Изобретение относится к области технологии сварки, а именно к способам снятия остаточных напряжений, возникающих в сварных соединениях в процессе сварки и, как следствие, приводящих к снижению показателей прочности и надежности всей конструкции в целом.
Возникновение остаточных напряжений в зоне сварных соединений в первую очередь связано с неравномерностью нагрева свариваемой детали, а также с неодновременностью протекания процессов кристаллизации металла сварного шва.
На сегодняшний день традиционным способом снятия остаточных напряжений и повышения качества сварных соединений является проведение различных типов термических операций: отпуска, отжига, нормализации. Недостатками данного типа операций является их неэкологичность и высокая энергоемкость. Также они труднореализуемы для обработки крупногабаритных конструкций.
Одним из альтернативных способов снятия остаточных напряжений является вибрационная обработка конструкций, суть которой заключается в наложении на обрабатываемую конструкцию вибрационных колебаний, параметры которых (амплитуда и частота), а также время наложения колебаний (в процессе сварки или после) определяются эффектом, которого требуется достичь, и способом сварки.
В качестве прототипа принят способ снятия напряжений сбегающей кромкой, включающий наложение циклической вибрационной нагрузки на сварной шов в процессе сварки (Pat. 6223974 USA Trailing edge stress relief process (TESR) for welds / Madhavji A. - Publ. 01.05.2001). Наложение вибрационной нагрузки с частотой 400 Гц осуществляется с помощью пневматического вибрационного устройства.
Данный способ имеет следующий существенный недостаток:
вследствие наложения колебаний на одной определенной частоте существенно ограничивается диапазон достигаемых эффектов, а иногда и эффективность обработки в целом.
Техническим результатом изобретения является повышение эффективности снятия остаточных напряжений, а также расширение диапазона достигаемых эффектов обработки.
Технический результат достигается тем, что в способе дуговой сварки металлов, включающем наложение циклической вибрационной нагрузки на кристаллизующийся металл сварочной ванны посредством вибрационного устройства согласно изобретению частоту вибрационной нагрузки в течение одного цикла ее наложения изменяют по линейному закону в диапазоне от 50 до 250 Гц. Цикл наложения вибрационной нагрузки при ручной дуговой сварке штучными электродами составляет 1 секунду. Цикл наложения вибрационной нагрузки при полуавтоматической сварке в среде защитных газов составляет 0,7 секунды.
Так, при проведении исследований по влиянию вибрационных колебаний в диапазоне 50-200 Гц (всего было проведено 5 опытов с шагом частоты 50 Гц) на свойства сварных соединений из стали 09Г2С толщиной 10 мм нами было установлено, что максимальное снижение дисперсности структуры различных участков сварного шва, а также размеров зерна зоны термического влияния наблюдается при частоте 200 Гц, а максимальное увеличение прочностных свойств металла сварного шва и максимальное снижение уровня остаточных напряжений 3-го рода при частоте обработке 150 Гц [Каретников Д.В. Повышение надежности сварного нефтегазового оборудования из низколегированных сталей, работающего в условиях значительного перепада температур / Д.В. Каретников, Р.Г. Ризванов, A.M. Файрушин, К.С. Колохов // Сварочное производство. - 2012. - Т6. - С. 40-48].
Способ поясняется чертежом, на котором представлен график изменения частоты вибрационного устройства. Частота колебаний вибрационного устройства f за один период его работы t изменяется в диапазоне от 50 до 250 Гц. Период работы вибрационного устройства t определяется исходя из физико-химических особенностей сварочного процесса (длины сварочной ванны, частоты ее гидродинамических колебаний и т.д.) и для ручной дуговой сварки штучными электродами составляет 1 секунду, для полуавтоматической сварки в среде защитных газов - 0,7 секунды.
Таким образом, проведение вибрационной обработки с изменением частоты колебаний вибрационного устройства по линейному закону в диапазоне от 50 до 250 Гц позволяет расширить диапазон достигаемых эффектов обработки и повысить ее результативность.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СНЯТИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В КОЛЬЦЕВЫХ СВАРНЫХ СОЕДИНЕНИЯХ МЕТАЛЛОВ ПРИ СВАРКЕ ПОД ФЛЮСОМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2477202C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО СОЕДИНЕНИЯ МЕТАЛЛОВ | 2018 |
|
RU2683990C1 |
| Способ снижения остаточных напряжений в сварных соединениях металлов | 2024 |
|
RU2836720C1 |
| СПОСОБ СНЯТИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ ТРУБОПРОВОДОВ | 2012 |
|
RU2492037C1 |
| СПОСОБ СНИЖЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ МЕТАЛЛОВ | 2009 |
|
RU2424885C1 |
| СПОСОБ СВАРКИ ТРУБОПРОВОДОВ ИЗ ВЫСОКОПРОЧНЫХ ТРУБ С КОНТРОЛИРУЕМЫМ ТЕПЛОВЛОЖЕНИЕМ | 2014 |
|
RU2563793C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ МОДУЛИРОВАННЫМ ТОКОМ | 2006 |
|
RU2333083C2 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ СВАРКИ ТОЛСТОСТЕННЫХ КОНСТРУКЦИЙ | 2015 |
|
RU2605888C1 |
| СПОСОБ АДАПТИВНОЙ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ | 2008 |
|
RU2410216C2 |
| Способ дуговой сварки трубопроводов | 2015 |
|
RU2643120C2 |
Изобретение относится к области сварки. Способ сварки металлов включает наложение циклической вибрационной нагрузки на кристаллизующийся металл сварочной ванны, частота которой за один цикл ее наложения изменяется по линейному закону в диапазоне от 50 до 250 Гц. Схема ввода колебаний посредством вибрационного устройства определяется, исходя из размеров детали и ее геометрических особенностей. Использование изобретения позволяет повысить эффективность снятия остаточных напряжений, возникающих в сварных соединениях в процессе сварки и, как следствие, улучшить показатели прочности и надежности всей сварной конструкции в целом. 2 з.п. ф-лы, 1 ил.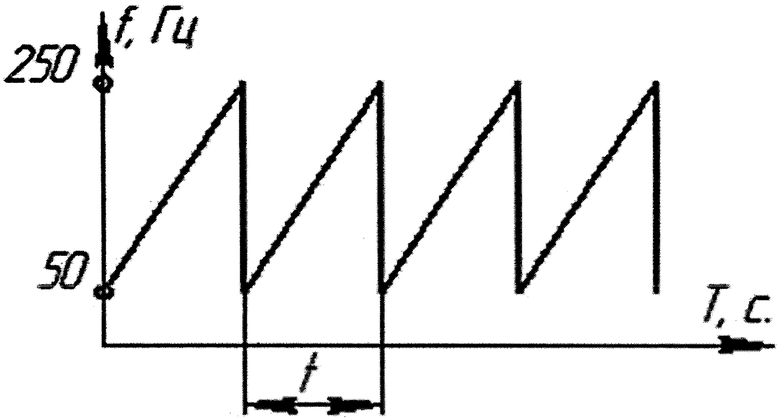
1. Способ дуговой сварки металлов, включающий наложение циклической вибрационной нагрузки на кристаллизующийся металл сварочной ванны посредством вибрационного устройства, отличающийся тем, что частоту вибрационной нагрузки в течение одного цикла ее наложения изменяют по линейному закону в диапазоне от 50 до 250 Гц.
2. Способ по п. 1, отличающийся тем, что цикл наложения вибрационной нагрузки при ручной дуговой сварке штучными электродами составляет 1 секунду.
3. Способ по п. 1, отличающийся тем, что цикл наложения вибрационной нагрузки при полуавтоматической сварке в среде защитных газов составляет 0,7 секунды.
| US 6223974 B1, 01.05.2001 | |||
| СПОСОБ СНИЖЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ МЕТАЛЛОВ | 2009 |
|
RU2424885C1 |
| СПОСОБ СНЯТИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В КОЛЬЦЕВЫХ СВАРНЫХ СОЕДИНЕНИЯХ МЕТАЛЛОВ ПРИ СВАРКЕ ПОД ФЛЮСОМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2477202C1 |
| СПОСОБ СНЯТИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ МЕТАЛЛОВ | 2010 |
|
RU2451583C2 |
| US 5242512 A, 07.09.1993 | |||
| СПОСОБ Л.А.ПРОТАСОВСКОЙ СУГГЕСТИВНОГО ВОЗДЕЙСТВИЯ В ТЕРАПЕВТИЧЕСКОЙ ПРАКТИКЕ | 1996 |
|
RU2088269C1 |

