками, при этом способ включает в себя соединение наружной, промежуточной и внутренней пленок друг с другом, при этом первый участок соединения содержит некоторое количество участков соединения, первая ширина соединения содержит некоторое количество ширин соединения, первый внутренний край содержит некоторое количество внутренних краев, в некотором количестве ширин соединения предварительно задано последовательное уменьшение ширины, некоторое количество внутренних краев последовательно образовано в наружном направлении.
7. Способ по п.1, в котором дополнительный элемент содержит многослойную пленку, состоящую из наружной и внутренней пленок, расположенных напротив друг друга и наложенных друг на друга для получения противоположных концевых участков; при этом способ включает в себя соединение всех пленок друг с другом у противоположных концевых участков многослойных пленок для изготовления пластикового пакета.
8. Способ по п.1, в котором дополнительный элемент содержит другой концевой участок многослойной пленки, многослойная пленка изгибается для образования противоположных концевых участков, расположенных напротив друга и наложенных друг на друга, при этом способ включает в себя соединение всех пленок друг с другом у противоположных концевых участков для изготовления пластикового пакета.
9. Способ по п.7 или 8, в котором пластиковый пакет является внутренним пакетом, помещенным в упаковку «Bag in box».
10. Способ по п.1, при этом способ включает в себя соединение наружной и внутренней пленок и дополнительного элемента друг с другом у другого концевого участка многослойной пленки, так чтобы была образована ручка из многослойной пленки.
| RU 2010149141 A,27.06.2012 | |||
| ТЕРМОСВАРИВАЮЩИЕСЯ ПОЛИМЕРНЫЕ ПЛЕНКИ, СПОСОБЫ ТЕПЛОВОЙ СВАРКИ И ТЕРМОСВАРОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2173262C2 |
| US 4496046 A,29.01.1985 | |||
| US 5575880 A,19.11.1996 | |||
| JP 2011235933 A,24.11.2011 | |||
| JP 2009255461 A,05.11.2009 | |||
| DE 19815439 A1,14 | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |

