Изобретение касается технологического процесса изготовления железнодорожного рельса из стали с высоким содержанием углерода или низколегированной стали.
Железнодорожный рельс представляет собой протяженное изделие из стали, изготавливаемое методом прокатки и профилированное таким образом, чтобы иметь головку рельса, по которой катятся колеса железнодорожного подвижного состава, подошву, предназначенную для закрепления данного рельса на грунте при помощи шпал, и шейку рельса, которая соединяет его головку с его подошвой. Упомянутая головка рельса должна иметь высокую твердость для того, чтобы успешно противостоять износу, порождаемому динамическим контактом этой головки с катящимися колесами железнодорожных транспортных средств. Шейка и подошва рельса должны иметь механическую прочность, достаточную для того, чтобы обеспечить надлежащее удержание головки данного рельса. Кроме того, совокупность упомянутых элементов железнодорожного рельса должна быть строго прямолинейной, по меньшей мере перед установкой данного рельса в железнодорожный путь, для того, чтобы обеспечить удовлетворительное качество качения колес железнодорожных транспортных средств.
Обычно готовый железнодорожный рельс испытывает остаточные внутренние напряжения, распределение которых имеет весьма большое значение для безопасности движения по данному железнодорожному пути с точки зрения возможности хрупкого разрушения того или иного рельса. На практике существует достаточно большое разнообразие марок рельсов для строительства железнодорожного пути, которые отличаются друг от друга, в частности, поверхностной твердостью головки рельса и механическими характеристиками шейки и подошвы, а также характером распределения внутренних остаточных напряженных в теле данного рельса. Эти различные марки железнодорожных рельсов предназначены для сооружения путей различного класса, рассчитанных на пропуск более или менее тяжеловесных или же более или менее скоростных составов.
Для того чтобы изготовить рельсы, предназначенные для эксплуатации в условиях движения тяжеловесных или высокоскоростных железнодорожных составов, обычно используется эвтектоидная сталь с высоким содержанием углерода или, в некоторых случаях, низколегированная сталь, в химический состав которой, как это определено в стандарте 860-0 Международного Союза Железных Дорог, входит, в весовых процентах, до 0,82% углерода, до 1,70% марганца, до 0,9% кремния, до 1,3% хрома, а также, в случае необходимости, специальные элементы, предназначенные для рафинирования или измельчения зерна, причем остальную часть весового состава данной стали составляет железо и посторонние примеси, являющиеся следствием несовершенства технологического процесса изготовления данной стали. Рельс как готовое изделие получается в результате прокатки заготовки соответствующей формы, вслед за которой выполняется частичная или полная термическая обработка данного рельса и, в случае необходимости, его правка. Упомянутая термическая обработка прокатного рельса предназначена для придания по меньшей мере головке этого рельса мелкозернистой и весьма твердой перлитной структуры.
В соответствии с одной из возможных технологий изготовления железнодорожных рельсов, после прокатки и охлаждения головка данного рельса подвергается частичной аустенитизации путем нагрева этой головки до температуры порядка 900oC и последующего ее охлаждения при помощи обдува воздухом или орошения водой. Такая технология обладает двойным недостатком, что означает создание в повторно нагреваемых зонах между точками превращения Ac1 и Ac3 менее прочных зон и, особенно, образование весьма существенной деформации рельса, что требует последующего применения правки, которая приводит к возникновению остаточных механических напряжений, весьма неблагоприятным образом сказывающихся на поведении такого рельса в последующей эксплуатации.
Для того чтобы устранить отмеченные выше недостатки, было предложено, в частности в заявке на французский патент под номером 2503306, C 21 D 9/04, 04.03.1988, дополнить упомянутую термическую обработку головки рельса частичной и одновременной термической обработкой его подошвы таким образом, чтобы механические деформации, порождаемые упомянутой обработкой подошвы определенным образом компенсировали деформации, порождаемые, как уже было сказано выше, термической обработкой головки рельса. В этом случае отпадает необходимость в выполнении операции правки данного рельса после его термической обработки. Однако при использовании описанной выше технологии шейка рельса не подвергается термической обработке и зона примыкания упомянутой шейки к головке рельса, с одной стороны, а также зона примыкания этой шейки к подошве данного рельса, с другой стороны, делаются более хрупкими из-за того, что они неизбежно подвергаются нагреву между точками превращения Ac1 и Ac3, что приводит к снижению твердости и прочности металла.
В соответствии с другой возможной технологией, описанной, в частности, во французском патенте N 2109121, железнодорожный рельс подвергается термической обработке по всей своей массе для получения в конечном итоге весьма твердой мелкозернистой перлитной структуры путем ускоренного охлаждения либо после гомогенной аустенитизации при помощи дифференциального нагрева, либо путем ускоренного охлаждения после обычного прокатного нагрева. Полученный таким образом железнодорожный рельс характеризуется достаточно однородной структурой и не имеет ослабленных зон в шейке или в зонах примыкания этой шейки к головке рельса или к его подошве. Однако при использовании описанной выше технологии было отмечено, что изготавливаемый таким образом рельс существенно деформируется после термической обработки, хотя эта термическая обработка теоретически является однородной, а значит и уравновешенной априори, и требует выполнения последующей правки. А эта правка неизбежно порождает остаточные механические напряжения, которые снижают прочность шейки данного рельса.
Остаточные механические напряжения, порождаемые слишком существенной правкой изготовленного рельса, приводят к снижению прочности его шейки, способствуя тем самым распространению продольных трещин, поскольку эти напряжения стремятся расширить упомянутые трещины. Для того чтобы приблизительно оценить способность шейки данного железнодорожного рельса к распространению трещин, приводится специальное испытание, которое состоит в выполнении на конце рельса надреза в виде сделанного пилой углубленного штриха и в последующем измерении расхождения краев этого надреза. В том случае, когда расхождение краев разреза, выполненного упомянутым выше способом, превышает толщину сделанного пилой штриха, остаточные механические напряжения стремятся облегчить распространение трещин, а в противном случае эти остаточные механические напряжения противодействуют распространению упомянутых трещин и даже их возникновению.
Наиболее близким аналогом к заявленному изобретению является способ термической обработки рельса, включающий предварительный нагрев каждого сечения рельса, выполненного из стали и имеющего головку, шейку и подошву, последовательный или дополнительный или одновременный дополнительный нагрев или перегрев головки, рельса и охлаждение рельса.
Задача изобретения состоит в том, чтобы предложить способ изготовления железнодорожного рельса из эвтектоидной стали с высоким содержанием углерода или из низколегированной стали, которая имеет мелкозернистую перлитную структуру по всему поперечному сечению данного рельса и характеризуется таким распределением внутренних остаточных механических напряжений, которое стремится противостоять распространению продольных трещин в шейке данного рельса.
Для достижения технического результата в известном способе термической обработки рельса, включающем предварительный нагрев каждого поперечного сечения рельса, выполненного из стали и имеющего головку, шейку и подошву, последовательный или одновременный дополнительный нагрев или перегрев головки рельса и охлаждение каждого поперечного сечения рельса, предварительный нагрев каждого поперечного сечения рельса осуществляют последовательно или одновременно до температуры, превышающей температуру конца аустенитного превращения стали с получением последовательно или одновременно в каждом поперечном сечении рельса одинаковой и однородной аустенитной структуры, дополнительный нагрев или перегрев головки рельса осуществляют до температуры, не превышающей 1050oC, предпочтительно до температуры, не превышающей 1000oC, и проводят таким образом, чтобы средняя температура каждого поперечного сечения головки рельса превышала по меньшей мере на 40oC среднюю температуру того же поперечного сечения подошвы, охлаждение каждого поперечного сечения рельса осуществляют последовательно или одновременно сначала до температуры, обеспечивающей получение мелкозернистой перлитной структуры по каждому поперечному сечению рельса, а затем, в случае необходимости, проводят последовательное или одновременное охлаждение в естественных условиях каждого поперечного сечения обрабатываемого рельса до температуры окружающей среды;
предварительный нагрев в каждой точке каждого поперечного сечения рельса осуществляют до температуры, превышающей Aс3 + 100oC;
дополнительный нагрев головки рельса проводят таким образом, чтобы средняя температура каждой части поперечного сечения головки рельса превышала по меньшей мере на 80oC среднюю температуру той же части поперечного сечения подошвы.
Предварительный нагрев каждого поперечного сечения рельса проводят продолжительностью по меньшей мере 4 мин.
Предварительный нагрев представляет собой чередующуюся последовательность этапов частичного нагрева и гомогенизации или выравнивания температуры таким образом, чтобы обеспечить в конце предварительного нагрева более равномерное распределение температуры в каждом поперечном сечении рельса.
При охлаждении рельса скорость охлаждения поверхностного слоя рельса при переходе через температуру порядка 700oC имеет величину менее 10oC в секунду.
При охлаждении рельса скорость охлаждения поверхностного слоя шейки и подошвы рельса при переходе через температуру 700oC имеет величину менее 5oC в секунду.
При охлаждении рельса температура поверхностного слоя головки рельса не превышает 400oC.
Предварительный нагрев, дополнительный нагрев или перегрев и охлаждение рельса осуществляют в движении в процессе прохождения рельса через средства предварительного нагрева, средства дополнительного нагрева или перегрева и средства охлаждения.
Предварительный нагрев осуществляют с помощью средств индукционного нагрева, работающих на частоте, равной или превышающей 2000 Гц.
Предварительный нагрев осуществляют с помощью средств, имеющих несколько зон нагрева, разделенных между собой несколькими зонами выравнивания температуры.
Дополнительный нагрев или перегрев осуществляют с помощью средств индукционного нагрева, работающих на частоте, равной или превышающей 1000 Гц.
Охлаждение рельса ведут с помощью по меньшей мере двух, предпочтительно нескольких параллельно расположенных обрабатываемому рельсу направляющих с множеством независимо управляемых друг от друга сопел или групп сопел, через которые подают воздух под давлением или водяную пыль.
Изобретение поясняется чертежами, где:
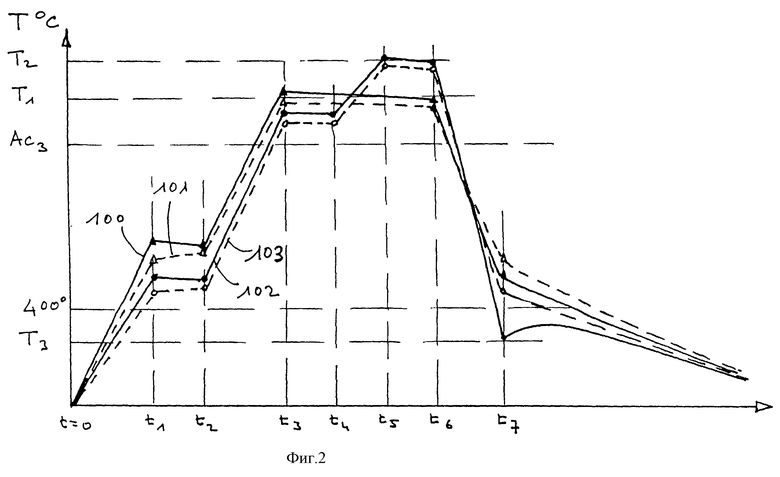
- фиг. 1 представляет собой схематический перспективный вид обрабатываемого рельса, проходящего через установку термической обработки в соответствии с предлагаемым изобретением,
- фиг. 2 представляет собой пример графика изменения температуры в различных точках поперечного сечения обрабатываемого рельса в функции времени на протяжении всего процесса термической обработки данного рельса.
Железнодорожный рельс 1, изготовленный путем горячей прокатки соответствующей заготовки, выполненной из эвтектоидной углеродистой стали или из низколегированной стали, химический состав которой содержит, как это определено нормой или стандартом 860-0 Международного Союза Железных Дорог, в весовых процентах до 0,82% углерода, до 1,70% марганца, до 0,9% кремния, до 1,3% хрома и, в случае необходимости, некоторые элементы, обеспечивающие рафинирование или измельчение зерна, причем остальную часть по весу в данной стали составляет железо и примеси, появляющиеся в результате его выработки, содержит головку 2, шейку 3 и подошву 4.
После упомянутой горячей прокатки рельс 1 охлаждается до температуры окружающей среды, а затем подвергается термической обработке, которая предназначена для придания ему окончательных эксплуатационных свойств. Эта термическая обработка осуществляется, например, путем пропускания данного рельса через установку непрерывной термической обработки типа установки непрерывной термической обработки 5, схематически представленной на фиг. 1. Цель упомянутой термической обработки состоит в том, чтобы придать данному рельсу, а точнее металлу, из которого он изготовлен, весьма твердой мелкозернистой перлитной структуры главным образом в головке этого рельса, но и во всей его массе. Цель этой термической обработки состоит также в том, чтобы создать в теле данного рельса остаточные механические напряжения, противодействующие распространению продольных трещин в его шейке.
Упомянутая установка непрерывной термической обработки 5 содержит, в частности, во входной и в выходной ее частях направляющие ролики 6 и располагающиеся последовательно друг за другом и в указанном здесь порядке средства предварительного нагрева 7 всего поперечного сечения рельса 1, средства дополнительного нагрева 8 головки 2 данного рельса и средства ускоренного или принудительного охлаждения 9, воздействующие на все поперечное сечение обрабатываемого рельса 1.
Упомянутые средства предварительного нагрева 7 представляют собой по меньшей мере одну катушку 10 индукционного нагрева, запитываемую переменным электрическим током, частота которого в предпочтительном варианте реализации равна или превышает 2000 Гц. За этой катушкой индукционного нагрева 10 в данной установке следует некоторое свободное пространство 11. Таким образом, средства предварительного нагрева содержат чередующуюся последовательность зон нагрева, соответствующих индукционным катушкам 10, и зон выравнивания температуры рельса, соответствующих упомянутым свободным пространствам 11. Катушки индукционного нагрева подключены к соответствующим средствам электропитания, конструкция которых сама по себе известна и которые не показаны на приведенных в приложении фигурах. Эти катушки индукционного нагрева могут иметь систему водяного охлаждения, как это обычно делается в подобных случаях
Средства дополнительного нагрева 8 представляют собой индуктор 12, имеющий U-образную форму и располагающийся в продольном направлении над головкой обрабатываемого рельса. Этот индуктор запитывается известным способом переменным электрическим током, частота которого в предпочтительном варианте реализации предлагаемого изобретения равна или превышает 1000 Гц. Перед упомянутым индуктором 12 и после него в данной установке непрерывной термической обработки располагаются направляющие ролики 13.
Средства ускоренного принудительного охлаждения 9 представляют собой по меньшей мере одну верхнюю направляющую 14, проходящую в продольном направлении над траекторией прохождения через данную установку непрерывной термической обработки данного рельса, точнее его головки, и по меньшей мере одну нижнюю направляющую 15, проходящую в продольном направлении под траекторией движения подошвы обрабатываемого рельса. В предпочтительном варианте реализации предлагаемого изобретения упомянутые средства ускоренного принудительного охлаждения 9 содержат множество таких направляющих 16, проходящих в продольном направлении по обе стороны от траектории прохождения шейки обрабатываемого рельса. Каждая направляющая 14, 15, 16 снабжена множеством сопел 17, которые обеспечивают возможность обдувать обрабатываемый рельс охлаждающим воздухом под давлением или орошать его водяной пылью. Упомянутые сопла могут управляться независимо друг от друга или определенными группами таким образом, чтобы в случае необходимости иметь возможность независимым образом изменять интенсивность и продолжительность ускоренного принудительного охлаждения отдельно на головке, на шейке и на подошве обрабатываемого рельса.
Для того чтобы осуществить термическую обработку данного рельса 1 на установке в соответствии с предлагаемым изобретением, этот рельс приводится в движение через эту установку непрерывной термической обработки 5 в направлении, показанном стрелкой на фигуре 1, таким образом, чтобы каждое поперечное сечение обрабатываемого рельса, которое содержит некоторую часть, относящуюся к головке этого рельса, некоторую часть, относящуюся к его шейке, и некоторую часть, относящуюся к подошве этого рельса, последовательно проходило через упомянутые средства предварительного нагрева 7, через упомянутые средства дополнительного нагрева 8 и через упомянутые средства ускоренного принудительного охлаждения 9.
В процессе прохождения обрабатываемого рельса через установку непрерывной термической обработки 5 в соответствии с предлагаемым изобретением каждое поперечное сечение этого рельса подвергается воздействию цикла термической обработки, который схематически представлен на фиг 2 в виде графика изменения температуры поверхностного слоя обрабатываемого рельса (ось ординат) в зависимости от времени (ось абсцисс). На этой фиг. 2 кривая, обозначенная позицией 100, характеризует термический цикл, свойственный для поверхностного слоя подошвы и шейки обрабатываемого рельса, тогда как кривая, обозначенная позицией 101, характеризует термический цикл, испытываемый точками, располагающимися в толще подошвы или шейки обрабатываемого рельса. Кривые, обозначенные позициями 102 и 103, характеризуют, соответственно, термический цикл, свойственный для поверхностного слоя и для внутренних зон головки обрабатываемого рельса.
Если предположить, что в некоторый момент времени t=0 произвольно выбранное поперечное сечение обрабатываемого рельса в своем движении в данной установке непрерывной термической обработки в соответствии с предлагаемым изобретением входит в первую катушку 10 индукционного нагрева, принадлежащую упомянутым средствам предварительного нагрева 7, термический цикл, которому подвергается данное поперечное сечение обрабатываемого рельса на протяжении всего цикла осуществляемой в данном случае термической обработки, может быть описан следующим образом:
- между моментом времени t=0 и некоторым моментом времени t1, когда упомянутое поперечное сечение обрабатываемого рельса выходит из первой катушки 10 индукционного нагрева, вся совокупность данного поперечного сечения рельса подвергается интенсивному нагреву и доводится до температуры в несколько сотен градусов Цельсия, например, до температуры от 500oC до 600oC. При этом поверхностный слой данного поперечного сечения рельса прогревается быстрее, чем его внутренняя часть, и вследствие выбранной частоты электрического тока, запитывающего упомянутые катушки индукционного нагрева 10, та часть данного поперечного сечения обрабатываемого рельса, которая соответствует его шейке и подошве, прогревается быстрее и, следовательно, достигает более высокой температуры, чем та часть этого поперечного сечения, которая соответствует головке обрабатываемого рельса;
- между моментами времени t1 и t2 данное поперечное сечение рельса проходит первую зону выравнивания температуры 11, где это поперечное сечение уже не подвергается нагреву, так что температура поверхностного слоя обрабатываемого рельса немного снижается, тогда как температура внутренних зон этого рельса несколько увеличивается за счет диффузии теплоты внутрь рельса, и в головке данного рельса, как и в его шейке и в его подошве, температуры внутренних зон приближаются к температурам соответствующих поверхностных слоев;
- между моментами времени t2 и t3 данное поперечное сечение рельса проходит через вторую индукционную катушку 10 средств предварительного нагрева, которая обеспечивает нагревание этого поперечного сечения и доведение всех точек этого сечения до температуры, превышающей температуру конца аустенитного превращения при нагревании той стали, из которой изготовлен обрабатываемый в данном случае рельс, для того, чтобы обеспечить во всем данном поперечном сечении этого рельса аустенитную структуру стали. В целом предварительный нагрев обрабатываемого поперечного сечения рельса в данной установке непрерывной термической обработки в соответствии с предлагаемым изобретением длится несколько минут, обычно меньше 5 минут, и в этих условиях упомянутая температура конца аустенитного превращения при нагревании по меньшей мере на 100oC превышает температуру Ac3 конца аустенитного превращения в условиях медленного нагревания. По тем же причинам, что и уже было сказано выше, в момент времени t3 средняя температура шейки и подошвы обрабатываемого рельса превышает среднюю температуру головки этого рельса;
- между моментами времени t3 и t4 данное поперечное сечение обрабатываемого рельса проходит через вторую зону выравнивания температуры 11 и температуры различных частей упомянутого поперечного сечения данного рельса выравниваются, с одной стороны, в той части этого поперечного сечения, которая соответствует головке рельса, а с другой стороны, в той части этого поперечного сечения, которая соответствует его шейке и его подошве. Для того чтобы получить достаточно однородную аустенитную структуру без необходимости нагревать обрабатываемый рельс до слишком высокой температуры, что могло бы привести к ненужному и чрезмерно большому возрастанию размеров зерна, общая продолжительность предварительного нагрева, то есть время, протекающее между моментом t=0 и моментом времени t4, должно в предпочтительном варианте реализации предлагаемого изобретения превышать 4 минуты;
- в промежутке между моментами времени t4 и t5 данное поперечное сечение обрабатываемого рельса проходит непосредственно под упомянутыми ранее средствами 8 дополнительного нагрева или перегрева головки рельса и та часть упомянутого поперечного сечения рельса, которая соответствует его головке, подвергается нагреванию таким образом, чтобы средняя достигнутая температура Т2 превышала по меньшей мере на 40oC среднюю температуру Т1 той части поперечного сечения данного рельса, которая соответствует шейке и подошве этого рельса, не превышая, однако, абсолютной величины в 1050oC, а предпочтительном варианте реализации, абсолютное значение в 1000oC таким образом, чтобы не вызывать чрезмерного роста аустенитных зерен;
- в промежутке между моментами времени t3 и t6 рассматриваемое поперечное сечение рельса проходит еще одну зону выравнивания температуры, после чего попадает в средства 9 ускоренного принудительного охлаждения, из которой выходит в момент времени t7. В процессе прохождения упомянутых средств 9 ускоренного принудительного охлаждения часть поперечного сечения обрабатываемого рельса, соответствующая его головке, охлаждается в условиях, определяемых температурой Т3 в поверхностном слое в момент времени t7 и скоростью Vr охлаждения при переходе границы температуры этого поверхностного слоя в 700oC. Та часть рассматриваемого поперечного сечения рельса, которая соответствует его подошве и шейке, охлаждается менее энергичным образом, чем та часть этого поперечного сечения, которая соответствует головке данного рельса, так что на выходе из упомянутых средств 9 ускоренного принудительного охлаждения средняя температура этой части поперечного сечения рельса превышает среднюю температуру той части этого поперечного сечения обрабатываемого рельса, которая соответствует его головке;
- в период после упомянутого выше момента времени t7 обрабатываемый в данном случае рельс продолжает остывать уже естественным образом на открытом воздухе вплоть до достижения им температуры окружающей среды. На выходе из упомянутых средств 9 ускоренного принудительного охлаждения температура в поверхностном слое той части рассматриваемого поперечного сечения данного рельса, которая соответствует его головке, оказывается существенно ниже температуры в толще материала данного рельса. На начальной стадии естественного охлаждения обрабатываемого рельса на открытом воздухе наблюдается некоторый подъем температуры в поверхностном слое, являющийся следствием процесса гомогенизации или выравнивания температуры в рассматриваемом поперечном сечении рельса, проходящего в результате внутренней тепловой диффузии.
Упомянутая выше скорость охлаждения Vr, а также температура Т3 выбираются таким образом, чтобы получаемая структура металла представляла собой возможно более твердый мелкозернистый перлит при полном отсутствии следов бейнита или мартенсита. Для достижения этой цели упомянутая скорость охлаждения Vr должна быть возможно более высокой, но не превышающей при этом той скорости охлаждения, которая позволяет получить бейнитную или мартенситную структуру стали.
Упомянутая температура Т3 должна быть достаточно низкой, но не слишком низкой, таким образом, чтобы перлитное превращение оказалось полным. Эта температура Т3 должна быть ниже температуры конца металлургического превращения при охлаждении той марки стали, из которой изготовлен данный рельс.
Рассматриваемая термическая обработка может представлять собой полную закалку на перлит и в этом случае упомянутая температура Т3 представляет собой температуру окружающей среды. Эта термическая обработка может представлять собой также квазиизотермическую обработку и в этом случае температура Т3 будет составлять порядка нескольких сотен градусов Цельсия.
Желаемая структура металла и требуемая его твердость могут быть одинаковыми для подошвы, шейки и головки обрабатываемого рельса и в этом случае средняя скорость охлаждения той части данного поперечного сечения этого рельса, которая соответствует его подошве и шейке, близка к скорости охлаждения остальной части этого поперечного сечения, соответствующей головке рельса.
И наоборот, в некоторых случаях может оказаться желательным получить для шейки и подошвы обрабатываемого рельса твердость, несколько меньшую, чем твердость головки этого рельса. При этом на той части данного поперечного сечения обрабатываемого рельса, которая соответствует его подошве и шейке, задается скорость охлаждения, несколько меньшая скорости охлаждения остальной части этого поперечного сечения, которая соответствует головке данного рельса. И наконец, для регулирования температуры конца ускоренного принудительного охлаждения той части поперечного сечения рельса, которая соответствует его подошве и шейке, можно уменьшить продолжительность охлаждения этой части обрабатываемого рельса, отключая от питания воздухом под давлением или прерывая функционирование соответствующих сопел, располагающихся против шейки или против подошвы обрабатываемого рельса в выходной части упомянутого устройства ускоренного принудительного охлаждения.
Специфические для данного случая обработки условия ускоренного принудительного охлаждения должны быть определены, в частности, в функции специфических характеристик диаграммы металлургического превращения при непрерывном охлаждении для той марки стали, из которой изготовлен обрабатываемый в данном случае рельс. На практике для рассматриваемых марок стали, о которых было сказано выше, скорость охлаждения Vr поверхностного слоя той части поперечного сечения обрабатываемого рельса, которая соответствует его головке, должна иметь величину менее 10oC в секунду и, в предпочтительном варианте, величину, превышающую 5oC в секунду. Средняя скорость охлаждения остальной части упомянутого поперечного сечения этого рельса, которая соответствует его шейке и подошве, в предпочтительном варианте реализации предлагаемого изобретения должна иметь величину менее 5oC в секунду. Также в предпочтительном варианте реализации предлагаемого изобретения упомянутая температура Т3, при которой поверхностный слой той части поперечного сечения обрабатываемого рельса, которая соответствует его головке, выходит из устройства ускоренного принудительного охлаждения, должна быть ниже 400oC.
Заявитель установил, что в процессе термической обработки в соответствии с предлагаемым изобретением обрабатываемый рельс подвергается определенной деформации. Однако в том случае, когда оказывается желательным получить одинаковую твердость металла по всему рельсу, то есть в том случае, когда охлаждение всей протяженности поперечного сечения данного рельса осуществляется со скоростью, примерно одинаковой по всему этому сечению, если та часть поперечного сечения обрабатываемого рельса, которая соответствует его головке, была перегрета на величину от 40 до 80oC по отношению к остальной части этого поперечного сечения данного рельса, соответствующей его шейке и подошве, после возвращения к температуре окружающей среды данный рельс оказывается относительно мало деформированным и после возможной небольшой правки шейка этого рельса испытывает такие остаточные механические напряжения, которые содействуют закрытию возможных трещин в ней.
Заявитель установил также, что для получения того же результата в том случае, когда необходимо сделать более твердой головку данного рельса по сравнению с его подошвой и шейкой, упомянутый выше относительный перегрев этой головки должен иметь величину, превышающую 80oC, а в предпочтительном варианте реализации данного изобретения он должен иметь величину, заключенную в диапазоне от 100 до 200oC.
В описанном выше варианте реализации предлагаемого изобретения упомянутый выше предварительный нагрев обрабатываемого рельса осуществляется в два этапа или в две ступени, однако, не выходя за рамки предлагаемого изобретения, он может осуществляться сразу, без разделения на какие-либо этапы, или может осуществляться с использованием более чем двух этапов.
Подошва обрабатываемого рельса содержит весьма тонкие кромки, которые естественным образом весьма быстро охлаждаются в процессе упомянутых выше промежуточных фаз выравнивания температуры. Вследствие этого может оказаться полезным осуществление дополнительного нагрева той части поперечного сечения обрабатываемого рельса, которая соответствует его подошве, например, в процессе дополнительного нагрева той части поперечного сечения этого рельса, которая соответствует его головке.
Описанный выше способ осуществления термической обработки рельса представляет собой термическую обработку в движении, в ходе выполнения которой различные поперечные сечения обрабатываемого рельса последовательно подвергаются упомянутой термической обработке. Однако такая термическая обработка может быть осуществлена и при помощи общего предварительного нагрева данного рельса, например, в нагревательной печи, с последующим дополнительным перегревом его головки, и выполнением после этого охлаждения всего рельса. В этом случае различные поперечные сечения данного рельса подвергаются термической обработке одновременно.
В качестве первого примера практической реализации предлагаемого изобретения можно упомянуть случай изготовления железнодорожного рельса из стали, химический состав которой в весовых процентах выглядит следующим образом: углерод C= 0,78%, марганец Mn = 1,04%, кремний Si = 0,44%, хром Cr = 0,22%, причем остальная часть по весу в данной стали принадлежит железу и примесям, являющимся следствием ее производства.
В конце процесса предварительного нагрева обрабатываемого рельса, который продолжался 4 минуты 30 секунд, средняя температура шейки и подошвы данного рельса достигла 880oC. В конце процесса дополнительного нагрева средняя температура головки этого рельса составляла 985oC. Поверхностный слой головки рельса был подвергнут затем охлаждению со скоростью 9oC в секунду вплоть до температуры 380oC. Подошва и шейка данного рельса подвергалась охлаждению со скоростью 2oC в секунду. После охлаждения до температуры окружающей среды данный рельс подвергался весьма незначительной правке. Во всех его поперечных сечениях обработанный таким образом рельс имел мелкозернистую перлитную структуру, причем твердость его головки составляла 377 HBW, а твердость шейки и подошвы этого рельса составляла 340 HBW. Раскрытие шейки обработанного таким образом рельса, измеренное путем испытаний с ее надрезом пилой, составляло примерно минус 1,2 мм, тогда как для аналогичного рельса, термически обработанного в соответствии с существующим уровнем техники, это раскрытие шейки рельса составило примерно +2,2 мм.
В качестве второго примера практической реализации предлагаемого изобретения изготавливался рельс из стали, химический состав которой в весовых процентах выглядел следующим образом: углерод C = 0,77%, марганец Mn = 0,91%, кремний Si = 0,66%, хром Cr = 0,49%, причем остальную часть по весу составляет железо и некоторые примеси, являющиеся следствием ее выработки.
В конце предварительного нагрева, который имел продолжительность 4 минуты 30 секунд, средняя температура шейки и подошвы обрабатываемого рельса достигла величины 890oC. В конце этапа дополнительного нагрева или перегрева головки обрабатываемого рельса средняя температура этой головки достигала 940oC. Поверхностный слой головки рельса подвергался охлаждению со скоростью 7oC в секунду вплоть до температуры 350oC. Подошва и шейка обрабатываемого рельса подвергались охлаждению со скоростью 6oC в секунду. После охлаждения до температуры окружающей среды данный рельс подвергался весьма незначительной правке. Во всех своих поперечных сечениях обработанный таким образом рельс имел мелкозернистую перлитную структуру, причем твердость головки этого рельса, его шейки и подошвы имела величину 390 HBW. Раскрытие щели в шейке данного рельса, измеренное при помощи испытаний с выполнением надреза пилой, составляло примерно минус 0,9 мм, тогда как аналогичная величина для такого же рельса, термически обработанного в соответствии с существующим уровнем техники, составила примерно +2,4 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТАНОВКА ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЛЬСОВ | 2011 |
|
RU2487177C2 |
| СПОСОБ И УСТАНОВКА ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЛЬСОВ | 2011 |
|
RU2484148C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОФИЛИРОВАННОГО ПРОКАТА, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ПРОФИЛИРОВАННЫЙ ПРОКАТ | 1995 |
|
RU2101369C1 |
| Способ индукционного термического упрочнения остряков стрелочных переводов и установка для его осуществления | 2022 |
|
RU2794329C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЛЬСОВ | 2002 |
|
RU2272080C2 |
| Способ термической обработки сварных соединений рельсов и устройство для осуществления способа | 2018 |
|
RU2705820C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ЗОНЫ СВАРКИ РЕЛЬСА, УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ЗОНЫ СВАРКИ РЕЛЬСА И СВАРНОЕ СОЕДИНЕНИЕ РЕЛЬСА | 2010 |
|
RU2485187C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЛЬСОВ | 2010 |
|
RU2418077C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ ПОВЫШЕННОЙ ИЗНОСОСТОЙКОСТИ И КОНТАКТНОЙ ВЫНОСЛИВОСТИ | 2018 |
|
RU2743534C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЛЬСОВ НИЗКОТЕМПЕРАТУРНОЙ НАДЕЖНОСТИ | 2015 |
|
RU2601847C1 |
Изобретение относится к металлургии, в частности к технологическому процессу изготовления железнодорожного рельса из стали с высоким содержанием углерода или низколегированной стали. Техническим результатом изобретения является получение мелкозернистой перлитной структуры по всему поперечному сечению рельса, распределение внутренних остаточных механических напряжений для противостояния распространению продольных трещин в шейке рельса. Для достижения технического результата при термической обработке рельса, изготовленного из типовой стали и содержащего головку, шейку и подошву, в соответствии с которым осуществляют последовательный или одновременный предварительный нагрев каждого поперечного сечения обрабатываемого рельса до температуры, превышающей температуру окончания металлургического превращения при нагревании используемой в данном случае стали таким образом, чтобы одновременно или последовательно в каждом поперечном сечении упомянутого рельса эта сталь приобретала одинаковую и однородную аустенитную структуру, осуществляют последовательный или одновременный перегрев той части каждого поперечного сечения данного рельса, которая соответствует его головке таким образом, чтобы температура этой части каждого поперечного сечения рельса по меньшей мере на 40°С превышала среднюю температуру той части этого же поперечного сечения данного рельса, которая соответствует его подошве, осуществляют последовательное или одновременное охлаждение каждого поперечного сечения обрабатываемого рельса до температуры ниже температуры окончания металлургического превращения данной стали при ее охлаждении таким образом, чтобы получить в результате мелкозернистую перлитную структуру во всем рассматриваемом поперечном сечении обрабатываемого рельса; в случае необходимости обрабатываемый рельс оставляют в покое для одновременного или последовательного охлаждения в естественных условиях каждого поперечного сечения обрабатываемого рельса до температуры окружающей среды. 12 з.п.ф-лы, 2 ил.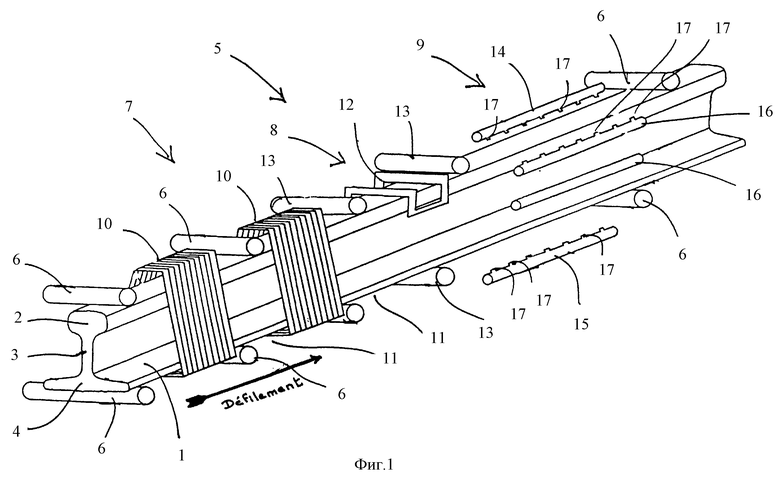
| SU 914645, 23.03.1982 | |||
| ГИДРОДИНАМИЧЕСКИЙ КАВИТАТОР | 2015 |
|
RU2603306C1 |
| СПОСОБ КОНЦЕВОЙ КОЛОСТОМИИ | 2011 |
|
RU2479265C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЛЬСОВ | 1991 |
|
RU2037534C1 |
| RU 2058997 C1, 27.04.1996 | |||
| ПРОИЗВОДНЫЕ БЕНЗИМИДАЗОЛСУЛЬФОНАМИДОВ В КАЧЕСТВЕ ОБРАТНЫХ АГОНИСТОВ СВЯЗАННОГО С РЕТИНОИДАМИ ОРФАННОГО РЕЦЕПТОРА ГАММА ROR GAMMA (Т) | 2015 |
|
RU2738843C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОКАТНЫХ ПРОФИЛЕЙ | 1970 |
|
SU428019A1 |

