Изобретение относится к технике управления процессом растворения сильвинитовых руд и может быть использовано в производстве хлористого калия методом растворения-кристаллизации.
Известен способ автоматического управления процессами выщелачивания хлористого калия из калийного сырья путем изменения расхода входных потоков - см. АС СССР №1060569, кл. С01D 3/08, С05D 27/00, опубл. 15.12.83, Бюл. №46. Способ отличается высокой сложностью, так как его реализация невозможна без осуществления полного химического анализа входных потоков.
Известен способ управления процессом растворения солевых руд путем стабилизации расхода исходного раствора и регулирования подачи руды в зависимости от содержания полезного компонента во входных потоках и температуры готового раствора - см. АС СССР №1256776, кл. B01F 1/00, С05D 27/00, опубл. 15.09.86, Бюл. №34.
Способ также отличается сложностью, так как содержание хлористого натрия в готовом растворе определяется методом расчета в зависимости от температуры и содержания в растворе хлористого калия при степени насыщения раствора по NaCl, равной 1. Однако практика показывает, что фактически она выше, что влечет за собой необходимость применения трудоемких аналитических методов для ее определения.
Известен способ управления процессом растворения сильвинитовых руд путем регулирования подачи руды в зависимости от содержания полезного компонента во входных потоках, температуры готового раствора, плотности, температуры и расхода растворяющего раствора, содержания хлористого калия в готовом растворе после его осветления и его расхода для корректировки расхода основного потока руды по зависимости:

±ΔGруды - расходы руды, корректирующий ее основной поток, т/ч;
Gгот. р-р - расход осветленного готового раствора, т/ч;
CKCl гот. р-р - содержание хлористого калия в осветленном готовом растворе, %;
CKCl руды - содержание хлористого калия в сильвинитовой руде, %;
αKCl гот.р. р-р - степень насыщения готового раствора по хлористому калию.
См. патент РФ №2398620, кл. B01F 1/00, С01D 3/08, С05D 27/00, опубл. 10.09.2010, Бюл. №25.
Предлагаемый способ не предусматривает управление расходом основного потока сильвинитовой руды и не позволяет работать двумя технологическими линиями с подачей руды на растворение из единого общего бункера и с объединением слива растворителей с двух линий с последующей его подачей на осветление в сгустители.
Известен способ управления процессом растворения сильвинитовых руд, включающий регулирование подачи руды в зависимости от содержания полезного компонента во входных потоках, измерение температуры готового раствора, определение содержания хлористого натрия в растворе расчетным путем, измерение плотности, температуры и расхода растворяющего раствора, определение в нем содержания хлористого натрия по содержанию полезного компонента, плотности и температуре, расчет подачи руды по зависимости:
Qруда=-Вo-В1·CKCl руда+В2Тгот. р-р+B3·Qp. р-р+В4·CKCl р. р-р-
-B5·CNaCl p. р-р-В34·Qp. р-р·CKCl p.р-р-В13·Qp. р-р·CKCl руда
CNaCl p. р-р=-Ao/А2+ρp. р-р/А2-A1·CKCl p. р-р/А2+А3·Тр. р.р/А2, где
Qруда - расход руды, т/ч;
CKCl руда - массовая доля KCl в руде;
Тгот. р-р - температура готового раствора, °С;
CKCl р. р-р - массовая доля KCl в растворяющем растворе;
ρр.р-р - плотность растворяющего раствора, т/м3;
Тр.р-р - температура растворяющего раствора,°C;
Qp.р-р - расход растворяющего раствора, т/ч;
Bi - постоянные коэффициенты, i=0, 1, 2, 3, 4, 5, 13, 34;
CNaClp.р-р - массовая доля NaCl в растворяющем растворе;
Ai - эмпирические коэффициенты, i=0, 1, 2, 3.
Вычисленные значения подают в качестве задания в систему управления - прототип - см. Патент РФ №2352385, кл. B01F 1/00, C01D 3/08, С05D 27/00, опубл. 20.04.2009, Бюл. №11.
Предлагаемый способ не позволяет работать двумя технологическими линиями с подачей руды на растворение из одного общего бункера, с объединением слива растворителей с двух линий с последующей его подачей на осветление в сгустители, а затем на установку вакуум-кристаллизации и подачей оборотного растворяющего раствора на растворение сильвинитовой руды с его распределением на две линии.
Задачей предлагаемого изобретения является создание возможности работы двумя технологическими линиями с подачей руды на растворение из одного общего бункера с объединением слива растворителей с двух линий и последующей его подачей на осветление в сгустители, а затем на установку вакуум-кристаллизации и подачей оборотного растворяющего раствора на растворение сильвинитовой руды с его распределением на две линии.
Такое техническое решение позволяет упростить процесс за счет сокращения числа аппаратов в технологической линии: растворение-кристаллизация и уменьшения количества средств контроля и управления технологическим процессом.
Поставленная задача достигается тем, что в отличие от известного способа управления процессом растворения сильвинитовых руд, включающего регулирование подачи руды в зависимости от содержания полезного компонента во входных потоках, измерение температуры во входных потоках, измерение температуры готового раствора, определение содержания хлористого натрия расчетным путем, измерение плотности, температуры и расхода растворяющего раствора, определение в нем содержания хлористого натрия по содержанию полезного компонента, плотности и температуре, расчет подачи руды по зависимости:

Qруда - расход руды, т/ч;
СKClруда - массовая доля KCl в руде;
Тгот.р-р - температура готового раствора,°C;
CKClp.р-р - массовая доля KCl в растворяющем растворе;
ρр.р.р - плотность растворяющего раствора, т/м3;
Тр.р-р - температура растворяющего раствора,°C;
Qp.p-p - расход растворяющего раствора, т/ч;
Bi - постоянные коэффициенты, i=0, 1, 2, 3, 4, 5, 13, 34;
CNaClp.p-p - массовая доля NaCl в растворяющем растворе;
Ai - эмпирические коэффициенты, i=0, 1, 2, 3,
по предлагаемому способу при осуществлении процесса растворения сильвинитовых руд на двух параллельных линиях с общим расходом руды и коррекцией расхода руды по составу готового раствора дополнительно измеряют содержание хлористого калия и хлористого магния в готовом растворе, расход растворяющего раствора на каждую линию и определяют расход руды на вторую линию - Qрудa по следующим зависимостям:

Qруда2 - расход руды на вторую линию, т/ч;
CKClруда - массовая доля KCl в сильвинитовой руде;
Тгот.р-р - температура готового раствора,°C;
CKClp.р-р - массовая доля KCl в растворяющем растворе;
ρр.р-р - плотность растворяющего раствора, т/м3;
Тр.р-р - температура растворяющего раствора, °C;
Qp.p-p - расход растворяющего раствора, т/ч;
Bi - постоянные коэффициенты, i=0, 1, 2, 3, 4, 5, 34;
CNaClp.р-р - массовая доля NaCl в растворяющем растворе;
Ai - эмпирические коэффициенты, i=0, 1, 2, 3;
далее определяют общий расход растворяющего раствора по зависимости:

Qp.p-p - общий расход растворяющего раствора на две линии, включая его расход на рекуперацию тепла на две линии, т/ч;
Qp.p-p1 - расход растворяющего раствора на первую линию, включая его расход на рекуперацию тепла, т/ч;
Qp.p-p2 - расход растворяющего раствора на вторую линию, включая его расход на рекуперацию тепла, т/ч;
по полученным результатам измерения рассчитывают расход руды на две линии по следующей зависимости:
Qpудa - расход руды на две линии, т/ч;
расход руды для корректировки ее основного потока определяют по зависимости:

ΔGpyда - расход руды, корректирующий ее основной поток, т/ч;
Gгот.p-p - расход осветленного готового раствора, т/ч;
CKClгот.р-р - содержание хлористого калия в осветленном готовом растворе, %;
СKClруда - содержание хлористого калия в сильвинитовой руде, %;
αKClгот.р-р - степень насыщения готового раствора по хлористому калию;
расход руды для корректировки на вторую линию определяют по зависимости:

±ΔGруда2 - расход руды для корректировки ее расхода на вторую линию, т/ч;
вычисленные значения подают в качестве задания в систему управления весовыми дозаторами общего потока и второй линии.
Сущность способа как технического решения заключается в следующем: в отличие от известного способа управления процессом растворения сильвинитовых руд, включающего регулирование подачи руды в зависимости от содержания полезного компонента во входных потоках, измерение температуры во входных потоках, измерение температуры готового раствора, определение содержания хлористого натрия расчетным путем, измерение плотности, температуры и расхода растворяющего раствора, определение в нем содержания хлористого натрия по содержанию полезного компонента, плотности и температуре, расчет подачи руды по зависимости

Qруда - расход руды, т/ч;
CKClруда - массовая доля KCl в руде;
Тгот.р-р - температура готового раствора,°C;
CKClp.р-р - массовая доля KCl в растворяющем растворе;
ρр.р-р - плотность растворяющего раствора, т/м3;
Тр.р-р - температура растворяющего раствора,°C;
Qp.р-р - расход растворяющего раствора, т/ч;
Bi - постоянные коэффициенты, i=0, 1, 2, 3, 4, 5, 13, 34;
CNaClp.р-р - массовая доля NaCl в растворяющем растворе;
Ai - эмпирические коэффициенты, i=0, 1, 2, 3,
по предлагаемому способу при осуществлении процесса растворения сильвинитовых руд на двух параллельных линиях с общим расходом руды и коррекцией расхода руды по составу готового раствора дополнительно измеряют содержание хлористого калия и хлористого магния в готовом растворе, расход растворяющего раствора на каждую линию и определяют расход руды на вторую линию - Qруда2 по следующим зависимостям:

Qруда2 _ расход руды на вторую линию, т/ч;
СKClруда - массовая доля KCl в руде;
Тгот.р-р - температура готового раствора,°C;
CKClp.р-р - массовая доля КС1 в растворяющем растворе;
ρр.р-р - плотность растворяющего раствора, т/м3;
Тр.р-р - температура растворяющего раствора,°C;
Qp.p-p - расход растворяющего раствора, т/ч;
Bi - постоянные коэффициенты, i=0, 1, 2, 3, 4, 5, 34;
CNaClp.р-р - массовая доля NaCl в растворяющем растворе;
Ai - эмпирические коэффициенты, i=0, 1, 2, 3;
далее определяют общий расход растворяющего раствора по зависимости:

Qp.p-p - общий расход растворяющего раствора на две линии, включая его расход на рекуперацию тепла на две линии, т/ч;
Qp.p-p1 _ расход растворяющего раствора на первую линию, включая его расход на рекуперацию тепла, т/ч;
Qp.p-p2 - расход растворяющего раствора на вторую линию, включая его расход на рекуперацию тепла, т/ч;
по полученным результатам измерения рассчитывают расход руды на две линии по следующей зависимости:
Qруда - расход руды на две линии, т/ч;
расход руды для корректировки ее основного потока определяют по зависимости:

ΔGруда - расход руды, корректирующий ее основной поток, т/ч;
Gгот.p-p - расход осветленного готового раствора, т/ч;
СKClгот.р-р - содержание хлористого калия в осветленном готовом растворе, %;
СKClруда - содержание хлористого калия в сильвинитовой руде, %;
αKСlгот.p-p - степень насыщения готового раствора по хлористому калию; расход руды для корректировки на вторую линию определяют по зависимости:
±ΔGpyда2 - расход руды для корректировки ее расхода на вторую линию, т/ч; вычисленные значения подают в качестве задания в систему управления весовыми дозаторами общего потока и второй линии.
Как показала практика, известный способ позволяет осуществлять управление процессом растворения сильвинитовых руд на одной технологической линии. При отсутствии оборудования для растворения большой единичной мощности с последующим осветлением слива растворителей в сгустителях и кристаллизацией хлористого калия на одной высокопроизводительной вакуум-кристаллизационной установке (ВКУ) появляется необходимость растворять сильвинитовые руды на двух параллельных линиях. При этом усложняется управление процессом растворения за счет необходимости установки бункеров и дозаторов руды на каждую линию с делением потока руды со склада между бункерами, необходимость деления потока объединенного растворяющего раствора с ВКУ между линиями с последующим объединением слива растворителей с двух линий, его осветлением и охлаждением на ВКУ для получения целевого продукта. Объединение потоков сливов растворителей перед осветлением горячего насыщенного раствора не позволяет корректировать в соответствии с аналогом основной поток руды по расходу и составу осветленного насыщенного раствора, поступающего на ВКУ, так как процессы растворения сильвинитовой руды на каждой линии протекают индивидуально и составы сливов растворителей и их расход могут существенно отличаться. Следовательно, непонятно, в каком объеме необходимо корректировать расход руды на каждой линии. По предлагаемому способу растворяющий раствор аккумулируется в резервных емкостях за счет сильвинитового раствора, охлажденного на ВКУ, полученного после выделения из него кристаллизата хлористого калия, и различных промвод с химфабрики. Затем растворяющий раствор подается на подогрев и растворение сильвинитовых руд с регулировкой его расхода по уровню раствора в резервных емкостях с делением потока примерно поровну на каждую линию. Замеряют:
CKClp.р-р - массовая доля KCl в растворяющем растворе;
ρр.р-р - плотность растворяющего раствора, т/м3;
Тр.р-р - температура растворяющего раствора,°C;
Qp.р-р2 - расход растворяющего раствора на вторую линию, т/ч.
По известной зависимости для второй линии растворения определяют:

Qруда2 - расход руды на вторую линию, т/ч;
CKClруда - массовая доля KCl в руде;
Bi - постоянные коэффициенты, i=0, 1, 2, 3, 4, 5, 13, 34;
CNaClp.р-р _ массовая доля NaCl в растворяющем растворе;
Ai - эмпирические коэффициенты, i=0, 1, 2, 3.
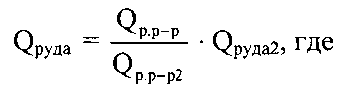
В таблице 1 приведены в соответствии с известным способом коэффициенты Ai и их значения, а в таблице 2 - коэффициенты Bi; и их значения. Из таблицы 2 исключен коэффициент 13 как незначимый, особенно учитывая, что осуществляется корректировка расхода руды по составу осветленного готового раствора.
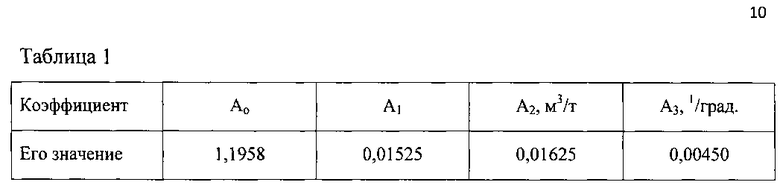
После подстановки коэффициентов таблицы 1 в уравнение для CNaClp.р-р с учетом переменных, выраженных в кодированном виде, для расчета массовой доли NaCl в растворе будет иметь вид:
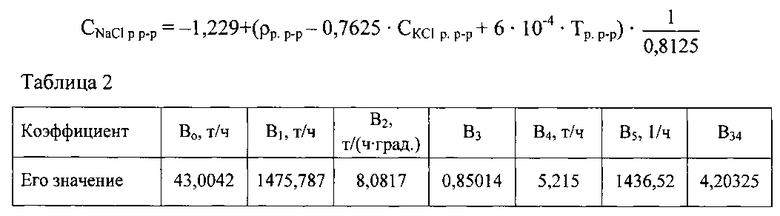
При изменении числовых значений независимых переменных числовые значения коэффициентов Bi должны быть скорректированы.
По предлагаемому способу общий расход растворяющего раствора определяют по зависимости:

Qp.p-p1 - расход растворяющего раствора на первую линию, включая его расход на рекуперацию тепла, т/ч;
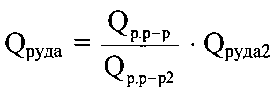
Qp.р-р2 - расход растворяющего раствора на вторую линию, включая его расход на рекуперацию тепла, т/ч. По вычисленным значениям для Qруда2 и Qp.р-р рассчитывают расход руды на две линии по следующей зависимости:
Qpyдa - расход руды на две линии, т/ч;
Qруда2 - расход руды на вторую линию, т/ч;
Qp.р-р2 - раствор растворяющего раствора на вторую линию, включая его расход на рекуперацию тепла, т/ч;
Qp.p-p - общий расход растворяющего раствора, включая его расход на рекуперацию тепла на две линии, т/ч.
Расход руды для корректировки ее основного потока определяют по зависимости - см. аналог, патент №2398620:

ΔGруда - расход руды, корректирующий ее основной поток, т/ч;
Gгот. p-p - расход осветленного готового раствора, т/ч;
CKClгот.р-р - содержание хлористого калия в готовом осветленном растворе, %;
CKClруда - содержание хлористого калия в сильвинитовой руде, %;
αKClгот. р-р - степень насыщения осветленного готового раствора по хлористому калию определяют по зависимости:

где Тгот. р-р - температура готового раствора, °C;
CMgCl2 - содержание в готовом растворе хлористого магния, т/1000 т H2O;
CKClгот.р-р - содержание хлористого калия в осветленном готовом растворе, %.
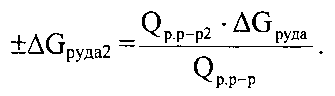
Расход руды для корректировки ее потока на вторую линию определяют по зависимости:

вычисленные значения подают в качестве задания в систему управления весовыми дозаторами руды общего потока и на второй линии.
Руду из бункера подают через дозатор руды общего потока на распределительное устройство, из которого дозатором руды на второй линии отбирают его необходимое рассчитанное количество на вторую линию - Qруда2, включая расход руды для корректировки ее расхода для второй линии: ΔQруда2, а избыточная часть руды подается на первую линию.
Таким образом, решается поставленная задача - создание возможности работы двумя технологическими линиями с подачей руды на растворение из одного общего бункера с объединением слива растворителей с двух линий и последующей его подачей на осветление в сгустители, а затем на установку вакуум-кристаллизации и подачей оборотного растворяющего раствора на растворение сильвинитовой руды с его распределением на две линии.
Такое техническое решение позволяет упростить процесс за счет сокращения числа аппаратов в технологической линии: растворение-кристаллизация и уменьшения количества средств контроля и управления технологическим процессом, а именно - использовать в производстве одну установку ВКУ, минимальное количество сгустителей на две линии, подавать раздельно потоки растворяющего раствора и руды на две линии с min КИПиА.
Способ осуществляли следующим образом:
Растворяющий раствор из резервных емкостей нагревали на ВКУ за счет рекуперации тепла вторичного пара, а затем через подогреватели подавали на две линии растворителей. Часть растворяющего раствора подавали на рекуперацию тепла галитового отвала каждой линии, а затем также подавали на соответствующую линию растворителей.
Замеряли расход растворяющего раствора, включая его расход на рекуперацию тепла галитового отвала на каждую линию - Qp.p-p1 и Qp.р-р2.
Рассчитывали общий расход растворяющего раствора - Qp.р-р на две линии по зависимости:

По зависимости без коэффициента


для расхода растворяющего раствора для второй линии Qp.р-р2 и его состава определяли расход руды - Qруда2 в зависимости от содержания в ней хлористого калия.
По полученным результатам рассчитывали расход руды на две линии по следующей зависимости:
Расход руды для корректировки ее основного потока определяли по зависимости:

а затем определяли расход руды для корректировки на вторую линию
Вычисленные значения подавали в качестве задания в систему управления весовыми дозаторами руды общего потока и второй линии. Для этого руду из общего бункера в соответствии с вычисленными значениями общего расхода руды с корректировкой его расхода в соответствии с составом готового осветленного горячего насыщенного раствора подавали через дозатор руды общего потока на распределительное устройство, из которого дозатором руды на второй линии отбирали ее необходимое рассчитанное количество с учетом расхода руды для корректировки и расхода на вторую линию. Избыточная часть руды подавалась на первую линию.
Примеры осуществления опыта.
Пример 1.
Растворяющий раствор из резервных емкостей нагревали на ВКУ за счет рекуперации тепла вторичного пара до 67,7°C, а затем через подогреватели подавали на две линии растворителей с температурой раствора 112°C. Часть растворяющего раствора (~15%) подавали на рекуперацию тепла галитового отвала каждой линии, а затем также подавали на соответствующую линию растворителей.
Замеряли:
CKClруда - содержание KCl в руде, 30,8%;
Тгот.р-р - температура готового раствора, 96°C;
CKClp р-р - массовая доля KCl в растворяющем растворе, 0,12;
ρp.р.-р - плотность растворяющего раствора, 1205 кг/м3;
Тр.р-р - температура растворяющего раствора, 67,7°C;
Qp.p-p1 - расход растворяющего раствора на первую линию, включая его расход на рекуперацию тепла галитового отвала, 580 м3/ч;
Qp p-p2 - расход растворяющего раствора на вторую линию, включая его расход на рекуперацию тепла галитового отвала, 550 м3/ч.
CKClгот.р-р - содержание хлористого калия в готовом растворе, 20,02%;
CMgCl2 - содержание хлористого магния в готовом растворе, 6 т/1000 т Н2О. Рассчитывали общий расход растворяющего раствора:

По зависимости
 определим массовую долю хлористого натрия в растворяющем растворе
определим массовую долю хлористого натрия в растворяющем растворе

По зависимости

 с учетом коэффициентов, приведенных в таблице 2, определили расход руды для второй линии растворения Qpyдa2 при плотности раствора 1,205 г/см3.
с учетом коэффициентов, приведенных в таблице 2, определили расход руды для второй линии растворения Qpyдa2 при плотности раствора 1,205 г/см3.

По полученным результатам рассчитали расход руды на две линии по следующей зависимости:

Расход руды для корректировки ее основного потока определили по зависимости: 
предварительно определив αKClгот.р-р
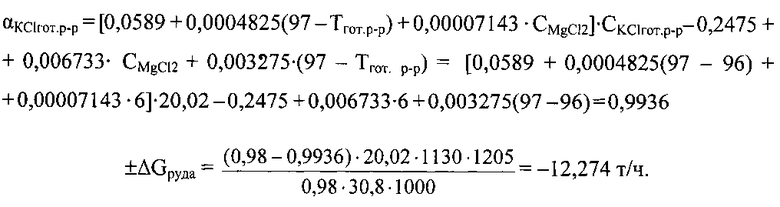
Знак (-) показывает, что общий расход руды должен быть сокращен на 12,274 т/ч.
Расход руды для корректировки на вторую линию определяют по зависимости:

Вычисленные значения: Qpyдa, Qpyдa2, -ΔGpyдa, -ΔGpyдa2 подавали в качестве задания в систему управления дозаторами руды общего потока и расхода руды для второй линии.
В уравнении для ±ΔGpyдa вместо Gгот.р-р приведены данные по расходу растворяющего раствора - Qp. р-р=1130 м3/ч и его плотность - 1205 т/м3 в связи с тем, что изменение расхода руды от такой подстановки меняется незначительно в пределах точности измерений.
При значительном изменении ±ΔGруда этот показатель следует ввести поправочный повышающий коэффициент, равный 
где ρгот. р-р - плотность готового раствора, т/м3;
ρр.р-р - плотность растворяющего раствора, т/м3,
или, применительно к примеру 1,
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ РАСТВОРЕНИЯ СИЛЬВИНИТОВЫХ РУД | 2007 |
|
RU2352385C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ РАСТВОРЕНИЯ СИЛЬВИНИТОВЫХ РУД | 2014 |
|
RU2564834C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ РАСТВОРЕНИЯ СИЛЬВИНИТОВЫХ РУД | 2009 |
|
RU2398620C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПОЛУЧЕНИЯ ХЛОРИСТОГО КАЛИЯ | 2013 |
|
RU2555487C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПОЛУЧЕНИЯ ХЛОРИСТОГО КАЛИЯ | 2007 |
|
RU2359909C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПОЛУЧЕНИЯ ХЛОРИСТОГО КАЛИЯ | 2008 |
|
RU2406695C2 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ РАСТВОРЕНИЯ СОЛЕЙ | 2015 |
|
RU2598937C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПОЛУЧЕНИЯ ХЛОРИСТОГО КАЛИЯ | 2008 |
|
RU2399587C2 |
| СПОСОБ ПОЛУЧЕНИЯ ХЛОРИСТОГО КАЛИЯ ИЗ СИЛЬВИНИТОВЫХ РУД | 2013 |
|
RU2551508C1 |
| СПОСОБ ПОЛУЧЕНИЯ ХЛОРИСТОГО КАЛИЯ | 2009 |
|
RU2415082C1 |
Изобретение может быть использовано в производстве хлористого калия. Способ управления процессом растворения сильвинитовых руд включает регулирование подачи руды в зависимости от содержания полезного компонента во входных потоках, измерение температуры во входных потоках, измерение температуры готового раствора, определение содержания хлористого натрия расчетным путем, измерение плотности, температуры и расхода растворяющего раствора, определение в нем содержания хлористого натрия по содержанию полезного компонента, плотности и температуре, расчет подачи руды. При осуществлении процесса растворения сильвинитовых руд на двух параллельных линиях с общим расходом руды и коррекцией расхода руды по составу готового раствора дополнительно измеряют содержание хлористого калия и хлористого магния в готовом растворе, расход растворяющего раствора на каждую линию и определяют расход руды на одну из линий и общий расход растворяющего раствора. Вычисленные значения подают в качестве задания в систему управления весовыми дозаторами руды общего потока и второй линии. Изобретение позволяет упростить процесс за счет сокращения числа аппаратов и количества средств контроля и управления. 2 табл., 1 пр.
Способ управления процессом растворения сильвинитовых руд, включающий регулирование подачи руды в зависимости от содержания полезного компонента во входных потоках, измерение температуры во входных потоках, измерение температуры готового раствора, определение содержания хлористого натрия расчетным путем, измерение плотности, температуры и расхода растворяющего раствора, определение в нем содержания хлористого натрия по содержанию полезного компонента, плотности и температуре, расчет подачи руды, отличающийся тем, что при осуществлении процесса растворения сильвинитовых руд на двух параллельных линиях с общим расходом руды и коррекцией расхода руды по составу готового раствора дополнительно измеряют содержание хлористого калия и хлористого магния в готовом растворе, расход растворяющего раствора на каждую линию и определяют расход руды на вторую линию Qруда2 по следующим зависимостям:

Qруда2 - расход руды на вторую линию, т/ч;
СKClруда - массовая доля KCl в руде;
Тгот.р-р - температура готового раствора,°C;
CKClp.р-р - массовая доля KCl в растворяющем растворе;
ρр.р-р - плотность растворяющего раствора, т/м3;
Тр.р-р - температура растворяющего раствора,°C;
Qp.p-p - расход растворяющего раствора, т/ч;
Bi - постоянные коэффициенты, i=0, 1, 2, 3, 4, 5, 34;
CNaClp.p-p - массовая доля NaCl в растворяющем растворе;
Ai - эмпирические коэффициенты, i=0, 1, 2, 3;
далее определяют общий расход растворяющего раствора по зависимости:
Qp.p-p=Qp.p-p1+Qp.p-p2, где
Qp.p-p - общий расход растворяющего раствора на две линии, включая его расход на рекуперацию тепла на две линии, т/ч;
Qp.p-p1 - расход растворяющего раствора на первую линию, включая его расход на рекуперацию тепла, т/ч;
Qp.p-p2 - расход растворяющего раствора на вторую линию, включая его расход на рекуперацию тепла, т/ч;
по полученным результатам измерения рассчитывают расход руды на две линии по следующей зависимости:
 где
где
Qруда - расход руды на две линии, т/ч;
расход руды для корректировки ее основного потока определяют по зависимости:

ΔGруда - расход руды, корректирующий ее основной поток, т/ч;
Gгот.p-p - расход осветленного готового раствора, т/ч;
СKClгот.р-р - содержание хлористого калия в осветленном готовом растворе, %;
СKClруда - содержание хлористого калия в сильвинитовой руде, %;
αKClгот.р-р - степень насыщения готового раствора по хлористому калию; расход руды для корректировки на вторую линию определяют по зависимости:

вычисленные значения подают в качестве задания в систему управления весовыми дозаторами общего потока и второй линии.
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ РАСТВОРЕНИЯ СИЛЬВИНИТОВЫХ РУД | 2007 |
|
RU2352385C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ РАСТВОРЕНИЯ СИЛЬВИНИТОВЫХ РУД | 2009 |
|
RU2398620C1 |
| Способ управления процессом растворения солевых руд | 1985 |
|
SU1256776A1 |
| Способ автоматического управления процессом выщелачивания хлористого калия | 1982 |
|
SU1060569A1 |
| Способ управления процессом растворения солей | 1981 |
|
SU997765A1 |
| Соединение для передачи крутящих моментов и осевых усилий | 1973 |
|
SU482579A1 |

