Область техники, к которой относится изобретение
Настоящее изобретение относится к свариваемым электрической контактной сваркой стальным трубам с прочностью на разрыв (TS) не менее 434 МПа, подходящих для применения в добыче и транспортировке таких природных ресурсов, как сырая нефть и природный газ. В частности, настоящее изобретение относится к технологии увеличения устойчивости к водородному растрескиванию и низкотемпературной ударной вязкости сварных соединений, получаемых электрической контактной сваркой.
Уровень техники
Свариваемые электрической контактной сваркой стальные трубы до сих пор широко применяются в добыче или транспортировке таких ресурсов, как сырая нефть и природный газ. Свариваемые электрической контактной сваркой стальные трубы имеют сварные соединения, свариваемые электрической контактной сваркой. С точки зрения надежности сварных соединений, получаемых электрической контактной сваркой, использование стальных труб было ограничено областями применения, не требующими высоких уровней сопротивления водородному растрескиванию (далее стойкость к HIC) и низкотемпературной ударной вязкости сварных соединений, получаемых электрической контактной сваркой. Таким образом, имеется значительная потребность в свариваемых электрической контактной сваркой стальных трубах, имеющих превосходную стойкость к HIC и превосходную низкотемпературную ударную вязкость.
Для удовлетворения этой потребности, например, в патентном документе 1 описываются свариваемые электрической контактной сваркой стальные трубы с превосходной стойкостью к коррозии в сернистых средах, которые изготавливаются из раскисленной стали Al, содержащей 0,0012% или более кальция. Согласно технологии, описанной в патентном документе 1, соотношение Ca/Al контролируется на уровне до 0,10 или менее, а соотношение длины в направлении по толщине и длины в окружном направлении контролируется до 2 или более; плотность включений, имеющих наибольший диаметр равной или больший 10 мкм контролируется до 5 частиц или менее на 1 мм2. Предположительно эти конфигурации обеспечивают возможность предотвращения индуцированного водородом растрескивания (вспучивания) даже при эксплуатации в неблагоприятных условиях окружающей среды с низким уровнем pH и придают свариваемым электрической контактной сваркой стальным трубам превосходную стойкость в сернистых средах.
В патентном документе 2 описывается способ сварки в защитной газовой среде стальных труб, изготовленных электрической контактной сваркой, который позволяет увеличить ударную вязкость сварных соединений, получаемых электрической контактной сваркой. Технология, описанная в патентном документе 2, отличается тем, что осаждающаяся на внутренней поверхности трубы окалина удаляется посредством аэрозольной промывки после формования ножевой клетью трубосварочного стана и перед выполнением сварки, а защита защитным газом свариваемого участка выполняется таким образом, чтобы все ролики за исключением удерживающих роликов защитной системы на внутренней поверхности трубы, не вступали в контакт с трубой во время осуществления защиты газом сварного соединения на локальном участке трубы. Таким образом, в получаемом с помощью электрической контактной сварки сварном соединении не остается окалины, а ударная вязкость свариваемого электрической контактной сваркой сварного соединения значительно увеличивается.
В патентном документе 3 описываются свариваемые электрической контактной сваркой тонкостенные магистральные или обычные трубы класса API Х80 или выше с высокой прочностью на разрыв. В технологии, которая описывается в патентном документе 3, магистральные трубы представляют собой свариваемые электрической контактной сваркой стальные трубы, изготовленные посредством прохождения горячекатаных стальных рулонов через стадии, включающие формование холодногнутых профилей, электрическую контактную сварку, термообработку сварного шва и калибрование, при этом наружный диаметр свариваемых электрической контактной сваркой стальных труб составляет 200-610 мм, соотношение толщина/наружный диаметр (t/D) составляет не более 2%, структура металла представляет собой игольчато-ферритную структуру со средним размером зерна не более 5 мкм, окисленная зона в получаемом электрической контактной сваркой встык сварном соединении составляет не более 0,1% (1000 ч./млн), а прочность на разрыв в окружном направлении после сплющивания не менее 700 Н/мм2. Утверждается, что эти конфигурации гарантируют превосходную ударную вязкость основного металла, и что полученное такой электрической контактной сваркой стыковое сварное соединение оказывается таким же прочным, как и основной металл.
В патентном документе 4 описываются свариваемые электрической контактной сваркой стальные трубы для отопительных котлов, имеющие незначительное количество дефектов в получаемых электрической контактной сваркой сварных соединениях, а также обладающие превосходными характеристиками сопротивления разрушению при ползучести и ударной вязкости. Свариваемые электрической контактной сваркой стальные трубы для нагревательных котлов, описанные в патентном документе 4, выполнены из стали, которая содержит, мас. %, С: от 0,01 до 0,20%; Si: от 0,01 до 1,0%, Mn: от 0,10 до 2,0%, Cr: от 0,5 до 3,5%, Р: не более 0,030%, S: не более 0,10%, О: не более 0,020%, Nb: от 0,001 до 0,5%, V: от 0,02 до 1,0% и B: от 0,0003 до 0,01%, удовлетворяет соотношению (Si%)/(Mn% + Cr%) от 0,202 до 1,5 и соотношение площадей смеси трех оксидов SiO2, MnO и Cr2O3, образующейся во время электрической контактной сварки, не более 0,1%. Указывается, что при этих конфигурациях свариваемые электрической контактной сваркой стальные трубы для нагревательных котлов обеспечивают превосходную свариваемость электрической контактной сваркой, а также демонстрируют превосходное сопротивление разрушению при ползучести.
Список упоминаемых документов
Патентные источники.
PTL 1 - нерассмотренная патентная заявка Японии, публикация №60-213366
PTL 2 - нерассмотренная патентная заявка Японии, публикация №4-178281
PTL 3 - нерассмотренная патентная заявка Японии, публикация №2008-223134
PTL 4 - нерассмотренная патентная заявка Японии, публикация №2006-77330
Краткое описание существа изобретения
Проблема, решаемая изобретением
Технология, описанная в патентном документе 1, обеспечивает превосходную стойкость к HIC в определенных условиях (0,5% CH3COOH + искусственная морская вода (3% NaCl) + насыщенный H2S). Однако описанная в патентном документе 1 технология не является достаточной в части контроля включений. Кроме этого, описанная в патентном документе 1 технология имеет недостаток, который заключается в невозможности избежать водородного растрескивания (HIC) в более жесткой коррозионной среде, а именно в растворе A NACE ТМ0284 (0,5% CH3COOH + 5% NaCl + насыщенный H2S). Наличие 5 частиц включений, имеющих наибольший диаметр 10 мкм или более на площади в 1 мм2 соответствует отношению площадей 0,05% (500 ч./млн) или, даже при условии, что соотношение большего диаметра частицы к ее меньшему диаметру составляет 2, соответствует отношению площадей приблизительно в 100 ч./млн. Таким образом, стальные трубы, свариваемые электрической контактной сваркой, изготовленные с применением технологии, которая описывается в патентном документе 1, применимы в таких жестких условиях окружающей среды, как условия, обеспечиваемые средой 0,5% CH3COOH + искусственная морская вода (с приблизительно 3% концентрацией NaCl) + насыщенный H2S, или же в менее жестких условиях. Использование стальных труб в более жестких коррозионных условиях повышает риск возникновения HIC. В частности, оказывается сложным избегать возникновения HIC в среде раствора A NACE ТМ0284 (0,5% CH3COOH + 5% NaCl + насыщенный H2S), которая представляет собой стандартные жесткие условия эксплуатации. Кроме этого, описанная в патентном документе 1 технология не удовлетворяет требованиям в отношении низкотемпературной ударной вязкости и нуждается в дальнейшем усовершенствовании для целей применения в условиях низких температур.
В технологии, описанной в патентном документе 2, свариваемые электрической контактной сваркой сварные соединения демонстрируют высокое поглощение энергии удара (высокую ударную вязкость получаемых электрической контактной сваркой сварных соединений) около 20 кгсм или более во время испытания на ударную вязкость по Шарпи только при температурах до -50°F (соответствует -45,5°C), а при сверхнизких температурах в -60°C или ниже возникает проблема ухудшения этого показателя. Помимо этого, стальные трубы, изготовленные по технологии, описанной в патентном документе 2, не обладают хорошими показателями устойчивости к HIC в жестких с точки зрения возможной коррозии условиях.
Описанная в патентном документе 3 технология позволяет получать свариваемые электрической контактной сваркой стальные трубы, в которых занимаемая оксидами область составляет не более 0,1% (1000 ч./млн). Однако снижение количества оксидов до этого уровня в испытании на ударную вязкость по Шарпи при температуре -20°C позволяет достичь показателя ударной вязкости для получаемых электрической контактной сваркой сварных соединений лишь менее 100 Дж. Таким образом, технология, описанная в патентном документе 3, характеризуется недостатком, который заключается в невозможности достижения хорошей низкотемпературной ударной вязкости для получаемых электрической контактной сваркой сварных соединений на уровне 120 Дж или более в отношении поглощенной энергии удара во время испытания на ударную вязкость по Шарпи при температурах -60°C.
В технологии, описанной в патентном документе 4, точка плавления смешанного оксида снижается для уменьшения количества дефектов сварного шва в получаемых электрической контактной сваркой сварных соединениях и для предотвращения ухудшения характеристик ползучести и ударной вязкости сварных соединений, получаемых электрической контактной сваркой. Однако свариваемые электрической контактной сваркой сварные соединения, полученные по технологии, описанной в патентном документе 4, по результатам испытания на ударную вязкость по Шарпи имеют температуру перехода от вязкого разрушения к хрупкому приблизительно от 0°C до -50°C. Таким образом, эта технология все еще не способна обеспечивать получение изготавливаемых электрической контактной сваркой сварных соединений, демонстрирующих хорошие показатели низкотемпературной вязкости в 120 Дж или более в отношении поглощенной энергии при испытании на ударную вязкость по Шарпи при температуре -60°C.
Для решения описанных выше проблем существующего уровня техники в настоящем изобретении ставится цель создания свариваемых электрической контактной сваркой стальных труб с прочностью на разрыв (TS) не менее 434 МПа, имеющих свариваемые электрической контактной сваркой сварные соединения с превосходной стойкостью к водородному растрескиванию (HIC) и превосходной низкотемпературной ударной вязкостью. В настоящем документе термин «превосходная стойкость к HIC» означает, что относительная площадь растрескивания (CAR) после выдерживания стальных труб в NACE растворе A (0,5% CH3COOH + 5% NaCl + насыщенный H2S) согласно требованиям стандарта NACE ТМ0284 в течение 200 часов составляет не более 3%. Кроме этого, термин «превосходная низкотемпературная ударная вязкость» означает, что поглощенная энергия vE-60, измеренная во время испытания на ударную вязкость по Шарпи при температуре -60°C, в соответствии с требованиями JIS Z 2242 составляет не менее 120 Дж, а показатель смещения раскрытия вершины трещины (показатель CTOD), измеренный во время испытания CTOD при температуре -20°C в соответствии с требованиями WES 1108 (1995) составляет не менее 0,3 мм. В настоящем изобретении температура перехода от вязкого разрушения к хрупкому во время испытания на ударную вязкость по Шарпи составляет -60°C или ниже.
Пути решения проблемы
Для достижения указанной выше цели авторы настоящего изобретения провели широкие исследования влияния оксидных компонентов, размера оксидных частиц и количества оксидов на стойкость к HIC и низкотемпературную ударную вязкость получаемых электрической контактной сваркой сварных соединений. В результате авторы настоящего изобретения пришли к выводу о том, что вязкость оксидов, образующихся на краях стальных полос при выполнении электрической контактной сварки, оказывает значительное влияние на стойкость к HIC и низкотемпературную ударную вязкость получаемых электрической контактной сваркой сварных соединений, а также обнаружили, что стойкость к HIC и низкотемпературная ударная вязкость получаемых электрической контактной сваркой сварных соединений заметно увеличиваются при контролировании вязкости оксидов, образующихся на краях стальных полос во время электрической контактной сварки, на уровне до 2 пуаз или менее.
До настоящего времени остаются неясными причины увеличения стойкости к HIC и низкотемпературной ударной вязкости при регулировании вязкости оксидов, образующихся на краях стальных полос во время сваривания электрической контактной сваркой, в пределах до 2 пуаз или менее. Авторы настоящего изобретения предполагают, что такие улучшения вызваны способностью оксидов, имеющих указанную выше низкую вязкость, вытесняться без сохранения в сварных соединениях, когда расплавленный металл, образующийся на краях стальных полос, вытесняется под действием имеющего электромагнитную природу давления или когда расплавленный металл вытесняется в результате высадки (или сварки давлением).
Прежде всего описываются результаты выполненных авторами настоящего изобретения экспериментов, которые образуют основу настоящего изобретения.
Были получены горячекатаные стальные листы (толщина листа 20,6 мм), имеющие различные химические композиции, которые включали, в мас. %, от 0,01 до 0,80% углерода, от 0 до 2,50% кремния, от 0,15 до 3,00% марганца, от 0,009 до 0,0125% серы, от 0,001 до 0,035% фосфора, от 0 до 0,70% алюминия, от 0 до 3,50% хрома, от 0 до 0,0060% кальция и от 0 до 0,085% ниобия, остальное железо и неизбежные примеси. Из стальных листов получали открытые трубы посредством непрерывного холодного профилирования валками. Края открытых труб в направлении по ширине сваривали электрической контактной сваркой с варьированием условий электрической контактной сварки, таких как концентрация кислорода в атмосфере в зависимости от типа горячекатаных стальных листов, и, кроме этого, с изменением условий высадки концов трубы с применением шовообжимных роликов в зависимости от типа горячекатаных стальных листов. Таким образом, из различных горячекатаных стальных листов были получены стальные трубы, имеющие наружный диаметр 660 мм и сваренные электрической контактной сваркой. На некоторых получаемых электрической контактной сваркой стальных трубах на краях в направлении ширины стальных полос с помощью валков с разрезной шайбой трубоформовочного стана при профилировании были выполнены кромки (угол раскрытия кромок 30°). Для некоторых получаемых электрической контактной сваркой стальных труб полученное электрической контактной сваркой соединение подвергали термообработке закалкой и отпуском (шов после закалки и отпуска).
Образцы для испытания на стойкость к HIC (размер: толщина 10 мм × ширина 20 мм × длина 100 мм) были взяты из сварных соединений полученных электрической контактной сваркой сварных стальных труб или трубопроводов таким образом, чтобы направление по длине испытуемых образцов было бы направлением по оси трубы, а сварное соединение, полученное электрической контактной сваркой, находилась бы в центре в направлении по длине испытуемого образца. Испытуемые образцы были подвергнуты испытаниям на стойкость к HIC. Испытание на стойкость к HIC выполнялось посредством выдерживания испытуемых образцов в среде NACE ТМ0284 раствора A (0,5% CH3COOH + 5% NaCl + насыщенный H2S) в течение 200 часов. После выдерживания поверхность испытуемых образцов анализировали с помощью ультразвуковой дефектоскопии и по результатам обработки изображения определялась относительная площадь растрескивания (CAR).
Отдельно из получаемых электрической контактной сваркой стальных труб согласно JIS Z 2242 были взяты образцы для испытания на ударную вязкость по Шарпи (испытательные образцы с V-образными надрезами) в обоих окружных направлениях, начиная от получаемого электрической контактной сваркой сварного соединения. Наличие надреза подтверждали травлением и полученное электрической контактной сваркой сварное соединение размещали в центре. Образцы для испытания на ударную вязкость по Шарпи (испытательные образцы с V-образными надрезами) подвергали испытанию на ударную вязкость с целью измерения величины поглощенной энергии. Температура испытания равнялась -60°C, для каждой сварной стальной трубы, свариваемой электрической контактной сваркой, выполняли испытания трех образцов. Было получено среднее арифметическое для ударной вязкости (поглощенная энергия) vE-60 свариваемого электрической контактной сваркой сварного соединения стальной трубы, свариваемой электрической контактной сваркой.
Вязкость образовавшихся в ходе электрической контактной сварки оксидов рассчитывалась для каждой свариваемой электрической контактной сваркой стальной трубы. Вязкость оксидов, образующихся в процессе электрической контактной сварки, может быть определена на основе температуры жидкой стали во время сваривания электрической контактной сваркой и химических композиций оксидов, образующихся в ходе электрической контактной сварки, и может быть рассчитана с использованием следующего, предложенного P.V. Riboud и др. Fachber. Heuteenprax. Metall weiterverrarb., 19 (1981) 859, уравнения:

T - абсолютная температура (К);
Ar - exp{-19,81 + 1,73(XCaO+XMn) - 35,75XAl2O3};
BR - 31140 - 23896 × {(XCaO+XMn) + 68833XAl2O3};
XCaO, XMn и XAl2O3 - мольные доли СаО, MnO и Al2O3 в оксидах.
При вычислении вязкости использовались мольные доли, полученные при температуре 1550°C, т.е. при температуре, достигаемой в ходе электрической контактной сварки. Химические композиции оксидов, образующихся во время электрической контактной сварки, определяются химическими композициями горячекатаных стальных листов, которые являются материалом для свариваемых электрической контактной сваркой стальных труб, и временем между сваркой кромок стальных листов и высадкой.
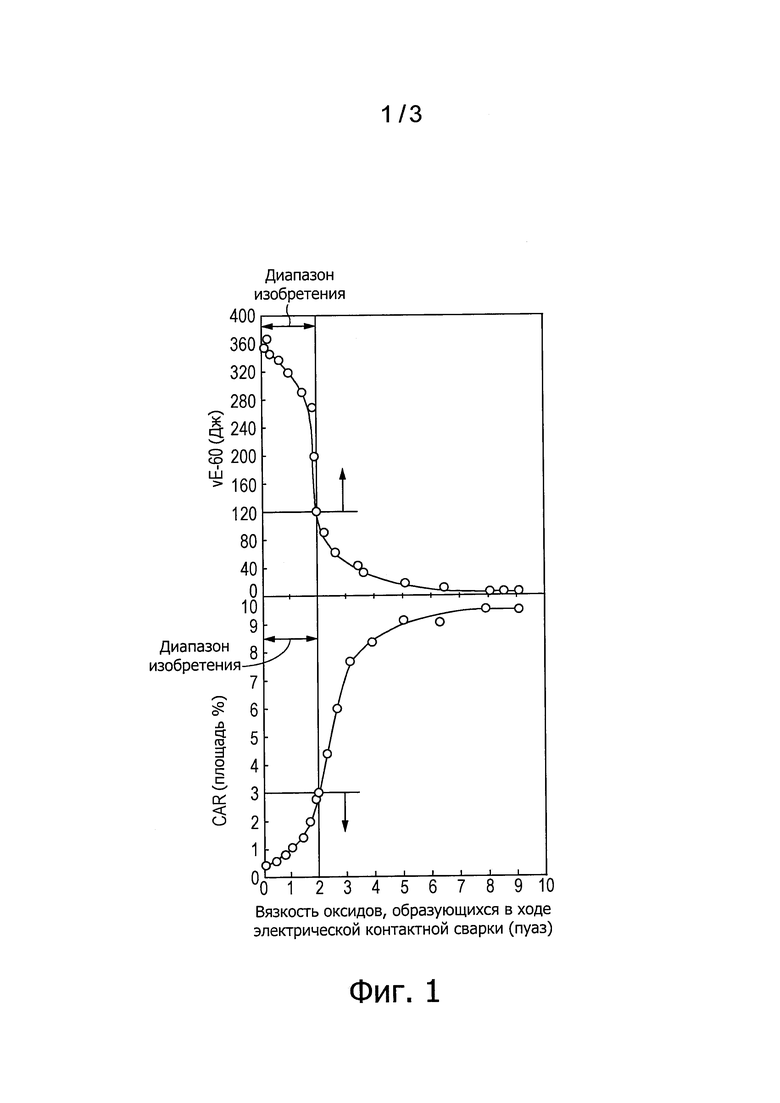
Полученные результаты проиллюстрированы на фиг. 1, где показаны соотношения между CAR сварных соединений, получаемых электрической контактной сваркой, или vE-60 сварных соединений, получаемых электрической контактной сваркой, и вязкостью оксидов, образовавшихся в процессе электрической контактной сварки.
Как видно из фиг. 1, когда вязкость оксидов, образовавшихся во время электрической контактной сварки, составляет 2 пуаза или менее, свариваемые электрической контактной сваркой стальные трубы имеют превосходную стойкость к HIC получаемых электрической контактной сваркой сварных соединений, причем CAR получаемых электрической контактной сваркой сварных соединений составляет не более 3% даже в жестких, с точки зрения коррозионного воздействия, условиях; также было достигнуто улучшение низкотемпературной ударной вязкости получаемых электрической контактной сваркой сварных соединений с показателем vE-60, составляющим 120 Дж или более.
Авторы настоящего изобретения провели дополнительные исследования и получили следующие результаты. Во-первых, снижение вязкости оксидов, образующихся во время сваривания электрической контактной сваркой, до 2 пуаз или менее, позволяет оксидам легко выдавливаться из части, сваренной электрической контактной сваркой.
Во-вторых, благодаря снижению вязкости оказывается возможным получение таких полученных электрической контактной сваркой сварных соединений, в которых общее количество кремния, марганца, алюминия, кальция и хрома во включениях, имеющих эквивалентный диаметр круга 8 мкм или более, снижается до 16 ч./млн или менее, выраженных в мас. % по отношению к общей массе участка сварного соединения шириной 2 мм, полученного электрической контактной сваркой, включая железную основу. Исходя из этих результатов, было установлено, что с помощью настоящего изобретения могут быть увеличены стойкость к HIC и низкотемпературная ударная вязкость сварных соединений, получаемых электрической контактной сваркой.
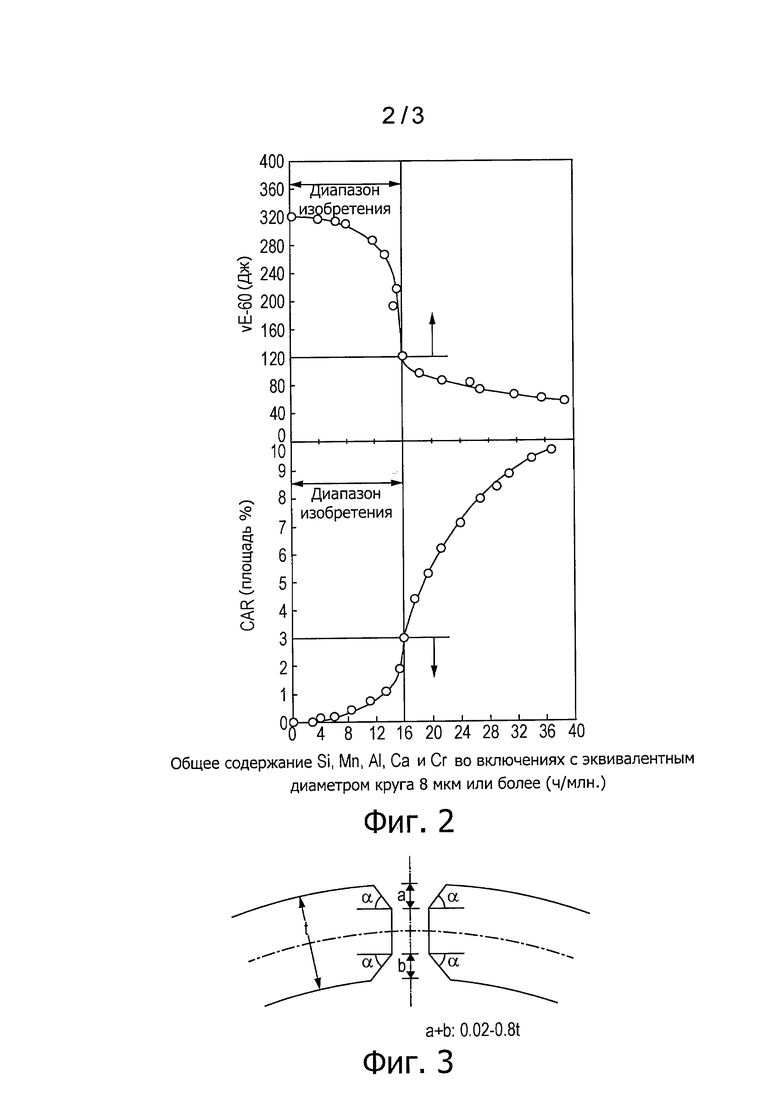
Фиг. 2 иллюстрирует взаимозависимости между результатами упомянутых выше измерений CAR получаемых электрической контактной сваркой сварных соединений или vE-60 получаемых электрической контактной сваркой сварных соединений, и общим количеством кремния, марганца, алюминия, кальция и хрома во включениях с эквивалентным диаметром круга 8 мкм или более (количество в мас. % относительно общей массы участка сварного соединения шириной 2 мм, полученного электрической контактной сваркой, включая железную основу).
Как видно из фиг. 2, когда общее количество кремния, марганца, алюминия, кальция и хрома во включениях с эквивалентным диаметром круга 8 мкм или более составляет 16 ч./млн или менее, свариваемые электрической контактной сваркой стальные трубы имеют превосходную стойкость к HIC получаемых электрической контактной сваркой сварных соединений, причем CAR получаемых электрической контактной сваркой сварных соединений составляет не более 3% даже в жестких с точки зрения коррозионного воздействия условиях; также обеспечивается улучшение низкотемпературной ударной вязкости получаемых электрической контактной сваркой сварных соединений с показателем vE-60, составляющим 120 Дж или более.
Общее количество кремния, марганца, алюминия, кальция и хрома во включениях с эквивалентным диаметром круга 8 мкм или более было определено следующим способом.
Образцы листов для электролитического извлечения (размер: толщина трубы × ширина 2 мм × длина 20 мм) были отобраны из получаемых электрической контактной сваркой стальных труб таким образом, чтобы свариваемые электрической контактной сваркой сварные соединения располагались в центре образца. Эти образцы выдерживались в 10% АА жидкости, используемой в качестве электролитического раствора (АА жидкость: 10 об. % ацетилацетона и 1 мас. % хлорида тетраметиламмония в метаноле) для электролитического извлечения включений. Полученный электролитический экстракт (включения) фильтровали через сетчатый фильтр с диаметром ячейки 8 мкм. Профильтрованный электролитический экстракт (включения с эквивалентным диаметром круга 8 мкм или больше) подвергали плавлению в щелочи и ICP-анализу (масс-спектрометрия с индуктивно связанной плазмой) для определения наличия во включениях кремния, марганца, алюминия, кальция и хрома. Посредством этого анализа определяли общее количество кремния, марганца, алюминия, кальция и хрома во включениях с эквивалентным диаметром круга 8 мкм или более, выраженное в мас. % относительно общей массы участка сварного соединения шириной 2 мм, полученного электрической контактной сваркой, включая железную основу.
Основываясь на приведенных выше результатах, авторы настоящего изобретения определили, что свариваемые электрической контактной сваркой стальные трубы, имеющие свариваемые электрической контактной сваркой сварные соединения с превосходной стойкостью к HIC и низкотемпературной вязкостью, могут быть получены посредством снижения вязкости оксидов, образующихся во время сваривания электрической контактной сваркой, до величин в 2 пуаз или менее с помощью соответствующего контроля химической композиции стальных листов (горячекатаные стальные листы), являющихся исходным материалом для стальных труб, а также посредством регулирования соответствующих условий сваривания электрической контактной сваркой, что позволяет снизить содержание таких элементов сплава, как кремний, марганец и алюминий, во включениях, обнаруживаемых в получаемых электрической контактной сваркой сварных соединениях, до заданного уровня или ниже.
Настоящее изобретение было осуществлено на основе вышеуказанных заключений и результатов дальнейших исследований. Краткое описание существа изобретения состоит в следующем.
(1) Свариваемая электрической контактной сваркой стальная труба или трубопровод, имеющая контролируемую химическую композицию, включающую, мас. %, С: от 0,03 до 0,59%; Si: от 0,10 до 0,50%, Mn: от 0,40 до 2,10% и Al: от 0,01 до 0,35%, причем содержание Si и содержание Mn являются такими, что отношение Mn/Si (массовое отношение) находится в диапазоне от 6,0 до 9,0 и остальное Fe и неизбежные примеси; стальная труба или трубопровод имеющая прочность на разрыв TS не менее 434 МПа; стальная труба или трубопровод, включающая образованное электрической контактной сваркой сварное соединение, в котором общее количество кремния, марганца, алюминия, кальция и хрома во включениях с эквивалентным диаметром круга 8 мкм или более составляет не более 16 ч./млн в мас. % по отношению к общей массе сварного соединения шириной 2 мм, полученного электрической контактной сваркой, включая железную основу; при этом данное сварное соединение, образованное электрической контактной сваркой, имеет превосходную стойкость к HIC и превосходную низкотемпературную ударную вязкость.
(2) Свариваемая электрической контактной сваркой сварная стальная труба или трубопровод по (1), в которой химическая композиция дополнительно включает в мас. %, Са: от 0,0001 до 0,0040%.
(3) Свариваемая электрической контактной сваркой сварная стальная труба или трубопровод по (1) или (2), в которой химическая композиция дополнительно включает в мас. %, Cr: от 0,01 до 1,09%.
(4) Свариваемая электрической контактной сваркой сварная стальная труба или трубопровод по (1)-(3), в которой химическая композиция дополнительно включает в мас. %, один или более элементов, выбираемых из Cu: от 0,01 до 0,35%, Мо: от 0,01 до 0,25%, Ni: от 0,01 до 0,20% и B: от 0,0001 до 0,0030%.
(5) Свариваемая электрической контактной сваркой сварная стальная труба или трубопровод по (1)-(4), в которой химическая композиция дополнительно включает в мас. %, один или более элементов, выбираемых из Nb: от 0,001 до 0,060%, V: от 0,001 до 0,060% и Ti: от 0,001 до 0,080%.
(6) Способ производства получаемых электрической контактной сваркой стальных труб или трубопроводов, включающий непрерывное роликовое профилирование горячекатаной стальной полосы в открытую трубу или трубопровод, имеющую приблизительно круговое поперечное сечение, сваривание открытой трубы или трубопровода электрической контактной сваркой, при котором участки открытой трубы или трубопровода, включая стыковые части, нагревают до температуры плавления или выше и трубу или трубопровод высаживают отжимным роликом для образования свариваемого электрической контактной сваркой сварного соединения, и подвергают полученное электрической контактной сваркой сварное соединение тепловой обработке в режиме реального времени, при этом данный способ отличается тем, что данная горячекатаная стальная полоса имеет контролируемую химическую композицию, которая включает в мас. %, C: от 0,03 до 0,59%; Si: от 0,10 до 0,50%, Mn: от 0,40 до 2,10% и Al: от 0,01 до 0,35%, причем содержание Si и содержание Mn являются такими, что отношение Mn/Si находится в диапазоне от 6,0 до 9,0 Fe и неизбежные примеси: остальное; при этом данная горячекатаная стальная полоса имеет прочность на разрыв (TS) не менее 434 МПа, и электрическую контактную сварку выполняют, регулируя концентрацию кислорода в атмосфере во время выполнения электрической контактной сварки и/или регулируя время от начала плавления под действием нагрева до высадки с тем, чтобы регулировать вязкость оксида, который образуется во время электрической контактной сварки, до величины в 2 пуаза или менее, получая электрической контактной сваркой сварное соединение, которое имеет превосходную стойкость к HIC и превосходную низкотемпературную ударную вязкость.
(7) Способ производства получаемых электрической контактной сваркой стальных труб или трубопроводов по (6), в котором роликовое профилирование включает формовку ножевой клетью трубосварочного стана и эта формовка ножевой клетью трубосварочного стана обеспечивает получение скошенных кромок на краях по обеим сторонам горячекатаной стальной полосы в направлении по ширине, причем эти скошенные кромки формируют таким образом, чтобы общее расстояние в направлении по толщине горячекатаной стальной полосы между исходной точкой скоса и поверхностью, определяющей наружную поверхность трубы или трубопровода, или поверхностью, определяющей внутреннюю поверхность трубы или трубопровода, составляло от 2 до 80% толщины горячекатаной стальной полосы.
(8) Способ производства получаемых электрической контактной сваркой стальных труб или трубопроводов по (6) или (7), в котором время от начала плавления под действием нагрева до высадки регулируют в диапазоне от 0,2 до 4 секунд.
(9) Способ производства получаемых электрической контактной сваркой стальных труб или трубопроводов по любому из (6)-(8), в котором электрическую контактную сварку осуществляют, регулируя концентрацию объемной доли кислорода в атмосфере во время электрической контактной сварки до уровня 1000/foxy ч./млн или ниже, где foxy является показателем склонности жидкой стали к окислению, определяемой представленным ниже уравнением (1)

где Mn, Si, Cr, Al и Ca являются значениями содержания, в мас. % соответствующих элементов.
(10) Способ производства получаемых электрической контактной сваркой сварных стальных труб или трубопроводов или трубопроводов по любому из (6)-(9), в котором термообработка полученного электрической контактной сваркой сварного соединения включает нагревание полученного электрической контактной сваркой сварного соединения до температуры от 720 до 1070°C, причем данная температура нагревания является средней величиной температуры в направлении по толщине сварного соединения, и воздушное охлаждение или водяное охлаждение сварного соединения, или, кроме этого, включает нагревание полученного электрической контактной сваркой сварного соединения до температуры ниже 720°C, причем указанная температура нагревания является средней величиной температуры в направлении по толщине сварного соединения, и воздушное охлаждение сварного соединения.
(11) Способ производства получаемых электрической контактной сваркой сварных стальных труб или трубопроводов или трубопроводов по любому из (6)-(10), в котором химическая композиция дополнительно включает в мас. %, Ca: от 0,0001 до 0,0040%.
(12) Способ производства получаемых электрической контактной сваркой сварных стальных труб или трубопроводов или трубопроводов по любому из (6)-(11), в котором химическая композиция дополнительно включает в мас. %, Cr: от 0,01 до 1,09%.
(13) Способ производства получаемых электрической контактной сваркой сварных стальных труб или трубопроводов или трубопроводов по любому из (6)-(12), в котором химическая композиция дополнительно включает в мас. %, один или несколько элементов, выбираемых из Cu: от 0,01 до 0,35%, Мо: от 0,01 до 0,25%, Ni: от 0,01 до 0,20% и B: от 0,0001 до 0,0030%.
(14) Способ производства получаемых электрической контактной сваркой сварных стальных труб или трубопроводов или трубопроводов по любому из (6)-(13), в котором химическая композиция дополнительно включает в мас. %, один или несколько элементов, выбираемых из Nb: от 0,001 до 0,060%, V: от 0,001 до 0,060% и Ti: от 0,001 до 0,080%.
Полезный эффект изобретения
Получаемые электрической контактной сваркой согласно настоящему изобретению сварные соединения демонстрируют превосходную стойкость к HIC даже в жестких, с точки зрения коррозионного воздействия, средах. Кроме этого, получаемые электрической контактной сваркой сварные соединения согласно настоящему изобретению обладают превосходной низкотемпературной вязкостью с величиной поглощаемой энергии по результатам испытания на ударную вязкость по Шарпи при температуре -60°C в 120 Дж или более. Свариваемые электрической контактной сваркой сварные стальные трубы или трубопроводы согласно настоящему изобретению имеют прочность на разрыв TS не менее 434 МПа. Соответственно свариваемые электрической контактной сваркой сварные стальные трубы или трубопроводы согласно настоящему изобретению обладают превосходной стойкостью к водородному растрескиванию HIC и превосходной низкотемпературной ударной вязкостью, а также имеют достаточную прочность. Способ производства свариваемых электрической контактной сваркой сварных стальных труб или трубопроводов или трубопроводов, обладающих указанными выше превосходными свойствами, согласно настоящему изобретению является не сложным. Таким образом, настоящее изобретение имеет значительный полезный эффект для промышленности.
Краткое описание чертежей
Фиг. 1 является графиком, иллюстрирующим влияние вязкости оксидов, образующихся во время сваривания электрической контактной сваркой, на CAR сварных соединений, получаемых электрической контактной сваркой, и vE-60 сварных соединений, получаемых электрической контактной сваркой.
Фиг. 2 является графиком, иллюстрирующим влияние общего содержания кремния, марганца, алюминия, кальция и хрома во включениях с эквивалентным диаметром круга 8 мкм или более на CAR сварных соединений, получаемых электрической контактной сваркой, и vE-60 сварных соединений, получаемых электрической контактной сваркой.
Фиг. 3 иллюстрирует предпочтительный пример формы кромок.
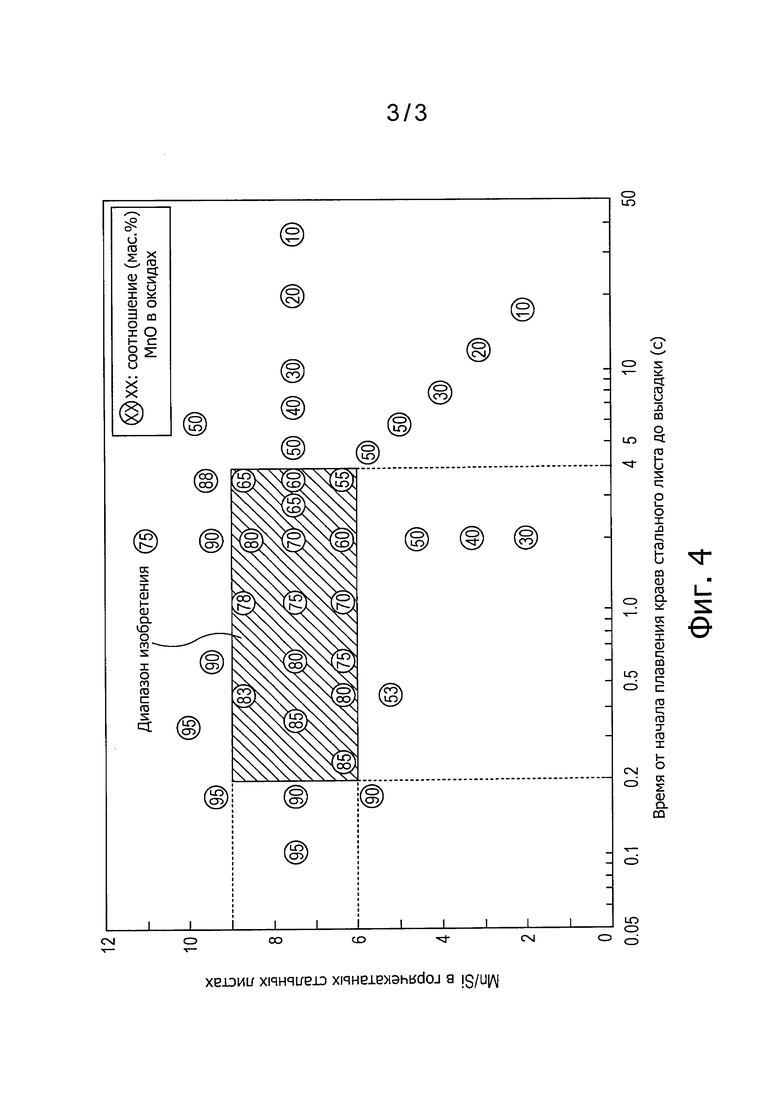
Фиг. 4 является графиком, представляющим зависимость между Mn/Si в горячекатаных стальных листах, которая влияет на химические композиции оксидов, образующихся во время электрической контактной сварки, и временем от плавления краев стального листа до высадки.
Описание воплощений
Прежде всего описываются причины ограничений в отношении химической композиции получаемых электрической контактной сваркой сварных стальных труб или трубопроводов согласно настоящему изобретению.
Далее мас. % указано просто в виде %, если не указывается иного.
С: от 0,03 до 0,59%.
Углерод является элементом, который увеличивает прочность стальных труб вследствие образования твердых фаз, таких как перлит, цементит, бейнит и мартенсит. Для того, чтобы обеспечивать требуемую в настоящем изобретении прочность (прочность на разрыв 434 МПа и более), предпочтительное содержание C составляет не менее 0,03%. Кроме этого, углерод снижает точку плавления жидкой стали во время электрической контактной сварки.
Более того, углерод влияет на образование оксидов во время выполнения электрической контактной сварки посредством образования CO в процессе реакции с O2 в воздухе. Если содержание углерода превышает 0,59%, жидкая сталь в сварных соединениях, получаемых электрической контактной сваркой, демонстрирует низкую температуру затвердевания в связи со снижением точки плавления, и в результате увеличивается вязкость жидкой стали, что усложняет вытеснение оксидов из сварных соединений. По этой причине содержание C ограничивается диапазоном значений от 0,03 до 0,59% и предпочтительно составляет от 0,04 до 0,49%.
Si: от 0,10 до 0,50%.
Кремний является элементом, который увеличивает прочность стальных труб посредством упрочнения твердого раствора. Кроме того, кремний демонстрирует более высокое, чем железо, сродство к кислороду (О) в сварных соединениях, получаемых электрической контактной сваркой, образуя высоковязкие эвтектические оксиды с оксидом марганца. Если содержание Si составляет менее 0,10%, то концентрация Mn в эвтектических оксидах сварных соединений, получаемых электрической контактной сваркой, увеличивается настолько, что точка плавления оксидов становится выше температуры жидкой стали, что повышает вероятность сохранения оксидов в сварных соединениях, получаемых электрической контактной сваркой. В результате включения, обнаруженные в сварных соединениях, получаемых электрической контактной сваркой, могут стать такими, что общее количество кремния, марганца, алюминия, кальция и хрома во включениях с эквивалентным диаметром круга 8 мкм или более превысит 16 ч./млн, вызывая ухудшение ударной вязкости и стойкости к HIC сварных соединений, получаемых электрической контактной сваркой. С другой стороны, содержание Si, превышающее 0,50%, ведет к увеличению концентрации кремния в эвтектических оксидах в сварных соединениях, получаемых методом электрической контактной сварки, увеличивая вязкость и количество образующихся оксидов и повышая, таким образом, вероятность сохранения оксидов в сварных соединениях, получаемых методом электрической контактной сварки. В результате включения, обнаруживаемые в сварных соединениях, получаемых электрической контактной сваркой, могут стать такими, что общее количество кремния, марганца, алюминия, кальция и хрома во включениях с эквивалентным диаметром круга 8 мкм или более превысит 16 ч./млн, вызывая ухудшение ударной вязкости и стойкости к HIC сварных соединений, получаемых электрической контактной сваркой. По этой причине содержание Si ограничивается диапазоном значений от 0,10 до 0,50% и предпочтительно составляет от 0,15 до 0,35%.
Mn: от 0,40 до 2,10%.
Марганец является элементом, который вносит вклад в увеличение прочности стальных труб посредством упрочнения твердого раствора и трансформационного упрочнения. Помимо этого, марганец демонстрирует более высокое, чем железо, сродство к кислороду в сварных соединениях, получаемых метом электрической контактной сварки, образуя высоковязкие эвтектические оксиды с оксидом кремния. Если содержание Mn составляет менее 0,40%, то концентрация Si в эвтектических оксидах сварных соединений, получаемых электрической контактной сваркой, увеличивается настолько, что точка плавления оксидов становится выше температуры жидкой стали, также увеличивается вязкость; это увеличивает вероятность сохранения оксидов в сварных соединениях, получаемых электрической контактной сваркой. В результате включения, обнаруживаемые в сварных соединениях, получаемых электрической контактной сваркой, могут стать такими, в которых общее количество таких элементов, как кремний, марганец, алюминий и кальций, во включениях с эквивалентным диаметром круга 8 мкм или более превысит 16 ч./млн, вызывая ухудшение ударной вязкости и стойкости к HIC сварных соединений, получаемых электрической контактной сваркой. Если, с другой стороны, содержание Mn превышает 2,10%, то концентрация Mn в эвтектических оксидах сварных соединений, получаемых электрической контактной сваркой, увеличивается настолько, что точка плавления оксидов становится выше температуры жидкой стали; это приводит к увеличению количества образующихся оксидов и повышает вероятность сохранения оксидов в сварных соединениях, получаемых электрической контактной сваркой. В результате общее количество таких элементов, как кремний, марганец, алюминий и кальций, во включениях с эквивалентным диаметром круга 8 мкм или более имеет тенденцию к превышению уровня в 16 ч./млн, вызывая ухудшение ударной вязкости и стойкости к HIC сварных соединений, получаемых электрической контактной сваркой. По этой причине содержание Mn ограничивается диапазоном значений от 0,40 до 2,10% и предпочтительно составляет от 0,85 до 1,65%.
В свариваемых электрической контактной сваркой стальных сварных трубах согласно настоящему изобретению кремний и марганец содержатся в приведенных выше диапазонах концентраций и также должны удовлетворять условию, заключающемуся в том, что отношение Mn/Si находится в пределах от 6,0 до 9,0. Mn/Si является массовым отношением (содержание Mn/содержание Si).
Оксиды, образующиеся во время электрической контактной сварки, являются кремний-марганцевыми оксидами. Таким образом, регулирование отношения Mn/Si в установленном диапазоне является важным фактором контроля вязкости оксидов на заданном уровне или ниже. Если отношение Mn/Si оказывается ниже 6,0, то содержание Si становится настолько высоким, что образуется большое количество расплавленного силиката, имеющего сетчатую структуру, что делает невозможным контроль вязкости оксидов, образующихся во время электрической контактной сварки, в диапазоне до 2 пуаз или ниже. Если, с другой стороны, отношение Mn/Si превышает 9,0, то концентрация Mn увеличивается настолько, что точка плавления оксидов становится выше температуры жидкой стали. В результате включения, обнаруживаемые в сварных соединениях, получаемых электрической контактной сваркой, могут стать такими, что общее количество кремния, марганца, алюминия, кальция и хрома во включениях с эквивалентным диаметром круга 8 мкм или более превысит 16 ч./млн. Таким образом, содержание Si и содержание Mn контролируют таким образом, чтобы отношение Mn/Si находилось в диапазоне от 6,0 до 9,0. Предпочтительно это соотношение находится в пределах от 6,2 до 8,8.
Al: от 0,01 до 0,35%.
Алюминий является элементом, выполняющим функцию раскислителя. Кроме того, алюминий выделяется в форме AlN, подавляя рост аустенитных зерен и участвуя, таким образом, в обеспечении требуемой ударной вязкости. Помимо этого, алюминий демонстрирует более высокое сродство к кислороду (О), чем кремний или марганец, и образует оксид в форме раствора в марганцево-кремниевых эвтектических оксидах, такой как 2MnO-SiO2 (тефроит). Содержание Al менее 0,01% приводит к недостаточной раскисляющей способности и снижает чистоту стали, повышая, таким образом, вероятность сохранения включений (оксидов) в сварных соединениях, получаемых электрической контактной сваркой. В результате включения, обнаруживаемые в сварных соединениях, получаемых электрической контактной сваркой, могут стать такими, что общее количество таких элементов, как кремний, марганец и алюминий, присутствующих во включениях с эквивалентным диаметром круга 8 мкм или более, превысит 16 ч./млн, вызывая ухудшение ударной вязкости и стойкости к HIC сварных соединений, получаемых электрической контактной сваркой. Если, с другой стороны, содержание Al превышает 0,35%, то концентрация Al в эвтектических оксидах увеличивается, и точка плавления оксидов становится выше температуры жидкой стали; это увеличивает вероятность сохранения оксидов в сварных соединениях, получаемых электрической контактной сваркой. В результате включения, обнаруживаемые в сварных соединениях, получаемых электрической контактной сваркой, могут стать такими, что общее количество таких элементов, как кремний, марганец и алюминий, присутствующих во включениях с эквивалентным диаметром круга 8 мкм или более, превысит 16 ч./млн, вызывая ухудшение ударной вязкости и стойкости к HIC сварных соединений, получаемых электрической контактной сваркой. По этим причинам содержание Al ограничивается диапазоном значений от 0,01 до 0,35% и предпочтительно составляет от 0,03 до 0,08%.
Описанные выше компоненты являются основными компонентами. Дополнительно к этим основным компонентам сварные стальные трубы, получаемые электрической контактной сваркой согласно настоящему изобретению, могут при необходимости дополнительно включать Ca: от 0,0001 до 0,0040%, и/или Cr: от 0,01 до 1,09%, и/или один или большее количество элементов, выбираемых из Cu: от 0,01 до 0,35%, Мо: от 0,01 до 0,25%, Ni: от 0,01 до 0,20%, и B: от 0,0001 до 0,0030%, и/или один или большее количество элементов, выбираемых из Nb: от 0,001 до 0,060%, V: от 0,001 до 0,060% и Ti: от 0,001 до 0,080%.
Ca: от 0,0001 до 0,0040%.
Кальций проявляет эффект морфологического контролирования формы сульфидов в стали, придавая им сферическую форму, и увеличивает стойкость к водородному охрупчиванию и ударную вязкость стальных труб вблизи сварных соединений, получаемых электрической контактной сваркой. Эти эффекты могут быть достигнуты при содержании Ca, составляющем 0,0001% или выше. Поскольку кальций обладает высоким сродством к кислороду, содержание кальция выше 0,0040% приводит к увеличению концентрации кальция в оксидах, увеличению точки плавления оксидов выше температуры жидкой стали, увеличению количества образующихся оксидов, что повышает вероятность сохранения оксидов в сварных соединениях, получаемых электрической контактной сваркой. В результате включения, обнаруживаемые в сварных соединениях, получаемых электрической контактной сваркой, могут стать такими, что общее количество таких элементов, как кремний, марганец, алюминий и кальций, во включениях с эквивалентным диаметром круга 8 мкм или более превысит 16 ч./млн, вызывая ухудшение ударной вязкости и стойкости к HIC сварных соединений, получаемых электрической контактной сваркой. По этим причинам содержание кальция, в случае его присутствия, предпочтительно ограничивается диапазоном от 0,0001 до 0,0040%, и более предпочтительно составляет от 0,0002 до 0,0035%.
Cr: от 0,01 до 1,09%.
Аналогично марганцу хром является элементом, который вносит вклад в увеличение прочности стальных труб посредством упрочнения твердого раствора и трансформационного упрочнения. Кроме того, хром образует оксиды в сварных соединениях, получаемых электрической контактной сваркой, демонстрируя более высокое сродство к кислороду (О), чем железо. Эти эффекты могут проявляться, когда содержание Cr составляет 0,01% или выше. Содержание Cr выше 1,09% приводит к увеличению концентрации Cr в оксидах, возрастанию точки плавления оксидов выше температуры жидкой стали, увеличению количества образующихся оксидов, что повышает вероятность сохранения оксидов в сварных соединениях, получаемых электрической контактной сваркой. В результате включения, обнаруживаемые в сварных соединениях, получаемых электрической контактной сваркой, могут стать такими, что общее количество таких элементов, как кремний, марганец, алюминий и хром, присутствующих во включениях с эквивалентным диаметром круга 8 мкм или более, превысит 16 ч./млн, вызывая ухудшение ударной вязкости и стойкости к HIC сварных соединений, получаемых электрической контактной сваркой. По этим причинам содержание хрома, в случае его присутствия, предпочтительно ограничивается диапазоном от 0,01 до 1,09% и более предпочтительно от 0,02 до 0,99%.
Один или несколько элементов, выбираемых из Cu: от 0,01 до 0,35%, Мо: от 0,01 до 0,25%, Ni: от 0,01 до 0,20% и B: от 0,0001 до 0,0030%.
Медь, молибден, никель и бор являются элементами, которые могут добавляться для увеличения стойкости к водородному охрупчиванию и увеличения прочности сварных соединений, получаемых электрической контактной сваркой. Прочность стальных труб характеризуется такими параметрами, как прочность на разрыв TS и предел текучести YS. Сварные стальные трубы, получаемые электрической контактной сваркой согласно настоящему изобретению, могут при необходимости содержать эти элементы. Описанные выше эффекты становятся заметными, когда сталь содержит не менее 0,01% меди, не менее 0,01% молибдена, не менее 0,01% никеля и не менее 0,0001% бора. С другой стороны, если сталь содержит более 0,35% меди, более 0,25% молибдена, более 0,25% никеля и более 0,0030% бора, эффекты, получаемые благодаря добавлению указанных выше элементов, достигают насыщения, и нельзя ожидать, что такое добавление этих элементов обеспечит соответствующие результаты, наоборот, это приведет к экономическим потерям. По этим причинам величины содержания описанных выше элементов в случае их присутствия предпочтительно ограничиваются диапазонами от 0,01 до 0,35% для меди, от 0,01 до 0,25% для молибдена, от 0,01 до 0,20% для никеля и от 0,0001 до 0,0030% для бора. Более предпочтительное содержание Cu составляет от 0,05 до 0,29%, содержание Мо составляет от 0,05 до 0,21%, содержание Ni составляет от 0,02 до 0,16%, содержание B составляет от 0,0005 до 0,0020%.
Один или большее количество элементов, выбираемых из Nb: от 0,001 до 0,060%, V: от 0,001 до 0,060% и Ti: от 0,001 до 0,080%.
Ниобий, ванадий и титан являются элементами, которые в основном образуют карбиды и увеличивают прочность стальных труб посредством дисперсионного упрочнения. Сварные стальные трубы, получаемые электрической контактной сваркой согласно настоящему изобретению, могут при необходимости содержать эти элементы. Описанные выше эффекты становятся заметными, когда сталь содержит не менее 0,001% ниобия, не менее 0,001% ванадия и не менее 0,001% титана. С другой стороны, если сталь содержит более 0,060% ниобия, более 0,060% ванадия и более 0,080% титана, в сварных соединениях, получаемых электрической контактной сваркой, остаются крупные нерастворимые карбонитриды, что снижает ударную вязкость сварных соединений, получаемых электрической контактной сваркой. Таким образом, содержание указанных выше элементов в случае их присутствия предпочтительно ограничивается диапазонами от 0,001 до 0,060% для ниобия, от 0,001 до 0,060% для ванадия и от 0,001 до 0,080% для титана. Более предпочтительное содержание Nb составляет от 0,005 до 0,050%, содержание V составляет от 0,005 до 0,050% и содержание Ti составляет от 0,005 до 0,040%.
Остальное представлено железом и неизбежными примесями. Некоторыми из приемлемых неизбежных примесей являются P: не более 0,020%, S: не более 0,005%, N: не более 0,005% и O: не более 0,003%.
Стальные сварные трубы или трубопроводы, получаемые электрической контактной сваркой согласно настоящему изобретению, имеющие описанную выше химическую композицию, демонстрируют прочность на разрыв TS не менее 434 МПа и включают сварные соединения, получаемые электрической контактной сваркой, содержащие включения, в которых общее количество кремния, марганца, алюминия, кальция и хрома, присутствующих во включениях с эквивалентным диаметром круга 8 мкм или более, составляет не более 16 ч./млн в мас. % относительно общей массы сварного соединения, получаемого электрической контактной сваркой, включая железную основу.
В сварном соединении, получаемом электрической контактной сваркой стальной трубы, полученной электрической контактной сваркой согласно настоящему изобретению, вязкость оксидов, образующихся в процессе электрической контактной сварки, является низкой, а точка плавления оксидов не превышает температуры жидкой стали. Включения, обнаруживаемые в получаемом электрической контактной сваркой сварном соединении, которые имеют эквивалентный диаметр круга 8 мкм или более, содержат кремний, марганец, алюминий, кальций и хром в общем количестве не более 16 ч./млн. Если общее количество кремния, марганца, алюминия, кальция и хрома во включениях с эквивалентным диаметром круга 8 мкм или более превышает 16 ч./млн, сварное соединение, получаемое электрической контактной сваркой, демонстрирует ухудшение стойкости к HIC и низкотемпературной ударной вязкости.
Общее количество кремния, марганца, алюминия, кальция и хрома, присутствующих во включениях с эквивалентным диаметром круга 8 мкм или более в получаемом электрической контактной сваркой сварном соединении, определялось следующим способом.
Образец листа для электролитического извлечения шириной 2 мм отбирали из свариваемых электрической контактной сваркой стальных труб таким образом, чтобы свариваемые электрической контактной сваркой сварные соединения располагались в центре образца. Образец выдерживали в 10% АА жидкости, используемой в качестве раствора электролита для электролитического извлечения включений из образца. Полученный электролитический экстракт (включения) фильтровали через сетчатый фильтр с диаметром ячейки 8 мкм. Профильтрованный электролитический экстракт (включения с эквивалентным диаметром круга 8 мкм или больше) подвергали плавлению со щелочью и анализировали с помощью ICP-анализа (индуктивно-связанная плазма) для определения присутствующих во включениях кремния, марганца, алюминия, кальция и хрома. Посредством этого анализа определяли общее количество кремния, марганца, алюминия, кальция и хрома во включениях с эквивалентным диаметром круга 8 мкм или более. Содержание любого из этих элементов, отсутствующих в стальной трубе, полученной электрической контактной сваркой, принималось в качестве нулевого.
Далее описывается способ производства стальных труб или трубопроводов, получаемых электрической контактной сваркой согласно настоящему изобретению.
Стальной материал (сляб) с описанной выше химической композицией нагревают и подвергают горячей прокатке в стальную полосу (горячекатаная стальная полоса) с заданной толщиной, которую затем нарезают полосами определенной ширины. В настоящем изобретении полученную таким образом стальную полосу в непрерывном режиме сворачивают в приблизительно цилиндрическую открытую трубу или трубопровод.
Далее открытую трубу или трубопровод сваривают электрической контактной сваркой на участках открытой трубы или трубопровода, включающих стыковые соединения, нагреваемые до температуры плавления или выше, и трубу или трубопровод высаживают с помощью отжимного ролика для образования свариваемого электрической контактной сваркой сварного соединения, тем самым приводя к получению стальной трубы или трубопровода, сваренной электрической контактной сваркой.
Роликовое профилирование предпочтительно выполняют способом формования в многороликовых формовочных клетях. Способ формования в многороликовых формовочных клетях представляет собой процесс роликового профилирования, в котором наружная поверхность трубы формуется гладкой с использованием ряда малых роликов, называемых формовочными роликами. Из процессов формования формовочными роликами предпочтительным является способ формования рельефной прокаткой, называемый CBR (chance-free bulge roll). В процессе формования CBR оба края стальной полосы формуют сначала на краезагибочных валках, а затем центральную часть стальной полосы изгибают на центральных гибочных валках и формовочных валках для образования длинной овальной трубы. Далее четыре участка в окружном направлении трубы изгибают с помощью ножевой клети трубоформовочного стана; после этого выполняют редукционную прокатку трубы, во время которой выполняют гибку с вытяжкой в радиальном направлении боковых участков трубы, а также изгибание и возвратное формование изогнутых участков с получением, таким образом, круглой трубы (см. KAWASAKI STEEL GIHO том. 32 (2,000), стр. 49-53). Такой процесс формования позволяет снизить до минимума напряжение, прикладываемое к листу (стальной полосе) во время формования, и может подавлять ухудшение свойств материала вследствие деформационного упрочнения. Профилирование может выполняться способом обжатия.
В настоящем изобретении предпочтительно, чтобы стальная полоса проходила непрерывное вальцевание в открытую трубу приблизительно цилиндрической формы; вальцевание выполняют таким образом, чтобы образовывались скошенные кромки (т.е. кромки, имеющие скошенную форму) краев по обеим сторонам в направлении по ширине горячекатаной стальной полосы. Кромки предпочтительно образуются на краях в направлении по ширине стальной полосы с помощью валков с разрезной шовнаправляющей шайбой трубоформовочного стана во время вальцевания. Скошенные кромки образуют предпочтительно таким образом, чтобы общее расстояние (обозначено на фиг. 3 как «а») в направлении по толщине горячекатаной стальной полосы между исходной точкой скоса и поверхностью, определяющей наружную поверхность трубы (конечное местоположение скоса на наружной поверхности трубы), и расстояние (обозначено на фиг. 3 как «b») в направлении по толщине горячекатаной стальной полосы между исходной точкой скоса и поверхностью, определяющей внутреннюю поверхность трубы (конечное местоположение скоса на внутренней поверхности трубы), составляло от 2 до 80% толщины горячекатаной стальной полосы (толщина стальной полосы).
Когда от 2 до 80% толщины стальной полосы представлено в виде общего (а + b на фиг. 3) расстояния (обозначено как «а» на фиг. 3) в направлении по толщине горячекатаной стальной полосы между исходной точкой скоса и поверхностью, определяющей наружную поверхность трубы, и расстояния (обозначено как «b» на фиг. 3) в направлении по толщине горячекатаной стальной полосы между исходной точкой скоса и поверхностью, определяющей внутреннюю поверхность трубы, подавляется перегрев наружного и внутреннего краев стальной полосы, и оксиды, которые образуются перед выполнением электрической контактной сварки, принудительно направляются и вытесняются в направлениях вверх и вниз в стальной полосе при высадке. В результате по сравнению со случаем отсутствия скосов общее количество в ч./млн (по массе) таких элементов, как кремний, марганец и алюминий, присутствующих во включениях с эквивалентным диаметром круга 8 мкм или более в сварном соединении, получаемом электрической контактной сваркой, снижается приблизительно на 5 ч./млн относительно общей массы участка шириной 2 мм сварного соединения, получаемого электрической контактной сваркой, включая железную основу.
Например, форма кромок предпочтительно может соответствовать форме, иллюстрируемой в примере на фиг. 3, которая разработана с учетом склонности к окислению foxy, определяемой представленным ниже уравнением (1).

(Здесь Mn, Si, Cr, Al и Ca являются значениями содержания в мас. % соответствующих элементов.)
Средний угол α(°) наклона на фиг. 3 предпочтительно удовлетворяет представленному ниже уравнению (2) с учетом склонности к окислению foxy жидкой стали.

Разработанная форма скосов со средним значением угла α наклона в этом диапазоне гарантирует предотвращение чрезмерного нагрева краев стальной полосы, а также обеспечивает вытеснение образующихся включений (оксидов) в направлении вверх и вниз по стальной полосе при высадке. Соответственно, общее количество таких элементов, как кремний, марганец, алюминий и кальций, во включениях с эквивалентным диаметром круга 8 мкм или более сварного соединения, получаемого электрической контактной сваркой, снижается до 16 ч./млн или менее. Если средний угол α наклона не удовлетворяет уравнению (2), скосы оказывают незначительный эффект на стимулирование вытеснения оксидов. Такие скосы не ограничиваются линейной формой и могут иметь изогнутую форму.
Для того чтобы контролировать вязкость образующихся во время электрической контактной сварки оксидов в диапазоне до 2 пуаз или менее, электрическая контактная сварка согласно настоящему изобретению выполняется с одновременным контролем концентрации кислорода в атмосфере во время электрической контактной сварки и/или с контролем времени от начала плавления под действием нагрева в процессе электрической контактной сварки до высадки.
При контроле содержания кислорода в атмосфере во время электрической контактной сварки содержание кислорода регулируется до величины не более 1000/foxy ч./млн по объему с учетом склонности к окислению foxy жидкой стали, определяемой приведенным ниже уравнением (1):

(Здесь Mn, Si, Cr, Al и Ca являются значениями содержания в мас. % соответствующих элементов.)
Концентрация кислорода в атмосфере во время электрической контактной сварки может быть снижения с применением любого способа без ограничений. Например, получаемое электрической контактной сваркой сварное соединение может быть герметично укупорено в коробчатой конструкции, в которую подается неокисляющий газ. Для поддержания низкой концентрации кислорода в атмосфере важно, чтобы неокисляющий газ подавался в форме ламинарного потока через форсунку, имеющую многослойную структуру, например, трехслойную структуру. Концентрация кислорода предпочтительно измеряется с помощью прибора для измерения содержания кислорода вблизи сварного соединения, получаемого электрической контактной сваркой. Если концентрация в объемном соотношении кислорода в атмосфере при электрической контактной сварке превышает (1000/foxy) ч./млн, то в ходе электрической контактной сварки образуется большое количество оксидов и общее содержание кремния, марганца, алюминия, кальция и хрома, присутствующих во включениях с эквивалентным диаметром круга 8 мкм или более, превышает 16 ч./млн, что вызывает ухудшение стойкости к HIC и низкотемпературной ударной вязкости. Таким образом, концентрация в объемной доле кислорода в атмосфере в процессе электрической контактной сварки контролируется на уровне не более (1000/foxy) ч./млн.
Настоящее изобретение может включать контроль времени от начала плавления под действием нагревания во время электрической контактной сварки до высадки. В данном случае это время предпочтительно составляет от 0,2 до 4 секунд (т.е. время между началом плавления краев стальной полосы в направлении по ее ширине и высадкой). Если время между началом плавления под действием нагревания при электрической контактной сварке и высадкой составляет менее 0,2 секунд, температура жидкой стали все еще является низкой, а вязкость оксидов не достигает 2 пуаз или менее, соответственно, проявляется тенденция к сохранению оксидов, образующихся в сварном соединении, получаемом электрической контактной сваркой. С другой стороны, если время между началом плавления под действием нагревания при электрической контактной сварке и высадкой составляет более 4 секунд, образуется большое количество оксидов и, кроме того, возрастает количество расплавленного силиката в оксидах, соответственно, проявляется тенденция к сохранению образующихся оксидов в сварном соединении, получаемом электрической контактной сваркой. По этим причинам время от начала плавления под действием нагревания при электрической контактной сварке до высадки предпочтительно регулируют таким образом, чтобы оно находилось в пределах от 0,2 до 4 секунд. Более предпочтительно вязкость оксидов, образующихся во время электрической контактной сварки, составляет 1 пуаз или менее. Время от начала плавления под действием нагревания при электрической контактной сварке до высадки может составлять от 0,4 до 3 секунд.
Сварное соединение получаемой электрической контактной сваркой сварной стальной трубы, обеспечиваемое упомянутым выше способом, затем подвергают термообработке в режиме реального времени.
На ударную вязкость сварных соединений, получаемых электрической контактной сваркой, влияют включения (оксиды), присутствующие в получаемых электрической контактной сваркой сварных соединениях, а также матричная фаза (основной металл). В настоящем изобретении термическая обработка после электрической контактной сварки предпочтительно является термической обработкой в режиме реального времени (обработка нагрев-охлаждение), во время которой сварное соединение, получаемое электрической контактной сваркой, нагревают до средней температуры в направлении по толщине получаемого электрической контактной сваркой сварного соединения от 720 до 1070°C и затем охлаждают воздухом или водой до температуры 500°C или ниже. Эта термическая обработка в режиме реального времени может выполняться с помощью любых без ограничения способов. Предпочтительным способом является способ индукционного нагрева.
Термическая обработка увеличивает низкотемпературную ударную вязкость сварных соединений, получаемых электрической контактной сваркой. Если температура нагрева составляет менее 720°C, закаленная структура (твердая структура), образовавшаяся в процессе электрической контактной сварки, сохраняется и, таким образом, увеличение низкотемпературной ударной вязкости является небольшим. С другой стороны, нагревание до температуры выше 1070°C вызывает укрупнение зерен и приводит к ухудшению низкотемпературной ударной вязкости. Средняя температура нагревания во время термообработки в направлении по толщине предпочтительно составляет от 770 до 1020°C.
Дополнительно к описанной выше термической обработке может выполняться отпуск термообработкой (термическая обработка-обработка нагреванием-охлаждением), во время которой сварное соединение нагревают до температуры менее 720°C и охлаждают на воздухе. Посредством обработки отпуском (нагревание-охлаждение) удается добиться дополнительного улучшения низкотемпературной ударной вязкости сварного соединения, получаемого электрической контактной сваркой.
Далее настоящее изобретение описывается на основании нижеследующих примеров.
Примеры
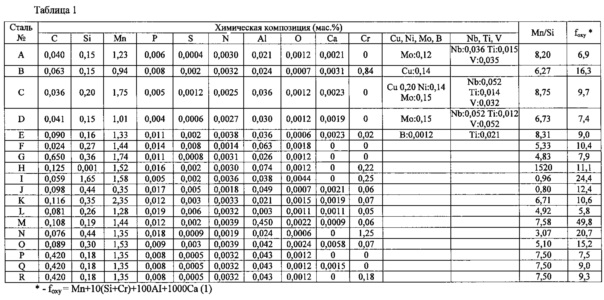
Материалы стали (слябы: толщина 250 мм), имеющие представленные в таблице 1 химические композиции, нагревали до температуры 1260°C и выдерживали в течение 90 минут, после чего подвергали черновой прокатке с последующим выполнением чистовой прокатки при температуре чистовой прокатки 850°C и смотки при температуре 580°C с получением, таким образом, горячекатаных стальных полос (толщина: 19,1 мм).
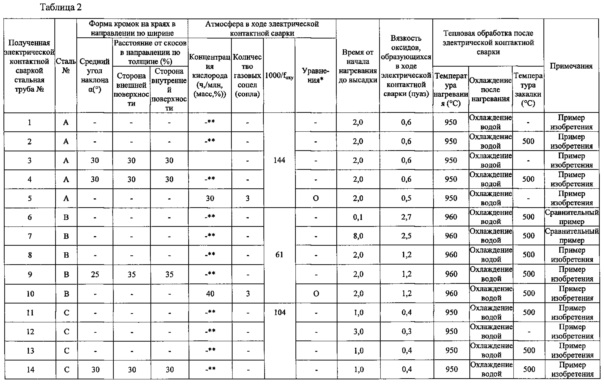
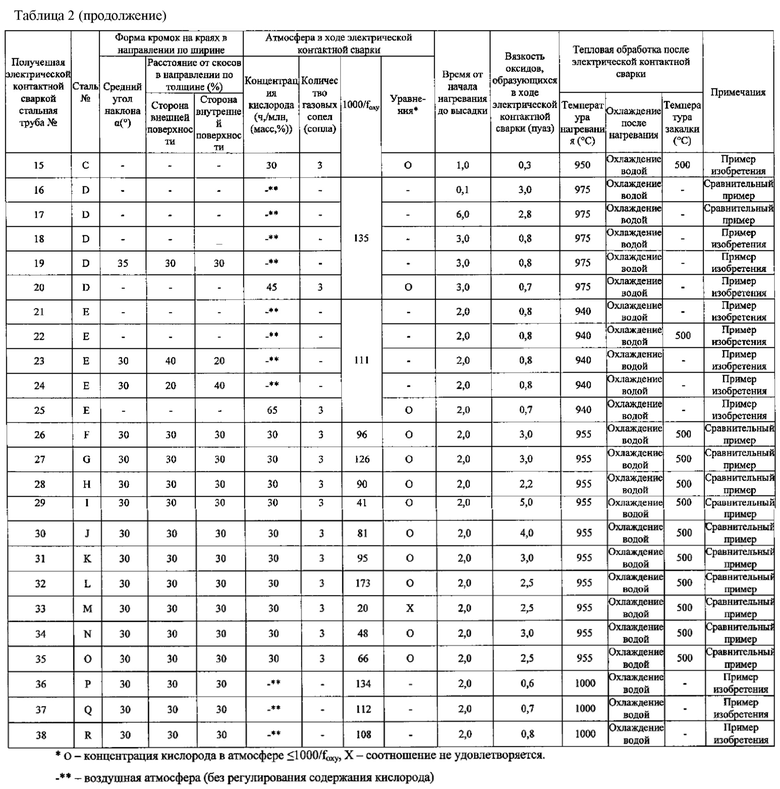
Эти горячекатаные стальные полосы разрезали на полосы заданной ширины и далее выполняли непрерывное роликовое профилирование в условиях, описанных в таблице 2, для получения открытых труб, имеющих приблизительно цилиндрическую форму. В условиях, представленных в таблице 2, эти открытые трубы сваривали электрической контактной сваркой, во время которой участки открытых труб, включающие свариваемые встык соединения, нагревали по меньшей мере до температуры плавления и выдерживали с применением шовоотжимных валков трубоэлектросварочного стана для получения свариваемых электрической контактной сваркой сварных соединений. Таким образом были получены сварные стальные трубы, свариваемые электрической контактной сваркой (наружный диаметр 304,8 мм).
Во время роликового профилирования валками с разрезной шовнаправляющей шайбой трубоформовочного стана на наружной поверхности и внутренней поверхности образовывались скосы со средними значениями угла α° наклона, представленными в таблице 2. Отношения высот скосов на наружной поверхности и внутренней поверхности составляло от 20 до 40% общей толщины (высота на стороне наружной поверхности соответствует "а" на фиг. 3, а высота на стороне внутренней поверхности соответствует "b" на фиг. 3). На некоторых из свариваемых электрической контактной сваркой стальных труб не выполняли скошенных кромок.
В некоторых случаях электрическая контактная сварка включала регулировку атмосферы, при которой выражаемая в виде объемной доли концентрация кислорода в атмосфере в ходе контактной сварки снижалась до 30-65 ч./млн посредством продувки N2 через форсунку с тремя отверстиями. В других случаях получаемые электрической контактной сваркой сварные стальные трубы или трубопроводы изготавливались в воздушной атмосфере. Концентрация кислорода в сварных соединениях, получаемых электрической контактной сваркой, измерялась с помощью прибора для измерения содержания кислорода посредством приведения его зонда в контакт со сварным соединением, получаемым электрической контактной сваркой.
После выполнения электрической контактной сварки, полученные сварные соединения подвергали обработке нагреванием-охлаждением (термообработка) (шов после закалки и отпуска) с применением аппаратуры для нагревания в режиме реального времени токами высокой частоты в условиях, указанных в таблице 2. Охлаждение выполняли с помощью воды. В некоторых случаях сварные соединения, получаемые электрической контактной сваркой, дополнительно подвергали обработке нагреванием-охлаждением (термообработка: обработка отпуском), во время которой сварные соединения дополнительно нагревали до температуры 500°C с помощью аппаратуры для нагревания в режиме реального времени токами высокой частоты и охлаждали воздухом.
Вязкость оксидов, которые образуются в процессе выполнения электрической контактной сварки (температура 1550°C) определяли на основе химических композиций оксидов, образующихся в процессе электрической контактной сварки, с помощью уравнения (1); результаты представлены в таблице 2.
На фиг. 4 показана взаимосвязь между химической композицией (Mn/Si) горячекатаных стальных листов, которая влияет на химические композиции оксидов, и временем от начала плавления краев стального листа до высадки.
Что касается получаемых электрической контактной сваркой стальных труб, сварные соединения электрической контактной сварки сначала анализировали для определения общего количества кремния, марганца, алюминия, кальция и хрома во включениях с эквивалентным диаметром круга 8 мкм или больше. Кроме этого, из основного металла стальных труб, свариваемых электрической контактной сваркой, отбирали образцы для испытаний на разрыв и проводились испытания на разрыв для определения свойств при растяжении (предел текучести YS и прочность на разрыв TS) основного металла. Помимо этого, были взяты испытательные образцы из сварных соединений электрической контактной сварки стальных труб, свариваемых электрической контактной сваркой, и проведены испытания этих образцов для оценки стойкости к HIC, низкотемпературной ударной вязкости и вязкости при разрушении сварных соединений, получаемых электрической контактной сваркой. Методы испытаний были следующими.
(1) Измерение общего количества кремния, марганца, алюминия, кальция и хрома во включениях с эквивалентным диаметром круга 8 мкм или более в сварных соединениях, получаемых электрической контактной сваркой.
Образец листа для электролитического осаждения шириной 2 мм отбирали из свариваемых электрической контактной сваркой стальных труб таким образом, чтобы свариваемые электрической контактной сваркой сварные соединения располагались в центре образца. Образец листа подвергали электролизу в 10% АА жидкости для электролитического извлечения включений. Полученный электролитический экстракт (включения) фильтровали через сетчатый фильтр с диаметром ячейки 8 мкм или менее. Профильтрованный электролитический экстракт (включения с эквивалентным диаметром круга 8 мкм или больше) подвергали плавлению со щелочью и анализировали с помощью ICP-анализа для определения наличия во включениях кремния, марганца, алюминия, кальция и хрома. Общее содержание во включениях с эквивалентным диаметром круга 8 мкм или более этих элементов, а именно, кремния, марганца, алюминия, кальция и хрома, выражали в мас. % относительно общей массы сварного соединения, получаемого электрической контактной сваркой, включая основной металл железо. Содержание любого из этих элементов, отсутствующих в стальной трубе, полученной электрической контактной сваркой, принималось равным нулю.
(2) Испытания на растяжение.
В соответствии с требованиями JIS Z 2201, были отобраны образцы для испытаний JIS №12С (дугообразные образцы для испытаний на растяжение) из участков основного металла сварных стальных труб, получаемых электрической контактной сваркой; при этом направление по оси трубы совпадало с направлением растяжения исследуемого образца. Испытания на растяжение выполняли в соответствии с JIS Z 2241 для определения свойств при растяжении (предел текучести YS и прочность на разрыв TS).
(3) Испытания на ударную вязкость по Шарпи.
В соответствии с требованиями JIS Z 2242, из стальных труб, получаемых электрической контактной сваркой, были отобраны образцы для испытаний ударной вязкости по Шарпи (имеющие V-образные надрезы образцы для испытаний по Шарпи меньшего размера с толщиной, равной толщине труб) в обоих окружных направлениях, начиная от сварного соединения, получаемого электрической контактной сваркой. Наличие надреза подтверждали травлением, и образованное электрической контактной сваркой сварное соединение находилось в центре. Образцы для испытания на ударную вязкость по Шарпи (образцы для испытания по Шарпи с V-надрезами) подвергали испытанию на ударную вязкость с измерением величины поглощенной энергии. Температура испытания составляла -60°C; испытание выполнялось на трех образцах.
Было получено среднее арифметическое величины поглощенной энергии образованного электрической контактной сваркой сварного соединения стальной трубы.
(4) Испытание на смещение раскрытия вершины трещины (CTOD).
В соответствии с требованиями WES 1108 (1995) были взяты образцы для испытаний CTOD из сварных соединений, образованных электрической контактной сваркой стальных труб, получаемых электрической контактной сваркой.
В центре получаемых электрической контактной сваркой соединений создавалась предварительная усталостная трещина и проводилось испытание по методу трехточечного изгиба при температуре испытания -20°C.
Измерялись показатели раскрытия вершины трещины (CTOD) хрупкого разрушения для оценки вязкости при разрушении сварных соединений, получаемых электрической контактной сваркой.
(5) Испытание на стойкость к HIC.
Образцы для испытания на стойкость к HIC (размеры: толщина 10 мм × ширина 20 мм × длина 100 мм) были взяты из сварных соединений получаемых электрической контактной сваркой стальных труб таким образом, чтобы направление по длине испытуемых образцов было бы направлением по оси трубы, а продольное сечение сварного соединения, получаемого электрической контактной сваркой, находилось бы в центре в направлении по ширине испытуемого образца. Испытуемые образцы подвергали испытаниям на стойкость к HIC. Испытание на стойкость к HIC выполняли посредством выдерживания испытуемых образцов в среде NACE ТМ0284 раствора A (0,5% CH3COOH + 5% NaCl + насыщенный H2S) в течение 200 часов. После выдерживания с помощью ультразвуковой дефектоскопии изучалось продольное сечение получаемых электрической контактной сваркой сварных соединений и по результатам обработки изображения определялась относительная площадь растрескивания (CAR). Результаты представлены в таблице 3.
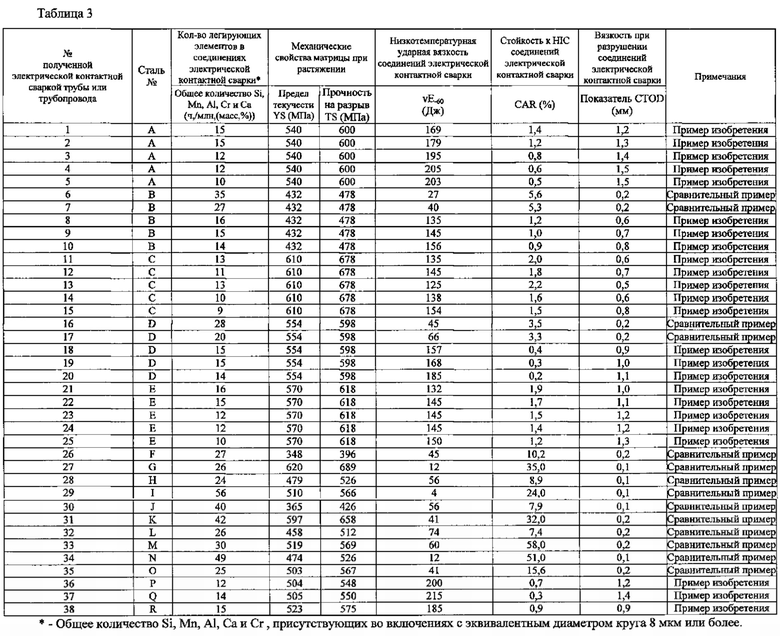
Во всех примерах изобретения вязкость оксидов, образовавшихся в процессе электрической контактной сварки, составляла не более 2 пуаз, и, соответственно, общее количество кремния, марганца, алюминия, кальция и хрома во включениях в сварном соединении, получаемом электрической контактной сваркой, с эквивалентным диаметром круга 8 мкм или более, было снижено до 16 ч./млн или менее; прочность на разрыв TS основного металла составила не менее 434 МПа; сварное соединение, получаемое электрической контактной сваркой, имело CAR не более 3% после 200 часов выдержки в среде NACE раствора A; сварное соединение, полученное электрической контактной сваркой, во время испытания ударной вязкости по Шарпи при температуре -60°C показало поглощенную энергию vE-60 выше 120 Дж; значение CTOD составило не менее 0,3 мм. Таким образом, стальные трубы или трубопроводы, получаемые электрической контактной сваркой, во всех примерах изобретения продемонстрировали превосходную стойкость к HIC, низкотемпературную вязкость и вязкость при разрушении. Напротив, сравнительные примеры, которые не входят в объем настоящего изобретения, не смогли продемонстрировать требуемых свойств, поскольку все результаты для прочности на разрыв TS составляли менее 434 МПа; вязкость оксидов, образовавшихся в процессе электрической контактной сварки, составляла более 2 пуаз, и, соответственно, общее количество кремния, марганца, алюминия, кальция и хрома во включениях в сварном соединении, получаемом электрической контактной сваркой, с эквивалентным диаметром круга 8 мкм или более превышало 16 ч./млн; сварное соединение, получаемое электрической контактной сваркой, имело CAR более 3% после 200 часов выдержки в среде NACE раствора A; сварное соединение, получаемое электрической контактной сваркой, продемонстрировало поглощенную энергию vE-60 менее 120 Дж во время испытания ударной вязкости по Шарпи при температуре -60°C; и значение CTOD составило менее 0,3 мм.
В сравнительных примерах, в которых время от начала плавления под действием нагревания до высадки было вне предпочтительного интервала (стальные трубы или трубопроводы, получаемые электрической контактной сваркой №№6, 7, 16 и 17) вязкость оксидов, образовавшихся в процессе электрической контактной сварки, составляла более 2 пуаз, общее количество кремния, марганца, алюминия, кальция и хрома во включениях в сварном соединении, получаемом электрической контактной сваркой, с эквивалентным диаметром круга 8 мкм или более превышало 16 ч./млн; сварное соединение, получаемое электрической контактной сваркой, имело CAR более 3% после 200 часов выдержки в среде NACE раствора A; сварное соединение, получаемое электрической контактной сваркой, продемонстрировало поглощенную энергию vE-60 менее 120 Дж во время испытания ударной вязкости по Шарпи при температуре -60°C; и значение CTOD составило менее 0,3 мм. Таким образом, сравнительные примеры (стальные трубы или трубопроводы, получаемые электрической контактной сваркой №№6, 7, 16 и 17) не продемонстрировали требуемых свойств. Сравнительный пример, в котором содержание C было ниже, чем диапазон изобретения (свариваемая электрической контактной сваркой стальная труба или трубопровод №26), продемонстрировал прочность на разрыв TS менее 434 МПа, что не удовлетворяет требованиям к прочности.
В сравнительных примерах, в которых содержание любого из таких элементов, как углерод, кремний, марганец, алюминий, кальций и хром, было выше, чем диапазон изобретения (стальные трубы или трубопроводы, получаемые электрической контактной сваркой, №№27, 29, 31, 33, 34 и 35), показатель CAR составил более 3% после 200 часов выдержки в среде NACE раствора A; vE-60 было менее 120 Дж, а значение CTOD составило менее 0,3 мм. Таким образом, сравнительные примеры (стальные трубы или трубопроводы, получаемые электрической контактной сваркой, №№27, 29, 31, 33, 34 и 35) не смогли обеспечить требуемые свойства.
В сравнительных примерах, в которых содержание любого из таких элементов, как кремний, марганец и алюминий было ниже, чем диапазон изобретения (стальные трубы или трубопроводы, получаемые электрической контактной сваркой, №№28, 30, и 32), показатель CAR составил более 3% после 200 часов выдержки в среде NACE раствора A; vE-60 было менее 120 Дж, а значение CTOD составило менее 0,3 мм. Таким образом, сравнительные примеры (стальные трубы или трубопроводы, получаемые электрической контактной сваркой, №№28, 30 и 32) не продемонстрировали требуемых свойств.
Изобретение относится к области металлургии, а именно к стальным трубам, получаемым электрической контактной сваркой. Труба имеет химическую композицию, содержащую, в мас.%, С: от 0,03 до 0,59, Si: от 0,10 до 0,50, Mn: от 0,60 до 2,10, Al: от 0,01 до 0,35, Са: от 0,0001 до 0,0040, Cr: от 0,01 до 1,09, при этом содержание Si и содержание Mn удовлетворяют массовому отношению Mn/Si, находящемуся в диапазоне от 6,0 до 9,0, и остальное составляет Fe и неизбежные примеси. В сварном соединении общее количество кремния, марганца, алюминия, кальция и хрома во включениях с эквивалентным диаметром круга 8 мкм или более составляет не более 16 ч./млн в мас.% относительно общей массы сварного соединения шириной 2 мм, включая основу, содержащую железо и неизбежные примеси. Получаемые трубы имеют прочность на разрыв TS не менее 434 МПа, а сварное соединение обладает стойкостью к водородному растрескиванию (HIC) и низкотемпературной ударной вязкостью при испытаниях по Шарпи при -60°С согласно JIS Z 2242 не менее 120 Дж. 2 н. и 11 з.п. ф-лы, 4 ил., 3 табл.
1. Стальная труба, полученная электрической контактной сваркой, имеющая сформированное электрической контактной сваркой сварное соединение и химическую композицию, содержащую, в мас.%, С: от 0,03 до 0,59, Si: от 0,10 до 0,50, Mn: от 0,60 до 2,10, Al: от 0,01 до 0,35, Са: от 0,0001 до 0,0040, Cr: от 0,01 до 1,09, при этом содержание Si и содержание Mn удовлетворяют массовому отношению Mn/Si, находящемуся в диапазоне от 6,0 до 9,0, и остальное составляет Fe и неизбежные примеси, при этом труба имеет прочность на разрыв TS не менее 434 МПа, а в сварном соединении общее количество кремния, марганца, алюминия, кальция и хрома во включениях с эквивалентным диаметром круга 8 мкм или более составляет не более 16 ч./млн в мас.% относительно общей массы сварного соединения шириной 2 мм, включая основу, содержащую железо и неизбежные примеси, при этом сварное соединение обладает стойкостью к водородному растрескиванию (HIC) и низкотемпературной ударной вязкостью при испытаниях по Шарпи при -60°С согласно JIS Z 2242 не менее 120 Дж.
2. Труба по п. 1, в которой химическая композиция дополнительно содержит по меньшей мере один элемент, выбранный из следующих групп, в мас.%:
один или более элементов, выбранных из Cu: от 0,01 до 0,35, Мо: от 0,01 до 0,25, Ni: от 0,01 до 0,20 и B: от 0,0001 до 0,0030;
один или более элементов, выбранных из Nb: от 0,001 до 0,060, V: от 0,001 до 0,060 и Ti: от 0,001 до 0,080.
3. Способ производства стальной трубы электрической контактной сваркой, включающий непрерывное роликовое профилирование горячекатаной стальной полосы в открытую трубу, имеющую приблизительно круглое поперечное сечение, сваривание открытой трубы электрической контактной сваркой с формированием сварного соединения путем нагрева стыковых участков открытой трубы до температуры плавления или выше, высаживание трубы обжимным валком и последующую термическую обработку сварного соединения в режиме on-line, отличающийся тем, что
горячекатаная стальная полоса имеет химическую композицию, которая включает, в мас.%, С: от 0,03 до 0,59, Si: от 0,10 до 0,50, Mn: от 0,60 до 2,10, Al: от 0,01 до 0,35, Са: от 0,0001 до 0,0040, Cr: от 0,01 до 1,09, при этом содержание Si и содержание Mn удовлетворяют отношению Mn/Si, находящемуся в диапазоне от 6,0 до 9,0, и остальное составляет Fe и неизбежные примеси, и горячекатаная стальная полоса имеет прочность на разрыв TS не менее 434 МПа, электрическую контактную сварку осуществляют при регулировании концентрации кислорода в атмосфере во время электрической контактной сварки и/или при регулировании времени от начала плавления под действием нагревания до высадки с тем, чтобы обеспечить регулирование вязкости оксида, который образуется во время электрической контактной сварки, до 2 пуаз или ниже, и при этом сформированное электрической контактной сваркой сварное соединение обладает стойкостью к HIC и низкотемпературной ударной вязкостью при испытаниях по Шарпи при -60°С согласно JIS Z 2242 не менее 120 Дж.
4. Способ по п. 3, в котором химическая композиция стальной полосы дополнительно содержит по меньшей мере один элемент, выбранный из групп, в мас.%:
один или более элементов, выбранных из Cu: от 0,01 до 0,35, Mo: от 0,01 до 0,25, Ni: от 0,01 до 0,20 и B: от 0,0001 до 0,0030;
один или более элементов, выбранных из Nb: от 0,001 до 0,060, V: от 0,001 до 0,060 и Ti: от 0,001 до 0,080.
5. Способ по п. 3, в котором роликовое профилирование включает формовку ножевой клетью трубосварочного стана с образованием скошенных кромок на краях по обеим сторонам горячекатаной стальной полосы в направлении по ширине, причем общее расстояние в направлении по толщине горячекатаной стальной полосы между исходной точкой скоса и поверхностью, определяющей наружную поверхность трубы, или поверхностью, определяющей внутреннюю поверхность трубы, составляет от 2 до 80% толщины горячекатаной стальной полосы.
6. Способ по п. 4, в котором роликовое профилирование включает формовку ножевой клетью трубосварочного стана с образованием скошенных кромок на краях по обеим сторонам горячекатаной стальной полосы в направлении по ширине, причем общее расстояние в направлении по толщине горячекатаной стальной полосы между исходной точкой скоса и поверхностью, определяющей наружную поверхность трубы, или поверхностью, определяющей внутреннюю поверхность трубы, составляет от 2 до 80% толщины горячекатаной стальной полосы.
7. Способ по любому из пп. 3-6, в котором время от начала плавления стыковых участков под действием нагревания до высадки регулируют в диапазоне от 0,2 до 4 секунд.
8. Способ по любому из пп. 3-6, в котором электрическую контактную сварку осуществляют при регулировании концентрации объемной доли кислорода в атмосфере во время сваривания электрической контактной сваркой до уровня 1000/foxy ч./млн или ниже, где foxy представляет собой показатель склонности жидкой стали к окислению, определяемый следующим уравнением (1):

где Mn, Si, Cr, Al и Са представляют собой значения содержания в мас.% соответствующих элементов.
9. Способ по п. 7, в котором электрическую контактную сварку осуществляют при регулировании концентрации объемной доли кислорода в атмосфере во время сваривания электрической контактной сваркой до уровня 1000/foxy ч./млн или ниже, где foxy представляет собой показатель склонности жидкой стали к окислению, определяемый следующим уравнением (1):

где Mn, Si, Cr, Al и Са представляют собой значения содержания в мас.% соответствующих элементов.
10. Способ по любому из пп. 3-6, в котором термическая обработка сформированного электрической контактной сваркой сварного соединения включает нагрев сварного соединения до температуры от 720 до 1070°С, которая является средним значением температуры в направлении по толщине сварного соединения, и воздушное или водяное охлаждение сварного соединения или, кроме того, включает нагрев сформированного электрической контактной сваркой сварного соединения до температуры менее 720°С, которая является средним значением температуры в направлении по толщине сварного соединения, и воздушное охлаждение сварного соединения.
11. Способ по п. 7, в котором термическая обработка сформированного электрической контактной сваркой сварного соединения включает нагрев сварного соединения до температуры от 720 до 1070°С, которая является средним значением температуры в направлении по толщине сварного соединения, и воздушное или водяное охлаждение сварного соединения или, кроме того, включает нагрев сформированного электрической контактной сваркой сварного соединения до температуры менее 720°С, которая является средним значением температуры в направлении по толщине сварного соединения, и воздушное охлаждение сварного соединения.
12. Способ по п. 8, в котором термическая обработка сформированного электрической контактной сваркой сварного соединения включает нагрев сварного соединения до температуры от 720 до 1070°С, которая является средним значением температуры в направлении по толщине сварного соединения, и воздушное или водяное охлаждение сварного соединения или, кроме того, включает нагрев сформированного электрической контактной сваркой сварного соединения до температуры менее 720°С, которая является средним значением температуры в направлении по толщине сварного соединения, и воздушное охлаждение сварного соединения.
13. Способ по п. 9, в котором термическая обработка сформированного электрической контактной сваркой сварного соединения включает нагрев сварного соединения до температуры от 720 до 1070°С, которая является средним значением температуры в направлении по толщине сварного соединения, и воздушное или водяное охлаждение сварного соединения или, кроме того, включает нагрев сформированного электрической контактной сваркой сварного соединения до температуры менее 720°С, которая является средним значением температуры в направлении по толщине сварного соединения, и воздушное охлаждение сварного соединения.
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |
| ГОРЯЧЕКАТАНЫЙ СТАЛЬНОЙ ЛИСТ ДЛЯ ВЫСОКОПРОЧНОЙ ТРУБЫ, ИЗГОТОВЛЕННОЙ ПУТЕМ КОНТАКТНОЙ СВАРКИ, ОБЛАДАЮЩИЙ СТОЙКОСТЬЮ К ВОЗДЕЙСТВИЮ СЕРНИСТОГО ГАЗА И ИСКЛЮЧИТЕЛЬНОЙ УДАРНОЙ ВЯЗКОСТЬЮ, И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО СТАЛЬНОГО ЛИСТА | 2005 |
|
RU2360013C2 |
| СПОСОБ ПРОИЗВОДСТВА СВАРКОЙ СОПРОТИВЛЕНИЕМ ЭЛЕКТРОСВАРНОЙ СТАЛЬНОЙ ТРУБЫ И ЭЛЕКТРОСВАРНОЙ СТАЛЬНОЙ ТРУБЫ С ВЫСОКИМ СОДЕРЖАНИЕМ Si ИЛИ ВЫСОКИМ СОДЕРЖАНИЕМ Cr | 2008 |
|
RU2429093C2 |
| СВАРНАЯ СТАЛЬНАЯ ТРУБА, ИЗГОТОВЛЕННАЯ С ПРИМЕНЕНИЕМ ВЫСОКОЭНЕРГОПЛОТНОГО ЛУЧА, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2448796C1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |

