ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Это изобретение относится к твердому припою на железохромовой основе, подходящему для высокотемпературной пайки нержавеющей стали и других материалов, где требуется коррозионная стойкость и высокая прочность. Типичные примеры применений представляют собой теплообменники и каталитические конвертеры.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Высокотемпературная пайка представляет собой способ соединения металлических деталей с помощью твердого припоя и нагревания. Температура плавления твердого припоя должна быть ниже температуры плавления основного материала, но выше 450°C. Если твердый припой имеет температуру плавления ниже 450°C, то способ соединения называется термином «низкотемпературная пайка». Наиболее часто используемые твердые припои для высокотемпературной пайки нержавеющих сталей имеют медную или никелевую основу. Твердые припои на медной основе являются предпочтительными с точки зрения сокращения расходов, в то время как твердые припои на никелевой основе используют при необходимости высокой коррозионной стойкости и высокой прочности. Твердые припои на медной основе, например, часто используют при высокотемпературной пайке теплообменников для установок централизованного отопления и водоснабжения.
Твердые припои на никелевой основе с высоким содержанием хрома используют вследствие их высокой коррозионной стойкости в тех устройствах, на которые воздействуют коррозионные среды. Твердые припои на никелевой основе можно также использовать в устройствах, работающих при высокой температуре, и/или в устройствах, для которых необходима высокая прочность. Типичное устройство, на которое одновременно действует коррозионная среда и высокая рабочая температура, представляет собой радиатор рециркуляции отработавших газов (РОГ) в автомобильных дизельных двигателях. Твердые припои для данных устройств должны обладать определенными свойствами, чтобы быть подходящими для использования, такими как коррозионная стойкость, стойкость к окислению при высокой температуре, хорошее смачивание основного материала, не вызывающее охрупчивания основного материала во время высокотемпературной пайки (далее для краткости - просто пайка).
ОПИСАНИЕ УРОВНЯ ТЕХНИКИ
Стандарт ANSI/AWS 5.8 Американского национального института стандартов/Американского общества специалистов по сварке описывает несколько типов твердых припоев на никелевой основе. Многие из этих твердых припоев на никелевой основе используют для пайки теплообменников. Припой BNi-2 состава Ni-7Cr-3B-4,5Si-3Fe используют для получения высокопрочных соединений для применения при высокой температуре. Присутствие бора, однако, является недостатком, потому что он может вызывать охрупчивание основного материала при диффузии бора в основной материал. Другой твердый припой на никелевой основе, содержащий бор, имеет такой же недостаток. Чтобы преодолеть связанный с бором недостаток, были разработаны другие твердые припои на никелевой основе. Припой BNi-5 (Ni-19Cr-10Si) имеет высокую коррозионную стойкость вследствие высокого содержание хрома. Температура пайки для этого сплава является достаточно высокой (1150-1200°C). Другие, не содержащие бора твердые припои на никелевой основе представляют собой BNi-6 (Ni-10P) и BNi7 (Ni-14Cr-10P). Температура пайки для этих твердых припоев ниже вследствие высокого содержания фосфора (10 масс.%). При высоком содержании фосфора (10 масс.%) может получиться паяное соединение без требуемой прочности вследствие риска образования содержащих фосфор хрупких фаз.
Другой твердый припой на никелевой основе описан в патентах US6696017 и US6203754. Этот твердый припой имеет состав Ni-29Cr-6P-4Si и сочетает высокую прочность и высокую коррозионную стойкость с достаточно низкой температурой пайки (1050-1100°C). Этот твердый припой был специально разработан для нового поколения радиаторов РОГ, используемых в сильно коррозионной среде.
Недостаток всех твердых припоев на никелевой основе заключается в высоком содержании дорогостоящего никеля. Содержание никеля составляет по меньшей мере 60%, но обычно выше. Высокое содержание никеля в данных твердых припоях делает дорогостоящими сами твердые припои и производство теплообменников и каталитических конвертеров.
Чтобы преодолеть недостаток высокой стоимости твердых припоев на никелевой основе, была исследована возможность использования твердых припоев на основе железа. На рынке существуют два твердых припоя на основе железа. Припой AlfaNova, описанный в PCT-заявке WO02098600, имеет состав, близкий к нержавеющей стали, с добавками кремния, фосфора и бора для уменьшения температуры плавления твердого припоя. Температура пайки данного сплава составляет 1190°C.
Другой твердый припой на основе железа, AMDRY805, описанный в US20080006676 A1, имеет состав Fe-29Cr-18Ni-7Si-6P. Этот сплав не содержит бора, чтобы преодолеть связанный с бором недостаток. Температура пайки для данного сплава составляет 1176°C.
Третий твердый припой на основе железа, Fe24Cr20Ni10Cu7P5Si5Mn, поставляется на продажу под наименованием BrazeLet™ F300 фирмой Höganäs AB (Швеция). Этот сплав содержит медь, чтобы предотвратить выделение фосфора и повысить коррозионную стойкость. Температура пайки для данного сплава составляет 1100°C.
Максимально высокая используемая на практике температура, соответствующая ограниченной скорости роста, составляет 1095°C, согласно профессиональному справочнику Американского общества металлургов (ASM) «Нержавеющая сталь», 1994 г., страница 291. Таким образом, низкая температура пайки является предпочтительной для исключения связанных с ростом зерен проблем, таких как меньшая пластичность и повышенная твердость в основном материале.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Это изобретение относится к железному твердому припою, который дает паяное соединение с высокой прочностью и хорошей коррозионной стойкостью.
Твердый припой может быть предусмотрен в виде порошка, и преобразование в порошок твердого припоя можно осуществлять, используя известные в технике способы. Например, порошки, имеющие состав, определенный в формуле изобретения, можно изготавливать, выплавляя гомогенный сплав и превращая его порошок в процессе распыления. Средний размер частиц порошка может составлять от 10 до 150 мкм, обычно от 10 до 100 мкм.
Порошок твердого припоя согласно изобретению представляет собой сплав, содержащий от 11 масс.% до 35 масс.% хрома, от 2 масс.% до 20 масс.% меди, от 0 масс.% до 30 масс.% никеля, от 2 масс.% до 10 масс.% кремния, от 4 масс.% до 10 масс.% фосфора и по меньшей мере 20 масс.% железа. Если содержание Si равно или меньше 6 масс.%, то содержание P должно быть выше 8 масс.%. Если содержание P меньше или равно 8 масс.%, то содержание Si должно быть выше 6 масс.%.
Согласно одному варианту осуществления содержание Si должно быть выше 6 масс.% и до 10 масс.%, а содержание P должно составлять от 6 масс.% до 10 масс.%. Согласно другому варианту осуществления содержание Si должно быть выше 6 и до 10 масс.%, а содержание P должно составлять от 8 масс.% до 10 масс.%. Твердый припой может также содержать вплоть до 10 масс.% марганца. Твердый припой является подходящим для изготовления каталитических конвертеров и теплообменников.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к твердому припою на железохромовой основе с превосходной смачиваемостью на нержавеющей стали. Данный твердый припой дает высокопрочные паяные соединения с хорошей коррозионной стойкостью и имеет значительно меньшую стоимость по сравнению с твердыми припоями на никелевой основе. Данный твердый припой является подходящим для пайки различных типов теплообменников и каталитических конвертеров при значительно меньшей стоимости, чем традиционные твердые припои на никелевой основе.
Типичным применением данного твердого припоя являются устройства, работающие при высокой температуре в коррозионных средах. Эти устройства могут представлять собой различные типы теплообменников (пластинчатые или трубчатые), которые используются в автомобильных системах, например, рециркуляции отработавших газов. Другие примеры представляют собой каталитические конвертеры (каталитические дожигатели отработавших газов) различных типов.
Состав твердого припоя согласно изобретению является следующим:
железо с содержанием по меньшей мере 20 масс.%;
медь примерно 2-20 масс.%, предпочтительно 5-15 масс.%;
хром примерно 11-35 масс.%, предпочтительно 20-30 масс.%;
никель примерно 0-30 масс.%, предпочтительно 10-20 масс.%;
кремний примерно 2-10 масс.%;
фосфор примерно 4-10 масс.%;
и если содержание Si равно или меньше 6 масс.%, то содержание P должно быть выше 8 масс.%;
и если содержание P меньше или равно 8 масс.%, то содержание Si должно быть выше 6 масс.%.
Это означает, что либо содержание Si выше 6 масс.%, либо содержание P выше 8 масс.%, или выполняются оба условия, т. е. и содержание Si выше 6 масс.%, и содержание P выше 8 масс.%.
Согласно одному варианту осуществления содержание Si должно быть выше 6 масс.% и до 10 масс.%, а содержание P должно составлять от 6 масс.% до 10 масс.%. Согласно второму варианту осуществления содержание Si должно быть выше 6 масс.% и до 10 масс.%, а содержание P должно составлять от 8 масс.% до 10 масс.%.
Могут присутствовать и другие компоненты, которые не перечислены выше.
Твердый припой может необязательно содержать марганец вплоть до 10 масс.%, обычно менее чем 7 масс.%.
Признано, что для состава по основным компонентам твердого припоя может быть выгодной схожесть с составом основного материала из нержавеющей стали. Примерами сортов нержавеющей стали являются сталь 316L, имеющая типичный состав Fe-17Cr-13,5Ni-2,2Mo, и сталь 304L, имеющая типичный состав Fe-18,8Cr-11,2Ni. Все сорта нержавеющей стали по определению содержат минимум 11% хрома, и немногие сорта нержавеющей стали содержат более чем 30% хрома. Содержание хрома выше 11% требуется для образования защитного слоя оксида хрома, который придает стали ее характеристики коррозионной стойкости. Чем выше содержание хрома, тем выше коррозионная стойкость, но его содержание выше 35% может вызывать уменьшение прочности соединения. Таким образом, содержание хрома должно составлять от 11 до 35 масс.%, предпочтительно 20-30 масс.%.
Чтобы снизить температуру плавления сплава, добавляют снижающие температуру плавления вещества. Хорошо известно, что кремний, бор и фосфор каждый являются эффективно снижающими температуру плавления веществами. При исследовании фазовой диаграммы системы Fe-P обнаружено, что данная система обладает минимальной температурой плавления 1100°C при приблизительно 10 масс.% фосфора. Система Fe-Si имеет температуру плавления 1380°C при 10 масс.% Si и минимальную температуру плавления в приблизительно 1210°C при приблизительно 19 масс.% Si. Содержание каждого элемента из фосфора и кремния выше 10 масс.% является нежелательным, поскольку чрезмерно повышается риск образования хрупких фаз. В патентах US6696017 и US6203754 отмечено, что содержание Si+P необходимо поддерживать в интервале от 9 до 11,5 масс.%. В случае сплава, в котором суммарное содержание Si и P составляет более чем 11,5 масс.%, сплав становится хрупким, и его прочность уменьшается.
Неожиданно было обнаружено, что медь уменьшает диффузию кремния и фосфора в основной материал при операции пайки. Кроме того, предотвращается выделение фосфора на межзеренных границах в основном материале, и это означает, что также предотвращается охрупчивание основного материала. Далее, это означает, что можно использовать повышенное суммарное содержание Si и P в сочетании с Cu для того, чтобы увеличить прочность паяного соединения. Таким образом, если требуется высокая прочность, предпочтительно поддерживать высоким содержание фосфора и кремния. Следовательно, суммарное содержание Si и P в содержащем Cu твердом припое может составлять вплоть до 20 масс.%.
Таким образом, когда содержание Si равно или меньше 6 масс.%, содержание P должно быть выше 8 масс.%, а если содержание P меньше или равно 8 масс.%, содержание Si должно быть выше 6 масс.%. Кроме того, содержание Si+P должно быть выше 10 масс.%, а обычно содержание Si+P будет выше 14 масс.%.
Неожиданно было обнаружено также, что присутствие меди оказывает положительное влияние на коррозионную стойкость паяных соединений в 10% H2SO4. Считается, что требуется 2 масс.% меди, чтобы создать положительное влияние меди. Содержание меди в предложенном изобретением твердом припое следует поддерживать ниже 20 масс.% для того, чтобы он не сильно отличался по химическому составу от подлежащего пайке основного материала. Таким образом, содержание меди должно составлять от 2 до 20 масс.%, предпочтительно 5-15 масс.%.
Система Fe-B имеет минимальную температуру плавления 1174°C при приблизительно 4 масс.% бора. Однако недостаток бора заключается в том, что он вызывает охрупчивание паяной детали. Бор представляет собой междоузельный атом, и, вследствие своего малого диаметра, он может быстро диффундировать в решетку основного материала и образовывать хрупкую фазу CrB. Вследствие диффузии бора увеличивается температура переплавки сплава, что в некоторых случаях представляет собой желательный эффект.
US4444587 описывает, как марганец может служить хорошим заместителем бора, поскольку марганец также снижает температуру плавления. Содержание 10-30 масс.% марганца наряду с кремнием и углеродом будет в системе на основе железа снижать температуру плавления более чем на 200°C. С другой стороны, марганец будет почти полностью испаряться во время цикла пайки, что позволит повышать температуру переплавки, но без риска образования каких-либо хрупких фаз типа CrB.
Никель стабилизирует аустенит, который повышает стойкость сплава к окислению. Никель также повышает ударную вязкость паяного соединения. При рассмотрении фазовой диаграммы тройной системы Cr-Fe-Ni можно видеть, что никель также обладает эффектом снижения температуры плавления. При 30 масс.% Cr и 20 масс.% Ni температура плавления в системе Cr-Fe-Ni составляет приблизительно 1470°C согласно профессиональному справочнику ASM «Нержавеющая сталь». Содержание никеля в относящемся к изобретению твердом припое должно поддерживаться ниже 30 масс.%, чтобы свести до минимума стоимость твердого припоя.
Твердый припой согласно изобретению находится в виде порошка и может быть получен распылением либо газом, либо водой. Твердый припой может быть использован в виде порошка или превращен в пасту, ленту, фольгу или другие формы традиционными способами. В зависимости от способа применения требуется различное распределение частиц по размерам, но средний размер частиц порошка твердого припоя составляет 10-100 мкм.
Твердый припой является подходящим для пайки в вакуумных печах при разрежении (<10-3 Торр). Твердый припой имеет температуру плавления ниже 1100°C и при температуре пайки 1120°C дает соединения, имеющие высокую прочность и хорошую коррозионную стойкость без какого-либо наблюдаемого роста зерен.
Твердый припой в виде пасты, ленты, фольги или в других формах помещают на зазор или в зазор между поверхностями основного материала, которые должны быть соединены. Во время нагревания твердый припой плавится, и под действием капиллярных сил расплавленный твердый припой смачивает поверхность основного материала и затекает в зазор. Во время охлаждения он образует твердое паяное соединение. Поскольку действие твердого припоя обусловлено капиллярными силами, смачивание твердым припоем подлежащего пайке основного материала является критически важным. Предложенный изобретением твердый припой обладает превосходным смачиванием на основном материале из нержавеющей стали. Твердый припой также обладает хорошим допуском на ширину зазора и способен запаивать зазоры свыше 500 мкм.
Соединения, паянные твердым припоем согласно изобретению, имеют микроструктуру, состоящую из гомогенной смеси богатых Cr-P фаз и богатых Ni-Fe-Si-Cu фаз. Неожиданно было обнаружено, что диффузия кремния и фосфора ограничена за счет присутствия меди в твердом припое. Присутствие Cu также препятствовало выделению фосфора на межзеренных границах в основном материале. Твердые припои без меди имели более широкую зону диффузии в основной материал, а также имело место выделение фосфора на межзеренных границах, что может вызывать охрупчивание основного материала.
ПРИМЕРЫ
В качестве материалов сравнения использовали два железных твердых припоя: Fe24Cr20Ni10Cu7P5Si5Mn (называется «сравнительный сплав 1») и Fe29Cr18Ni7Si6P (называется «сравнительный сплав 2»).
Сравнительный сплав 1 представляет собой твердый припой на основе железа BrazeLet™ F300, производимый фирмой Höganäs AB.
Сравнительный сплав 2 представляет собой твердый припой на основе железа, описанный в патентной заявке US2008006676.
Кроме того, приготовили три различных твердых припоя согласно изобретению путем распыления водой.
Таблица 1 показывает фактический состав полученных твердых припоев. Содержание каждого компонента приведено в массовых процентах. Выражение «Ост.» (остальное) означает, что остальной материал в расплаве состоит из Fe. Согласно изобретению порошок твердого припоя содержит по меньшей мере 20 масс.% Fe, а остальные компоненты регулируют в указанных пределах так, чтобы в сумме составлять 100 масс.%. Следовые элементы присутствуют в качестве неизбежных примесей, обусловленных способом изготовления, и следовые элементы присутствуют в настолько малом количестве, что они не влияют на свойства твердого припоя. Следовые элементы обычно присутствуют в суммарном количестве менее чем 1 масс.%.
Первый критерий, которому должен соответствовать твердый припой, заключается в том, что температура пайки должна предпочтительно составлять 1100°C или менее. В таблице 1 можно видеть, что медь влияет на ту температуру, при которой плавится и осуществляет пайку твердый припой. Сравнительный сплав 2 не плавится при 1100°C.
Для испытания свойств использовали следующие способы:
1) Испытание на смачиваемость
Твердый припой (0,2 грамма) помещали в форме круга с диаметром 9 мм на середину подложки из нержавеющей стали. Покрытая порошком площадь, т.е. исходная площадь порошка (Ai), составляла 63,6 мм2. Затем подложки с твердым припоем нагревали при 1100°C в течение 30 мин в вакууме 10-4 Торр. Смачиваемость определяли как коэффициент растекания, определяемый так: S=Am/Ai, где Am представляет собой площадь расплавленного припоя, и Ai представляет собой исходную площадь порошка.
Из таблицы 2 можно видеть, что твердые припои с высоким содержанием меди (сравнительный сплав 1) обладают очень хорошей смачиваемостью. Предложенные изобретением твердые припои (сплавы 1, 2 и 3) имеют умеренную смачиваемость.
2) Металлографическое исследование
Твердый припой превращали в пасту смешиванием металлического порошка со связующим. В качестве основного материала использовали нержавеющую сталь 304. Тавровые образцы, представленные на фиг. 1, паяли при 1100°C в течение 30 мин в вакууме 10-4 Торр. После пайки тавровые образцы разрезали поперек. Поверхность поперечного разреза исследовали в световом оптическом микроскопе. Хорошее паяное соединение определяли как не содержащее пор и трещин соединение с однородной микроструктурой.
Как видно в таблице 2, сплав твердого припоя согласно изобретению (сплавы 1, 2 и 3) образует однородную микроструктуру с ограниченной диффузией элементов в основной материал и без выделения фосфора на межзеренных границах. Более значительная диффузия в основной материал была обнаружена при использовании твердого припоя на основе железа без меди (сравнительный сплав 2).
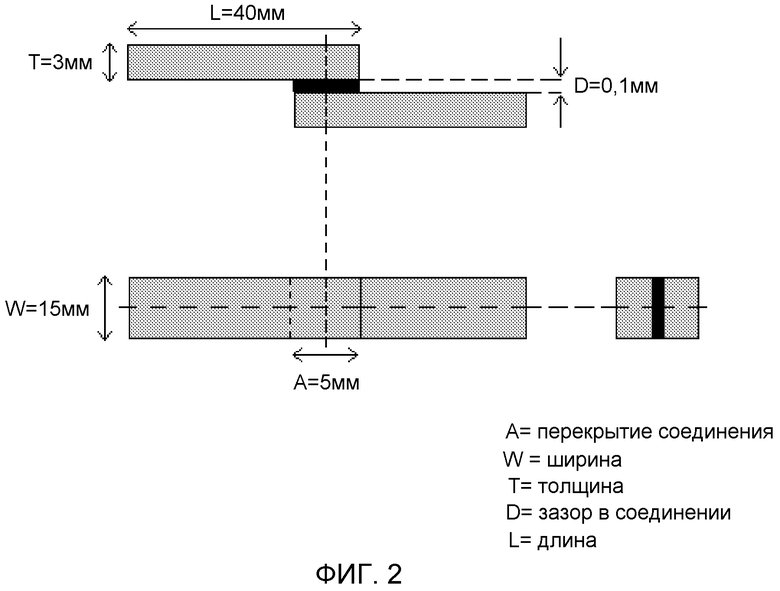
3) Прочность соединения
Прочность соединения испытывали, используя процедуры, аналогичные тем, которые рекомендованы в стандарте ANSI/AWS C3.2M/C3.2.2001, для конфигурации соединения внахлестку с параллельным зазором 100 мкм (см. фиг. 2). Перед пайкой твердый припой превращали в пасту, смешивая твердый припой со связующим. Затем испытываемые на прочность соединения образцы с нанесенной пастой нагревали до 1100°C в течение 30 мин в вакууме 10-4 Торр.
Из таблицы 2 можно видеть, что наиболее высокая прочность получена для сплавов с самым высоким содержанием Si+P (сплавы 1, 3). Даже сплав 2 также имеет значительно более высокую прочность, чем сравнительный сплав 1 с меньшим содержанием Si+P. В полном противоречии с установившимся мнением, это доказывает, что высокие содержания кремния и фосфора в сочетании с Cu приводят к высокой прочности.
4) Испытания на коррозию
Коррозионную стойкость исследовали, выдерживая паяные тавровые образцы в лабораторных стаканах, содержащих коррозионные среды, в течение одной недели. После этого образцы проверяли на наличие признаков коррозии. Всего приготовили 5 паяных образцов, по одному из каждого сплава. В качестве коррозионных сред использовали водные растворы с 10% по массе H2SO4.
Результаты представлены в таблице 2. Сплавы 1-3 и сравнительный сплав 2 имели признаки коррозионного воздействия, но наиболее пострадавшим был сравнительный сплав 2. Сопоставление сравнительного сплава 2 с другими сплавами на железной основе доказывает положительное влияние Cu на коррозионную стойкость твердых припоев на железохромовой основе. Сопоставление предложенных изобретением сплавов (сплавы 1, 2 и 3) и сравнительного сплава 1 показывает преимущества более высокого содержания хрома в отношении коррозионной стойкости.
Химический состав и температура плавления исследованных твердых припоев
Результаты испытания на смачиваемость, металлографического исследования, испытания на прочность соединения и испытаний на коррозию
| название | год | авторы | номер документа |
|---|---|---|---|
| ТВЕРДЫЙ ПРИПОЙ НА ЖЕЛЕЗОХРОМОВОЙ ОСНОВЕ | 2009 |
|
RU2496626C2 |
| СПЛАВ НА ОСНОВЕ НИКЕЛЯ С ВЫСОКИМ ИНТЕРВАЛОМ ПЛАВЛЕНИЯ, ПРИГОДНЫЙ ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ СУПЕРАУСТЕНИТНОЙ СТАЛИ | 2016 |
|
RU2716966C2 |
| Способ получения быстрозакаленного безбористого припоя на основе никеля для пайки изделий из коррозионностойких сталей, припой, паяное соединение и способ его получения | 2015 |
|
RU2625924C2 |
| ТВЕРДЫЙ ПРИПОЙ, СПОСОБ ПАЙКИ ТВЕРДЫМ ПРИПОЕМ, ПАЯНОЕ ИЗДЕЛИЕ И ПАСТА, СОДЕРЖАЩАЯ ЭТОТ ТВЕРДЫЙ ПРИПОЙ | 2007 |
|
RU2458770C2 |
| ЛИСТ ТВЕРДОГО МЕТАЛЛИЧЕСКОГО ПРИПОЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2317185C2 |
| ТВЕРДЫЙ ПРИПОЙ | 2007 |
|
RU2469829C2 |
| Припой для пайки никелевых сплавов | 1991 |
|
SU1780966A1 |
| АВТОМОБИЛЬНЫЙ ТОПЛИВОПРОВОД ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2015 |
|
RU2655549C2 |
| НОВАЯ КОНЦЕПЦИЯ ПОКРЫТИЯ | 2013 |
|
RU2585146C1 |
| ТВЕРДЫЕ ПРИПОИ НА ОСНОВЕ НИКЕЛЯ - ХРОМА | 1996 |
|
RU2167751C2 |
Изобретение относится к области металлургии, в частности к твердому припою для высокотемпературной пайки нержавеющей стали. Порошок твердого припоя на железохромовой основе для высокотемпературной пайки основного материала из нержавеющей стали содержит, мас. %: от 11 до 35 хрома, до 30 никеля, от 5 до 20 меди, от 2 до 10 кремния, от 4 до 10 фосфора, до 10 марганца, железо - остальное, в количестве по меньшей мере 20. При содержании Si, меньшем или равном 6 мас. %, содержание P составляет более 8 мас. %, а при содержании Р, меньшем или равном 8 мас. %, содержание Si составляет более 6 мас. %. Твердый припой образует паяное соединение с высокой прочностью и хорошей коррозионной стойкостью. 4 н. и 11 з.п. ф-лы, 2 табл., 5 пр.
1. Порошок твердого припоя на железохромовой основе для высокотемпературной пайки основного материала из нержавеющей стали, отличающийся тем, что он содержит, мас. %:
от 11 до 35 хрома,
до 30 никеля,
от 5 до 20 меди,
от 2 до 10 кремния,
от 4 до 10 фосфора,
до 10 марганца,
железо - остальное, в количестве по меньшей мере 20,
причем при содержании Si, меньшем или равном 6 мас. %, содержание P составляет более 8 мас. %,
а при содержании Р, меньшем или равном 8 мас. %, содержание Si составляет более 6 мас. %.
2. Порошок твердого припоя по п. 1, отличающийся тем, что он дополнительно содержит примесные элементы в количествах менее чем 1 мас. %.
3. Порошок твердого припоя по п. 1 или 2, отличающийся тем, что содержание Si составляет более 6 мас. % и меньше или равно 10 мас. %.
4. Порошок твердого припоя по п. 1 или 2, отличающийся тем, что содержание P составляет более 6 мас. % и меньше или равно 10 мас. %, предпочтительно содержание P составляет более 8 мас. % и меньше или равно 10 мас. %.
5. Порошок твердого припоя по п. 1 или 2, отличающийся тем, что суммарное содержание Si и P меньше или равно 20 мас. %.
6. Порошок твердого припоя по п. 1 или 2, отличающийся тем, что содержание никеля составляет от 10 до 20 мас. %.
7. Порошок твердого припоя по п. 1 или 2, отличающийся тем, что содержание меди составляет от 5 до 15 мас. %.
8. Порошок твердого припоя по п. 1 или 2, отличающийся тем, что содержание марганца составляет менее 7 мас. %.
9. Порошок твердого припоя по п. 1 или 2, отличающийся тем, что содержание хрома составляет от 20 до 30 мас. %.
10. Порошок твердого припоя по п. 1 или 2, отличающийся тем, что содержание хрома составляет от 11 до 20 мас. %.
11. Порошок твердого припоя по п. 1 или 2, отличающийся тем, что он имеет средний размер частиц 10-100 мкм.
12. Порошок твердого припоя по п. 1 или 2, отличающийся тем, что он предназначен для изготовления твердого припоя в виде пасты, ленты или фольги.
13. Применение порошка твердого припоя по любому из пп. 1-12 в качестве порошка для высокотемпературной пайки в печах.
14. Применение порошка твердого припоя по любому из пп. 1-12 в качестве порошка для высокотемпературной пайки теплообменников и каталитических конвертеров.
15. Паяное изделие, изготовленное высокотемпературной пайкой основных материалов из нержавеющей стали с использованием порошка твердого припоя на железохромовой основе, отличающееся тем, что использован порошок по любому из пп. 1-12.
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| Способ электронного маркирования трассы оптоволоконного кабеля | 2021 |
|
RU2762706C1 |
| ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ СТАЛИ | 0 |
|
SU199651A1 |
| ПРИПОЙ ДЛЯ ПАЙКИ ИНСТРУМЕНТА | 1992 |
|
RU2076795C1 |

