[Область техники, к которой относится изобретение]
[0001] Настоящее изобретение относится к устройству для термообработки для снятия напряжений в сварном рельсе.
Испрашивается приоритет Японской Патентной Заявки № 2012-252111, поданной 16 ноября 2012 года, и Японской Патентной Заявки № 2012-252113, поданной 16 ноября 2012 года, содержание которых включено настоящей ссылкой.
[Уровень техники]
[0002] Чтобы снизить уровни возникающего шума или вибрации, и расходы на техническое обслуживание, как правило, применяют технологию, в которой сваривают рельсовый стык и формируют длинный рельс. Здесь название каждого участка рельса будет описано со ссылкой на ФИГ. 11А и 11В. ФИГ. 11А представляет вид в разрезе, который проведен перпендикулярно продольному направлению сварного рельса Х, и ФИГ. 11В представляет вид сбоку сварного рельса Х, то есть, вид в плане, если смотреть по направлению перпендикулярно продольному направлению и по направлению вверх-вниз сварного рельса Х. В дополнение, в настоящем изобретении направление вверх и направление вниз рельса обозначают направление вверх и направление вниз, когда рельс уложен и используется. Рельс Х изготавливают способом, в которым сваривают по меньшей мере два рельсовых материала между концами рельсовых материалов, и который предусматривает зону Х1 сварки. Зона Х1 сварки включает центр Х2 сварного шва, который представляет собой участок, на котором торцевые поверхности рельсовых материалов примыкают друг к другу. Кроме того, рельс Х включает головку Х3, подошву Х4 и шейку Х5. Головка Х3 расположена на верхней части рельса Х и приходит в контакт с колесом. Подошва Х4 расположена в нижней части рельса Х и приходит в контакт с железнодорожной шпалой. Шейка Х5 соединяет головку Х3 и подошву Х4. В дополнение, верхний конец шейки Х5 представляет собой линию пересечения продолженных поверхностей пары (обеих сторон) нижних сторон головки Х3, и показан точкой А в ФИГ. 11А. Нижний конец шейки Х5 представляет собой линию пересечения продолженных поверхностей пары (обеих сторон) верхних сторон подошвы Х4, и показан точкой В на ФИГ. 11А.
[0003] Например, когда железнодорожный подвижной состав, такой как грузовой вагон, многократно проходит по рельсу, на зону Х1 сварки рельса Х прилагается высокая нагрузка, и тем самым по горизонтальному направлению в шейке Х5 у зоны Х1 сварки, или от шейки Х5 как начальной точки в зоне Х1 сварки, могут возникать усталостные трещины. Одной из причин того, почему возникают усталостные трещины, является высокое растягивающее остаточное напряжение по вертикальному направлению, созданное в шейке Х5 в зоне Х1 сварки. Растягивающее остаточное напряжение возникает вследствие температурного градиента между зоной Х1 сварки и ее периферийным участком, когда выполняют сварку.
[0004] В качестве средства снижения растягивающего остаточного напряжения в зоне сварки и повышения долговечности зоны сварки рельса, предложен способ, в котором локально нагревают участок, отдаленный в продольном направлении от центра зоны сварки на предварительно заданное расстояние, при температуре от 500°С до 1000°С с помощью горелки (ссылка на Патентный Документ 1). В отличие от ситуации с зоной сварки, поскольку на периферии зоны сварки возникает сжимающее остаточное напряжение, неравномерно распределенное остаточное напряжение компенсируется, и растягивающее остаточное напряжение в зоне сварки снижается при нагревании участка, отдаленного от зоны сварки на предварительно заданное расстояние.
В дополнение, в качестве еще одного способа снижения растягивающего остаточного напряжения в зоне сварки также предложен способ, в котором охлаждают нагретую зону сварки рельса с использованием газа под высоким давлением или содержащего влагу газа, пока не завершится перлитное превращение, и после этого быстро охлаждают зону сварки (ссылка на Патентный Документ 2 и Патентный Документ 3). В этом способе растягивающее остаточное напряжение в зоне сварки снижается путем регулирования процесса охлаждения зоны сварки. Однако способы, раскрытые в Патентном Документе 2 и Патентном Документе 3, включают процесс охлаждения нагретого рельса. Соответственно этому, возрастают время и расходы, необходимые для термообработки для снятия напряжений в рельсе, что не является предпочтительным.
[Предшествующий уровень техники]
[Патентный Документ]
[0005] [Патентный Документ 1] Японская Нерассмотренная Патентная Заявка, Первая Публикация № Н08-337819
[Патентный Документ 2] Японская Нерассмотренная Патентная Заявка, Первая Публикация № S59-093838
[Патентный Документ 3] Японская Нерассмотренная Патентная Заявка, Первая Публикация № S59-093837
[Сущность изобретения]
[Проблемы, разрешаемые изобретением]
[0006] Однако растягивающее остаточное напряжение в зоне сварки не может быть в достаточной степени снижено вышеописанными способами. Чтобы дополнительно увеличить долговечность рельса, требуется способ, которым растягивающее остаточное напряжение в зоне сварки может быть снижено еще больше. Настоящее изобретение выполнено с учетом вышеописанной проблемы, и его цель состоит в создании устройства термической обработки для снятия напряжений, способного эффективно снижать растягивающее остаточное напряжение в зоне сварки рельса.
[Средства разрешения проблемы]
[0007] Авторы настоящего изобретения проанализировали проблему, и в результате авторы настоящего изобретения пришли к пониманию того, что остаточное напряжение могло бы быть более эффективно снижено, по сравнению с уровнем техники, подавлением повышения температуры самой зоны сварки, когда периферию зоны сварки нагревают при термической обработке для снятия напряжений. В дополнение, авторы настоящего изобретения пришли к пониманию того, что было необходимо сделать скорость нагревания на периферии зоны сварки более высокой, чтобы подавить повышение температуры самой зоны сварки. В дополнение, поскольку скорость нагревания была низкой, когда периферию зоны сварки рельса нагревали горелкой, авторы настоящего изобретения пришли к пониманию того, что было эффективным, чтобы нагревание выполнялось при более высокой скорости нагрева, чтобы дополнительно снизить остаточное напряжение. Более того, авторы настоящего изобретения выявили, что, пламя приходит в контакт с зоной сварки, когда периферию зоны сварки рельса нагревали горелкой, пламя приходит в контакт с зоной сварки, и температура зоны сварки повышается. В дополнение, авторы настоящего изобретения обнаружили, что регулирование нагрева было более эффективным, чем регулирование охлаждения, чтобы снизить остаточное напряжение. Авторы настоящего изобретения выполнили настоящее изобретение на основе осмысления вышеописанных обстоятельств.
[0008] (1) Устройство для термообработки для снятия напряжений согласно одному варианту осуществления настоящего изобретения для термообработки для снятия напряжений рельса, который сварен, включает катушку индукционного нагрева, причем катушку индукционного нагрева размещают на боковой поверхности шейки рельса, в то же время в отдалении от центра сварного шва рельса на расстояние от 20 мм до 300 мм в продольном направлении рельса.
(2) В устройстве для термообработки для снятия напряжений согласно пункту (1), устройство для термообработки для снятия напряжений может включать многочисленные катушки индукционного нагрева, и катушки индукционного нагрева могут быть размещены по обе стороны от центра сварного шва вдоль продольного направления рельса.
(3) В устройстве для термообработки для снятия напряжений согласно пункту (1) или (2), устройство для термообработки для снятия напряжений может включать многочисленные катушки индукционного нагрева, осевое направление катушки индукционного нагрева, которая размещена на рельсе, может быть перпендикулярным к поверхности рельса, и многочисленные катушки индукционного нагрева, расстояния которых от центра сварного шва вдоль продольного направления рельса являются одинаковыми, могут быть размещены так, чтобы покрывать весь периметр поперечного сечения рельса, в то же время будучи расположенными отдельно друг от друга.
(4) В устройстве для термообработки для снятия напряжений согласно пункту (1) или (2), осевое направление катушки индукционного нагрева, которая размещена на рельсе, может быть параллельным продольному направлению рельса, и катушка индукционного нагрева может быть размещена так, чтобы покрывать весь периметр поперечного сечения рельса.
(5) В устройстве для термообработки для снятия напряжений согласно пункту (4), катушка индукционного нагрева может быть размещена по обе стороны от центра сварного шва вдоль продольного направления рельса, и направление тока, протекающего в катушке индукционного нагрева, размещенной по одну сторону от центра сварного шва, и направление тока, протекающего в катушке индукционного нагрева, размещенной по другую сторону от центра сварного шва, могут быть противоположными друг другу.
(6) В устройстве для термообработки для снятия напряжений согласно любому из пунктов (1)-(5), многочисленные катушки индукционного нагрева, расстояния которых от центра сварного шва вдоль продольного направления рельса различаются между собой, могут быть размещены отдельно друг от друга по одну сторону или по обе стороны от центра сварного шва.
(7) В устройстве для термообработки для снятия напряжений согласно любому из пунктов (1)-(6), число витков катушки индукционного нагрева может составлять два или более.
(8) В устройстве для термообработки для снятия напряжений согласно любому из пунктов (1)-(7), частота тока, протекающего в катушке индукционного нагрева, может составлять от 1 кГц до 20 кГц.
[0009] В катушке индукционного нагрева скорость нагрева является высокой, и тем самым можно легко выполнять регулирование нагревания. Поэтому, в соответствии с устройством для термообработки для снятия напряжений согласно настоящему изобретению, область, отдаленная от центра сварного шва рельса на предварительно заданное расстояние, может быть нагрета с высокой скоростью нагрева с помощью катушки индукционного нагрева, и можно эффективно снижать остаточное напряжение, существующее в зоне сварки сварного рельса. В дополнение, катушка индукционного нагрева может сужать область нагрева. Поэтому, в соответствии с устройством для термообработки для снятия напряжений согласно настоящему изобретению, катушкой индукционного нагрева нагревается только область, отдаленная от центра сварного шва рельса на предварительно заданное расстояние, и тем самым может быть подвалено повышение температуры центра сварного шва рельса, и можно эффективно снижать существующее в зоне сварки остаточное напряжение.
[0010] В устройстве для термообработки для снятия напряжений согласно одному варианту осуществления настоящего изобретения, число витков катушки индукционного нагрева предпочтительно составляет два или более, или число положений размещения катушки индукционного нагрева составляет два или более по одну сторону от центра сварного шва. Здесь число положений размещения катушки индукционного нагрева становится числом положений размещения в продольном направлении рельса. То есть, многочисленные катушки индукционного нагрева, размещенные на одинаковом расстоянии от центра сварного шва, расположены в одном положении. Этим путем размещают катушку индукционного нагрева, обмотка которой имеет два витка или более, или катушку индукционного нагрева, расположенную в двух положениях или более, и тем самым можно дополнительно повысить скорость нагрева и еще больше снизить остаточное напряжение.
[0011] В устройстве для термообработки для снятия напряжений согласно одному варианту осуществления настоящего изобретения, устройство для термообработки для снятия напряжений включает многочисленные катушки индукционного нагрева, и катушки индукционного нагрева предпочтительно размещают на обеих сторонах, между которыми находится центр сварного шва. Катушку индукционного нагрева размещают на обеих сторонах, между которыми находится центр сварного шва, и оба участка, между которыми находится центр сварного шва, могут быть нагреты одновременно, и тем самым может быть дополнительно снижено остаточное напряжение, и может быть сокращена продолжительность термической обработки для снятия напряжений.
[Эффекты изобретения]
[0012] В соответствии с устройством для термообработки для снятия напряжений согласно настоящему изобретению, можно эффективно снижать остаточное напряжение в зоне сварки рельса.
[Краткое описание чертежей]
[0013] ФИГ. 1А представляет схематический вид в разрезе, показывающий устройство для термообработки для снятия напряжений согласно первому варианту осуществления настоящего изобретения.
ФИГ. 1В представляет схематический вид, показывающий устройство для термообработки для снятия напряжений согласно первому варианту осуществления настоящего изобретения.
ФИГ. 2А представляет схематический вид, показывающий конфигурацию для снижения остаточного напряжения с помощью устройства для термической обработки для снятия напряжений.
ФИГ. 2В представляет схематический вид, показывающий конфигурацию для снижения остаточного напряжения с помощью устройства для термической обработки для снятия напряжений.
ФИГ. 3А представляет схематический вид в разрезе, показывающий устройство для термообработки для снятия напряжений согласно второму варианту осуществления настоящего изобретения.
ФИГ. 3В представляет схематический вид, показывающий устройство для термообработки для снятия напряжений согласно второму варианту осуществления настоящего изобретения.
ФИГ. 4А представляет схематический вид в разрезе, показывающий устройство для термообработки для снятия напряжений согласно третьему варианту осуществления настоящего изобретения.
ФИГ. 4В представляет схематический вид, показывающий устройство для термообработки для снятия напряжений согласно третьему варианту осуществления настоящего изобретения.
ФИГ. 5А представляет схематический вид в разрезе, показывающий устройство для термообработки для снятия напряжений согласно четвертому варианту осуществления настоящего изобретения.
ФИГ. 5В представляет схематический вид, показывающий устройство для термообработки для снятия напряжений согласно четвертому варианту осуществления настоящего изобретения.
ФИГ. 6 представляет график, показывающий результат измерения остаточного напряжения в каждом рельсе согласно Примеру 1.
ФИГ. 7 представляет график, показывающий результат измерения остаточного напряжения в каждом рельсе согласно Примеру 2.
ФИГ. 8 представляет схему, разъясняющую условные обозначения в графике, показанном в ФИГ. 7.
ФИГ. 9 представляет график, показывающий результат измерения остаточного напряжения в каждом рельсе согласно Примеру 3.
ФИГ. 10 представляет график, показывающий результат измерения остаточного напряжения в каждом рельсе согласно Примеру 4.
ФИГ. 11А представляет вид в разрезе, который проведен перпендикулярно продольному направлению сварного рельса.
ФИГ. 11В представляет вид сбоку участка сварного рельса.
[Варианты осуществления изобретения]
[0014] Далее будут описаны примерные варианты осуществления настоящего изобретения со ссылкой на сопроводительные чертежи.
[0015] <Первый вариант исполнения>
Как показано в ФИГ. 1А и 1В, устройство 10 для термообработки для снятия напряжений согласно первому варианту осуществления настоящего изобретения представляет собой устройство для термообработки для снятия напряжений сварного рельса Х, и включает четыре катушки 11 индукционного нагрева и источник высокочастотного электропитания (не показан).
[0016] (Рельс)
Сначала будет описан рельс Х, который представляет собой объект, подвергаемый термической обработке для снятия напряжений. Рельс Х имеет общую форму, как у железнодорожного рельса, и включает описанные выше головку Х3, подошву Х4 и шейку Х5. В качестве рельсовой стали для формирования рельса Х может быть использована доэвтектоидная сталь, эвтектоидная углеродистая сталь, или заэвтектоидная углеродистая сталь, имеющая содержание углерода приблизительно от 0,6% по массе до 1,0% по массе. Заэвтектоидная углеродистая сталь (например, содержание углерода составляет от 0,85% по массе до 1,0% по массе) имеет высокую износоустойчивость. Однако ударная вязкость заэвтектоидной углеродистой стали является низкой, и тем самым возможно образование усталостных трещин. Соответственно этому, когда устройство 10 для термообработки для снятия напряжений применяют на рельсе, сформированном из заэвтектоидной углеродистой стали, воздействие для снижения остаточного напряжения может проявляться более эффективно.
[0017] Рельс Х изготавливают сваркой торцевых поверхностей рельсов (рельсовых материалов), имеющихся перед выполнением сварки. Зона, где торцевые поверхности рельсовых материалов примыкают друг к другу и свариваются, определяется как центр Х2 сварного шва. Способ сварки не является конкретно ограниченным, и могут быть применены общеизвестные способы, такие как стыковая сварка оплавлением, газопрессовая сварка, дуговая сварка закрытой дугой, и термитная сварка. Стыковая сварка оплавлением представляет собой способ сварки для соединения рельсовых материалов расплавлением торцевых поверхностей рельсовых материалов, при котором подводят напряжение к рельсовым материалам (свариваемым материалам), размещенным в состоянии, где торцевые поверхности располагаются напротив друг друга и отделены друг от друга электродом, и между торцевыми поверхностями создается дуга, и после этого торцевые поверхности рельсовых материалов сдавливают вдоль продольного направления в состоянии, где торцевые поверхности рельсовых материалов примыкают друг к другу. Газопрессовая сварка представляет собой способ, в котором боковые поверхности рельсовых материалов на периферии торцевых поверхностей нагревают горелкой в состоянии, где торцевые поверхности рельсовых материалов примыкают друг к другу, и сдавливают торцевые поверхности, и торцевые поверхности свариваются под давлением в высокотемпературном состоянии. Дуговая сварка закрытой дугой представляет собой способ сварки рельсового материала, в котором торцевые поверхности рельсовых материалов размещают напротив друг друга в состоянии, где торцевые поверхности образуют зазор приблизительно от 10 мм до 20 мм, зазор закрывают обжимкой, сварку выполняют с использованием сварочного электрода, и тем самым сваривают рельсовые материалы. Термитная сварка представляет собой способ, в котором торцевые поверхности рельсовых материалов размещают напротив друг друга в состоянии, где торцевые поверхности образуют зазор приблизительно от 20 мм до 30 мм, зазор заключают в литейную форму, расплавленную сталь формируют химической реакцией между алюминием и оксидом железа в тигле, размещенном над литейной формой, торцевые поверхности рельсовых материалов расплавляются при поступлении расплавленной стали в литейную форму, и рельсовые материалы свариваются.
[0018] Из вышеописанных способов сварки, при стыковой сварке оплавлением создается наиболее значительное остаточное напряжение по вертикальному направлению в шейке Х5 рельса. Это обусловливается тем, что возрастает температурный градиент между зоной Х1 сварки и ее периферией, когда выполняют стыковую сварку оплавлением. Соответственно этому, когда устройство 10 для термообработки для снятия напряжений применяют на рельсе, который соединен с использованием стыковой сварки оплавлением, воздействие для снижения остаточного напряжения может проявляться более эффективно.
[0019] В дополнение, ширина Зоны Термического Влияния (ЗТВ) в зоне Х1 сварки рельса Х не является конкретно ограниченной. Например, устройство 10 для термообработки для снятия напряжений может быть надлежащим образом применено на рельсе, в котором ширина ЗТВ составляет от 5 мм до 150 мм.
[0020] (Катушка индукционного нагрева)
Катушка 11 индукционного нагрева нагревает по меньшей мере шейку Х5 рельса Х, и может быть применена общеизвестная катушка индукционного нагрева. Здесь многочисленные катушки 11 индукционного нагрева могут быть одинаковыми между собой, и могут отличаться друг от друга. Как правило, катушку 11 индукционного нагрева выполняют из металлической проволоки или металлической трубки. Например, в качестве катушки 11 индукционного нагрева может быть использована катушки из меди, или может быть применена катушка, которая изготовлена сворачиванием металлической трубки, такой как медная трубка, в форме катушки (трубчатой катушки). Когда используют катушку для диэлектрического нагрева с использованием трубчатой катушки, применяют катушку для диэлектрического нагрева, в то же время с пропусканием воды через внутреннюю часть трубки, и тем самым может быть подавлено повышение температуры самой катушки и/или ее участков.
[0021] Форма катушки 11 индукционного нагрева не является конкретно ограниченной. Соответственно этому, например, форма катушки 11 индукционного нагрева, рассматриваемой в осевом направлении, может быть круглой формой, эллиптической формой, приблизительно квадратной формой, приблизительно прямоугольной формой, или другими многоугольными формами. Среди вышеописанных форм предпочтительной формой катушки 11 индукционного нагрева, рассматриваемой в осевом направлении, является круглая форма, эллиптическая форма, или приблизительно квадратная форма, поскольку эти формы могут эффективно нагревать шейку Х5 рельса Х. Более того, когда число витков катушки 11 индукционного нагрева составляет два или более, катушка 11 индукционного нагрева может быть намотана спиралеобразно, или может быть намотана винтообразно.
[0022] Размер катушки 11 индукционного нагрева может быть должным образом подобран сообразно размеру рельса Х. Например, в случае, где форма катушки 11 индукционного нагрева, при рассмотрении по осевому направлению, представляет собой круглую форму, эллиптическую форму, приблизительно квадратную форму, или приблизительно прямоугольную форму, наружный диаметр, большая ось, или длина боковой стороны формы, при рассмотрении по осевому направлению, может составлять приблизительно от 20 мм до 150 мм. Кроме того, форма поперечного сечения металлической проволоки или металлической трубки, образующей катушку 11 индукционного нагрева, не является конкретно ограниченной, и может быть круглой формой, эллиптической формой, приблизительно квадратной формой, или приблизительно прямоугольной формой. Наружный диаметр, большая ось, или длина боковой стороны металлической проволоки или металлической трубки может составлять приблизительно от 5 мм до 40 мм.
[0023] Число витков катушки 11 индукционного нагрева может быть одним или более, и предпочтительно составлять два или более. Когда число витков составляет два или более, повышается скорость нагрева, и остаточное напряжение может быть снижено более эффективно. Кроме того, верхний предел числа витков не является конкретно ограниченным, и, например, верхний предел числа витков может составлять пять.
[0024] Невозможно сделать катушку 11 индукционного нагрева, находящуюся в непосредственном контакте с рельсом Х. Если катушка 11 индукционного нагрева приходит в непосредственный контакт с рельсом Х, между катушкой 11 индукционного нагрева и рельсом Х происходит короткое замыкание. Это является очевидным фактом для квалифицированного специалиста в этой области техники. Соответственно этому, необходимо отделять катушку 11 индукционного нагрева и рельс Х друг от друга на расстояние, на котором может обеспечиваться состояние, где катушка индукционного нагрева и рельс электрически изолированы друг от друга. В альтернативном варианте, когда катушка 11 индукционного нагрева и рельс Х приходят в контакт между собой, необходимо размещать изолятор между катушкой 11 индукционного нагрева и рельсом Х. В настоящем изобретении предусматривается, что такое описание, как «катушка индукционного нагрева «размещена» или «смонтирована»» на рельсе, подразумевает, что катушка индукционного нагрева размещена на рельсе в состоянии, где обеспечивается электрическая изоляция катушки индукционного нагрева относительно рельса.
[0025] (Положение размещения катушки индукционного нагрева)
Когда используют устройство 10 для термической обработки для снятия напряжений, катушку 11 индукционного нагрева размещают на боковой поверхности рельса Х в положении, отдаленном от центра Х2 сварного шва рельса Х в продольном направлении на предварительно заданное расстояние. Осевое направление катушки 11 индукционного нагрева, размещенной на боковой поверхности рельса Х, является перпендикулярным к боковой поверхности рельса Х. Расстояние С между центром Х2 сварного шва и каждой катушкой 11 индукционного нагрева (кратчайшее расстояние между центром Х2 сварного шва и каждой катушкой 11 индукционного нагрева) составляет от 20 мм до 300 мм. Нижний предел расстояния С предпочтительно является равным или бóльшим, чем 30 мм, и более предпочтительно равным или бóльшим, чем 50 мм. Как было описано выше, в рельсе Х перед выполнением термической обработки для снятия напряжений существует растягивающее остаточное напряжение в зоне Х1 сварки, которое сосредоточено вокруг центра Х2 сварного шва, и на периферии зоны Х1 сварки существует сжимающее остаточное напряжение. То есть, остаточное напряжение в рельсе Х перед выполнением термической обработки для снятия напряжений распределено неравномерно. Каждую катушку 11 индукционного нагрева размещают над боковыми поверхностями рельса Х в положении, где катушка индукционного нагрева отдалена от центра Х2 сварного шва рельса Х в продольном направлении на предварительно заданное расстояние С, и тем самым, когда выполняют термическую обработку (нагревание) для снятия напряжений, периферия зоны Х1 сварки нагревается надлежащим образом, и тем самым неравномерно распределенное остаточное напряжение компенсируется, и можно эффективно снизить растягивающее остаточное напряжение, существующее в зоне сварки.
Кроме того, в устройстве 10 для термообработки для снятия напряжений согласно настоящему варианту исполнения, по одну сторону и по другую сторону от центра Х2 сварного шва размещают две катушки 11 индукционного нагрева на обеих боковых поверхностях рельса Х в положении, где расстояния С между центром Х2 сварного шва и каждой катушкой 11 индукционного нагрева являются одинаковыми между собой. То есть, расстояние между каждой из многочисленных катушек 11 индукционного нагрева, размещенных по одну сторону от центра Х2 сварного шва, и центром Х2 сварного шва приобретает значение единицы. В этом случае считается, что число положений размещения катушки 11 индукционного нагрева составляет единицу. Когда расстояние между каждой из многочисленных катушек 11 индукционного нагрева, размещенных по одну сторону от центра Х2 сварного шва, и центром Х2 сварного шва составляет N-ный порядок, считается, что число положений размещения катушки 11 индукционного нагрева составляет N положений. Таким образом, в настоящем изобретении предусматривается, что термины «число» и «число положений размещения» в отношении катушки индукционного нагрева представляют различающиеся между собой понятия. Эти принципы также применимы к другим вариантам исполнения согласно настоящему изобретению.
[0026] Конфигурация для снижения остаточного напряжения в зоне Х1 сварки с помощью устройства для термообработки для снятия напряжений согласно настоящему варианту исполнения будет описана со ссылкой на ФИГ. 2А и 2В. Когда нагревают периферию Х6, которая находится вблизи зоны Х1 сварки, сначала в периферии Х6 по мере повышения температуры создается деформация Et1 расширения по меньшей мере по вертикальному направлению (ссылка на ФИГ. 2А). Под действием деформации Et1 расширения в зоне Х1 сварки генерируется вертикальное растягивающее напряжение Sq1. Однако в периферии Х6, поскольку с ростом температуры снижается предел текучести, создается сжимающая пластическая деформация, и растягивающее напряжение Sq1 снижается во время повышения температуры (нагревания). Затем, когда после нагревания выполняют процесс охлаждения, в периферии Х6 возникает деформация Et2 сжатия по вертикальному направлению сообразно снижению температуры в периферии Х6 (ФИГ. 2В). В результате деформации Et2 сжатия в зоне Х1 сварки создается сжимающее напряжение Sq2, и растягивающее остаточное напряжение в зоне Х1 сварки снижается.
Чтобы эффективно снизить остаточное напряжение, необходимо увеличить деформацию Et1 расширения и деформацию Et2 сжатия на периферии зоны сварки, и уменьшить деформацию расширения и деформацию сжатия в самой зоне сварки. Это обусловлено тем, что в случае, когда при выполнении термической обработки для снятия напряжений в зоне сварки создается высокая деформация расширения и деформация сжатия, воздействия деформации Et1 расширения и деформации Et2 сжатия на периферию зоны сварки компенсируются деформацией расширения и деформацией сжатия зоны сварки, и снижаются растягивающее напряжение Sq1 и сжимающее напряжение Sq2, генерированные в зоне сварки. Для снижения деформации расширения и деформации сжатия в самой зоне сварки действенной мерой является подавление роста температуры зоны сварки.
[0027] В случае, где расстояние С составляет менее 20 мм, когда выполняют термическую обработку (нагревание) для снятия напряжений, происходит сильное нагревание не только периферии Х6, но и зоны Х1 сварки, в которой существует растягивающее остаточное напряжение. В этом случае температура зоны Х1 сварки повышается, и возрастают степень расширения и степень сжатия в зоне Х1 сварки. Соответственно этому, снижается сжимающее напряжение Sq2, созданное в зоне Х1 сварки действием деформации Et2 сжатия периферии Х6. Поэтому, когда расстояние С составляет менее 20 мм, невозможно эффективно снизить растягивающее остаточное напряжение. С другой стороны, когда расстояние С превышает 300 мм, нагревание выполняется со значительным отклонением от участка, на котором существует остаточное напряжение (зоны Х1 сварки), воздействие деформации Et2 сжатия в зоне Х1 сварки проявляется с трудом, снижается сжимающее напряжение Sq2, и тем самым невозможно эффективно снизить растягивающее остаточное напряжение в зоне Х1 сварки.
[0028] Соответственно этому, катушку 11 индукционного нагрева размещают на боковой поверхности шейки рельса в положении, где катушка индукционного нагрева сформирована отдаленной от центра сварного шва рельса в продольном направлении рельса на расстояние от 20 мм до 300 мм. В настоящем варианте исполнения четыре катушки 11 индукционного нагрева размещают напротив друг друга так, чтобы шейка Х5 была заключена между ними, по обе стороны, между которыми находится центр Х2 сварного шва рельса Х. То есть, одну пару катушек 11 индукционного нагрева размещают в одном положении (то есть, число положений размещения катушки 11 индукционного нагрева по обе стороны от центра Х2 сварного шва составляет единицу) на каждой из обеих сторон от центра Х2 сварного шва. В это время в состоянии, где катушка 11 индукционного нагрева и шейка Х5 не контактируют между собой (то есть, катушка 11 индукционного нагрева и шейка Х5 слегка отдалены друг от друга), осевое направление катушки 11 индукционного нагрева ориентировано перпендикулярно поверхности шейки Х5. Кроме того, каждую катушку 11 индукционного нагрева размещают приблизительно на середине высоты шейки Х5. Таким образом, когда катушки 11 индукционного нагрева размещают напротив друг друга, и в то же время шейка Х5 находится между ними, если в катушке 11 индукционного нагрева протекает переменный ток, между парой катушек 11 индукционного нагрева с расположенной между ними шейкой Х5 возникает переменный магнитный поток, и тем самым можно эффективно нагревать шейку Х5.
Как было описано выше, необходимо размещать каждую катушку 11 индукционного нагрева по меньшей мере на боковой поверхности шейки Х5. Даже когда катушку 11 индукционного нагрева размещают только на головке Х3 и/или подошве Х4, невозможно получить в достаточной мере вышеописанные эффекты для снижения растягивающего остаточного напряжения. В дополнение, как было описано выше, пару катушек 11 индукционного нагрева предпочтительно размещают напротив друг друга с расположенной между ними шейкой Х5. Однако, даже когда одну катушку 11 индукционного нагрева размещают только на одной стороне шейки Х5, можно подвести к шейке Х5 количество теплоты, требуемое для снижения растягивающего остаточного напряжения в зоне Х1 сварки.
[0029] Каждую катушку 11 индукционного нагрева предпочтительно размещают по обе стороны от центра Х2 сварного шва, и более предпочтительно, катушки индукционного нагрева размещают в положениях, которые находятся на равных расстояниях от центра Х2 сварного шва (симметрично относительно него). Соответственно этому, можно равномерно нагревать обе стороны от центра Х2 сварного шва, компенсирование остаточного напряжения может быть выполнено более эффективно, и в результате можно дополнительно снизить остаточное напряжение в зоне Х1 сварки. Однако, даже когда расстояние между катушкой 11 индукционного нагрева, размещенной по одну сторону от центра Х2 сварного шва, и центром Х2 сварного шва, и расстояние между катушкой 11 индукционного нагрева, размещенной по другую сторону от центра Х2 сварного шва, и центром Х2 сварного шва, различаются между собой, можно снизить остаточное напряжение в зоне Х1 сварки. В дополнение, остаточное напряжение в зоне Х1 сварки можно снизить, даже когда катушку 11 индукционного нагрева размещают только по одну сторону относительно центра Х2 сварного шва. В этом случае, нагревание сначала выполняют в состоянии, где катушка 11 индукционного нагрева размещена по одну сторону от центра Х2 сварного шва, после этого нагревание проводят в состоянии, когда катушка 11 индукционного нагрева размещена по другую сторону от центра Х2 сварного шва, и тем самым могут быть получены эффекты, подобные тем, когда каждую из катушек 11 индукционного нагрева размещают по обе стороны от центра Х2 сварного шва.
[0030] (Источник высокочастотного электропитания)
Источник высокочастотного электропитания электрически соединяют с катушкой 11 индукционного нагрева, и обеспечивают протекание высокочастотного тока в катушке 11 индукционного нагрева. В той мере, насколько источник высокочастотного электропитания генерирует высокочастотный ток, имеющий предварительно заданную частоту, могут быть использованы источники электропитания разнообразных типов. В качестве примеров источника высокочастотного электропитания имеются источники высокочастотного электропитания транзисторного типа, тиристорного типа, и типа электровакуумного прибора.
[0031] Когда устройство для термообработки для снятия напряжений включает многочисленные катушки 11 индукционного нагрева, каждая катушка 11 индукционного нагрева и источник высокочастотного электропитания могут быть соединены параллельно в состоянии, где частота и направление тока, протекающего в каждую катушку 11 индукционного нагрева, могут регулироваться индивидуально. Кроме того, четыре катушки 11 индукционного нагрева могут быть присоединены к источнику высокочастотного электропитания последовательно. В дополнение, когда катушки 11 индукционного нагрева размещают напротив друг друга с расположенной между ними шейкой Х5, катушки 11 индукционного нагрева предпочтительно соединяют друг с другом так, чтобы ток протекал по одному и тому же направлению в отношении каждой из катушек 11 индукционного нагрева (то есть, так, чтобы генерировался переменный магнитный поток одного и того же направления).
[0032] Устройство для термообработки для снятия напряжений может не включать источник высокочастотного электропитания. Когда источник высокочастотного электропитания не присутствует, устройство для термообработки для снятия напряжений может быть использовано, будучи соединенным с внешним источником высокочастотного электропитания.
[0033] (Другие конфигурации)
Устройство 10 для термообработки для снятия напряжений может дополнительно включать узел крепления катушки 11 индукционного нагрева, блок позиционного перемещения катушки 11 индукционного нагрева, и устройство для измерения температуры (например, термопару или термометр радиационного типа) нагретого участка.
[0034] Узел крепления и блок позиционного перемещения не являются конкретно ограниченными в той мере, насколько могут быть выполнены крепление и позиционное перемещение катушки 11 индукционного нагрева. Узел крепления и блок позиционного перемещения предпочтительно формируют для перемещения катушки 11 индукционного нагрева в продольном направлении, по направлению ширины, и по направлению высоты (вертикальному направлению) рельса Х. Соответственно этой конфигурации, положение размещения катушки 11 индукционного нагрева изменяется сообразно размеру или способу сварки рельса Х, и тем самым можно нагревать надлежащее положение.
[0035] (Способ использования устройства 10 для термической обработки для снятия напряжений)
Далее будет описан способ использования устройства 10 для термической обработки для снятия напряжений. Как было описано выше, катушку 11 индукционного нагрева устройства 10 для термообработки для снятия напряжений размещают в предварительно заданном положении сварного рельса Х. Кроме того, это расположение может быть выполнено таким образом, что катушка 11 индукционного нагрева перемещается относительно зафиксированного рельса Х, или рельс Х перемещается относительно зафиксированного устройства 10 для термической обработки для снятия напряжений. В последнем случае, например, при заводской сварке, устройство 10 для термообработки для снятия напряжений размещают на стороне ниже по потоку относительно сварочной установки, рельс Х непрерывно движется, и тем самым катушка 11 индукционного нагрева может быть размещена в предварительно заданном положении.
[0036] После того как катушка 11 индукционного нагрева размещена в предварительно заданном положении, в катушке 11 индукционного нагрева протекает переменный ток, и тем самым, как было описано выше, можно нагревать шейку Х5 способом индукционного нагрева. В этом случае переменный ток предпочтительно протекает в одном и том же направлении относительно всех двух пар катушек 11 индукционного нагрева, находящихся напротив друг друга, с расположенной между ними шейкой Х5. Соответственно этому, можно генерировать переменный магнитный поток в одном и том же направлении между катушками 11 индукционного нагрева.
[0037] Скорость нагрева рельса катушкой 11 индукционного нагрева предпочтительно составляет 2,0°С/сек или более, более предпочтительно составляет 2,5°С/сек или более, и наиболее предпочтительно составляет 2,8°С/сек или более. Таким образом, нагревание выполняют при высокой скорости нагрева, и тем самым предотвращается повышение температуры зоны Х1 сварки, и можно в достаточной мере снизить остаточное напряжение. В дополнение, в устройстве 10 для термической обработки для снятия напряжений, поскольку нагревание выполняют с использованием катушки 11 индукционного нагрева, можно повысить скорость нагрева. Принимая во внимание емкость катушки 11 индукционного нагрева, например, верхний предел скорости нагрева составляет приблизительно 5,0°С/сек. Однако верхний предел не является конкретно ограниченным.
[0038] Например, нагревание катушкой 11 индукционного нагрева может выполняться до температуры нагрева 400°С или выше и 750°С или ниже. Здесь «температура нагрева» согласно настоящему изобретению представляет максимальную температуру в нагретом участке. Когда температура нагрева составляет менее 400°С, существует проблема в том, что могут уменьшиться эффекты снижения остаточного напряжения. С другой стороны, когда температура нагрева превышает 750°С, возникает такая проблема, что нагретый участок может чрезмерно размягчаться, что не является предпочтительным. После того, как рельс был нагрет от комнатной температуры до температуры нагрева, нагревание прекращают, и рельс может быть охлажден в процессе естественного остывания. Если используют устройство 10 для термической обработки для снятия напряжений, то можно в достаточной степени снизить остаточное напряжение только регулированием нагрева, без выполнения специального контроля охлаждения.
[0039] Как было описано выше, в соответствии с устройством 10 для термической обработки для снятия напряжений, можно нагревать участок, который отдален от центра Х2 сварного шва рельса Х в продольном направлении рельса Х на предварительно заданное расстояние С, при высокой скорости нагревания катушкой 11 индукционного нагрева. Соответственно этому, можно эффективно снижать остаточное напряжение в зоне Х1 сварки сварного рельса Х. В дополнение, когда в качестве нагревателя используют горелку, скорость нагрева низка, и затруднительно нагревать только желательный участок. Поскольку пламя горелки нагревает широкую область, когда в качестве нагревателя используют горелку, пламя контактирует не только с областью, отдаленной от центра Х2 сварного шва на предварительно заданное расстояние, но и с центром Х2 сварного шва, и тем самым усиливается повышение температуры центра Х2 сварного шва. С другой стороны, поскольку при использовании катушки 11 индукционного нагрева улучшается регулируемость участка нагрева, то соответственно устройству 10 для термической обработки для снятия напряжений, имеющему катушку 11 индукционного нагрева, нагревается желательный участок (участок, отдаленный от центра Х2 сварного шва на предварительно заданное расстояние), можно подавить повышение температуры центра Х2 сварного шва, и можно эффективно снизить остаточное напряжение. Кроме того, когда катушки 11 индукционного нагрева устройства 10 для термообработки для снятия напряжений размещены на обеих сторонах в продольном направлении рельса с расположенным между ними центром Х2 сварного шва, можно одновременно нагревать два участка. В этом случае, поскольку скорость нагрева высока, и компенсирование остаточного напряжения производится равномерно, можно дополнительно снизить остаточное напряжение, и можно сократить продолжительность термической обработки для снятия напряжений.
[0040] В дополнение, в устройстве 10 для термообработки для снятия напряжений катушка 11 индукционного нагрева не покрывает весь периметр поперечного сечения рельса Х, и сформирована размещенной только на правой и левой сторонах шейки Х5. Соответственно этому, устройство 10 для термообработки для снятия напряжений может быть без труда размещено на рельсе Х, который подвергают термической обработке для снятия напряжений, и устройство для термообработки для снятия напряжений может быть надлежащим образом использовано не только для термообработки для снятия напряжений в отношении заводской сварки, но также для термообработки для снятия напряжений в отношении сварки на месте, в котором укладывают рельс.
[0041] <Второй вариант исполнения>
Как показано в ФИГ. 3А и 3В, устройство 20 для термообработки для снятия напряжений согласно второму варианту осуществления настоящего изобретения представляет собой устройство для термообработки для снятия напряжений сварного рельса Х, и включает восемь катушек 21 индукционного нагрева и источник высокочастотного электропитания (не показан). Устройство 20 для термообработки для снятия напряжений подобно устройству 10 для термической обработки для снятия напряжений, показанному в ФИГ. 1А и 1В, за исключением числа катушек 21 индукционного нагрева и числа положений размещения.
[0042] Восемь катушек 21 индукционного нагрева в целом составляют четыре пары катушек 21 индукционного нагрева, которые размещены напротив друг друга, с расположенной между ними шейкой Х5. В дополнение, четыре пары катушек индукционного нагрева распределены по двое на обеих сторонах, между которыми расположен центр Х2 сварного шва рельса Х. В это время в положении, где катушка 21 индукционного нагрева и шейка Х5 не контактируют друг с другом (то есть, катушка 21 индукционного нагрева и шейка Х5 слегка отдалены друг от друга), осевое направление катушки 21 индукционного нагрева является перпендикулярным поверхности шейки Х5. В дополнение, четыре катушки 21 индукционного нагрева, позиционированные на стороне одной и той же поверхности шейки Х5, предпочтительно размещают примерно на одной прямой линии, приблизительно совпадающей с серединой высоты шейки Х5. То есть, в устройстве 20 для термообработки для снятия напряжений четыре пары катушек 21 индукционного нагрева соответственно размещают в двух положениях на каждой из обеих сторон от центра Х2 сварного шва. В дополнение, многочисленные катушки 21 индукционного нагрева размещают симметрично относительно центра Х2 сварного шва. В дополнение, расстояния (С1 и С2) от центра Х2 сварного шва до катушек 21 индукционного нагрева варьируют в диапазоне от 20 мм до 300 мм. Кроме того, в устройстве 20 для термообработки для снятия напряжений число положений размещения катушки 21 индукционного нагрева по одну сторону от центра Х2 сварного шва составляет два (положение размещения, в котором расстояние от центра Х2 сварного шва составляет С1, и положение размещения, в котором расстояние от центра Х2 сварного шва составляет С2).
[0043] Все катушки 21 индукционного нагрева являются одинаковыми между собой. Однако катушки индукционного нагрева могут отличаться друг от друга. Например, размер, число витков и форма каждой индивидуальной катушки индукционного нагрева могут изменяться сообразно расстоянию между нагреваемым участком и центром Х2 сварного шва.
[0044] Устройство 20 для термообработки для снятия напряжений включает восемь катушек 21 индукционного нагрева, катушки индукционного нагрева используются, будучи размещенными в двух положениях на каждой из обеих сторон от центра Х2 сварного шва, и тем самым можно дополнительно повысить скорость нагрева, и можно более эффективно снижать остаточное напряжение.
[0045] <Третий вариант исполнения>
Как показано в ФИГ. 4А и 4В, устройство 30 для термообработки для снятия напряжений согласно третьему варианту осуществления настоящего изобретения представляет собой устройство для термообработки для снятия напряжений сварного рельса Х, и включает четыре катушки 31а-31d индукционного нагрева и источник высокочастотного электропитания (не показан). Устройство 30 для термообработки для снятия напряжений подобно устройству 10 для термической обработки для снятия напряжений, показанному в ФИГ. 1А и 1В, за исключением числа и формы катушек 31а-31d индукционного нагрева.
[0046] (Катушка индукционного нагрева)
Когда каждую из катушек 31а-31d индукционного нагрева размещают на рельсе Х, осевое направление катушки является параллельным продольному направлению рельса Х, и катушка индукционного нагрева может иметь форму, охватывающую весь периметр поперечного сечения рельса Х. Более конкретно, каждая из катушек 31а-31d индукционного нагрева, смонтированная вокруг рельса Х, имеет конструкцию, в которой форма, если рассматривать по осевому направлению, представляет собой увеличенную форму, приблизительно подобную наружному краю поперечного сечения рельса Х. Кроме того, число витков каждой из катушек 31а-31d индукционного нагрева равно единице.
[0047] Размер каждой из катушек 31а-31d индукционного нагрева не является конкретно ограниченным. Однако, например, размер формы, видимой по осевому направлению, может составлять 1,2-2-кратное гомотетическое отношение относительно наружной кромки поперечного сечения рельса Х, которое является перпендикулярным продольному направлению. В дополнение, форма поперечного сечения металлической проволоки или металлической трубки, образующей каждую из катушек 31а-31d индукционного нагрева, не является конкретно ограниченной, и, например, может быть круглой формой, эллиптической формой, приблизительно квадратной формой, или приблизительно прямоугольной формой. Кроме того, из этих форм предпочтительной является приблизительно квадратная форма. Каждую из катушек 31а-31d индукционного нагрева размещают так, что они охватывают рельс Х в положении, где их осевое направление параллельно продольному направлению рельса Х, и когда в качестве материала каждой из катушек 31а-31d индукционного нагрева используют металлическую проволоку или металлическую трубку, поперечное сечение которой имеет приблизительно квадратную форму, можно сделать равномерными расстояния от внутренних поверхностей катушек 31а-31d индукционного нагрева до поверхности рельса Х. Соответственно этому, настоящий вариант исполнения является предпочтительным, поскольку становится однородной плотность магнитного потока, генерированного на поверхности рельса Х, и нагревание рельса Х выполняется более равномерно. Наружный диаметр, большая ось, или длина большей стороны в поперечном сечении металлической проволоки или металлической трубки может составлять приблизительно от 5 мм до 40 мм.
[0048] Каждая из катушек 31а-31d индукционного нагрева может быть сформирована разделенной на две или более. Таким образом, когда каждая из катушек 31а-31d индукционного нагрева может быть разделена, может быть без труда выполнено размещение и удаление каждой из катушек 31а-31d индукционного нагрева в предварительно заданном положении относительно сварного рельса Х. Кроме того, как было описано выше, число витков каждой из катушек 31а-31d индукционного нагрева равно одному. Однако в устройстве 30 для термообработки для снятия напряжений может быть применена катушка индукционного нагрева, имеющая число витков, равное одному или более. Изменением числа витков катушки индукционного нагрева можно изменять ширину участка, нагреваемого катушкой индукционного нагрева, вдоль продольного направления рельса.
[0049] (Положение размещения катушки индукционного нагрева)
В устройстве 30 для термической обработки для снятия напряжений, когда применяют термическую обработку для снятия напряжений, четыре катушки 31а-31d индукционного нагрева распределяют попарно на каждой из обеих сторон, между которыми расположен центр Х2 сварного шва рельса Х, вдоль продольного направления рельса Х. В дополнение, четыре катушки 31а-31d индукционного нагрева размещают в положении, отдаленном от центра Х2 сварного шва на предварительно заданное расстояние в продольном направлении. В дополнение, каждую из катушек 31а-31d индукционного нагрева размещают так, что они охватывают весь периметр поперечного сечения рельса Х в положении, где осевое направление катушки является параллельным продольному направлению рельса Х. Расстояние между каждой из катушек 31а-31d индукционного нагрева, размещенных на стороне ближе к центру Х2 сварного шва, и центром Х2 сварного шва определяется как С3, и расстояние между каждой из катушек 31а-31d индукционного нагрева, размещенных на стороне дальше от центра Х2 сварного шва, и центром Х2 сварного шва определяется как С4. Здесь расстояния С3 или С4 между центром Х2 сварного шва и каждой из катушек 31а-31d индукционного нагрева рассматривается как кратчайшее расстояние между центром Х2 сварного шва и каждой из катушек 31а-31d индукционного нагрева. Кроме того, в устройстве 30 для термообработки для снятия напряжений число положений размещения катушки 31 индукционного нагрева по одну сторону от центра Х2 сварного шва становится равным двум (положение, в котором расстояние от центра Х2 сварного шва становится равным С3, и положение, в котором расстояние от центра Х2 сварного шва становится равным С4).
[0050] Расстояния С3 и С4 между центром Х2 сварного шва и каждой из катушек 31а-31d индукционного нагрева составляют от 20 мм до 300 мм. Нижний предел расстояния между центром Х2 сварного шва и каждой из катушек 31а-31d индукционного нагрева предпочтительно составляет 30 мм, и более предпочтительно составляет 50 мм. В рельсе Х перед выполнением термической обработки для снятия напряжений в качестве остаточного напряжения по вертикальному направлению (направлению вверх-вниз) существует растягивающее остаточное напряжение в зоне Х1 сварки, центральным участком который является центр Х2 сварного шва, и сжимающее остаточное напряжение существует вблизи зоны Х1 сварки. Соответственно этому, в данной ситуации катушки 31а-31d индукционного нагрева размещают в положении, отдаленном от центра Х2 сварного шва на предварительно заданное расстояние С3 или С4, и тем самым, когда выполняют термическую обработку (нагревание) для снятия напряжений, можно надлежащим образом нагревать приближенный к зоне Х1 сварки участок (то есть, центр Х1 сварного шва и его ближайшие окрестности), компенсировать неравномерно распределенное остаточное напряжение, и можно эффективно снижать растягивающее остаточное напряжение, существующее в зоне сварки.
[0051] В третьем варианте исполнения механизм снижения остаточного напряжения по существу подобен механизму соответственно первому варианту исполнения. Однако в устройстве 30 для термообработки для снятия напряжений согласно третьему варианту исполнения, во время охлаждения после нагревания можно создавать в зоне Х1 сварки сжимающее напряжение Sq2, более высокое, чем напряжение при устройстве для термообработки для снятия напряжений соответственно первому варианту исполнения. Причина этого состоит в следующем.
В устройстве 30 для термообработки для снятия напряжений также участки, покрытые катушками 31а-31d индукционного нагрева, нагревают теплотой индукционного нагрева, генерируемой пропусканием переменного тока в катушки 31а-31d индукционного нагрева. Нагреваемые участки представляет собой области, отдаленные от центра Х2 сварного шва на расстояния С3 и С4. В это время устройство 30 для термообработки для снятия напряжений нагревает весь периметр поперечного сечения нагреваемого участка, включающий не только шейку Х5, но также головку Х3 и подошву Х4. В этом случае, поскольку нагревание выполняют в пределах более широкой области по направлению высоты шейки Х5, во время охлаждения после нагревания можно прилагать более высокое сжимающее напряжение к зоне Х1 сварки. Поэтому, соответственно устройству 30 для термической обработки для снятия напряжений, компенсирование остаточного напряжения выполняется более эффективно, и можно дополнительно снизить растягивающее остаточное напряжение в зоне Х1 сварки.
В дополнение, этим путем нагревают весь периметр поперечного сечения нагреваемого участка рельса Х, и также проявляется воздействие, которое снижает остаточное напряжение в продольном направлении рельса Х. Например, при термической обработке для снятия напряжений, когда нагревают только шейку Х5, растягивающее остаточное напряжение в продольном направлении генерируется в шейке Х5 зоны Х1 сварки, и сжимающее остаточное напряжение в продольном направлении создается в головке Х3 и подошве Х4 зоны Х1 сварки. Однако, как было описано выше, нагревают весь периметр поперечного сечения, и тем самым также можно снизить остаточное напряжение в продольном направлении. Когда локально нагревают только шейку Х5, во время охлаждения после нагревания шейка Х5, которая представляет собой нагретый участок, в значительной степени сокращается в продольном направлении. Однако сокращение нагретых головки З3 и подошвы Х4 в продольном направлении является относительно малым. В результате этого, поскольку сокращение в продольном направлении шейки Х5 ограничивается другими участками (головкой З3 и подошвой Х4), создается остаточное напряжение в продольном направлении. Однако с использованием устройства 30 для термообработки для снятия напряжений нагревают весь периметр поперечного сечения рельса Х, и тем самым уровни повышения температуры головки Х3, подошвы Х4 и шейки Х5 становятся более однородными, и сокращение в продольном направлении во время охлаждения также делается более равномерным, и подавляется повышение остаточного напряжения в продольном направлении.
[0052] В случае, где расстояние С3 составляет менее 20 мм, когда выполняют термическую обработку (нагревание) для снятия напряжений, становится сильным повышение температуры зоны Х1 сварки, в которой существует растягивающее остаточное напряжение, и возрастает степень расширения и степень сокращения зоны Х1 сварки. В этом случае, поскольку сжимающее напряжение Sq2 на периферии Х6 (на участках, нагретых катушками 31а-31d индукционного нагрева), созданное действием деформации Et2 сжатия в зоне Х1 сварки, уменьшается, невозможно эффективно снизить растягивающее остаточное напряжение. В случае, где расстояние С4 превышает 300 мм, нагревание проводят со значительным отклонением от участка, на котором существует остаточное напряжение (зоны Х1 сварки). Соответственно этому, воздействие деформации Et2 сжатия на зону Х1 сварки проявляется с трудом, и невозможно эффективно снизить растягивающее остаточное напряжение зоны Х1 сварки.
Каждую из катушек 31а-31d индукционного нагрева предпочтительно размещают по обе стороны от центра Х2 сварного шва, и более предпочтительно, размещают в положении, которое позиционировано на равном расстоянии (симметрично) до центра Х2 сварного шва. Соответственно этому, можно равномерно нагревать обе стороны от центра Х2 сварного шва, компенсирование остаточного напряжения выполняется более эффективно, и в результате можно дополнительно снизить остаточное напряжение в зоне Х1 сварки. Однако, даже когда расстояние между каждой из катушек 31а-31d индукционного нагрева, размещенных по одну сторону от центра Х2 сварного шва, и центром Х2 сварного шва, и расстояние между каждой из катушек 31а-31d индукционного нагрева, размещенных по другую сторону от центра Х2 сварного шва, и центром Х2 сварного шва, отличаются друг от друга, можно снизить остаточное напряжение в зоне Х1 сварки. В дополнение, остаточное напряжение в зоне Х1 сварки можно снизить, даже когда катушка индукционного нагрева размещена только по одну сторону относительно центра Х2 сварного шва. В этом случае, сначала выполняют нагревание в положении, где катушка индукционного нагрева размещена по одну сторону от центра Х2 сварного шва, после этого проводят нагревание в положении, где катушка индукционного нагрева размещена по другую сторону от центра Х2 сварного шва, и тем самым могут быть получены эффекты, подобные результатам, когда катушки индукционного нагрева размещены по обе стороны от центра Х2 сварного шва.
Число положений размещения катушек 31а-31d индукционного нагрева предпочтительно составляет два или более по одну сторону от центра Х2 сварного шва. Однако, даже когда число положений размещения катушек 31а-31d индукционного нагрева равно единице, можно получить эффекты согласно цели настоящего изобретения.
[0053] (Источник высокочастотного электропитания)
В качестве источника высокочастотного электропитания, который электрически соединен с каждой из катушек 31а-31d индукционного нагрева, может быть использован источник высокочастотного электропитания, подобный источнику высокочастотного электропитания согласно первому варианту исполнения. Каждая из катушек 31а-31d индукционного нагрева и источник высокочастотного электропитания могут быть соединены между собой параллельно в состоянии, где могут индивидуально регулироваться частота и направление тока, протекающего в каждую из катушек 31а-31d индукционного нагрева. В альтернативном варианте, четыре катушки 31а-31d индукционного нагрева могут быть присоединены к источнику высокочастотного электропитания последовательно.
Кроме того, в устройстве 30 для термической обработки для снятия напряжений, когда число положений размещения катушки индукционного нагрева по одну сторону от центра Х2 сварного шва составляет два или более, предпочтительно, чтобы направления, по которым переменные токи протекают через катушки индукционного нагрева, были одинаковыми между собой. То есть, предпочтительно, чтобы направления переменных токов, протекающих в катушке 31а индукционного нагрева и катушку 31b индукционного нагрева (что подобным образом применимо для катушки 31с индукционного нагрева и катушки 31d индукционного нагрева), расположенных по одну сторону относительно центра Х2 сварного шва, были одинаковыми между собой. Соответственно этому, две катушки 31а и 31b индукционного нагрева объединены друг с другом, образуется переменный магнитный поток, и можно эффективно нагревать участок между катушками 31а и 31b индукционного нагрева. Кроме того, предпочтительно, чтобы переменные токи, протекающие в катушки 31а и 31b индукционного нагрева и катушки 31с и 31d индукционного нагрева, которые позиционированы на сторонах, взаимно противоположных относительно центра Х2 сварного шва, имели противоположные направления. Соответственно этому, направление переменного магнитного потока от каждой из катушек 31а и 31b индукционного нагрева, и направление переменного магнитного потока от каждой из катушек 31с и 31d индукционного нагрева являются противоположными друг другу. В этом случае, поскольку снижается плотность переменного магнитного потока, генерированного в зоне Х1 сварки, расположенной между двумя катушками 31b и 31с индукционного нагрева, можно предотвратить повышение температуры зоны Х1 сварки. Соответственно этому, можно более эффективно снижать остаточное напряжение в зоне Х1 сварки.
[0054] (Другие конфигурации)
Устройство 30 для термообработки для снятия напряжений может дополнительно включать узел крепления и блок позиционного перемещения каждой из катушек 31а-31d индукционного нагрева, и устройство для измерения температуры (например, термопару или термометр радиационного типа) нагретого участка.
[0055] Узел крепления и блок позиционного перемещения не являются конкретно ограниченными в той мере, насколько могут быть выполнены крепление и позиционное перемещение каждой из катушек 31а-31d индукционного нагрева. Узел крепления и блок позиционного перемещения предпочтительно формируют для перемещения каждой из катушек 31а-31d индукционного нагрева в продольном направлении рельса Х. Соответственно этому, можно нагревать надлежащее положение сообразно размеру или способу сварки рельса. Кроме того, когда каждая из катушек 31а-31d индукционного нагрева сформирована подразделенной на две или более, узел крепления и блок фиксирования положения могут быть предусмотрены на любом участке, который является подразделенным.
[0056] (Способ использования устройства 30 для термической обработки для снятия напряжений)
Далее будет описан способ использования устройства 30 для термической обработки для снятия напряжений. Как было описано выше, каждую из катушек 31а-31d индукционного нагрева устройства 30 для термообработки для снятия напряжений размещают в предварительно заданном положении сварного рельса Х. Кроме того, это расположение может быть выполнено так, что каждая из катушек 31а-31d индукционного нагрева перемещается относительно фиксированного рельса Х, или рельс Х перемещается относительно фиксированного устройства 30 для термической обработки для снятия напряжений. В последнем случае, например, при заводской сварке, устройство 30 для термообработки для снятия напряжений размещают на стороне ниже по потоку относительно сварочной установки, рельс Х непрерывно движется, и тем самым каждая из катушек 31а-31d индукционного нагрева может быть размещена в предварительно заданном положении.
[0057] После того, как катушки 31а-31d индукционного нагрева размещены, в катушки 31а-31d индукционного нагрева протекают переменные токи, и тем самым, как было описано выше, можно нагревать весь периметр поперечного сечения рельса в предварительно заданном положении, отдаленном на предварительно заданное расстояние от центра Х2 сварного шва, способом индукционного нагрева. Как было описано выше, переменные токи предпочтительно протекают по направлениям, взаимно противоположным относительно катушек 11а и 11b индукционного нагрева и катушек 11с и 11d индукционного нагрева, которые размещены по обе стороны с расположенным между ними центром Х2 сварного шва. Соответственно этому, плотность переменного магнитного потока вблизи центра Х2 сварного шва снижается, и предотвращается повышение температуры центра Х2 сварного шва, и тем самым можно более эффективно снижать остаточное напряжение в вертикальном направлении.
[0058] Частота переменного тока не является конкретно ограниченной. Однако, например, частота может составлять от 1 кГц до 50 кГц, и предпочтительно частота составляет от 1 кГц до 20 кГц, и более предпочтительно от 1 кГц до 18 кГц. Считается, что диапазоны значений представляют собой относительно более низкие значения в технической области индукционного нагрева с использованием катушки индукционного нагрева. Таким образом, частота переменного тока является относительно низкой, и тем самым создается поверхностный эффект, даже может нагреваться относительно более глубокая область внутри рельса Х, и можно более эффективно снижать остаточное напряжение. Когда частота составляет менее 1 кГц, может возрастать скорость нагрева, и когда частота превышает 20 кГц, может нагреваться только поверхность рельса Х.
[0059] Скорость нагрева катушкой 31а-31d индукционного нагрева предпочтительно составляет 2,0°С/сек или более, более предпочтительно составляет 2,5°С/сек или более, и наиболее предпочтительно составляет 2,8°С/сек или более. Этим путем нагревание выполняют с высокой скоростью нагрева, и тем самым предотвращается повышение температуры зоны сварки, и можно в достаточной мере снизить остаточное напряжение. В дополнение, соответственно устройству 30 для термической обработки для снятия напряжений, этим путем, поскольку нагревание выполняют с использованием катушек 31а-31d индукционного нагрева, можно повысить скорость нагрева. С учетом емкости катушек 31а-31d индукционного нагрева, например, верхний предел скорости нагрева составляет приблизительно 5,0°С/сек.
[0060] Например, нагревание катушками 31а-31d индукционного нагрева может быть выполнено до температуры нагрева 400°С или выше, и 750°С или ниже. Здесь «температура нагрева» согласно настоящему изобретению представляет максимальную температуру в нагретом участке. Когда температура нагрева составляет менее 400°С, существует проблема в том, что могут уменьшиться эффекты снижения остаточного напряжения. С другой стороны, когда температура нагрева превышает 750°С, возникает такая проблема, что нагретый участок может чрезмерно размягчаться, что не является предпочтительным. Таким образом, после того, как рельс был нагрет от комнатной температуры до температуры нагрева, нагревание прекращают, и рельс может быть охлажден в процессе естественного остывания. Если используют устройство 10 для термической обработки для снятия напряжений, то можно в достаточной степени снизить остаточное напряжение только регулированием нагрева, без выполнения специального контроля охлаждения.
[0061] Как было описано выше, соответственно устройству 30 для термической обработки для снятия напряжений, можно нагревать участок, который отдален от центра Х2 сварного шва рельса Х в продольном направлении рельса Х на предварительно заданные расстояния С3 и С4, при высокой скорости нагрева катушками 31а-31d индукционного нагрева. Соответственно этому, можно эффективно снижать остаточное напряжение в вертикальном направлении, существующее в зоне Х1 сварки сварного рельса Х. В дополнение, когда в качестве нагревателя используют горелку, скорость нагрева является низкой, и затруднительно нагревать только желательный участок. Поскольку пламя горелки нагревает широкую область, когда в качестве нагревателя используют горелку, пламя контактирует не только с областью, отдаленной от центра Х2 сварного шва на предварительно заданное расстояние, но и с центром Х2 сварного шва, и тем самым усиливается повышение температуры центра Х2 сварного шва. С другой стороны, поскольку при использовании катушек 31а-31d индукционного нагрева улучшается регулируемость участка нагрева, то соответственно устройству 30 для термической обработки для снятия напряжений, имеющему катушки 31а-31d индукционного нагрева, нагревается желательный участок (участок, отдаленный от центра Х2 сварного шва на предварительно заданное расстояние), можно подавить повышение температуры центра Х2 сварного шва, и можно эффективно снизить остаточное напряжение. Кроме того, когда катушки 31а-31d индукционного нагрева устройства 30 для термообработки для снятия напряжений нагревают весь периметр поперечного сечения рельса Х, можно снизить остаточное напряжение в вертикальном направлении, и также можно подавить повышение остаточного напряжения в продольном направлении рельса Х.
[0062] В дополнение, в устройстве 30 для термической обработки для снятия напряжений, поскольку каждая из катушек 31а-31d индукционного нагрева распределена по обе стороны, между которыми расположен центр Х2 сварного шва, можно одновременно нагревать обе стороны от центра Х2 сварного шва. Соответственно этому, поскольку скорость нагрева является высокой, и компенсирование остаточного напряжения выполняется равномерно, можно дополнительно снизить остаточное напряжение, и можно сократить продолжительность термической обработки для снятия напряжений. В дополнение, поскольку катушки 31а-31d индукционного нагрева расположены так, что число положений размещения катушек 31а-31d индукционного нагрева составляет два по одну сторону от центра Х2 сварного шва (число положений размещения может быть более, чем два, и, например, верхний предел числа положений размещения по одну сторону составляет пять), можно дополнительно повысить скорость нагрева, и можно более эффективно снижать остаточное напряжение.
[0063] <Четвертый вариант исполнения>
Как показано в ФИГ. 5А и 5В, устройство 40 для термообработки для снятия напряжений согласно четвертому варианту осуществления настоящего изобретения представляет собой устройство для термообработки для снятия напряжений сварного рельса Х, и включает двенадцать катушек 41а-41f индукционного нагрева и источник высокочастотного электропитания (не показан). Устройство 40 для термообработки для снятия напряжений подобно устройству 10 для термической обработки для снятия напряжений, показанному в ФИГ. 1А и 1В, за исключением числа и формы катушек 41а-41f индукционного нагрева, и положений размещения.
[0064] В устройстве 40 для термообработки для снятия напряжений согласно четвертому варианту осуществления настоящего изобретения, многочисленные катушки индукционного нагрева размещают, чтобы покрыть весь периметр поперечного сечения рельса в состоянии, где многочисленные катушки индукционного нагрева, расстояния которых от центра Х2 сварного шва вдоль продольного направления рельса являются взаимно одинаковыми, являются отделенными друг от друга. Далее будет описана конкретная конфигурация. Двенадцать катушек 41а-41f индукционного нагрева распределяют по шести, симметрично расположенному между ними центру Х2 сварного шва рельса Х, вдоль продольного направления. Более конкретно, на каждой из обеих сторон в продольном направлении рельса, между которыми расположен центр Х2 сварного шва, катушку 41а индукционного нагрева размещают на верхней поверхности головки Х3 рельса Х, катушки 41b и 41с индукционного нагрева размещают на обеих боковых поверхностях головки Х3, соответственно, катушку 41d индукционного нагрева размещают на нижней поверхности подошвы Х4, и катушки 41е и 41f индукционного нагрева размещают на обеих боковых поверхностях шейки Х5, соответственно. Каждая из катушек 41а-41f индукционного нагрева слегка отдалена от рельса Х (то есть, находится в бесконтактном положении относительно рельса). В дополнение, между катушками 41е и 41f индукционного нагрева также предусмотрен зазор. Кроме того, катушки 41е и 41f индукционного нагрева размещают таким образом, что расстояние С5 между каждой из катушек 41е и 41f индукционного нагрева и центром Х2 сварного шва составляет величину в пределах от 20 мм до 300 мм. В дополнение, в устройстве 40 для термообработки для снятия напряжений число положений размещения катушек индукционного нагрева по одну сторону от центра Х2 сварного шва равно единице (все катушки индукционного нагрева позиционированы на расстоянии С5). Однако число положений размещения катушек индукционного нагрева может составлять два или более.
[0065] Каждую из катушек 41а-41f индукционного нагрева размещают таким образом, что их осевое направление является перпендикулярным относительно поверхностей головки Х3, подошвы Х4, и шейки Х5 рельса Х. Когда катушки 41а-41f индукционного нагрева размещены таким образом, то если переменные токи протекают в каждую из катушек 41а-41f индукционного нагрева, головка Х3 может быть нагрета с верхней стороны катушкой 41а индукционного нагрева, головка Х3 может быть нагрета с обеих боковых сторон катушками 41b и 41с индукционного нагрева, подошва Х4 может быть нагрета с нижней стороны катушкой 41d индукционного нагрева, и шейка Х5 может быть нагрета с обеих боковых сторон катушками 41е и 41f индукционного нагрева.
[0066] Многочисленные катушки 41а-41f индукционного нагрева размещают по всему периметру поперечного сечения рельса Х, и тем самым устройство 40 для термообработки для снятия напряжений нагревает весь периметр поперечного сечения рельса Х. Соответственно этому, подобно устройству 30 для термообработки для снятия напряжений согласно третьему варианту исполнения, можно снизить остаточное напряжение в вертикальном направлении, и также можно подавить повышение остаточного напряжения в продольном направлении рельса Х. В дополнение, каждая из катушек 41а-41f индукционного нагрева не покрывает непосредственно нижнюю поверхность головки Х3 и верхнюю поверхностную сторону подошвы Х4. Однако нижняя поверхность и верхняя поверхность по большей части нагреваются. Таким образом, каждый участок нагревается каждой из многочисленных катушек 41а-41f индукционного нагрева, и тем самым можно регулировать температуру на каждом участке. Более того, в устройстве 40 для термообработки для снятия напряжений шесть катушек индукционного нагрева позиционируют относительно одного положения размещения. Однако число катушек индукционного нагрева относительно одного положения размещения не ограничивается в той мере, насколько рельс Х нагревается по всему периметру поперечного сечения. Число катушек индукционного нагрева может изменяться сообразно размерам рельса Х и катушек 41а-41f индукционного нагрева. Кроме того, подобно другим вариантам исполнения, могут быть изменены другие конфигурации.
[0067] <Другие варианты исполнения>
Настоящее изобретение не ограничивается вышеописанными вариантами осуществления, и его конфигурации могут быть изменены в пределах диапазона, в котором не изменяется сущность настоящего изобретения. Например, катушка индукционного нагрева может быть размещена только по одну сторону от центра Х2 сварного шва рельса Х. В дополнение, когда осевое направление катушки индукционного нагрева является перпендикулярным поверхности рельса Х, катушка индукционного нагрева может быть размещена только на одной поверхностной стороне шейки Х5 рельса Х. Кроме того, когда катушку индукционного нагрева размещают по одну сторону от центра Х2 сварного шва рельса Х, может быть нагрета только сторона от центра Х2 сварного шва, и затем могут быть нагреты обе стороны от центра Х2 сварного шва. Число положений размещения катушки индукционного нагрева не является конкретно ограниченным, и может быть одним или многочисленным. Когда положения размещения является многочисленными, катушки индукционного нагрева могут быть размещены несимметрично относительно центра Х2 сварного шва. В дополнение, могут быть предусмотрены катушки индукционного нагрева, которые размещены для нагревания головки Х3 и подошвы Х4 вдоль шейки Х5. Кроме того, подобно устройству 30 для термической обработки для снятия напряжений, показанному в ФИГ. 4А и 4В, когда осевое направление катушки индукционного нагрева является параллельным продольному направлению рельса Х, и катушка индукционного нагрева покрывает весь периметр поперечного сечения рельса Х, форма катушки индукционного нагрева, если рассматривать в осевом направлении, может быть увеличенной формой, приблизительно подобной наружному краю поперечного сечения рельса Х. Однако, в дополнение к этому, например, форма катушки индукционного нагрева может быть эллиптической формой, приблизительно квадратной формой, или приблизительно прямоугольной формой.
[Примеры]
[0068] Далее содержание настоящего изобретения будет подробно описано согласно Примерами и Сравнительным Примерам. В дополнение, настоящее изобретение не ограничено нижеследующими Примерами. В дополнение, измерения были выполнены согласно следующему методу.
[0069] <Остаточное напряжение>
Метод измерения остаточного напряжения состоит в следующем. Сначала тензометрический датчик, имеющий измерительную базу 2 мм, соединили с поверхностью в измеряемом положении, и измерили деформацию с присоединением по электрическому проводу тензометрического датчика к измерительному инструменту. В это время, для следующего процесса резки, на тензометрический датчик нанесли водонепроницаемое покрытие. После этого измеряемый участок, с которым был соединен тензометрический датчик, разрезали по форме, имеющей толщину пластины 5 мм, длину 15 мм и ширину 15 мм, в то же время с распределением достаточного количества воды на месте разреза так, что качество тензометрического датчика не изменилось от теплоты, генерированной в процессе резки. После того, как был отрезан измеряемый участок, тензометрический датчик опять соединили с измерительным инструментом, и остаточное напряжение рассчитали из вариации деформации (разности между деформацией до того, как был отрезан измеряемый участок, и деформации после того, как был отрезан измеряемый участок).
[0070] [Пример 1]
Сформировали устройство А для термической обработки для снятия напряжений, в котором пару катушек индукционного нагрева, которые имели приблизительно прямоугольную форму, имеющую короткую сторону с длиной 50 мм и длинную сторону с величиной 70 мм, и в которых число витков составляло единицу, соединили с источником высокочастотного электропитания, и выполнили точечный нагрев на обеих боковых поверхностях шейки рельса. В дополнение, сформировали устройство В для термической обработки для снятия напряжений, которое имело увеличенную форму, приблизительно подобную поперечному сечению рельса перпендикулярно продольному направлению рельса, одну катушку индукционного нагрева, число витков в которой составляло два, соединили с источником высокочастотного электропитания, и нагрели весь периметр поперечного сечения. Катушка индукционного нагрева устройства В для термообработки для снятия напряжений была сформирована из медной трубки, поперечное сечение которой было приблизительно прямоугольной формы (20 мм × 10 мм). В устройствах А и В для термообработки для снятия напряжений были предусмотрены устройства для перемещения и фиксирования катушки индукционного нагрева в предварительно заданном положении. В дополнение, в качестве Сравнительного Примера, сформировали устройство С для термической обработки для снятия напряжений, в котором рельс нагревали газовым пламенем.
[0071] Индукционным нагревом (последующий нагрев) с использованием устройств А и В для термической обработки для снятия напряжений, и газовым пламенем (последующий нагрев) с использованием устройства С для термической обработки для снятия напряжений, выполнили термическую обработку для снятия напряжений на длинном рельсе, имеющем ширину ЗТВ 15 мм, сваренном стыковой сваркой оплавлением, и на длинном рельсе, имеющем ширину ЗТВ 100 мм, сваренном термитной сваркой, согласно следующим условиям. Нагревание выполняли только на одной стороне относительно центра сварного шва. В качестве рельсового материала, составляющего рельс, использовали рельс, сформированный из заэвтектоидной углеродистой стали (этот рельсовый материал был подобным образом применен в следующих других Примерах). Кроме того, после нагревания проводили охлаждение естественным остыванием.
[0072] Конкретные условия испытаний являются следующими. Кроме того, среди следующих условий испытаний, условия, которые не является конкретно указанными, применимы ко всем устройствам А-С для термической обработки для снятия напряжений.
• Ширина ЗТВ зоны сварки: два варианта из 15 мм и 100 мм
• Остаточное напряжение в рельсе в состоянии после сварки: 250 МПа (рельс с шириной ЗТВ 100 мм) и 500 МПа (рельс с шириной ЗТВ 15 мм)
• Форма катушки и способ размещения катушки для устройства А для термической обработки для снятия напряжений: пару катушек индукционного нагрева разместили напротив друг друга с расположенной между ними шейкой в состоянии, где длинная сторона (70 мм) катушки индукционного нагрева соответствовала направлению высоты рельса, короткая сторона (50 мм) катушки индукционного нагрева соответствовала продольному направлению рельса, и центральный участок в вертикальном направлении шейки перекрывался со срединным положением длинной стороны катушки индукционного нагрева.
• Форма катушки и способ размещения катушки для устройства В для термической обработки для снятия напряжений: катушки, в которых ширина основного нагревания в продольном направлении составляла 50 мм (эта ширина нагревания была получена двукратным наматыванием медной трубки, имеющей длинную сторону поперечного сечения 20 мм), и форма при рассмотрении в осевом направлении представляла собой увеличенную форму, приблизительно подобную наружному краю поперечного сечения рельса, разместили так, чтобы покрыть рельс в состоянии, где осевое направление катушки и продольное направление рельса были параллельны друг другу.
• Расстояние от центра сварного шва до положения нагрева: расстояние изменяли между 10 мм и 400 мм (10 мм, 20 мм, 50 мм, 100 мм, 200 мм, 300 мм, и 400 мм)
• Температура нагрева: нагревание от комнатной температуры до 700°С
• Скорость нагрева в случае устройств А и В для термической обработки для снятия напряжений: два варианта из 2,5°С/сек и 3,0°С/сек
• Скорость нагрева в случае устройства С для термической обработки для снятия напряжений: 2,5°С/сек
• Число положений нагревания: одно по одну сторону от центра сварного шва
• Выходная мощность устройства индукционного нагрева для устройств А и В для термообработки для снятия напряжений (в расчете на одну пару в случае точечного нагрева, и в расчете на одну катушку в случае нагрева по всему периметру поперечного сечения): 100 кВт в случае скорости нагрева 2,5°С/сек, и более 100 кВт в случае скорости нагрева 3,0°С/сек
• Частота устройства индукционного нагрева для устройств А и В для термической обработки для снятия напряжений: 30 кГц
• Горючий газ для нагревания газовым пламенем в случае устройства С для термической обработки для снятия напряжений: пропано-воздушная газовая смесь
[0073] Остаточное напряжение по направлению высоты шейки в зоне сварки измеряли после того, как выполнили термическую обработку для снятия напряжений. Величина остаточного напряжения по направлению высоты шейки в зоне сварки после термической обработки для снятия напряжений относительно остаточного напряжения по направлению высоты шейки в зоне сварки в состоянии после сварки (то есть, в которой термическую обработку для снятия напряжений не выполняли) показано в ФИГ. 6.
[0074] Как показано в ФИГ. 6, когда расстояние от центра сварного шва до положения нагревания составляет 10 мм, эффекты снижения остаточного напряжения в устройствах А и С для термообработки для снятия напряжений подобны друг другу. Однако, когда расстояние от центра сварного шва до положения нагревания составляет 20 мм или более, эффекты снижения остаточного напряжения в устройствах А и В для термообработки для снятия напряжений являются более высокими, чем эффекты снижения остаточного напряжения в устройстве С для термической обработки для снятия напряжений. Остаточное напряжение в зоне сварки снижается по мере увеличения расстояния от центра сварного шва до положения нагревания. Однако, когда расстояние возрастает до некоторой степени, эффекты снижения остаточного напряжения могут резко сокращаться. В дополнение, в устройстве С для термообработки для снятия напряжений с использованием газовой горелки пламя также распространяется на зону сварки, перепад температур достигается нелегко, и в результате остаточное напряжение снижается с трудом.
[0075] Кроме того, когда скорость нагрева низка, температура нагретого участка передается в зону сварки, и, подобно нагретому участку, в зоне сварки также легко возникает деформация расширения и деформация сжатия, и тем самым снижается сжимающее напряжение, действующее на зону сварки во время охлаждения. В результате этого уменьшается эффект снижения остаточного напряжения. В устройстве индукционного нагрева (IH) можно сделать скорость нагрева 3,0°С/сек или более путем повышения выходной мощности. Если скорость нагрева возрастает, величина теплопереноса в зону сварки снижается, увеличивается разность температур между нагретым участком и зоной сварки, и тем самым можно эффективно снизить остаточное напряжение в зоне сварки. С другой стороны, скорость нагрева в устройстве С для термической обработки для снятия напряжений, выполняющем нагревание газовой горелкой, составляла приблизительно не более 2,5°С/сек даже в случае газовой смеси с использованием кислорода в качестве газа для горения.
[0076] В дополнение, по сравнению с точечным нагревом, нагревание всего периметра поперечного сечения может нагревать шейку в более обширной области вдоль направления по высоте шейки, и в результате в зоне сварки во время охлаждения может действовать более сильное сжимающее напряжение. Соответственно этому, устройство В для термической обработки для снятия напряжений, выполняющее нагревание всего периметра поперечного сечения, могло бы еще более снизить остаточное напряжение.
[0077] Таким образом, когда выполняли нагревание газовой горелкой, остаточное напряжение сохранялось в центре сварного шва приблизительно на 75% даже в лучшем случае. С другой стороны, когда выполняют IH-нагрев (высокочастотный индуктивный нагрев), остаточное напряжение в центре сварного шва могло бы быть снижено приблизительно до 40%. Между тем, когда термическую обработку в отношении рельса выполняли способом термической обработки для снятия напряжений, описанным в Патентном Документе 2, в котором проводили регулирование охлаждения зоны сварки (зону сварки охлаждали до температуры 570°С в режиме ускоренного охлаждения сжатым воздухом после того, как зона сварки была нагрета до температуры 900°С, и после этого зону сварки охлаждали водой), степень снижения остаточного напряжения в центре сварного шва составляла приблизительно 75%.
[0078] [Пример 2]
Как показано на ФИГ. 8, в устройствах А и В для термообработки для снятия напряжений катушку индукционного нагрева размещали по одну сторону или по обе стороны относительно центра сварного шва, и число положений размещения катушки индукционного нагрева в расчете на одну сторону устанавливали равным одному, двум или трем. С использованием устройства для термообработки для снятия напряжений нагревание при термической обработке для снятия напряжений проводили только на одной стороне относительно центра сварного шва, и выполняли нагревание при термической обработке для снятия напряжений по обе стороны относительно центра сварного шва на длинном рельсе, сваренном стыковой сваркой оплавлением. В дополнение, когда нагревали обе стороны, в устройстве А для термообработки для снятия напряжений выполняли термическую обработку для снятия напряжений, в которой последовательно нагревали одну сторону, и термическую обработку для снятия напряжений, в которой одновременно нагревали обе стороны, и в устройстве В для термообработки для снятия напряжений проводили термическую обработку для снятия напряжений, в которой направления тока в двух катушках индукционного нагрева, между которыми находился центр сварного шва, представляли собой прямое направление, и термическую обработку для снятия напряжений, в которой направления тока в двух катушках индукционного нагрева, между которыми находился центр сварного шва, представляли собой обратное направление. Условия являются следующими. В дополнение, после нагревания выполняли естественное охлаждение. Кроме того, среди следующих условий испытаний, условия, которые не является конкретно указанными, применимы к устройствам А и В для термической обработки для снятия напряжений.
[0079] • Ширина ЗТВ зоны сварки: 15 мм
• Остаточное напряжение в рельсе в состоянии после сварки: 500 МПа
• Форма катушки и способ размещения катушки для устройства А для термической обработки для снятия напряжений: пару катушек индукционного нагрева разместили напротив друг друга с расположенной между ними шейкой в состоянии, где длинная сторона (70 мм) катушки индукционного нагрева соответствовала направлению высоты рельса, короткая сторона (50 мм) катушки индукционного нагрева соответствовала продольному направлению рельса, и центральный участок в вертикальном направлении шейки перекрывался со срединным положением длинной стороны катушки индукционного нагрева.
• Форма катушки и способ размещения катушки для устройства В для термической обработки для снятия напряжений: катушки, в которых ширина основного нагревания в продольном направлении составляла 50 мм, и форма при рассмотрении в осевом направлении представляла собой увеличенную форму, приблизительно подобную наружному краю поперечного сечения рельса, разместили так, чтобы покрыть рельс в состоянии, где осевое направление катушки и продольное направление рельса были параллельны друг другу.
• Расстояние от центра сварного шва до положения нагрева: 50 мм
• Температура нагрева: нагревание от комнатной температуры до 700°С
• Скорость нагрева: (ее изменяли согласно способу нагревания)
• Число положений размещения катушки: от одного положения до трех положений по одну сторону от центра сварного шва, и от одного положения до трех положений на каждой из обеих сторон от центра нагрева.
• Выходная мощность устройства индукционного нагрева (в расчете на одну пару в случае точечного нагрева, и в расчете на одну катушку в случае нагрева по всему периметру поперечного сечения): 100 кВт в случае скорости нагрева 2,5°С/сек, и более 100 кВт в случае скорости нагрева 3,0°С/сек
• Частота устройства индукционного нагрева: 30 кГц
[0080] Измерили остаточное напряжение по направлению высоты шейки в зоне сварки после термической обработки для снятия напряжений. Величина остаточного напряжения по направлению высоты шейки в зоне сварки после термической обработки для снятия напряжений относительно остаточного напряжения по направлению высоты шейки в зоне сварки в состоянии после сварки (то есть, в котором термическую обработку для снятия напряжений не выполняли) показана в ФИГ. 7.
[0081] Как показано в ФИГ. 7, остаточное напряжение может быть снижено в соответствии с увеличением числа катушек (числа положений размещения катушек). Это обусловливается повышением скорости нагрева. Кроме того, сравнительно с тем, когда нагревают только одну сторону, в ситуациях, когда обе стороны от центра сварного шва последовательно нагревают по отдельности, и когда обе стороны нагревают одновременно, получаются превосходные результаты. Однако наилучшие эффекты достигаются, когда обе стороны нагревают одновременно. Это происходит потому, что, когда обе стороны нагревают одновременно, подавляется повышение температуры зоны сварки. В дополнение, когда используют устройство В для термической обработки для снятия напряжений, в котором выполняют нагревание всего периметра поперечного сечения, подобно Примеру 1, то, по сравнению с устройством А для термической обработки для снятия напряжений, в котором выполняют точечный нагрев, эффекты снижения остаточного напряжения являются лучшими. В дополнение, в случае устройства В для термической обработки для снятия напряжений, когда токи в катушках индукционного нагрева на обеих сторонах, между которыми расположен центр сварного шва, протекают в противоположные относительно друг друга стороны, можно дополнительно снизить остаточное напряжение. Это обусловлено тем, что переменные магнитные потоки, образованные токами, протекающими в противоположных между собой направлениях, ориентированы по противоположным направлениям, между которыми расположен центр сварного шва, и плотность магнитного потока в центре сварного шва снижается, и тем самым подавляется нагревание зоны сварки.
[Пример 3]
Сформировали устройство D для термической обработки для снятия напряжений, в котором одну катушку индукционного нагрева, имеющую увеличенную форму, приблизительно подобную профилю поперечного сечения перпендикулярно продольному направлению рельса и имеющую два витка в числе витков катушек, соединили с источником высокочастотного электропитания, и выполнили нагревание всего периметра поперечного сечения. В дополнение, катушку индукционного нагрева сформировали из медной трубки, в которой поперечное сечение имело приблизительно прямоугольную форму (20 мм × 10 мм). В качестве Сравнительного Примера сформировали устройство Е для термической обработки для снятия напряжений, в котором пару катушек индукционного нагрева, имеющих приблизительно прямоугольную форму, которая имела короткую сторону с длиной 50 мм и длинную сторону с величиной 70 мм, и имеющих один виток в числе витков катушки, подключили к источнику высокочастотного электропитания, и выполнили точечный нагрев. В дополнение, сформировали устройство F для термической обработки для снятия напряжений, в котором рельс нагревали газовой горелкой. В устройствах для термообработки для снятия напряжений было предусмотрено устройство для перемещения катушки индукционного нагрева в предварительно заданное положение и фиксирования катушки.
[0082] При нагревании (последующем нагреве) всего периметра поперечного сечения с использованием устройства Е для термической обработки для снятия напряжений, точечном индукционном нагреве с использованием устройства Е для термической обработки для снятия напряжений, и нагревании (последующем нагреве) газовым пламенем с использованием устройства F для термической обработки для снятия напряжений, которое представляло собой Сравнительный Пример, выполнили термическую обработку для снятия напряжений на длинном рельсе, сваренном стыковой сваркой оплавлением, согласно следующим условиям (нагревали только одну сторону от центра сварного шва). Кроме того, в качестве рельса применяли рельс (далее это подобным образом применимо к Примерам), который был сформирован из заэвтектоидной углеродистой стали. В дополнение, после нагревания проводили естественное охлаждение рельса.
[0083] • Ширина ЗТВ зоны сварки: 15 мм
• Остаточное напряжение в продольном направлении рельса в состоянии после сварки: 200 МПа
• Форма катушки и положение размещения катушки для точечного нагрева с использованием устройства F для термической обработки для снятия напряжений: катушки разместили напротив друг друга с расположенной между ними шейкой в состоянии, где длинная сторона (70 мм) соответствовала направлению высоты рельса, короткая сторона (50 мм) соответствовала продольному направлению, и центральный участок в вертикальном направлении шейки перекрывался со срединным положением длинной стороны.
• Форма катушки и положение размещения катушки для нагревания всего периметра поперечного сечения с использованием устройства Е для термической обработки для снятия напряжений: катушки, в которых ширина основного нагревания в продольном направлении составляла 50 мм, и форма при рассмотрении в осевом направлении представляла собой увеличенную форму, приблизительно подобную наружному краю поперечного сечения рельса, разместили так, чтобы покрыть рельс в состоянии, где осевое направление катушки и продольное направление рельса были параллельны друг другу.
• Расстояние от центра сварного шва до положения нагрева: расстояние изменяли между 10 мм и 400 мм.
• Температура нагрева: нагревание от комнатной температуры до 700°С
• Скорость нагрева: 2,5°С/сек
• Число положений нагревания: одно по одну сторону от центра сварного шва
• Выходная мощность устройства индукционного нагрева для устройств E и F для термообработки для снятия напряжений (в расчете на одну пару в случае точечного нагрева, и в расчете на одну катушку в случае нагрева по всему периметру поперечного сечения): 100 кВт
• Частота устройства индукционного нагрева для устройств E и F для термической обработки для снятия напряжений: 30 кГц
• Газ для нагревания газовым пламенем в случае устройства G для термической обработки для снятия напряжений: пропано-воздушная газовая смесь
[0084] Измерили остаточное напряжение в продольном направлении от центра шейки в зоне сварки после термической обработки для снятия напряжений. Величина остаточного напряжения после термической обработки для снятия напряжений относительно остаточного напряжения в состоянии после сварки (то есть, в котором термическую обработку для снятия напряжений не выполняли) показана в ФИГ. 9. Как показано в ФИГ. 9, в отличие от ситуации с нагреванием газовой горелкой или точечным нагревом катушкой индукционного нагрева, в случае, где выполняли нагревание всего периметра поперечного сечения катушкой индукционного нагрева, понятно, что остаточное напряжение в продольном направлении зоны сварки в центре шейки снижено.
[0085] [Пример 4]
Термическую обработку для снятия напряжений выполнили согласно следующим условиям с использованием устройства Е для термообработки для снятия напряжений и с изменением частоты. В дополнение, после нагревания проводили естественное охлаждение рельса.
[0086] • Ширина ЗТВ зоны сварки: 15 мм
• Остаточное напряжение по направлению высоты рельса в состоянии после сварки: 500 МПа
• Положение размещения катушки: катушки, в которых ширина основного нагревания в продольном направлении составляла 50 мм, и форма при рассмотрении в осевом направлении представляла собой увеличенную форму, приблизительно подобную наружному краю поперечного сечения рельса, разместили так, чтобы покрыть рельс в состоянии, где осевое направление катушки и продольное направление рельса были параллельны друг другу.
• Расстояние от центра сварного шва до положения нагрева: 50 мм
• Температура нагрева: нагревание от комнатной температуры до 700°С
• Скорость нагрева: 2,5°С/сек
• Число положений размещения катушки: одно по одну сторону от центра сварного шва
• Выходная мощность устройства индукционного нагрева (в расчете на одну катушку): 100 кВт
• Частота устройства индукционного нагрева: частоту варьировали в пределах диапазона от 0,5 кГц до 40 кГц
[0087] Измерили остаточное напряжение по направлению высоты (направлению вверх-вниз) шейки в зоне сварки после выполнения термической обработки для снятия напряжений. Величина остаточного напряжения в центре сварного шва после термической обработки для снятия напряжений относительно остаточного напряжения в центре сварного шва в состоянии после сварки (то есть, в котором термическую обработку для снятия напряжений не выполняли) показана в ФИГ. 10.
[0088] Как показано в ФИГ. 10, если частоту повышали (например, в превышение 20 кГц), создавалось значительное неравномерное распределение генерируемого в рельсе индукционного тока относительно самого верхнего слоя, и тем самым температура повышается с трудом, и понятно, что снижение остаточного напряжения является малым.
[Краткое описание условных обозначений]
[0089] 10, 20, 30, и 40: устройство для термической обработки для снятия напряжений
11, 21, 31а-31d, и 41а-41d: катушка индукционного нагрева
Х: рельс
Х1: зона сварки
Х2: центр сварного шва
Х3: головка
Х4: подошва
Х5: шейка
Х6: периферия
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ, СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ И РЕЛЬСОВАЯ СТАЛЬ | 2015 |
|
RU2661199C2 |
| Способ термической обработки сварных соединений рельсов и устройство для осуществления способа | 2018 |
|
RU2705820C1 |
| Способ и устройство термической обработки сварных соединений рельсов | 2017 |
|
RU2667574C1 |
| Способ изготовления рельсовых плетей и комплекс для осуществления способа | 2017 |
|
RU2681046C1 |
| СПОСОБ ПОВТОРНОГО НАГРЕВА СВАРНОЙ ЗОНЫ РЕЛЬСОВ | 2012 |
|
RU2545855C1 |
| СВАРКА ИЗДЕЛИЙ ИЗ СУПЕРСПЛАВОВ | 2001 |
|
RU2265505C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СТЫКОВ РЕЛЬСОВ | 2012 |
|
RU2524526C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СВАРНОГО РЕЛЬСОВОГО СТЫКА | 2012 |
|
RU2589533C2 |
| ИНДУКЦИОННОЕ УСТРОЙСТВО ДЛЯ ТЕРМООБРАБОТКИ СВАРНЫХ СТЫКОВ, НАПРИМЕР, ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2001 |
|
RU2200764C2 |
| СПОСОБ ОХЛАЖДЕНИЯ ЗОНЫ СВАРКИ РЕЛЬСА, УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ЗОНЫ СВАРКИ РЕЛЬСА И СВАРНОЕ СОЕДИНЕНИЕ РЕЛЬСА | 2010 |
|
RU2485187C2 |
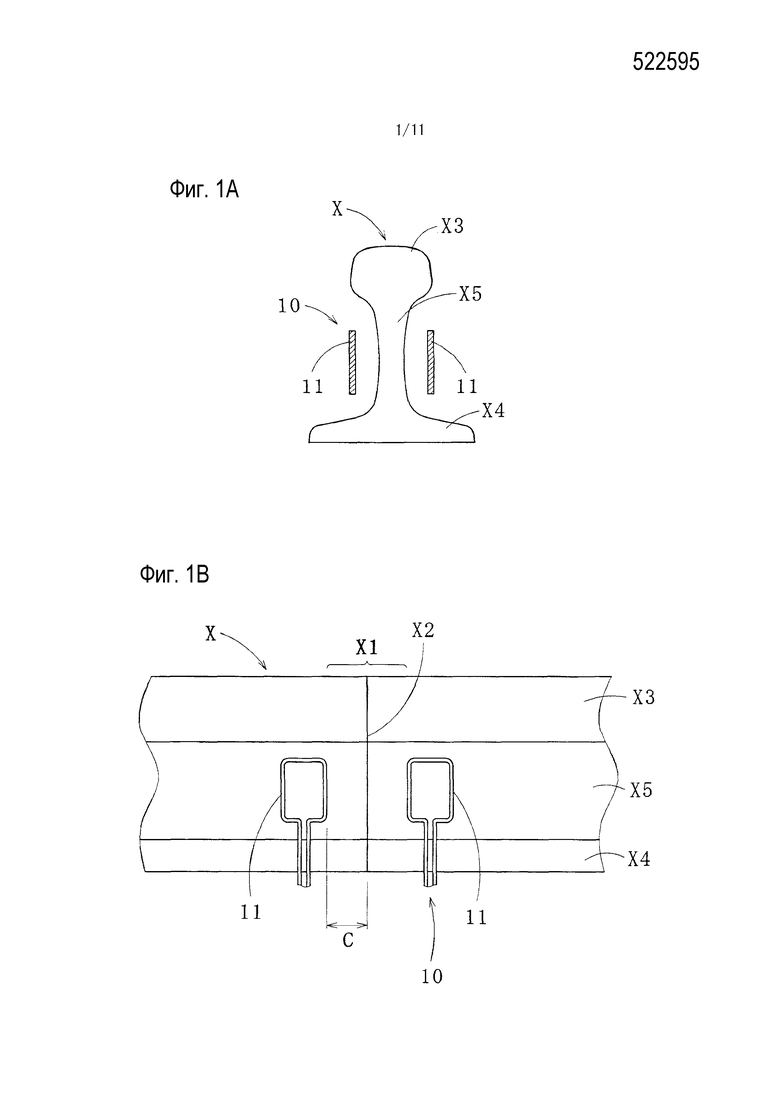
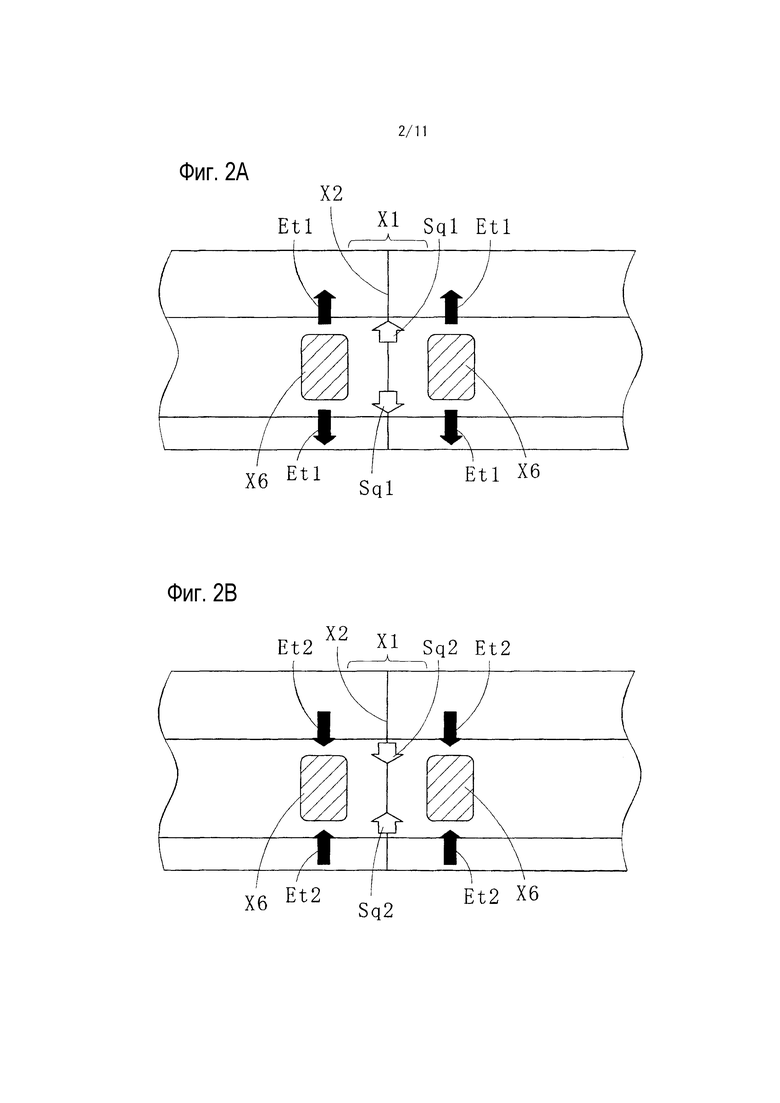
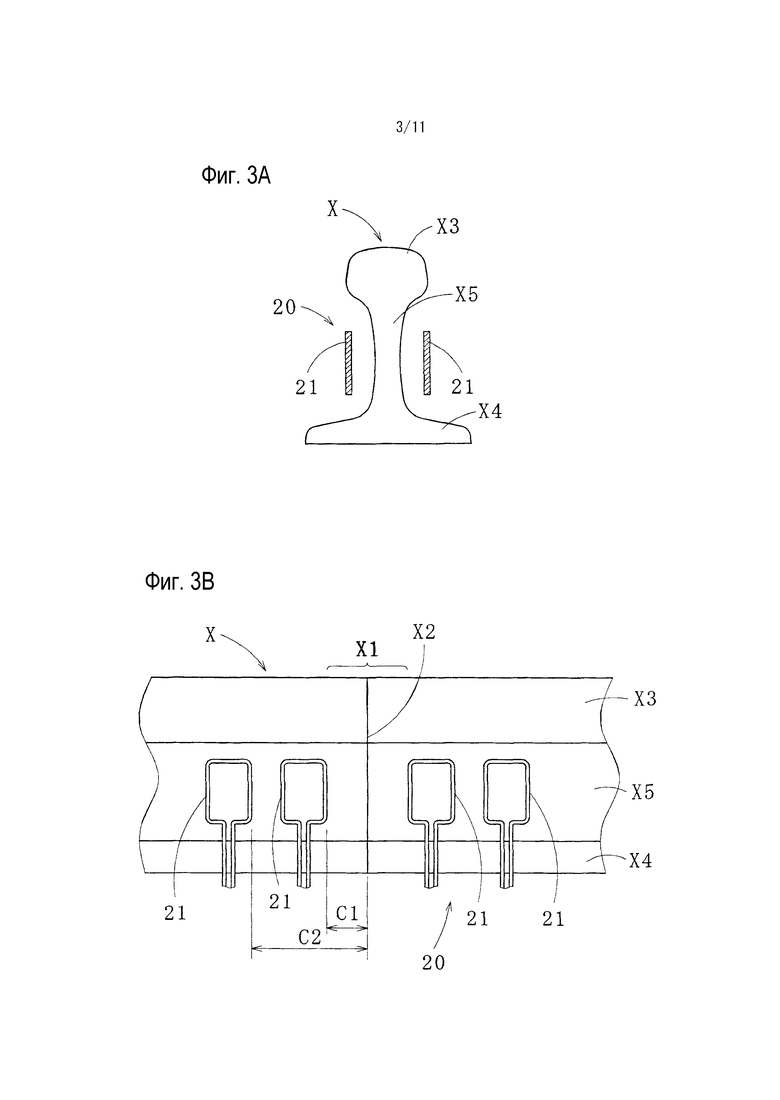

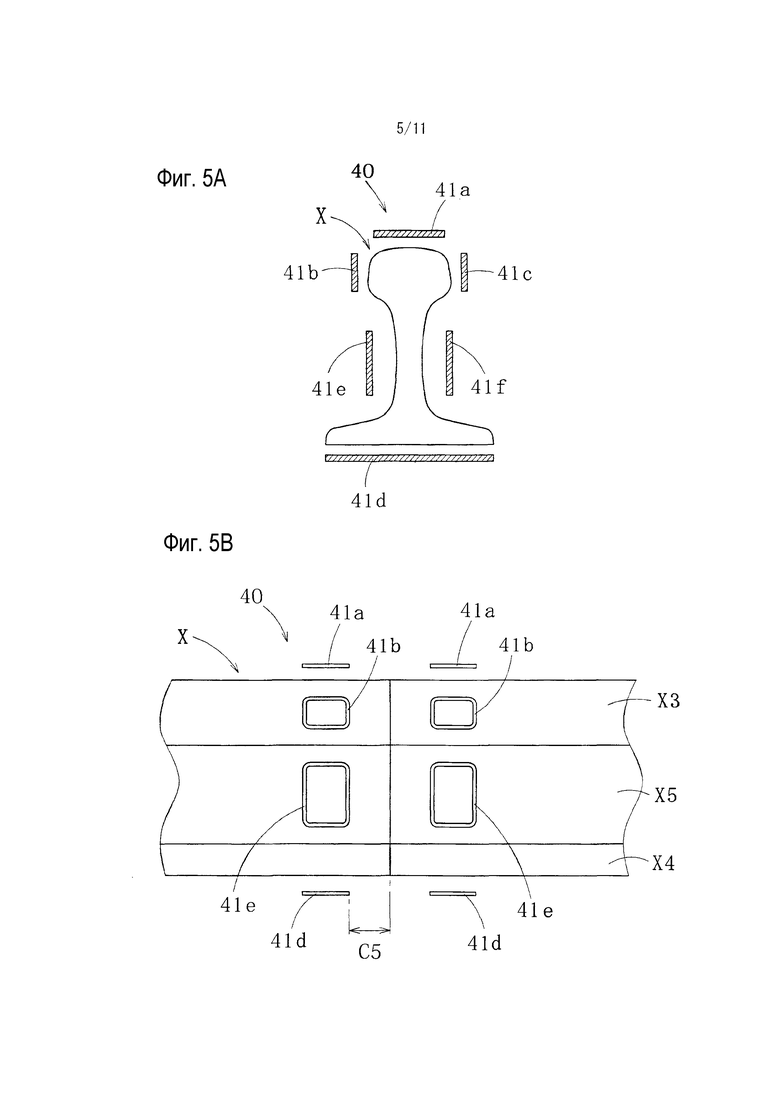

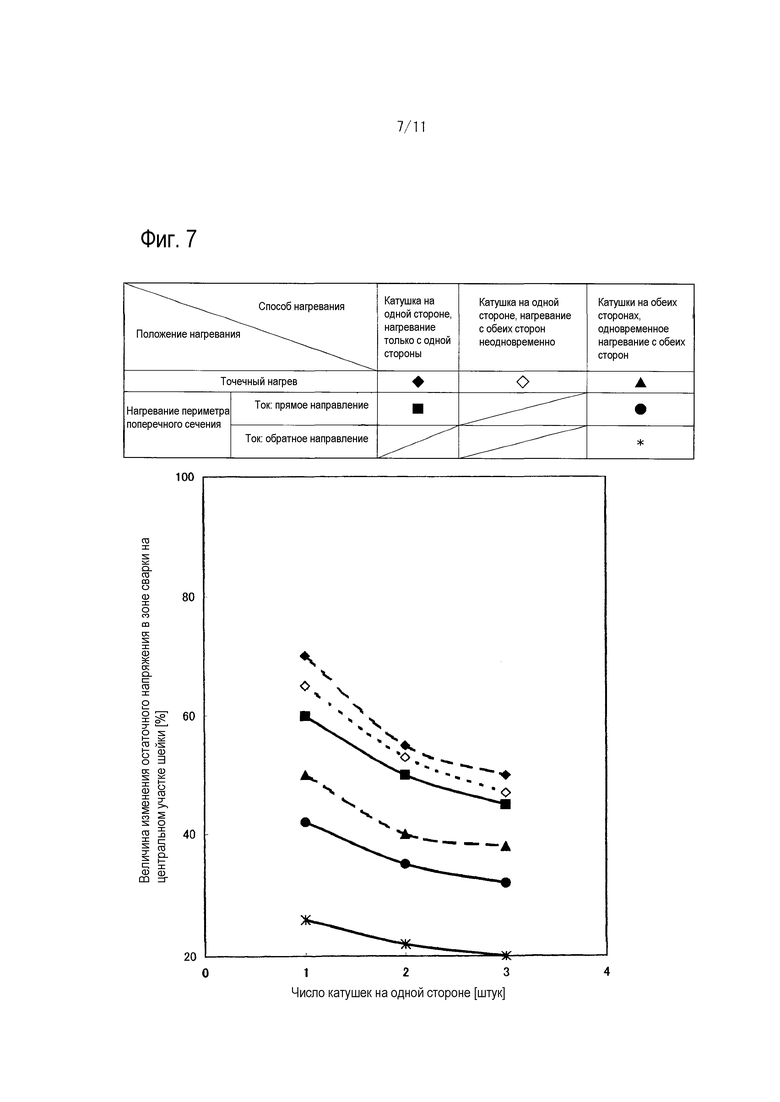
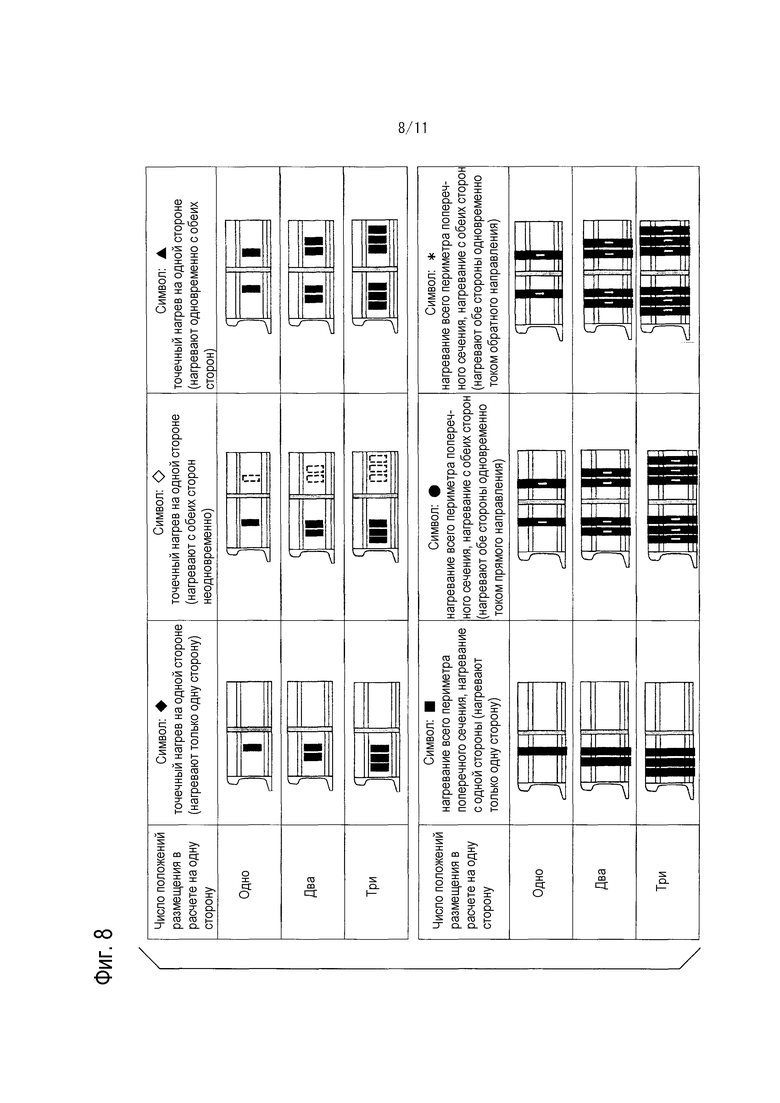

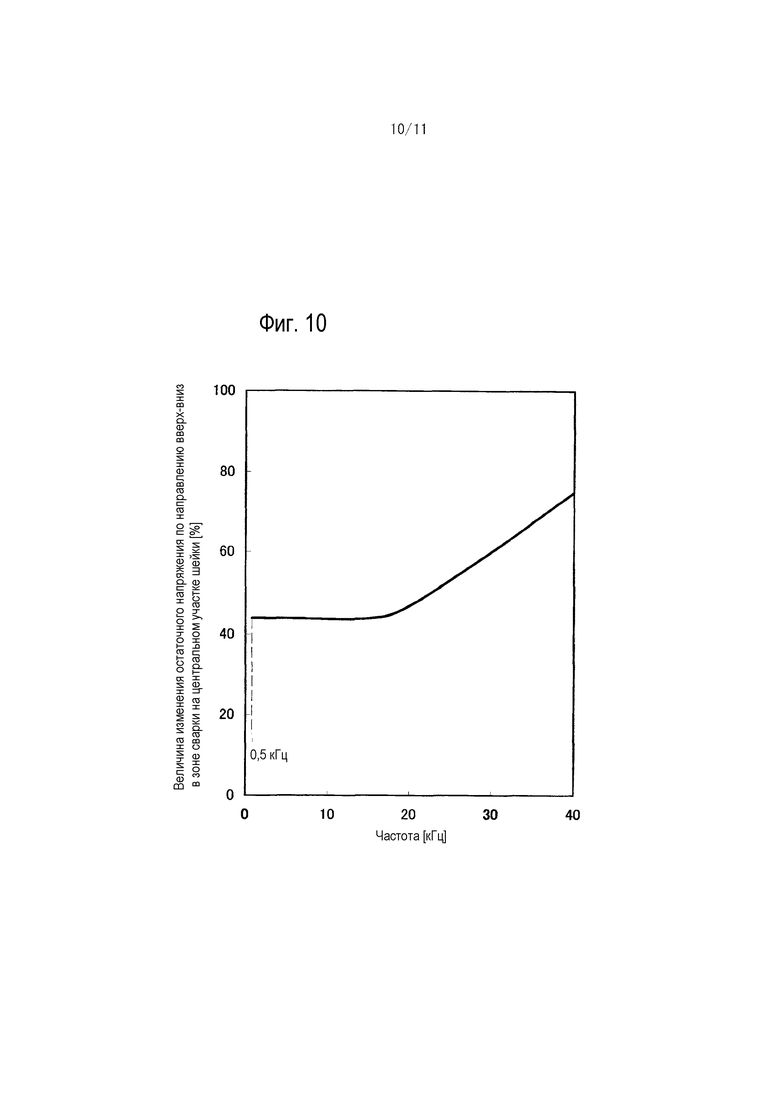

Изобретение относится к области термической обработки. Для увеличения долговечности рельса согласно настоящему изобретению устройство термической обработки для снятия напряжений рельса, который сварен, содержит катушку индукционного нагрева, которую размещают на боковой поверхности шейки рельса на расстоянии от центра сварного шва рельса от 20 до 300 мм в продольном направлении рельса. Устройство может содержать многочисленные катушки индукционного нагрева, которые могут быть размещены по обе стороны от центра сварного шва. Устройство может включать многочисленные катушки индукционного нагрева, при этом осевое направление каждой катушки расположено перпендикулярно относительно боковой поверхности рельса, и катушки размещены на одинаковом расстояния от центра сварного шва вдоль продольного направления рельса по периметру поперечного сечения рельса и отделены друг от друга. 18 з.п. ф-лы, 11 ил.
1. Устройство для термообработки для снятия напряжений рельса, предназначенное для термообработки для снятия напряжений сварного рельса, которое содержит
катушку индукционного нагрева, которая размещена на боковой поверхности шейки рельса, причем размещена в отдалении от центра сварного шва рельса на расстояние от 20 до 300 мм в продольном направлении рельса.
2. Устройство по п. 1, причем
устройство для термообработки для снятия напряжений содержит многочисленные катушки индукционного нагрева, и
катушки индукционного нагрева размещаются по обе стороны от центра сварного шва вдоль продольного направления рельса.
3. Устройство по п. 1, причем
устройство для термообработки для снятия напряжений содержит многочисленные катушки индукционного нагрева,
осевое направление катушки индукционного нагрева, которая размещена на рельсе, является перпендикулярным поверхности рельса, и
многочисленные катушки индукционного нагрева, расстояния которых от центра сварного шва вдоль продольного направления рельса являются одинаковыми, размещаются так, что они покрывают весь периметр поперечного сечения рельса, при этом будучи расположенными отдельно друг от друга.
4. Устройство по п. 1, в котором
осевое направление катушки индукционного нагрева, которая размещена на рельсе, является параллельным продольному направлению рельса, и
катушку индукционного нагрева размещают так, чтобы покрывать весь периметр поперечного сечения рельса.
5. Устройство по п. 4, в котором
катушка индукционного нагрева размещена по обе стороны от центра сварного шва вдоль продольного направления рельса, и
направление тока, протекающего в катушке индукционного нагрева, размещенной по одну сторону от центра сварного шва, и направление тока, протекающего в катушке индукционного нагрева, размещенной по другую сторону от центра сварного шва, являются противоположными друг другу.
6. Устройство по п. 5, дополнительно включающее источник высокочастотного электропитания, причем
источник высокочастотного электропитания сконфигурирован для протекания тока так, что направление тока, протекающего в катушке индукционного нагрева, размещенной по одну сторону от центра сварного шва, и направление тока, протекающего в катушке индукционного нагрева, размещенной по другую сторону от центра сварного шва, являются противоположными друг другу.
7. Устройство по п. 2, причем
устройство для термообработки для снятия напряжений включает многочисленные катушки индукционного нагрева,
осевое направление катушки индукционного нагрева, которая размещена на рельсе, является перпендикулярным поверхности рельса, и
многочисленные катушки индукционного нагрева, расстояния которых от центра сварного шва вдоль продольного направления рельса являются одинаковыми, размещают так, что они покрывают весь периметр поперечного сечения рельса, в то же время будучи отделенными друг от друга.
8. Устройство по п. 2, в котором
осевое направление катушки индукционного нагрева, которая размещена на рельсе, является параллельным продольному направлению рельса и
катушку индукционного нагрева размещают покрывающей весь периметр поперечного сечения рельса.
9. Устройство по п. 8, в котором
катушку индукционного нагрева размещают по обе стороны от центра сварного шва вдоль продольного направления рельса и
направление тока, протекающего в катушке индукционного нагрева, размещенной по одну сторону от центра сварного шва, и направление тока, протекающего в катушке индукционного нагрева, размещенной по другую сторону от центра сварного шва, являются противоположными друг другу.
10. Устройство по п. 9, дополнительно включающее источник высокочастотного электропитания, причем
источник высокочастотного электропитания сконфигурирован для протекания тока так, что направление тока, протекающего в катушке индукционного нагрева, размещенной по одну сторону от центра сварного шва, и направление тока, протекающего в катушке индукционного нагрева, размещенной по другую сторону от центра сварного шва, являются противоположными друг другу.
11. Устройство по любому из пп. 1-10, в котором
многочисленные катушки индукционного нагрева, расстояния которых от центра сварного шва вдоль продольного направления рельса различаются между собой, размещают отдельно друг от друга по одну сторону или по обе стороны от центра сварного шва.
12. Устройство по любому из пп. 1-10, в котором число витков катушки индукционного нагрева составляет два или более.
13. Устройство по п. 11, в котором число витков катушки индукционного нагрева составляет два или более.
14. Устройство по любому из пп. 1-10, в котором частота тока, протекающего в катушке индукционного нагрева, составляет от 1 до 20 кГц.
15. Устройство по п. 11, в котором частота тока, протекающего в катушке индукционного нагрева, составляет от 1 до 20 кГц.
16. Устройство по п. 13, в котором частота тока, протекающего в катушке индукционного нагрева, составляет от 1 до 20 кГц.
17. Устройство по п. 14, дополнительно включающее источник высокочастотного электропитания, причем
источник высокочастотного электропитания сконфигурирован для протекания тока с частотой тока, протекающего в катушке индукционного нагрева, составляющей от 1 до 20 кГц.
18. Устройство по п. 15, дополнительно включающее источник высокочастотного электропитания, причем
источник высокочастотного электропитания сконфигурирован для протекания тока с частотой тока, протекающего в катушке индукционного нагрева, составляющей от 1 до 20 кГц.
19. Устройство по п. 16, которое дополнительно включает источник высокочастотного электропитания, причем
источник высокочастотного электропитания конфигурируют для протекания тока с частотой тока, протекающего в катушке индукционного нагрева, составляющей от 1 до 20 кГц.
| ИНДУКЦИОННОЕ УСТРОЙСТВО ДЛЯ ТЕРМООБРАБОТКИ СВАРНЫХ СТЫКОВ, НАПРИМЕР, ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2001 |
|
RU2200764C2 |
| Способ герметизации трубчатых изделий | 1980 |
|
SU1085725A1 |
| Способ локального индукционного нагрева изделий | 1982 |
|
SU1016373A1 |
| US 4458125 A1, 03.07.1984 | |||
| JP 61067719 A, 07.04.1986 | |||
| УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНБГХ ИЗДЕЛИЙ | 0 |
|
SU373319A1 |

