Область техники, к которой относится изобретение
Настоящее изобретение относится к высокопрочной толстостенной сварной стальной трубе для трубопровода с превосходной низкотемпературной вязкостью, пригодной для трубопровода, транспортирующего сырую нефть и природный газ.
Уровень техники
В настоящее время в качестве материала для трубопроводов для транспортировки на большие расстояния сырой нефти и природного газа используют стальную трубу для трубопроводов, изготовленную в соответствии со Стандартом Х70 Американского Института Нефти (АИН) (предел прочности 564 МПа или выше), или стальную трубу с более высокой категорией прочности, вплоть до Х80 (предел прочности 620 МПа или выше). В последние годы с целью повышения эффективности транспортировки сырой нефти и природного газа были проведены исследования, связанные с увеличением внутреннего давления в трубопроводах. Наряду с этим, для трубопровода требуется высокопрочная стальная труба большей толщины с прочностью Х70 или выше, более того, с прочностью Х80 или выше, имеющая предел прочности 600 МПа или выше, чтобы дополнительно повысить прочность и увеличить толщину трубы.
Предложен способ использования регулируемой прокатки и регулируемого охлаждения, чтобы получать металлическую структуру мелкодисперсного бейнита и изготовить толстолистовую сталь с превосходной прочностью и вязкостью (например, патентная публикация Японии (А) №2000-256777, патентная публикация Японии (А) №2004-76101 и патентная публикация Японии (А) №2004-143509). Такие обычные магистральные трубы с прочностью Х80 или с более высокой прочностью имеют толщину, самое большее, менее 25 мм. Однако необходимы трубопроводы толщиной 25 мм или более, либо 30 мм или более.
В основном, при производстве толстолистовой стали, при регулируемой прокатке не обеспечивается достаточная прокатка центральной части по толщине листа. Кроме того, также затруднительно обеспечить скорость охлаждения при регулируемом охлаждении. Далее, при производстве толстостенных стальных труб, толстолистовой стали при помощи процесса UO придают форму трубы, затем края приводят в соприкосновение друг с другом и стыки сваривают при помощи дуговой сварки. Для стальной толстостенной трубы данная шовная сварка приводит к значительному подводу тепла. Зона термического влияния (называемая «ЗТВ») становится более грубой в отношении размера зерна, таким образом падение низкотемпературной вязкости становится важной проблемой.
В качестве технологии для улучшения низкотемпературной вязкости ЗТВ высокопрочной стальной трубы для трубопровода был предложен способ, основанный на внутризеренном превращении, для получения более мелкозернистой структуры ЗТВ (например, патентная публикация Японии (А) №8-325635, патентная публикация Японии (А) №2001-355039 и патентная публикация Японии (А) №2003-138340). В способе, предложенном в патентной публикации Японии (А) №8-325635, происходит формирование игольчатого феррита, являющегося зародышем для кристаллизации окислов. В способе, предложенном в патентной публикации Японии (А) №2001-355039 и патентной публикации Японии (А) №2003-138340, происходит формирование внутризеренного бейнита с использованием в качестве зародышей кристаллизации смеси, состоящей из включений окислов и сульфидов.
Использование внутризеренного бейнита является чрезвычайно эффективным для улучшения низкотемпературной вязкости ЗТВ. Однако если скорость охлаждения падает вследствие увеличенной толщины стальной трубы, бейнитное превращение становится недостаточным, формируется внутризеренный феррит и прочность падает. По этой причине увеличение толщины высокопрочных стальных труб для трубопроводов с превосходной низкотемпературной вязкостью является сложной задачей.
Раскрытие изобретения
Авторы настоящего изобретатели изготовили толстолистовую сталь для трубопровода с прочностью Х70 или Х80, или более с толщиной листа 25 мм или более и пределом прочности на растяжение (ПР) 600 МПа или более. В результате было установлено, что проблемы, связанные с увеличением толщины стального листа, были намного более серьезными, чем ожидалось. В частности, при регулируемой прокатке и регулируемой скорости охлаждения не обеспечивается достаточная прокатка центральной части по толщине листа, в связи с чем вязкость заметно падает по сравнению с вязкостью поверхностного слоя стального листа. Авторы настоящего изобретатели дополнительно исследовали структуру металла в центральной части по толщине стального листа, в результате чего установили, что в центральной части по толщине листа высокопрочной толстолистовой стали для трубопровода, чрезвычайно сложно создать мелкозернистую бейнитную структуру.
Настоящее изобретение решает проблемы предшествующего уровня техники и предлагает высокопрочную толстостенную сварную стальную трубу для трубопровода с превосходной низкотемпературной вязкостью, способную обеспечить превосходную низкотемпературную вязкость ЗТВ, даже при толщине трубы 25 мм или более, либо 30 мм или более и предлагает способ ее изготовления.
В соответствии с настоящим изобретением снижают содержание С и Al и добавляют соответствующие количества Мо и В для улучшения прокаливаемости, параметр прокаливаемости регулируют по углеродному эквиваленту Ceq и параметр свариваемости регулируют по параметру чувствительности к растрескиванию Pcm до оптимальных диапазонов, формируют в основном материале и ЗТВ сварной стальной трубы мелкозернистую структуру, в основном, состоящую из бейнита, и используют внутризеренный бейнит, сформированный, при использовании окислов Ti в качестве зародышей кристаллизации для увеличения мелкозернистости, т.е. уменьшения действительного размера зерна, в особенности, ЗТВ, получая таким образом высокопрочную сварную стальную трубу для трубопровода с превосходной низкотемпературной вязкостью.
Сущность изобретения состоит в следующем.
(1) Сварная стальная труба для высокопрочного толстостенного трубопровода с превосходной низкотемпературной вязкостью, полученная шовной сваркой основного материала стального листа, которому придана форма трубы, характеризуется тем, что указанный основной материал стального листа содержит, мас.%, С от 0,010 до 0,050%, Si от 0,01 до 0,50%, Mn от 0,50 до 2,00%, S от 0,0001 до 0,0050%, Ti от 0,003 до 0,030%, Мо от 0,10 до 1,50%, В от 0,0003 до 0,0030% и О от 0,0001 до 0,0080%, при предельном содержании Р 0,050% или менее и Al 0,020% или менее, и остальное: железо и неизбежные примеси, при этом значение Ceq, полученное из нижеследующей формулы 1, составляет от 0,30 до 0,53, значение Pcm, полученное из нижеследующей формулы 2, составляет от 0,10 до 0,20, выполняется нижеследующая формула 3, и структура металла указанного основного материала стального листа состоит из полигонального феррита, занимающего 20% площади или менее, и бейнита, занимающего 80% площади или более, причем действительный размер зерна в основном материале составляет 20 мкм или менее и действительный размер зерна в зоне термического влияния при сварке составляет 150 мкм или менее:



где С, Si, Mn, Ni, Cu, Cr, Мо, V и В обозначают содержание отдельных элементов (в мас.%).
(2) Сварная стальная труба для высокопрочного толстостенного трубопровода с превосходной низкотемпературной вязкостью, согласно пункту (1) характеризующаяся тем, что толщина основного материала стального листа составляет от 25 до 40 мм.
(3) Высокопрочная сварная стальная труба для трубопровода с превосходной низкотемпературной вязкостью согласно пункту (1) или (2), характеризующаяся тем, что кольцевой предел прочности на растяжение указанного основного материала стальной трубы составляет от 600 до 800 МПа.
(4) Сварная стальная труба для высокопрочного толстостенного трубопровода с превосходной низкотемпературной вязкостью согласно любому из пунктов (1)-(3), характеризующаяся тем, что указанный основной материал стального листа дополнительно содержит один или оба из следующих элементов, мас.%: Cu от 0,05 до 1,50% и Ni от 0,05 до 5,00%.
(5) Сварная стальная труба для высокопрочного толстостенного трубопровода с превосходной низкотемпературной вязкостью согласно любому из пунктов (1)-(4), характеризующаяся тем, что указанный основной материал стального листа дополнительно содержит один или более из следующих элементов, мас.%, Cr от 0,02 до 1,50%, V от 0,010 до 0,100%, Nb 0,001 до 0,200%, Zr от 0,0001 до 0,0500% и Та от 0,0001 до 0,0500%.
(6) Сварная стальная труба для высокопрочного толстостенного трубопровода с превосходной низкотемпературной вязкостью согласно любому из пунктов (1)-(5), характеризующаяся тем, что указанный основной материал стального листа дополнительно содержит один или более из следующих элементов, мас.%: Mg от 0,0001 до 0,0100%, Са от 0,0001 до 0,0050%, РЗМ от 0,0001 до 0,0050%, Y от 0,0001 до 0,0050%, Hf от 0,0001 до 0,0050%, Re от 0,0001 до 0,0050% и W от 0,01 до 0,50%.
(7) Сварная стальная труба для высокопрочного толстостенного трубопровода с превосходной низкотемпературной вязкостью согласно любому из пунктов (1)-(6), характеризующаяся тем, что металл сварного соединения содержит, мас.%: С от 0,010 до 0,100%, Si от 0,01 до 0,50%, Mn от 1,0 до 2,0%, Ni от 0,2 до 3,2%, Cr+Мо+V от 0,2 до 2,5%, Al от 0,001 до 0,100%, Ti от 0,003 до 0,050% и О от 0,0001 до 0,0500%, при предельном содержании: Р 0,020% или менее и S 0,010% или менее, и остальное - железо и неизбежные примеси.
(8) Способ изготовления высокопрочной сварной стальной трубы для трубопровода с превосходной низкотемпературной вязкостью, характеризующийся изготовлением стали, при котором для предварительного раскисления вводят Si и Mn, затем вводят Ti, чтобы состав стали соответствовал составам согласно любому из пунктов (1) и (4)-(6), затем сталь отливают и полученный стальной сляб подвергают горячей прокатке и затем стальному листу придают форму трубы и проводят шовную сварку стыковых участков.
(9) Способ изготовления высокопрочной сварной стальной трубы для трубопровода с превосходной низкотемпературной вязкостью согласно пункту (8), характеризующийся тем, что указанный стальной сляб нагревают до температуры 1000°С или выше, проводят его горячую прокатку при температуре от 900°С и ниже при относительном обжатии 2,5 или более и охлаждение водой до температуры 600°С или ниже.
(10) Способ изготовления сварной стальной трубы для высокопрочного толстостенного трубопровода с превосходной низкотемпературной вязкостью согласно пунктам (8) или (9), характеризующийся тем, что указанному стальному листу из основного материала придают форму трубы в процессе UO, стыковые участки внутренних и внешних поверхностей трубы сваривают дуговой сваркой под флюсом с последующей раскаткой трубы.
(11) Способ изготовления сварной стальной трубы для высокопрочного толстостенного трубопровода с превосходной низкотемпературной вязкостью согласно пункту (10), характеризующийся тем, что подводимое тепло при указанной дуговой сварке под флюсом составляет от 4,0 до 10,0 кДж/мм.
(12) Способ изготовления сварной стальной трубы для высокопрочного толстостенного трубопровода с превосходной низкотемпературной вязкостью согласно любому из пунктов (8)-(11), характеризующийся тем, что зоны сварного шва подвергают термической обработке.
(13) Способ изготовления сварной стальной трубы для высокопрочного толстостенного трубопровода с превосходной низкотемпературной вязкостью согласно пункту (12), характеризующийся тем, что зоны сварного шва подвергают термической обработке в диапазоне температур от 300 до 500°С.
Краткое описание чертежей
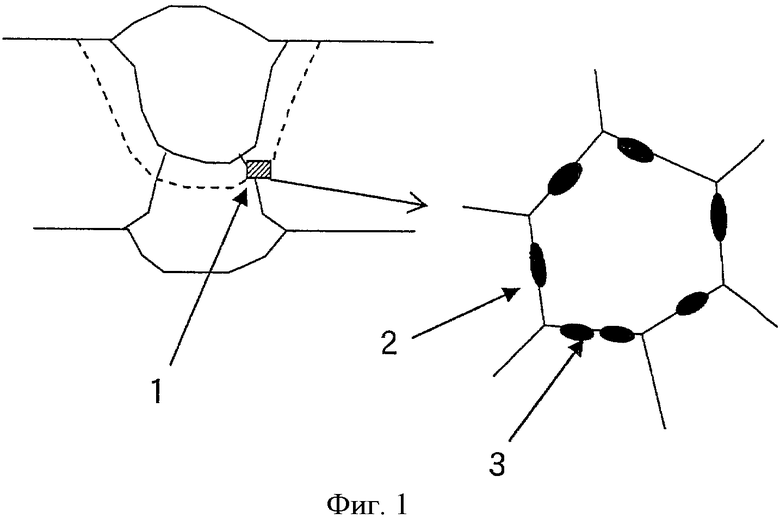
Фиг.1 - схематический вид структуры повторно нагретой ЗТВ.
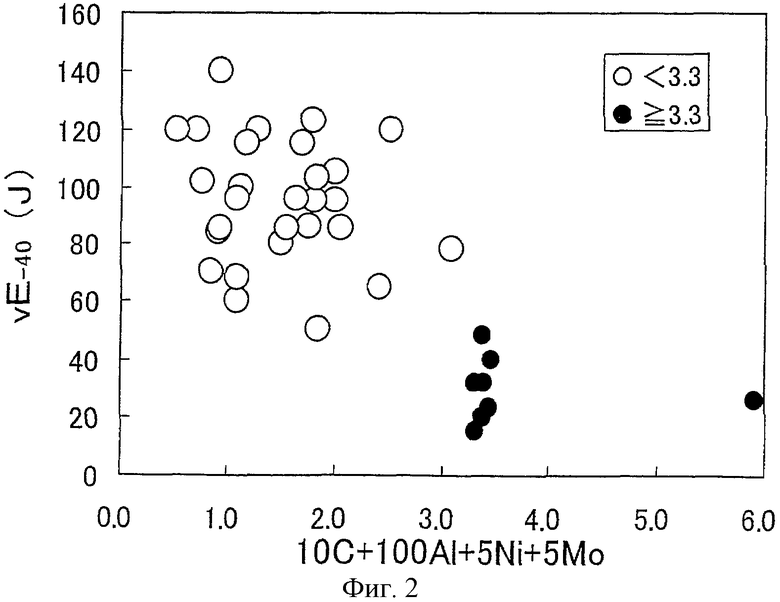
Фиг.2 - иллюстрация влияния компонентов стали на вязкость нагретой повторно ЗТВ.
Осуществление изобретения
В настоящем изобретении предложена сварная стальная труба, изготовленная из стального материала с пониженным содержанием С и со структурой металла, подвергнутой низкотемпературному превращению, и содержащей, главным образом, бейнит для улучшения вязкости, в который для улучшения прокаливаемости добавляют В, и используют внутризеренное превращение, в частности для уменьшения действительного размера зерна в ЗТВ и улучшения низкотемпературной вязкости. Таким образом, основными отличительными признаками настоящего изобретения являются снижение содержания Al, регулирование содержания кислорода и введение соответствующего количества Ti для диспергирования мелких включений, которые чрезвычайно эффективны в качестве зародышей для внутризеренного превращения в структуре основного материала стального листа, и использование их в качестве зародышей для внутризеренного превращения для уменьшения эффективного размера зерна основного материала стального листа. Следует отметить, что в нижеследующем описании основной материал стального листа также будет упоминаться просто как «стальной лист» и сварная стальная труба также будет упоминаться просто как «стальная труба».
Внутризеренный бейнит в структуре ЗТВ получен при превращении внутризеренного феррита, образованного в результате внутризеренного превращения, происходящего в стали при высокой температуре, с использованием во время охлаждения вышеупомянутых мелких включений в качестве зародышей. Поэтому количества добавок Мо и В и установление параметра прокаливаемости Ceq и параметра свариваемости Pcm в оптимальных диапазонах является чрезвычайно эффективным для формирования внутризеренного бейнита даже в стальной трубе большей толщины, как в настоящем изобретении, т.е. даже при более низкой скорости охлаждения. Благодаря формированию внутризеренного бейнита низкотемпературная вязкость в ЗТВ заметно улучшена без снижения прочности. Более того, внутризеренный бейнит может также способствовать подавлению разупрочнения ЗТВ стальной трубы.
Механизм формирования внутризеренного бейнита, как полагают, состоит в следующем: окислы типа анион-вакансия могут удерживать большие количества ионов Mn. Кроме того, соединение MnS легко осаждается на окислах. По этой причине вокруг окислов и сульфидов формируется слой, обедненный Mn. Этот слой, обедненный Mn, действует в качестве зародышей при превращении, которое происходит при нагреве стали до высокой температуры, при этом структура металла становится аустенитной и затем сталь охлаждают. Обычно формируется внутризеренный феррит лепестковой формы. При высокой скорости охлаждения или хорошей прокаливаемости внутризеренный феррит имеет высокую степень переохлаждения. Во время охлаждения внутризеренный феррит превращается в бейнит, становясь внутризеренным бейнитом.
Типичными окислами типа анион-вакансия являются мелкодисперсные окислы, содержащие главным образом Ti. При использовании этих окислов в качестве зародышей кристаллизации формируется внутризеренный бейнит лепестковой формы. Кроме того, мелкодисперсные сульфиды, главным образом, содержащие Mn, осаждаются совместно с мелкодисперсными окислами, главным образом, содержащими Ti. Следует отметить, что в зависимости от химического состава стали иногда окислы включают один или более из Al, Si, Mn, Cr, Mg, и Са и сульфиды включают один или более из Са, Cu, и Mg. Размер включений, формирующих зародыши для внутризеренного бейнита, может быть измерен с помощью просвечивающего электронного микроскопа (ПЭМ). Предпочтительным является размер включений в диапазоне от 0,01 до 5 мкм.
Когда в структуре ЗТВ формируется большое количество внутризеренного бейнита, смесь мартенсита и аустенита (структурная составляющая мартенсит-аустенит, называемая «МА») становится более мелкодисперсной в том месте, где начинается разрушение, и низкотемпературная вязкость значительно повышается. Если поддерживать количество С до 0,05% или менее и диспергировать мелкие включения при формировании внутризеренного бейнита, структура становится более мелкой, и участок излома при испытании на ударную вязкость по Шарпи, т.е. эффективный размер зерна становится меньше. Кроме того, внутризеренный бейнит является более прочным по сравнению с внутризеренным ферритом, в связи с чем формирование внутризеренного бейнита может подавить разупрочнение ЗТВ.
В центральной части по толщине высокопрочной сварной стальной трубы для трубопровода в ЗТВ (около участка 1/2 толщины, называемого «участок 1/2t»), как схематично показано на фиг.1, грубая смесь МА, присутствующая на старых границах зерна аустенита повторно нагретой ЗТВ, становится местом начала разрушения, при этом иногда снижается вязкость. На фиг.1 цифра 1 обозначает повторно нагретую ЗТВ, цифра 2 обозначает смесь мартенсита и аустенита и цифра 3 обозначает старую границу зерна аустенита. «Повторно нагретая ЗТВ» представляет собой участок металла сварного шва и ЗТВ вблизи линии оплавления при предшествующей сварке, повторно нагреваемый при последующей сварке. В зависимости от подводимого тепла во время сварки, ЗТВ может несколько изменяться в размерах, однако, обычно она представляет собой участок в пределах 10 мм от линии оплавления. Если на испытательных образцах выполняют надрезы, например, на расстоянии 1 мм или 2 мм от линии оплавления, то при испытании на ударную вязкость по Шарпи при температуре -40°С поглощенная энергия иногда составляет меньше 50 Дж.
Авторы настоящего изобретения провели исследования с целью улучшения низкотемпературной вязкости стали за счет уменьшении эффективного размера зерна в ЗТВ и подавления образования МА. Вначале были получены образцы стали различного химического состава, которые подвергались термической обработке, моделирующей термическую историю повторно нагретой ЗТВ, предусматривающую дуговую сварку под флюсом стыковых участков при изготовлении стальной трубы толщиной от 25 до 40 мм (называемой «испытанием на воспроизведение повторно нагретой ЗТВ»). С этой целью каждый образец стали нагревали до температуры 1400°С, немедленно охлаждали до комнатной температуры, вновь нагревали до температуры 750°С и немедленно охлаждали до комнатной температуры. Скорость охлаждения от температуры 800°С до 500°С составляла от 2 до 15°С/сек. На образцах после испытания на воспроизведение повторно нагретой ЗТВ были выполнены V-образные надрезы в соответствии со Стандартом JIS Z 2242 и проведены испытания на ударную вязкость по Шарпи при температуре -40°С. Результаты влияния состава стали на ударную вязкость, оцененные с помощью испытания на воспроизведение повторно нагретой ЗТВ, представлены на фиг.2.
На фиг.2 представлено соотношение между величиной 10С+100Al+5Ni+5Мо и поглощенной энергией при испытании по Шарпи при температуре -40°С образцов повторно нагретой ЗТВ, полученных моделированием. Авторы изобретения изучили влияние на вязкость воспроизведенной ЗТВ С, Мо и Ni, которые оказывают влияние на формирование МА и Al, который влияет на внутризеренное превращение. Кроме того, на основе полученных результатов авторы, прежде всего, подвергли регрессии соотношение между количествами добавок элементов и результатами, чтобы получить параметр 10С+100Al+5Ni+5Мо, коррелирующий с вязкостью воспроизведенной ЗТВ. Из фиг.2 очевидно, что при снижении значения 10С+100Al+5Ni+5Мо до менее 3,3, при испытании по Шарпи при температуре -40°С образцов повторно нагретой ЗТВ поглощенная энергия становится 50 Дж или более. Авторы настоящего изобретения также подтвердили влияние деформационного упрочнения при холодной обработке стальных листов на получение стальной трубы. В результате ПР иногда повышается приблизительно на 20-30 МПа. Вязкость лишь незначительно изменилась как в центральной части по толщине листа, так и в поверхностном слое. Данный эффект находился в пределах ошибки измерения.
На образцах с превосходной низкотемпературной вязкостью, вырезанных из повторно нагретой ЗТВ, были произведены измерения эффективного размера зерен с помощью картины обратного рассеяния электронов. В результате изучения было установлено, что эффективный размер зерна составлял 150 мкм или менее. Кроме того, авторы настоящего изобретения исследовали структуру металла и включений. Исследования показали, что в основном были сформированы мелкие частицы окислов Ti, сложных окислов и сложных сульфидов, и что с их помощью в качестве зародышей в структуре ЗТВ был сформирован внутризеренный бейнит. Таким образом, эффективный размер зерна в ЗТВ составляет 150 мкм или менее вследствие образования внутризеренного бейнита, и низкотемпературная вязкость улучшается.
Кроме того, авторы настоящего изобретения провели интенсивные исследования вязкости основного материала стальных листов. При толщине листа 25 мм или более возникают проблемы, связанные с тем, что не может быть обеспечено относительное обжатие при прокатке в области температур, предшествующих рекристаллизации, и увеличивается размер зерна на участке 1/2t, и падает поглощенная энергия при испытании на ударную вязкость по Шарпи. Авторы настоящего изобретения обнаружили, что если в структуре стального листа полигональный феррит занимает 20% площади или менее и бейнит занимает 80% площади или более, получаемый эффективный размер зерна основного материала стальных листов будет равен 20 мкм или менее, при этом повышается прочность и вязкость основного материала стального листа и, в частности, может быть прекращено снижение вязкости в центральном участке по толщине листа. Поглощенная энергия при испытании на ударную вязкость по Шарпи при -40°С испытательного образца, вырезанного близко к поверхности, т.е. на расстоянии около от 2 до 12 мм от поверхности стального материала, может составить 200 Дж или более. При испытании на ударную вязкость по Шарпи можно получить поглощенную энергию, составляющую 100 Дж или более, если испытательный образец вырезан из участка 1/2t, т.е., по существу, из центра по толщине листа. Испытания на ударную вязкость по Шарпи проводились при температуре -40°С на образцах с V-образным надрезом в соответствии со Стандартом JIS Z 2242.
В основном, мелкодисперсные окислы Ti, сложные окислы и сложные сульфиды согласно настоящему изобретению не только являются эффективными для образования внутризеренного бейнита в ЗТВ, но также способствуют уменьшению действительного размера зерна основного материала стальных листов. В частности, стало возможным уменьшить действительный размер зерна на участке 1/2t основного материала стальных листов за счет мелкодисперсных окислов Ti, сложных окислов и сложных сульфидов, что прежде являлось сложной задачей. Как полагают, причина заключается в следующем.
Во-первых, проведение прокатки стали в области температур, предшествующих рекристаллизации, способствует обычному превращению на границах зерна, в связи с чем затрудняется внутризеренное превращение на окислах, сложных окислах и сложных сульфидах. Как полагают, если в результате прокатки размер зерна становится меньше размера зерна, получаемого при внутризеренном превращении, то скорость роста бейнита, сформированного из зародышей на границах зерна, становится слишком большой. Таким образом, предполагается, что превращение на границах зерна завершается до внутризеренного превращения.
С другой стороны, при недостаточном относительном обжатии в области температур, предшествующих рекристаллизации, размер зерна увеличивается, в частности, в центральной части по толщине листа, в связи с чем рост бейнита, сформированного на границе зерна, замедляется. В связи с этим считается, что благодаря внутризеренному превращению, главным образом, на окислах Ti, сложных окислах и сложных сульфидах, уменьшается действительный размер зерна. Более того, считается, что мелкодисперсные окислы действуют в качестве скрепляющих частиц и подавляют рост зерна, что также способствует уменьшению действительгного размера зерна в структуре основного материала стального листа.
По этой причине в настоящем изобретении чрезвычайно важным является регулирование содержания кислорода при производстве стали. В частности, при регулировании химического состава стали для предварительного раскисления необходимо вводить Si и Mn в количестве, находящемся в вышеупомянутых диапазонах, и затем вводить Ti. При введении Ti концентрация кислорода в стали, предпочтительно, составляет от 0,001 до 0,003%. Благодаря этому имеется возможность диспергировать окислы Ti, в частности Ti2O3, до размера частиц от 0,01 до 10 мкм в количестве, составляющем от 10 до 1000/mm2 на площади 1 мкм2. В результате стимулируется внутризеренное превращение и структура основного материала стального листа и структура в ЗТВ сварной стальной трубы становится более мелкозернистой, т.е. действительный размер зерна уменьшается.
При регулировании химического состава в процессе производства стали, проведении горячей прокатки стального сляба с относительным обжатием 2,5 или более, предпочтительно, 3,0 или более в интервале температур от 900°С, можно получить действительный размер зерна, равный 20 мкм или менее в структуре основного материала стального листа.
За действительный размер зерна принимают значение, которое получено с помощью картины обратного рассеяния электронов при преобразовании области, окруженной границами с разориентацией кристаллов 15° или более, в круг эквивалентного диаметра. При наблюдении структуры стали под оптическим микроскопом «полигональный феррит» выглядит как белые скопления без включений грубого цементита, МА или других грубых выделений в зернах. При наблюдении под оптическим микроскопом структура основного материала стального листа содержит полигональный феррит и бейнит и остальное, иногда включающее, мартенсит, остаточный аустенит и МА.
В настоящем изобретении бейнит определяют как структуру, при формировании которой карбиды осаждаются между пластинками или скоплениями феррита, либо карбиды осаждаются на пластинках. Мартенсит является структурой, при формировании которой карбиды не осаждаются между пластинками или на пластинках. Остаточный аустенит является аустенитом, сформированным при высокой температуре, который сохраняется в структуре основного материала стального листа или сварной стальной трубы.
В результате термической обработки зоны сварки грубая смесь МА, сформированная вдоль старых границ зерна аустенита в ЗТВ, распадается на мелкодисперсный цементит, благодаря чему улучшается низкотемпературная вязкость. На соответствующем участке 1/2t листа, или на соответствующем участке +1 мм от него, улучшается низкотемпературная вязкость. Например, если зону сварки нагревать до температуры в диапазоне от 300 до 500°С, то при испытании образца с V-образным надрезом на ударную вязкость по Шарпи при низкой температуре -40°С, поглощенная энергия может составить 50 Дж или более. Поэтому материал, применяемый при чрезвычайно низкой температуре -40°С или ниже, в структуре которого сформирован внутризеренный бейнит, предпочтительно, дополнительно подвергать термической обработке для получения смешанной структуры внутризеренного бейнита и цементита.
Ниже будут объяснены причины ограничения химического состава основного материала стального листа согласно настоящему изобретению. Следует отметить, что ЗТВ является околошовной зоной, которая во время сварки не расплавляется, поэтому компоненты, входящие в состав ЗТВ, те же самые, что и в основном материале.
С: С является элементом, повышающим прочность стали, но в настоящем изобретении содержание С ограничено, чтобы получить структуру металла, состоящую, главным образом, из бейнита, и достигнуть высокой прочности и высокой вязкости. При содержании С менее 0,010% прочность стали является недостаточной. При содержании С более 0,050% наблюдается падение вязкости. Поэтому согласно настоящему изобретению оптимальное содержание С в стали устанавливают в диапазоне от 0,010 до 0,050%.
Si: Si является раскисляющим элементом, важным в настоящем изобретении. Для достижения эффекта раскисления в сталь требуется вводить Si в количестве 0,01% или более. С другой стороны, если содержание Si составляет более 0,50%, вязкость ЗТВ падает, таким образом, верхний предел Si устанавливают 0,50%.
Mn: Mn является элементом, используемым в качестве раскисляющей добавки, необходимой для того, чтобы обеспечить прочность и вязкость основного материала стального листа, и, кроме того, Mn образует MnS и другие сульфиды, эффективные в качестве зародышей для внутризеренного превращения. Это свойство Mn является весьма существенным в настоящем изобретении. Для достижения указанных эффектов необходимо вводить Mn в количестве 0,50%, однако при содержании Mn, превышающем 2,00%, вязкость ЗТВ снижается. Поэтому диапазон содержания Mn устанавливают от 0,50 до 2,00%. Следует отметить, что Mn является недорогим элементом, в связи с этим для обеспечения прокаливаемости стали, его, предпочтительно, вводить в количестве 1,00% или более. Оптимальный нижний предел содержания Mn составляет 1,50% или более.
Р: Р является примесью и при его содержании, превышающем 0,050%, значительно снижается вязкость основного материала стального листа. Поэтому верхний предел содержания Р в стали устанавливают 0,050%. С целью повышения вязкости в ЗТВ содержание Р, предпочтительно, устанавливать 0,010% или менее.
S: S в настоящем изобретении является важным элементом для формирования MnS и других сульфидов, эффективных в качестве зародышей для внутризеренного превращения. При содержании S менее 0,0001% количество образующихся сульфидов падает и не происходит заметного внутризеренного превращения, в связи с этим содержание S должно быть установлено 0,0001% или более. С другой стороны, если основной материал стального листа содержит S более 0,0050%, формируются грубые сульфиды и снижается вязкость, таким образом верхний предел содержания S устанавливают 0,0050% или менее. Для повышения вязкости в ЗТВ верхний предел содержания S, предпочтительно, устанавливать 0,0030% или менее.
Al: Al является раскисляющей добавкой, но в настоящем изобретении для того, чтобы окислы Ti были мелкодисперсными, чрезвычайно важно установить верхний предел содержания Al 0,020% или менее. К тому же, чтобы способствовать внутризеренному превращению, содержание Al, предпочтительно, должно составлять 0,010% или менее. Более того, предпочтительный верхний предел содержания Al составляет 0,008% или менее.
Ti: Ti в настоящем изобретении является чрезвычайно важным элементом для образования мелкодисперсных окислов Ti, которые эффективно действуют в качестве зародышей для внутризеренного превращения. Однако при избыточном содержании Ti формируются карбонитриды, что приводит к снижению вязкости. Поэтому согласно настоящему изобретению содержание Ti должно быть установлено от 0,003 до 0,030%. Кроме того, Ti является сильной раскисляющей добавкой, поэтому, если Ti вводится при высоком содержании кислорода, то формируются грубые окислы. По этой причине при производстве стали необходимо заранее раскислять сталь введением Si и Mn и уменьшать содержание кислорода. Если окислы Ti становятся более грубыми, то внутризеренное превращение затрудняется и эффект закрепления границ зерен ослабляется, в связи с чем иногда увеличивается эффективный размер зерна в структуре основного материала стального листа и в ЗТВ сварной стальной трубы.
Мо: Мо является элементом, эффективным для улучшения прокаливаемости и формирования карбонитридов, благодаря чему повышается прочность стали. Для достижения данного эффекта необходима добавка 0,10% или более. С другой стороны, если добавка Мо превышает 1,50%, падает вязкость, поэтому верхний предел содержания Мо в стали устанавливают 1,50% или менее.
В: В является элементом, улучшающим прокаливаемость стали, если он содержится в твердым растворе, однако, при избыточном добавлении он формирует грубое соединение BN, которое, в частности, вызывает снижение вязкости в ЗТВ, таким образом верхний предел содержания В устанавливают 0,0030%. Согласно настоящему изобретению в материал сварной стальной трубы добавляют В в количестве 0,0003% или более для улучшения прокаливаемости и параметр прокаливаемости регулируют по углеродному эквиваленту Ceq и параметр свариваемости регулируют по параметру чувствительности к растрескиванию Pcm до оптимальных диапазонов, чтобы обеспечить прочность и свариваемость. Следует отметить, что добавка В в количестве 0,0003% или более также эффективна для подавления формирования феррита на границах зерна. Кроме того, при постепенном добавлении В, если формируется мелкодисперсное соединение BN, растворимость N в твердом растворе падает и, наряду с этим, повышается вязкость в ЗТВ, поэтому, предпочтительно, установить содержание В в стали более 0,0005%.
О: Кислород является элементом, неизбежно присутствующим в составе стали, но согласно настоящему изобретению необходимо ограничить содержание О при формировании окислов, содержащих Ti. Содержание кислорода, остающегося в стали во время литья, т.е. содержание О в основном материале стального листа должно быть установлено в диапазоне от 0,0001 до 0,0080%. Причина ограничения содержания О состоит в том, что при содержании О, составляющем менее 0,0001%, количество окисных частиц является недостаточным, тогда как при содержании О более 0,0080% увеличивается количество грубых окисных частиц и снижается прочность основного материала и падает вязкость в ЗТВ. Кроме того, если повышение содержания кислорода приводит к огрублению, главным образом, окислов Ti, то структура основного материала стального листа и структура в ЗТВ сварной стальной трубы становится более грубой, т.е. увеличивается действительный размер зерна.
Более того, для повышения прочности и вязкости также можно добавлять один или более из Cu, Ni, Cr, V, Nb, Zr и Та. К тому же, когда содержание этих элементов ниже предпочтительных нижних пределов, они не оказывают никакого неблагоприятного влияния, таким образом эти элементы можно считать примесями.
Cu и Ni: Cu и Ni являются эффективными элементами, повышающими прочность стали без снижения вязкости. Для достижения этого эффекта нижний предел содержания Cu и нижний предел содержания Ni, предпочтительно, устанавливают 0,05% или более. С другой стороны, для подавления формирования трещин во время нагрева и сварки стального листа, предпочтительно, верхний предел содержания Cu устанавливают 1,50%. Верхний предел содержания Ni, предпочтительно, устанавливают 5,00%, поскольку при его избыточном содержании ухудшается свариваемость. Следует отметить, что Cu и Ni, предпочтительно, вводят в виде смеси для подавления формирования поверхностных дефектов. Кроме того, с точки зрения стоимости, верхние пределы содержания Cu и Ni, предпочтительно, устанавливают 1,00% или менее.
Cr, V, Nb, Zr и Та: Cr, V, Nb, Zr и Та являются элементами, формирующими карбиды и нитриды и повышающими прочность стали при дисперсионном твердении. Можно вводить один или более из этих элементов. Для эффективного повышения прочности нижний предел содержания Cr составляет 0,02%, нижний предел содержания V составляет 0,010%, нижний предел содержания Nb составляет 0,001% и нижние пределы содержания Zr и Та составляют по 0,0001%. С другой стороны, при чрезмерном добавлении Cr вследствие повышения прокаливаемости возрастает прочность, а вязкость иногда снижается, таким образом верхний предел содержания Cr, предпочтительно, устанавливают 1,50%. Кроме того, при чрезмерном добавлении V, Nb, Zr и Та карбиды и нитриды становится более грубыми, в результате чего вязкость иногда снижается, таким образом верхний предел содержания V, предпочтительно, устанавливают 0,100%, верхний предел содержания Nb, предпочтительно, устанавливают 0,200%, и верхние пределы содержания Zr и Та, предпочтительно, устанавливают по 0,0500%.
К тому же, чтобы регулировать форму включений и улучшить вязкость, можно добавить один или более из Mg, Са, РЗМ, Y, Hf, Re и W. Кроме того, если содержание этих элементов в стали ниже предпочтительных нижних пределов, они не оказывают какого-либо неблагоприятного влияния, таким образом эти элементы можно считать примесями.
Mg: Mg является элементом, эффективным для повышения мелкодисперсности окислов, и позволяет регулировать форму сульфидов. В частности, для достижения эффекта мелкодисперсности окислов Mg, действующих в качестве зародышей для внутризеренного превращения, и, кроме того, подавляющих увеличение размера зерна, являясь скрепляющими частицами, предпочтительной является добавка Mg в количестве 0,0001% или более. С другой стороны, при добавлении Mg в количестве более 0,0100% формируются грубые окислы и иногда снижается вязкость основного материала стального листа и в ЗТВ сварной стальной трубы, таким образом, верхний предел содержания Mg, предпочтительно, устанавливают 0,0100%.
Са и РЗМ: Са и РЗМ являются элементами, применимыми для регулирования формы сульфидов и формирования гранул с целью подавления образования MnS, вытянутого в направлении прокатки, и для улучшения характеристик стали в направлении толщины листа, в частности сопротивления расслаиванию. Для достижения этих эффектов нижние пределы содержания Са и содержания РЗМ, предпочтительно, устанавливают 0,0001% или более. С другой стороны, если верхние пределы содержания Са и содержания РЗМ составляют более 0,0050%, размер окислов увеличивается, количество мелкодисперсных окислов, содержащих Ti, уменьшается, и внутризеренное превращение иногда затормаживается, в связи с этим предпочтительное содержание этих элементов составляет 0,0050% или менее.
Y, Hf, Ре и W: Y, Hf, W и Re являются элементами, обладающими эффектами, которые присущи Са и РЗМ. При их чрезмерном добавлении внутризеренное превращение иногда затормаживается. Поэтому предпочтительные диапазоны содержания Y, Hf и Re соответственно составляют от 0,0001 до 0,0050%, и предпочтительный диапазон содержания W составляет от 0,01 до 0,50%.
Кроме того, согласно настоящему изобретению для обеспечения прокаливаемости основного материала стального листа и ЗТВ сварной стальной трубы устанавливают площадь, занимаемую бейнитом в структуре основного материала, 80% или более, и формируют внутризеренный бейнит в структуре ЗТВ, при этом углеродный эквивалент Ceq, рассчитываемый по нижеследующей формуле 1, исходя из содержания (в мас.%) С, Mn, Ni, Cu, Cr, Мо и V, устанавливают в диапазоне от 0,30 до 0,53.

Более того, чтобы обеспечить низкотемпературную вязкость основного материала и в ЗТВ, параметр чувствительности к растрескиванию Pcm, рассчитываемый по нижеприведенной формуле 2, исходя из содержания (в мас.%) С, Si, Mn, Cu, Cr, Ni, Мо, V и В, устанавливают в диапазоне от 0,10 до 0,20.

Кроме того, чтобы обеспечить низкотемпературную вязкость в ЗТВ содержание (в мас.%) С, Al, Мо и Ni должно удовлетворять следующей формуле 3:

Следует отметить, что выборочно включенные элементы Ni, Cu, Cr и V, когда их содержание ниже вышеупомянутых предпочтительных нижних пределов, являются примесями, поэтому в вышеупомянутые формулы 1-3 их содержание введено, как «0» значение.
Если в структуре металла основного материала стального листа, используемого для изготовления сварной стальной трубы, бейнит занимает 80% площади или более, полигональный феррит занимает 20% площади или менее, то соотношение прочности и вязкости становится хорошим. Кроме того, если формирование, главным образом, окислов Ti приводит к действительному размеру зерна, составляющему 20 мкм или менее, улучшается вязкость основного материала стального листа. Следует отметить, что полигональный феррит также эффективен для получения более мелкозернистой структуры основного материала стального листа, т.е. с меньшим действительным размером зерна. Предпочтительно, чтобы площадь, занимаемая полигональным ферритом, составляла 3% или более. К тому же, предпочтительно, чтобы толщина основного материала стального листа составляла 25 мм или более и, предпочтительно, чтобы кольцевой предел прочности стальной трубы составлял 600 МПа или более. Это должно предотвратить разрушение, вызванное внутренним давлением при эксплуатации трубопровода. Следует отметить, что при необходимости повышения внутреннего давления в трубопроводе толщина основного материала стального листа, предпочтительно, должна составлять 30 мм или более. С другой стороны, предпочтительно, толщина основного материала стального листа составляет 40 мм или менее и кольцевой предел прочности стальной трубы, предпочтительно, составляет 800 МПа или менее. Это связано с тем, что при увеличении толщины листа и повышении предела прочности возрастает усилие при формоизменении основного материала стального листа в процессе UO. Следует отметить, что обычно «кольцевое направление стальной трубы» является направлением по ширине стального листа.
Далее будет объясняться способ изготовления стальной трубы.
Из стали, изготовленной при вышеупомянутом процессе производства, отливают стальной сляб. Литье может выполняться обычным способом, но с точки зрения производительности, непрерывное литье является предпочтительным. Для проведения горячей прокатки стальной сляб нагревают.
Температуру нагрева при горячей прокатке стали устанавливают 1000°С или выше. Это сделано с целью проведения горячей прокатки при температуре, при которой в структуре стали аустенит является единственной фазой, т.е. в аустенитной области, и с целью получения более мелкозернистой структуры основного материала стального листа, т.е. с меньшим размером зерна. Верхний температурный предел не ограничен, но для подавления роста действительного размера зерна, предпочтительно, установить температуру повторного нагрева 1250°С или ниже.
Горячая прокатка может быть начата немедленно после извлечения отливки из нагревательной печи, таким образом температура начала горячей прокатки конкретно не ограничена. Для уменьшения действительного размера зерна основного материала стального листа, предпочтительно, получить относительное обжатие заготовки 2,0 или более в области рекристаллизации при температуре выше 900°С. Относительное обжатие в области рекристаллизации представляет собой отношение толщины стального слитка к толщине листа при температуре 900°С.
Далее, если относительное обжатие составляет 2,5 или более в области, предшествующей рекристаллизации при температуре 900°С или ниже, то после охлаждения водой достигается действительный размер зерна основного материала стального листа 20 мкм или менее. Для уменьшения действительного размера зерна основного материала стального листа, более предпочтительно, получить относительное обжатие 3,0 или более в области, предшествующей рекристаллизации при температуре 900°С или ниже. Следует отметить, что согласно настоящему изобретению словосочетание «относительное обжатие при прокатке в области, предшествующей рекристаллизации» означает отношение толщины листа при температуре 900°С к толщине листа после завершения прокатки.
Кроме того, верхние пределы относительного обжатия в области, предшествующей рекристаллизации, и в области рекристаллизации не ограничены, но если рассматривать толщину стального сляба до прокатки и толщину основного материала стального листа после прокатки, верхние пределы относительного обжатия обычно составляют 12,0 или менее.
Температурой окончания прокатки является, предпочтительно, температура, при которой во время горячей прокатки в структуре основного материала стального листа аустенит является единственной фазой или выше. Таким образом, температура окончания прокатки, предпочтительно, составляет Ar3 или выше, однако, это является нормальным для формирования небольшого количества полигонального феррита, в связи с чем может быть установлена температура окончания прокатки Ar3 - 50°С или выше.
Значения Ас3 и Ar3 могут быть рассчитаны исходя из содержания (в мас.%) С, Si, Mn, Р, Cr, Мо, W, Ni, Cu, Al, V, и Ti:
Ас3=910-203√C-15,2Ni+44,7Si+104V+31,5Мо+13,1W-30Mn-11Cr-20Cu+700P+400Al+400Ti
Ar3=910-310C-55Ni-80Mo-80Mn-15Cr-20Cu
После завершения прокатки лист охлаждают водой. Если охлаждение водой завершают при температуре 600°С или менее, то получают вышеупомянутую структуру металла и основной материал стального листа приобретает превосходную вязкость. Нижний предел температуры, при которой завершают охлаждение водой, не ограничен. Охлаждение водой может выполняться до достижения комнатной температуры, но с учетом производительности, и, принимая во внимание возможные водородные дефекты, предпочтительная температура завершения охлаждения водой составляет 150°С или выше. В состав стали согласно настоящему изобретению входят компоненты, включая В, которые повышают прокаливаемость, поэтому после завершения прокатки, даже при охлаждении на воздухе, легко формируется бейнит, но в зависимости от состава компонентов и температуры нагрева иногда формируется полигональный феррит, и площадь, занимаемая бейнитом, становится менее 80%.
Материалу стального листа придают форму трубы в процессе UOE, используя С-пресс, U-пресс и О-пресс, с последующей дуговой сваркой стыковых участков для получения сварной стальной трубы.
С точки зрения вязкости металла сварного шва и производительности, предпочтительно, использовать дуговую сварку под флюсом. В частности, при изготовлении сварной стальной трубы, имеющей толщину от 25 до 40 мм, предпочтительно, чтобы подводимое тепло при дуговой сварке под флюсом на внутренней и внешней поверхностях составляло от 4,0 до 10,0 кДж/мм. Если подводимое тепло находится в этом диапазоне, то в сварной стальной трубе согласно настоящему изобретению, имеющей вышеупомянутый состав компонентов, в ЗТВ формируется внутризеренный бейнит, при этом действительный размер зерна в ЗТВ составляет 150 мкм или менее и достигается превосходная низкотемпературная вязкость.
В частности, если при выполнении дуговой сварки под флюсом за один проход одновременно с внутренней и внешней поверхности трубы подводимое тепло составляет менее 4,0 кДж/мм, то при выполнении сварки прихваточным швом до проведения основной сварки иногда между внутренней металлической поверхностью и внешней металлической поверхностью трубы остается металл сварного шва. Кроме того, если величина подводимого тепла при дуговой сварке под флюсом составляет 10,0 кДж/мм или менее, то в стальной трубе, даже при толщине от 25 до 40 мм, в ЗТВ может быть получено старое зерно аустенита с размером 500 мкм или менее. Это является эффективным для повышения вязкости. Следует отметить, что условия подвода тепла при сварке с внутренней поверхности трубы и подвода тепла при сварке с внешней поверхности трубы не должны быть одинаковыми. Также может быть некоторое различие в величине подводимого тепла.
Если при толщине сварной стальной трубы от 25 до 40 мм установить величину подводимого тепла при дуговой сварке под флюсом с внутренней и внешней поверхности от 4,0 до 10,0 кДж/мм, то во время охлаждения ЗТВ от температуры 800°С до 500°С скорость охлаждения составляет от 2 до 15°С/сек. Даже, если скорость охлаждения меньше, чем обычно, в ЗТВ сварных стальных труб согласно настоящему изобретению, имеющих вышеупомянутый химический состав, формируется внутризеренный бейнит, при этом действительный размер зерна в ЗТВ становится 150 мкм или менее и достигается превосходная низкотемпературная вязкость.
К тому же для формирования химического состава металла сварного шва проволока, используемая для сварки, предпочтительно, содержит нижеприведенные компоненты, диапазон содержания которых будет объяснен позднее, с учетом растворения компонентов основным материалом стального листа. То есть в состав компонентов входят, мас.%: С: от 0,010 до 0,120%, Si: от 0,05 до 0,50%, Mn: от 1,0 до 2,5% и Ni: от 2,0 до 8,5%, и содержится один или более из Cr, Мо и V, причем содержание Cr+Mo+V составляет от 1,0 до 5,0%, дополнительно содержится Al: 0,100% или менее, и Ti: 0,050% или менее и остальное: Fe и неизбежные примеси. При необходимости, также может быть введен В от 0,0001 до 0,0050%.
Далее будет объясняться состав компонентов металла сварного шва.
С является элементом, чрезвычайно эффективным для повышения прочности стали. Содержание С, предпочтительно, составляет 0,010% или более. Однако при слишком высоком содержании С в сварном шве легко образуются холодные трещины. В частности, иногда происходит упрочнение и падает вязкость в ЗТВ на так называемом участке Т-образного пересечения, т.е. на пересечении зоны локальной сварки с шовной сваркой. Поэтому верхний предел содержания С, предпочтительно, устанавливают 0,100%. Для улучшения вязкости металла сварного шва верхний предел содержания С предпочтительнее установить 0,050% или менее.
Si вводят, предпочтительно, в количестве 0,01% или более для предотвращения дефекта сварки, представляющего собой раковины. С другой стороны, при чрезмерном введении Si существенно снижается низкотемпературная вязкость, таким образом верхний предел содержания Si, предпочтительно, устанавливают 0,50% или менее. В частности, иногда при многократной сварке снижается низкотемпературная вязкость повторно нагретого металла сварного шва, таким образом верхний предел Si предпочтительнее установить 0,40% или менее.
Mn является элементом, эффективным для обеспечения превосходного соотношения прочности и вязкости. Нижний предел содержания Mn, предпочтительно, составляет 1,0% или более. Однако введение Mn в большом количестве способствует сегрегации. Наряду с тем, что снижается низкотемпературная вязкость металла сварного шва, при большом содержании Mn также становится затруднительным изготовление сварной проволоки, используемой для сварки, таким образом верхний предел содержания Mn, предпочтительно, устанавливают 2,0% или менее.
Р и S являются примесями. Для уменьшения неблагоприятного влияния этих примесей на низкотемпературную вязкость и чувствительность к низкотемпературному растрескиванию металла сварного шва, предпочтительно, устанавливают верхние пределы содержания этих примесей 0,020% и 0,010% или менее. Следует отметить, что с точки зрения низкотемпературной вязкости более предпочтительным является верхний предел содержания Р 0,010%.
Ni является элементом, улучшающим прокаливаемость и обеспечивающим прочность и, кроме того, улучшающим низкотемпературную вязкость металла сварного шва. Введение Ni в количестве 0,2% или более является предпочтительным. С другой стороны, если содержание Ni становится слишком большим, иногда образуются горячие трещины, в связи с чем верхний предел содержания Ni устанавливают 3,2% или менее.
Все элементы Cr, Мо, и V улучшают прокаливаемость. Для повышения прочности металла сварного шва может быть введен один или более из этих элементов, причем суммарное содержание составляет 0,2% или более. С другой стороны, если содержание одного или более из Cr, Мо и V суммарно превышает 2,5%, низкотемпературная вязкость иногда ухудшается, таким образом верхний предел содержания, предпочтительно, устанавливают 2,5% или менее.
Al является элементом, вводимым для того, чтобы при изготовлении сварочной проволоки улучшать расплавление и затвердевание металла. Для использования мелкодисперсных окислов на основе Ti с целью подавления роста зерна металла сварного шва, предпочтительно, вводить Al в количестве 0,001% или более. Однако Al является элементом, способствующим формированию МА, таким образом предпочтительный верхний предел содержания Al устанавливают 0,100% или менее.
Ti является элементом, формирующим мелкодисперсные окислы, которые служат зародышами для внутризеренного превращения и способствуют повышению мелкозернистости структуры, т.е. уменьшению размера зерна металла сварного шва. Введение Ti в количестве 0,003% или более является предпочтительным. С другой стороны, при введении Ti в большом количестве формируется много карбидов Ti и низкотемпературная вязкость снижается, таким образом верхний предел содержания Ti, предпочтительно, устанавливают 0,050% или менее.
О является примесью. Количество кислорода, окончательно остающееся в металле сварного шва, обычно составляет 0,0001% или более. Однако, когда О остается свыше 0,0500%, возрастает количество грубых окислов и вязкость металла сварного шва иногда падает, поэтому верхний предел содержания О, предпочтительно, устанавливают 0,0500% или менее.
Металл сварного шва может дополнительно содержать В.
В является элементом, улучшающим прокаливаемость металла сварного шва. Для повышения прочности, предпочтительно, вводить В в количестве 0,0001% или более. С другой стороны, при содержании В, составляющем более 0,0050%, иногда снижается вязкость, таким образом верхний предел содержания В, предпочтительно, устанавливают 0,0050% или менее.
Металл сварного шва иногда включает, вследствие растворения, элементы из основного материала стального листа, например Cu, Nb, Zr, Та, Mg, Са, РЗМ, Y, Hf, Re, W и т.д., выборочно добавленные к основному материалу, и иногда включает Zr, Nb, Mg и другие элементы, добавленные при необходимости, для улучшения расплавления и затвердевания металла сварного шва. Они являются неизбежно включенными примесями.
Для улучшения округлости стальную трубу после шовной сварки можно раскатывать. Для придания округлости стальной трубе при ее раскатке необходимо обеспечить деформацию в пластической области, поэтому степень раскатки трубы должна составлять 0,7% или более. Степень раскатки трубы выражается в процентах и представляет собой разность между длиной внешней окружности стальной трубы после раскатки и длиной внешней окружности стальной трубы до раскатки, деленную на длину внешней окружности стальной трубы до раскатки. При степени раскатки трубы более 2% иногда пластическая деформация основного материала и зоны сварки приводит к снижению вязкости металла. Поэтому степень раскатки трубы, предпочтительно, устанавливают от 0,7 до 2,0%.
Кроме того, зону сварки и ЗТВ стальной трубы, предпочтительно, подвергают термической обработке. В частности, при нагреве до температуры от 300 до 500°С происходит распад грубой смеси МА, сформированной вдоль старых границ зерна аустенита, на бейнит и мелкодисперсный цементит, в результате чего улучшается вязкость. Если температура нагрева составляет менее 300°С, иногда распад грубой смеси МА является недостаточным и эффект улучшения вязкости также является недостаточным, таким образом нижний температурный предел термической обработки, предпочтительно, устанавливают 300°С или выше. С другой стороны, при нагреве зоны сварки до температуры выше 500°С происходит выпадение фаз и иногда ухудшается вязкость металла сварного шва, в связи с чем верхний температурный предел термической обработки предпочтительно устанавливают 500°С или ниже. Если смесь МА, сформированная в повторно нагретой ЗТВ, распадается на бейнит и цементит, то при наблюдении с помощью сканирующего электронного микроскопа форма этих структурных составляющих аналогична МА, но внутри имеются мелкие белые выделения, что позволяет отличить эти структурные составляющие от МА.
Зона сварки и ЗТВ могут подвергаться термической обработке при нагреве внешней поверхности трубы горелкой или токами высокой частоты. Труба может быть немедленно охлаждена после того, как ее внешняя поверхность достигла температуры термической обработки, но при этой температуре предпочтительно проводить выдержку в течение от 1 до 600 сек, чтобы способствовать распаду МА. Однако с учетом затрат на эксплуатацию оборудования и принимая во внимание производительность процесса, время выдержки, предпочтительно, устанавливают 300 сек или менее.
Примеры
Далее будут поясняться примеры осуществления настоящего изобретения.
Были изготовлены стали, имеющие химический состав, представленный в таблице 1, причем концентрация кислорода в стали в момент введения Ti регулировалась в диапазоне от 0,001 до 0,003% и из этих сталей были изготовлены стальные слябы толщиной 240 мм. Указанные стальные слябы нагревали до температур, представленных в таблице 2, и подвергали горячей прокатке до получения толщины от 35 до 140 мм в области рекристаллизации при температуре 950°С или выше. Далее были выполнены операции горячей прокатки в области, предшествующей рекристаллизации, в диапазоне температур от 900°С до окончания прокатки. Относительное обжатие при прокатке представлено в таблице 2. Температура окончания горячей прокатки была установлена Ar3 - 50°С или выше. Охлаждение водой начинали при температуре 750°С и заканчивали при различных температурах.
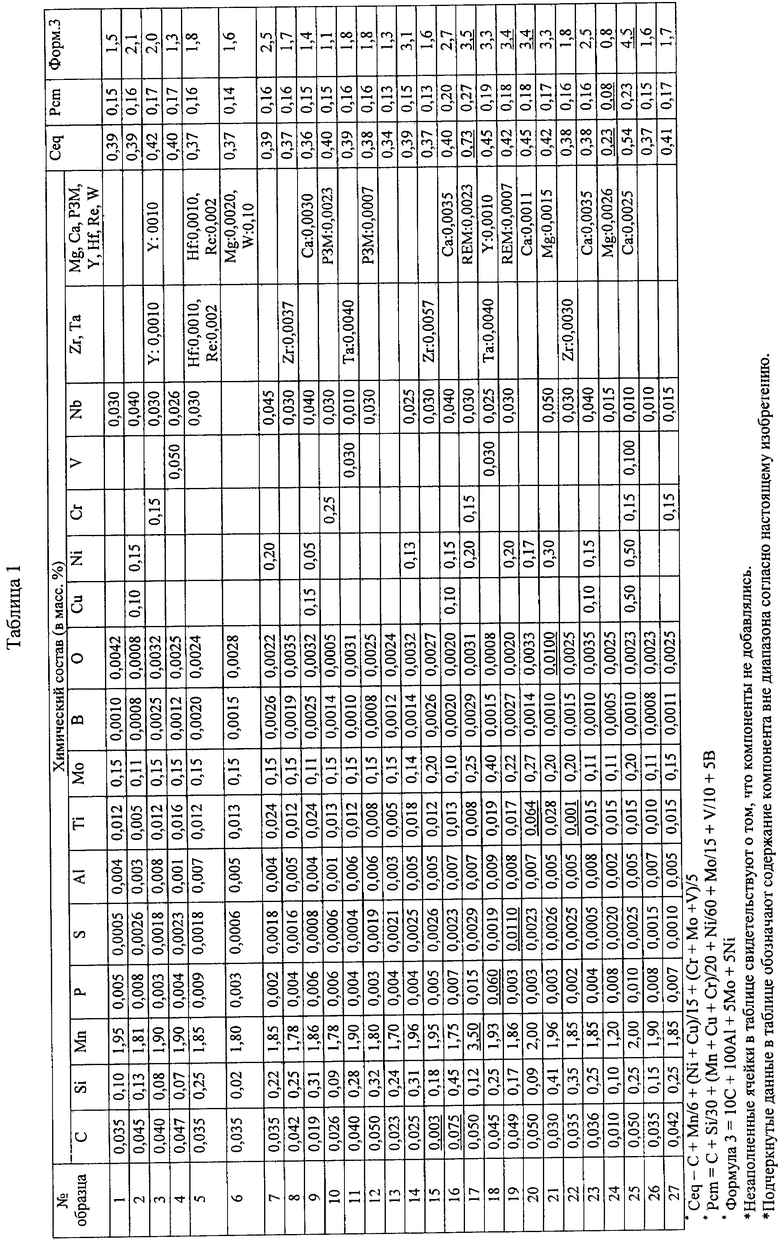
Из полученных стальных листов в соответствии со Стандартом JIS Z 2242 были подготовлены испытательные образцы с V-образным надрезом, продольным направлением которых является направление по ширине листа, причем надрез был выполнен параллельно направлению по толщине листа. Образцы для испытания на ударную вязкость по Шарпи вырезали из участков поверхностного слоя листа, т.е. из участков, расположенных от поверхности листа на расстоянии около от 2 до 12 мм, и из участков 1/2t, т.е. по существу, расположенных в центральной части по толщине листа. Испытания на ударную вязкость по Шарпи проводили при температуре -40°С для определения поглощенной энергии. Свойства материала при растяжении оценивались на испытательных образцах в соответствии со Стандартом Американского института нефти. Следует отметить, что при формоизменении основного материала стального листа с толщиной от 25 до 40 мм для получения сварной стальной трубы в центральной части по толщине листа была степень деформации была небольшой, что подтверждено анализом на основе метода конечных элементов. Кроме того, стальные листы подвергали холодной обработке для изготовления сварных стальных труб, на которых определялся эффект деформационного упрочнения. В результате этой обработки иногда повышение ПР материала составляло от 20 до 30 МПа или около этого. Повышение прочности оказало незначительное влияние на вязкость как центрального участка по толщине листа, так и поверхностного слоя. Степень этого влияния находилась в пределах ошибки измерения.
Было проведено исследование микроструктур центральных участков по толщине основного материала стального листа под оптическим микроскопом, измерены площади, занимаемые полигональным ферритом и бейнитом, и были подтверждены остаточные структуры. Действительный размер зерна основного материала стального листа был измерен с помощью картины обратного рассеяния электронов.
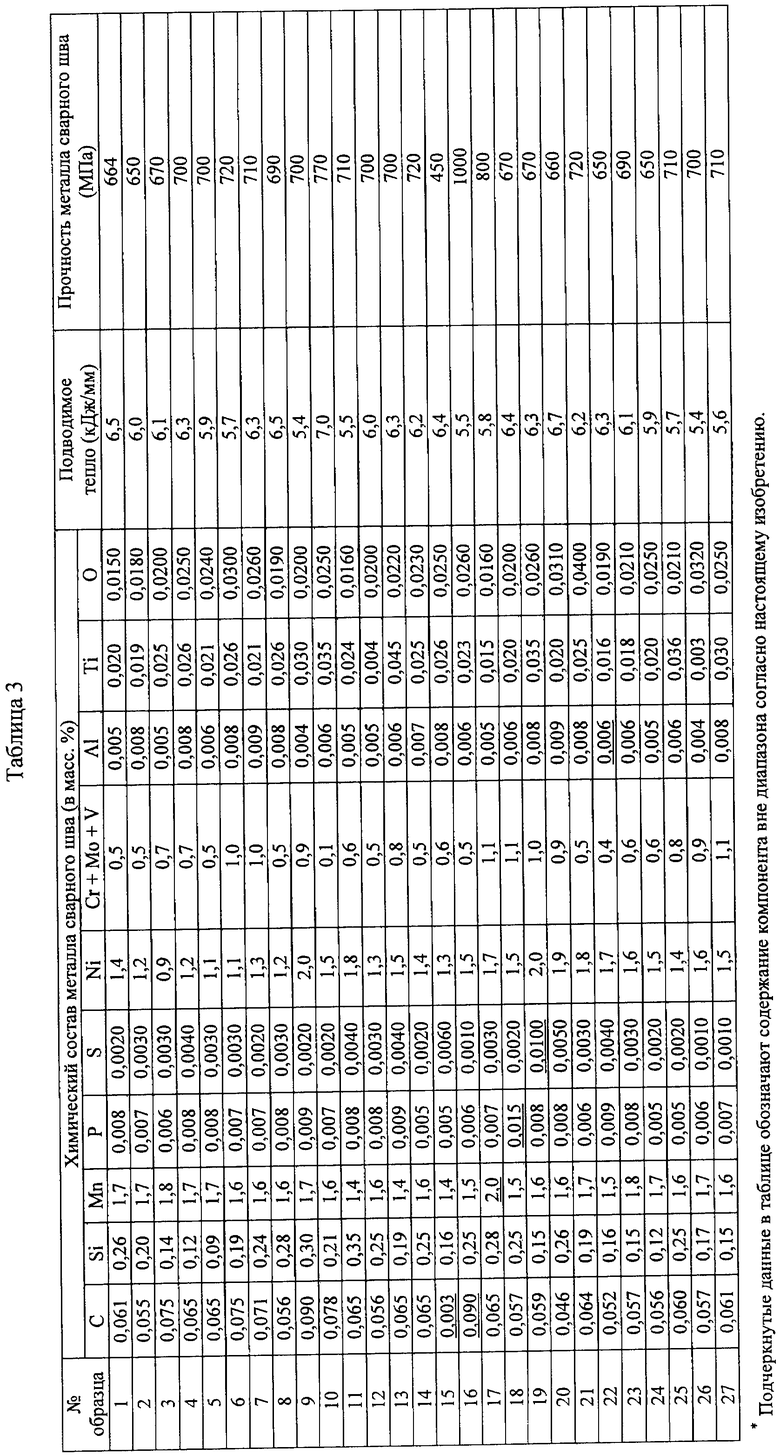
Сварная проволока, с учетом растворения основным материалом стального листа, имеющая следующий химический состав, в мас.%: С: от 0,010 до 0,120%, Si: от 0,05 до 0,5%, Mn: от 1,0 до 2,5%, Al: 0,100% или менее и Ti: 0,050% или менее, дополнительно содержащая, при необходимости, один или более из элементов Cr, Мо, V, при содержании Cr+Mo+V: от 1,0 до 5,0% и содержащая В: от 0,0001 до 0,0050% и остальное: Fe и неизбежные примеси, использовалась для получения сварного шва дуговой сваркой под флюсом, причем при одном проходе подводимое тепло при сварке на каждой внутренней и внешней поверхности листа составляло от 4,0 до 10,0 кДж/мм. Далее, некоторые из сварных соединений были термически обработаны при температурах, представленных в таблице 2. Следует отметить, что из металла сварного шва были вырезаны образцы и анализировался их химический состав. Пределы прочности металла сварного шва определялись в соответствии со Стандартом JIS Z 3111. Химический состав и значения пределов прочности металла сварного шва представлены в таблице 3.
Из сварных соединений были вырезаны маленькие образцы. Действительные размеры зерна в ЗТВ образцов были измерены с помощью картины обратного рассеяния электронов. Кроме того, бейнит лепестковой формы, формирование которого начинается на включениях, идентифицировался как внутризеренный бейнит, и была измерена занимаемая им в структуре материала площадь. К тому же, в соответствии со Стандартом JIS Z 2242 на испытательных образцах с V-образным надрезом, вырезанных из ЗТВ, были проведены испытания на ударную вязкость по Шарпи при температуре -40°С и определена поглощенная энергия. На образцах V-образные надрезы были выполнены в основном материале на расстоянии 1 мм от линии проплавления. Испытания проводились при температуре -40°С. Дополнительно, были вырезаны образцы в соответствии со стандартом Американского института нефти, причем продольным направлением испытательного образца являлось направление по ширине листа, перпендикулярное сварному шву, металл сварного шва, фактически, находился по центру образца, и были проведены испытания на растяжение для определения места разрушения. Результаты испытаний представлены в таблице 4. В таблице 4 структура металла основного материала, сформированная при внутризеренном превращении, характеризуется относительной площадью, занимаемой внутризеренным бейнитом.
Следует отметить, что некоторые из стальных листов были подвергнуты формоизменению в процессе UO, была проведена дуговая сварка под флюсом и раскатка для получения стальных труб, микроструктура и механические свойства которых были исследованы. Эти исследования подтвердили, что микроструктура и механические свойства стальных труб эквивалентны микроструктурам и механическим свойствам основного материала стальных листов и ЗТВ сварных соединений.
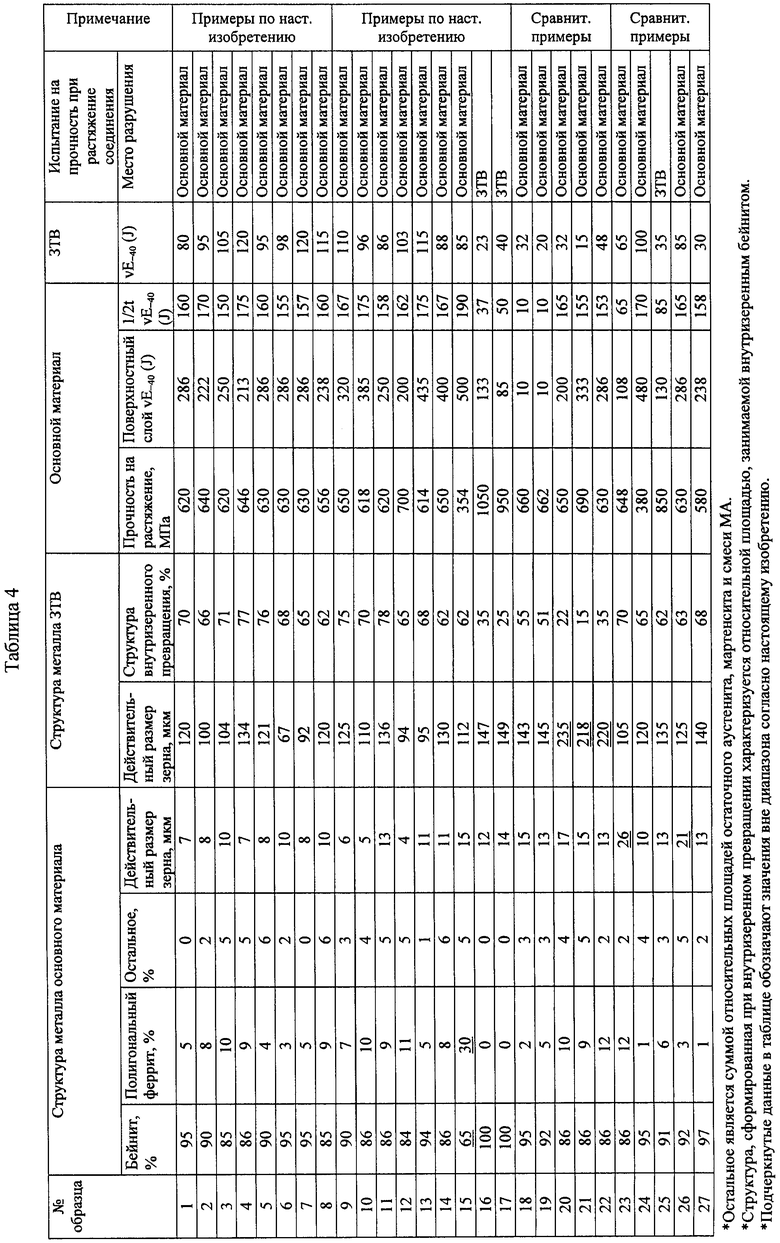
Образцы №1-14 являются примерами осуществления изобретения. В основном материале стального листа действительный размер зерна составлял 20 мкм или менее, а в ЗТВ действительный размер зерна составлял 150 мкм или менее. Кроме того, образцы, вырезанные из основного материала и из ЗТВ, при испытании на ударную вязкость по Шарпи при температуре -40°С показали значения поглощенной энергии, превышающие 50 Дж и хорошую низкотемпературную вязкость. В этих примерах осуществления изобретения при проведении испытаний на растяжение сварных соединений разрушение происходило по основному материалу стального листа, поэтому разупрочнение ЗТВ не являлось проблемой.
С другой стороны, в образцах №15-19 и 22 имелись компоненты основного материала стального листа и компоненты металла сварного шва, содержание которых было вне диапазона согласно настоящему изобретению, в то время как в стали №20 21, 24 и 25 имелись компоненты основного материала стального листа вне диапазона согласно настоящему изобретению. Условия изготовления основного материала стального листа образцов №23, 26 и 27 были вне диапазона согласно настоящему изобретению. Как показано в таблице 4, эти примеры являются сравнительными. Среди них образец №15 является примером, в котором содержание С было небольшим, площадь, занимаемая полигональным ферритом, увеличилась и прочность на растяжение снизилась. Образцы №16 и 17 с большим содержанием С и Mn имели более высокую прочность и низкую вязкость основного материала и ЗТВ. В образцах №18 и 19 присутствовало большое количество примесей Р и S и вязкость этих образцов была низкой.
В образце №20 было большое содержание Ti, в образце №21 было большое содержание кислорода и в образце №22 было малое содержание Ti, вследствие чего в этих образцах увеличился действительный размер зерна в ЗТВ и ухудшилась вязкость. Образец №24 имел низкие значения Ceq и Pcm, поэтому прочность основного металла стального листа снизилась, тогда как образец №25 имел высокое значение Ceq и Pcm, поэтому прочность основного металла стального листа возросла, а вязкость снизилась и, кроме того, не выполнялась формула 3, поэтому вязкость ЗТВ упала и при испытании соединения на растяжение разрушение образца произошло по ЗТВ.
Кроме того, образцы №23 и 26, как показано в таблице 2, имели малое относительное обжатие при прокатке, поэтому увеличивался действительный размер зерна основного материала стального листа и снижалась вязкость основного материала стального листа. Образец №27 имел высокую температуру окончания охлаждения водой после горячей прокатки, в связи с чем наблюдалось снижение прочности. Кроме того, образцы №16, 17 и 25 имели высокую прочность основного материала стальных листов, поэтому при испытании соединения на растяжение разрушение происходило по ЗТВ.
Согласно настоящему изобретению становится возможным обеспечение низкотемпературной вязкости основного материала стального листа стальной трубы для трубопровода, даже при толщине 25 мм или более, либо 30 мм или более, в частности в центральной части по толщине основного материала стального листа и в ЗТВ, и становится возможным предложить высокопрочную толстостенную сварную стальную трубу для трубопровода с превосходной низкотемпературной вязкостью и способ ее изготовления, что является значительным вкладом в промышленность.
Изобретение относится к области металлургии, а именно к производству высокопрочной толстостенной сварной стальной трубы для трубопроводов сырой нефти и природного газа. В процессе производства стали осуществляют ее предварительное раскисление Si и Mn, а затем вводят Ti с получением состава стали, содержащего, мас.%: С от 0,010 до 0,050, Si от 0,01 до 0,50, Mn от 0,50 до 2,00, S от 0,0001 до 0,0050, Ti от 0,003 до 0,030, Мо от 0,10 до 1,50, В от 0,0003 до 0,0030, О от 0,0001 до 0,0080, Р 0,050 или менее, Al 0,020 или менее, при необходимости, один или более из Cu от 0,05 до 1,50, Ni от 0,05 до 5,00, Cr от 0,02 до 1,50, V от 0,010 до 0,100, Nb от 0,001 до 0,200, Zr от 0,0001 до 0,0500, Та от 0,0001 до 0,0500, Mg от 0,0001 до 0,0100, Са от 0,0001 до 0,0050, РЗМ 0,0001 до 0,0050, Y от 0,0001 до 0,0050, Hf от 0,0001 до 0,0050, Re от 0,0001 до 0,0050, W от 0,01 до 0,50, остальное - железо и неизбежные примеси. Отливают полученную сталь в сляб, который нагревают до температуры 1000°С или выше. Осуществляют горячую прокатку с получением листа при температуре 900°С или ниже и относительном обжатии 2,5 или более с последующим водяным охлаждением, которое прекращают при температуре 600°С или ниже. Полученному листу придают форму трубы и выполняют шовную сварку стыковых участков с внутренней и внешней поверхностей. Структура стали листа состоит из полигонального феррита, занимающего 20% площади или менее, и бейнита, занимающего 80% площади или более, причем действительный размер зерна в основном материале составляет 20 мкм или менее, а действительный размер зерна в зоне термического влияния при сварке составляет 150 мкм или менее. Сталь обладает высокой прочностью и превосходной низкотемпературной вязкостью. 2 н. и 12 з.п. ф-лы., 2 ил., 4 табл.
1. Высокопрочная сварная стальная труба для толстостенного трубопровода с превосходной низкотемпературной вязкостью, полученная шовной сваркой стального листа, которому придана форма трубы, в которой лист выполнен из стали, содержащей следующие компоненты, мас.%:
при выполнении условия 10С+100Al+5Мо+5Ni<3,3,
при этом значение углеродного эквивалента Ceq составляет от 0,30 до 0,53, значение параметра чувствительности к растрескиванию Pcm составляет от 0,10 до 0,20, и структура листа стали состоит из полигонального феррита, занимающего 20% площади или менее, и бейнита, занимающего 80% площади или более, причем действительный размер зерна в основном материале составляет 20 мкм или менее, а действительный размер зерна в зоне термического влияния при сварке составляет 150 мкм или менее,
где Ceq=С+Mn/6+(Ni+Cu)/15+(Cr+Мо+V)/5,
Pcm=С+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+V/10+5B,
C, Si, Mn, Ni, Cu, Cr, Mo, V и В обозначают содержание отдельных элементов в мас.%.
2. Высокопрочная сварная стальная труба по п.1, отличающаяся тем, что толщина стального листа составляет от 25 до 40 мм.
3. Высокопрочная сварная стальная труба по п.1 или 2, отличающаяся тем, что кольцевой предел прочности указанной стальной трубы составляет от 600 до 800 МПа.
4. Высокопрочная сварная стальная труба по п.1 или 2, отличающаяся тем, что лист выполнен из стали, дополнительно содержащей один или более из следующих компонентов, мас.%:
5. Высокопрочная сварная стальная труба по любому из п.3, отличающаяся тем, что лист выполнен из стали, дополнительно содержащей один или более из следующих компонентов, мас.%:
6. Сварная стальная труба по п.1 или 2, отличающаяся тем, что металл сварного соединения содержит, мас.%:
7. Сварная стальная труба по п.3, отличающаяся тем, что металл сварного соединения содержит, мас.%:
8. Сварная стальная труба по п.4, отличающаяся тем, что металл сварного соединения содержит, мас.%:
9. Сварная стальная труба по п.5, отличающаяся тем, что металл сварного соединения содержит, мас.%:
10. Способ изготовления обладающей превосходной низкотемпературной вязкостью высокопрочной сварной стальной трубы для толстостенного трубопровода по любому из пп.1-9, в котором в процессе производства стали осуществляют ее предварительное раскисление Si и Mn, а затем вводят Ti с получением состава стали, содержащего, мас.%:
отливают полученную сталь в сляб, который нагревают до температуры 1000°С или выше и осуществляют горячую прокатку с получением листа при температуре 900°С или ниже и относительном обжатии 2,5 или более с последующим водяным охлаждением, которое прекращают при температуре 600°С или ниже, после чего полученному стальному листу придают форму трубы и выполняют шовную сварку стыковых участков с внутренней и внешней поверхностей.
11. Способ по п.10, отличающийся тем, что указанному стальному листу придают форму трубы в процессе формоизменения UO и стыковые участки внутренних и внешних поверхностей трубы сваривают дуговой сваркой под флюсом с последующей раскаткой трубы.
12. Способ по п.11, отличающийся тем, что подводимое тепло при дуговой сварке под флюсом составляет от 4,0 до 10,0 кДж/мм.
13. Способ по любому из пп.10-12, отличающийся тем, что зону сварного шва подвергают термической обработке.
14. Способ по п.13, отличающийся тем, что зону сварного шва подвергают термической обработке в диапазоне температур от 300 до 500°С.

