Предпосылки изобретения
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу получения толстолистовой стали для применения в ультравысокопрочном трубопроводе, имеющей предел прочности на разрыв (TS) 915 МПа или выше в направлении к периферии стальной трубы, а также отличную деформируемость и низкотемпературную ударную вязкость, и к способу получения стальной трубы для применения в качестве ультравысокопрочного трубопровода, изготовленного с использованием этой толстолистовой стали. В частности, стальная труба, полученная способом получения согласно настоящему изобретению, может широко применяться как трубопроводная труба для транспортировки природного газа и нефти.
Испрашивается приоритет японской патентной заявки №2008-287054 от 7 ноября 2008, содержание которой включено в описание настоящей ссылкой.
Описание уровня техники
В последние годы возросла важность трубопроводов как способа транспортировки нефти и природного газа на большие расстояния. В настоящее время стандарт X65 Американского Нефтяного Института (American Petroleum Institute, API) образует основу для создания основных трубопроводов для транспортировки на большие расстояния, и фактическое использование трубопроводов X65 чрезвычайно высоко. Однако имеется потребность в более прочных трубопроводах для достижения (1) улучшения эффективности транспортировки путем повышения давления и (2) улучшения эффективности строительства в месте эксплуатации путем снижения наружного диаметра и веса трубопроводных труб. До сих пор на практике применялись трубопроводы сорта до X120 (с пределом прочности на разрыв 915 МПа или больше).
С другой стороны, в последние годы изменилась концепция конструкции трубопровода. В прошлом трубопроводы делались с постоянным напряжением ("конструкция на основе напряжений"), однако в последнее время признание получает конструкция, в которой зоны кольцевых сварных швов в стальных трубах не растрескиваются или сами стальные трубы не коробятся, даже если к трубопроводным трубам прикладывается деформация ("конструкция на основе деформаций"). До настоящего времени, что касается высокопрочных трубопроводов марок X80 или выше, изучались химический состав или условия производства, которые могут обеспечить низкотемпературную ударную вязкость исходных материалов или ударную вязкость в зонах термического влияния. Однако в случае "конструкции на основе деформаций" существует дальнейшая потребность в деформируемости исходных материалов или деформируемости стальных труб после нанесения покрытия. Не решив проблем с ударной вязкостью или деформируемостью, невозможно производить стальные трубы для трубопроводов X80 или выше, имеющих "конструкцию на основе деформаций". Чтобы получить ультравысокопрочные трубопроводы, требуются условия получения, которые могут обеспечить баланс между прочностью и низкотемпературной ударной вязкостью исходных материалов, ударной вязкостью металлов сварного шва и зон термического влияния (HAZ), возможность сваривания в месте эксплуатации, сопротивление размягчению соединения, сопротивление труб разрыву в соответствии с испытанием на разрыв внутренним давлением или подобного и которые могут также давать стальные трубы с отличной деформируемостью исходных материалов. В результате имеется потребность в разработке ультравысокопрочных толстых трубопроводных труб марки X80 или выше, которые соответствуют указанным выше характеристикам стальных труб.
До сих пор, что касается способов получения стальных труб для трубопроводов, предлагались, например, следующие способы для улучшения характеристик вышеуказанных стальных труб. Чтобы улучшить деформируемость стальных труб, в нерассмотренной японской патентной заявке, первая публикация №2004-131799, и в нерассмотренной японской патентной заявке, первая публикация №2003-293089, предлагаются способы, в которых стальные листы медленно охлаждают на первой стадии до 500°C-600°C и затем, на второй стадии, охлаждают с более высокой скоростью охлаждения, чем на первой стадии. С этими способами можно контролировать микроструктуру толстолистовой стали и стальных труб. Кроме того, в нерассмотренной японской патентной заявке, первая публикация №H11-279700, и в нерассмотренной японской патентной заявке, первая публикация №2000-178689, для улучшения сопротивления продольному изгибу стальных труб листовую сталь толщиной 16 мм производят, проводя охлаждение с постоянной скоростью охлаждения 15°C/с или выше.
Патентная ссылка 1: нерассмотренная японская патентная заявка, первая публикация №2004-131799.
Патентная ссылка 2: нерассмотренная японская патентная заявка, первая публикация №2003-293089.
Патентная ссылка 3: нерассмотренная японская патентная заявка, первая публикация № H11-279700.
Патентная ссылка 4: нерассмотренная японская патентная заявка, первая публикация №2000-178689.
Однако способы, раскрытые в нерассмотренной японской патентной заявке, первая публикация №2004-131799, и в нерассмотренной японской патентной заявке, первая публикация №2003-293089, имеют сильные колебания температур, при которых останавливают водяное охлаждение, и поэтому имеется проблема в том, что качество стальных листов значительно варьируется. Кроме того, даже способы, раскрытые в нерассмотренной японской патентной заявке, первая публикация № H11-279700, и в нерассмотренной японской патентной заявке, первая публикация №2000-178689, имеют большие разницы температур, при которых прекращают охлаждение водой, и поэтому, помимо того, что трудно обеспечить деформируемость толстолистовой стали, имеются проблемы в том, что прочность толстолистовой стали сильно варьируется.
Настоящее изобретение дает способы получения толстолистовой стали и стальных труб для ультравысокопрочных трубопроводов с пределом прочности на разрыв 915 МПа или больше (стандарт API X120 или выше), которые имеют отличные прочность, низкотемпературную ударную вязкость и деформируемость исходных материалов и которые можно легко сваривать в месте эксплуатации.
Суть изобретения
Авторы изобретения провели всесторонние исследования условий получения стальных листов и стальных труб, чтобы получить ультравысокопрочную толстолистовую сталь и стальные трубы, которые имеют предел прочности на разрыв 915 МПа или выше и отличную низкотемпературную ударную вязкость. В результате были изобретены новые способы получения толстолистовой стали для ультравысокопрочных трубопроводов и стальных труб для ультравысокопрочных трубопроводов. Суть настоящего изобретения заключается в следующем:
(1) Согласно способу получения толстолистовой стали для ультравысокопрочных трубопроводов способ включает в себя: получение расплавленной стали, содержащей: C: 0,03-0,06 мас.%, Si: 0,01-0,50 мас.%, Mn: 1,5-2,5 мас.%, P: 0,01 мас.% или меньше, S: 0,0030 мас.% или меньше, Nb: 0,0001-0,20 мас.%, Al: 0,0005-0,03 мас.%, Ti: 0,003-0,030 мас.%, B: 0,0003-0,0030 мас.%, N: 0,0010-0,0050 мас.%, O: 0,0050 мас.% или меньше, остальное Fe и неизбежные примеси; разливку расплавленной стали в сляб; проведение горячей прокатки сляба, чтобы получить стальной лист; проведение водяного охлаждения до тех пор, пока не будет достигнута заданная температура, превышающая точку MS, и затем охлаждение поверхности толстолистовой стали, повторяя обработку, в которой утилизация тепла проводится один или более раз; и проведение окончательного охлаждения водой, чтобы охладить поверхность толстолистовой стали до температуры точки MS или ниже.
Здесь,
Ms=545-330[C]+2[Al]-14[Cr]-13[Cu]-23[Mn]-5[Mo]-4[Nb]-13[Ni]-7[Si]+3[Ti]+4[V],
где [C], [Al], [Cr], [Cu], [Mn], [Mo], [Nb], [Ni], [Si], [Ti] и [V] представляют собой количество (в %) C, Al, Cr, Cu, Mn, Mo, Nb, Ni, Si, Ti и V соответственно.
(2) В способе получения толстолистовой стали для ультравысокопрочных трубопроводов согласно (1) расплавленная сталь может, кроме того, включать по меньшей мере один элемент, выбранный из группы, состоящей из: Mo: 0,01-1,0 мас.%, Cu: 0,01-1,5 мас.%, Ni: 0,01-5,0 мас.%, Cr: 0,01-1,5 мас.%, V: 0,01-0,10 мас.%, W: 0,01-1,0 мас.%, Zr: 0,0001-0,050 мас.% и Ta: 0,0001-0,050 мас.%.
(3) В способе получения толстолистовой стали для ультравысокопрочных трубопроводов согласно (1) расплавленная сталь может включать, кроме того, по меньшей мере один элемент, выбранный из группы, состоящей из: Mg: 0,0001-0,010 мас.%, Ca: 0,0001-0,005 мас.%, REM: 0,0001-0,005 мас.%, Y: 0,0001-0,005 мас.%, Hf: 0,0001-0,005 мас.% и Re: 0,0001-0,005 мас.%.
(4) В способе получения толстолистовой стали для ультравысокопрочных трубопроводов согласно (1) средняя скорость охлаждения поверхности толстолистовой стали (в °C/с) за период от начала водяного охлаждения до времени, когда поверхность толстолистовой стали достигнет точки начала мартенситного превращения (точка Ms), может быть равна VC90 или ниже.
Здесь
Ms=545-330[C]+2[Al]-14[Cr]-13[Cu]-23[Mn]-5[Mo]-4[Nb]-13[Ni]-7[Si]+3[Ti]+4[V]
VC90=10(2,94-0,75β)
β=2,7[C]+0,4[Si]+[Mn]+0,45([Ni]+[Cu])+0,8[Cr]+2[Mo],
где [C], [Al], [Cr], [Cu], [Mn], [Mo], [Nb], [Ni], [Si], [Ti] и [V] означают количество (в %) C, Al, Cr, Cu, Mn, Mo, Nb, Ni, Si, Ti и V соответственно.
(5) В способе получения толстолистовой стали для ультравысокопрочных трубопроводов согласно (1) скорости водяного охлаждения и финального водяного охлаждения могут равняться VC90 или быть выше.
(6) В способе получения толстолистовой стали для ультравысокопрочных трубопроводов согласно (1) при горячей прокатке температура повторного нагрева сляба может составлять 950°C или больше, и обжатие сляба при прокатке вне диапазона температур рекристаллизации может составлять 3 или больше.
(7) В способе получения толстолистовой стали для ультравысокопрочных трубопроводов согласно (1) охлаждение может проводиться от исходной температуры охлаждения 850°C или меньше.
(8) Согласно способу получения стальной трубы для ультравысокопрочных трубопроводов способ включает: придание стальному листу для ультравысокопрочных трубопроводов, полученному способом получения согласно (1), формы трубы на UO-прессе; проведение дуговой сварки под флюсом на примыкающих участках стального листа для ультравысокопрочных трубопроводов от наружной и внутренней поверхностей, используя сварочную проволоку и агломерированный или плавленый флюс; и проведение экспандирования труб.
(9) В способе получения стальной трубы для ультравысокопрочных трубопроводов согласно (8) сварной шов можно подвергнуть термообработке после проведения дуговой сварки под флюсом и перед проведением экспандирования труб.
(10) В способе получения стальной трубы для ультравысокопрочных трубопроводов согласно (8) сварной шов можно подвергнуть термообработке в температурном диапазоне от 200°C до 500°C.
Согласно настоящему изобретению можно уменьшить разницу прочности стального листа и стальной трубы и получить благоприятную деформируемость стального листа и стальной трубы до и после деформационного старения путем горячей прокатки толстолистовой стали ограниченного химического состава и затем повторения водяного охлаждения и рекуперации тепла для проведения охлаждения. В результате значительно улучшается надежность трубопроводов.
Краткое описание чертежей
Фиг.1A является схематическим видом распределения твердости в произведенном стальном листе в направлении толщины.
Фиг.1B является схематическим видом распределения температуры в стальном листе в направлении толщины во время охлаждения.
Фиг.2 показывает схематический вид одного примера соотношения между характером охлаждения поверхности толстолистовой стали и диаграммой превращения стали.
Подробное описание изобретения
Ниже содержание настоящего изобретения будет описано подробно.
Настоящее изобретение относится к ультравысокопрочным трубопроводам с пределом прочности на разрыв (TS) 915 МПа или выше и с отличной низкотемпературной ударной вязкостью. Так как ультравысокопрочные трубопроводы этого класса прочности могут выдерживать примерно вдвое более высокое давление по сравнению с серийно выпускаемыми трубами марки X65, можно транспортировать большее количество газа, используя такой же размер, что и в прошлом. В случае, когда марка X65 используется при повышенном давлении, нужно увеличивать толщину трубопроводов. В результате возрастают расходы на материалы, транспортировку и сварку на месте эксплуатации и таким образом значительно возрастают расходы по прокладке трубопроводных линий. Поэтому, чтобы снизить стоимость прокладки трубопроводов, требуются ультравысокопрочные трубопроводы с пределом прочности на разрыв (TS) 915 МПа или выше и с отличной низкотемпературной ударной вязкостью. С другой стороны, по мере повышения прочности требуемых стальных труб быстро усложняется производство стальных труб. В частности, когда требуется "конструкция на основе деформаций", необходимо получать не только баланс между прочностью и низкотемпературной ударной вязкостью исходных материалов и ударной вязкостью в зонах роликовой сварки, но также искомые характеристики, включая деформируемость после деформационного старения. Однако очень трудно удовлетворить все эти характеристики.
В трубопроводах, требующих "конструкции на основе деформаций", прочность металла сварного шва, который соединяет трубопроводные трубы (прочность кольцевых зон сварки) должна быть выше, чем прочность исходных материалов (толстолистовая сталь или площадь, соответствующая стальным листам в стальных трубах) в продольном направлении (направление оси трубы трубопровода). В средах, в которых используются трубопроводы, мерзлый грунт может оттаивать летом и снова замерзать зимой. В таком случае трубопроводы испытывают деформацию, и растрескивание начинается с кольцевых зон сварки. В частности, в случае, когда прочность зон кольцевого шва меньше, чем прочность исходных материалов (недосогласование), растрескивание вызывается незначительной деформацией. Таким образом, необходимо, чтобы прочность исходного материала в продольном направлении была меньше, чем прочность зон кольцевого шва, таким образом, верхний предел прочности исходных материалов в продольном направлении устанавливается прочностью зон кольцевого шва. В частности, каждая марка трубопроводных труб имеет некий диапазон прочности и поэтому для производства трубопроводов прочность исходных материалов ограничивается узким диапазоном вблизи верхнего предела. Соответственно, имеется потребность в стабильном производстве трубопроводных труб и в исходных материалах для трубопроводов, для которых разница прочности была бы снижена.
Чтобы ограничить предел прочности на разрыв исходных материалов трубопровода значением 915 МПа или выше и узким диапазоном, авторы изобретения провели всестороннее исследование. В результате было выяснено, что чрезвычайно важно использовать для стальных листов сталь с низким содержанием добавленных C и B и оптимизировать условия охлаждения толстолистовой стали во время горячей прокатки. Например, если количество C превысит 0,06%, прокаливаемость будет слишком высокой, поэтому прочность будет значительно отличаться в центре и на поверхности толстолистовой стали. В результате для стальных листов используется сталь с малым количеством добавленных C и B. Кроме того, например, даже когда количество C составляет 0,06% или меньше, но если охлаждение проводится вообще без ограничений на условия охлаждения поверхности толстолистовой стали, мартенсит образуется или не образуется в зависимости от способа охлаждения поверхности толстолистовой стали. В таком случае, так как возникает разница прочности между поверхностью стального листа и центром (центр толщины) листа (внутри стального листа) в направлении толщины или изменение прочности имеется в части одного стального листа или между произведенными стальными листами, то становится невозможным получать трубопроводы, имеющие узкий диапазон прочности.
Вышеуказанное изменение прочности будет описано с использованием фиг.1A и фиг.1B. Фиг.1A показывает схематический вид распределения твердости полученной толстолистовой стали в направлении толщины, а фиг.1B показывает схематический вид распределения температуры толстолистовой стали в направлении толщины при охлаждении. На фиг.1A и 1B пунктирная линия указывает центр толщины листа; штрихпунктирная линия (a) показывает результат простого охлаждения путем водяного охлаждения (например, условия охлаждения, указанные ломаной линией (i) на фиг.2); сплошная линия (b) показывает результат условий охлаждения согласно настоящему изобретению. Как показано штрихпунктирной линией (a) на фиг.1A, в случае когда охлаждение проводится вообще без ограничений на условия охлаждения поверхности толстолистовой стали (простое охлаждение), возникает разница твердости между поверхностью стального листа и центром листа (внутри стального листа) в направлении толщины. Разница твердости объясняется распределением температуры в толстолистовой стали в направлении толщины во время такого охлаждения, как показано на фиг.1B. При водяном охлаждении поверхность стального листа входит в контакт с водой и таким образом подвергается охлаждению. Однако, так как скорость охлаждения ограничена теплопередачей внутри толстолистовой стали, охладить внутреннюю часть толстолистовой стали труднее, чем поверхность толстолистовой стали. В результате на поверхности толстолистовой стали и внутри толстолистовой стали получаются микроструктуры с разной твердостью. Таким образом, в результате простого охлаждения в полученной толстолистовой стали образуется распределение твердости из-за распределения температуры в стальном листе во время охлаждения. Это распределение твердости не ограничивается направлением толщины и может встречаться в любой части стального листа как результат неоднородности, например неравномерного количества охлаждающей воды или подобного. Эта неоднородность прочности толстолистовой стали является проблемой, так как неоднородность вызывает поверхностные дефекты, такие как морщины, трещины или подобное, при производстве стальных труб, когда на поверхности толстолистовой стали возникает концентрация напряжений. Кроме того, при простом охлаждении имеются случаи, когда температура, при которой прекращается водяное охлаждение толстолистовой стали, меняется для каждой партии изделий, в результате с большой вероятностью возникают колебания прочности среди произведенных стальных листов.
Чтобы уменьшить это колебание прочности, вместо проведения однократного охлаждения поверхность толстолистовой стали охлаждали путем повторения водяного охлаждения и утилизации тепла, что будет описано ниже, благодаря чему колебания прочности были успешно снижены как в части одного стального листа, так и между произведенными стальными листами. Утилизация тепла относится к обработке, которая делает температуру на поверхности толстолистовой стали (низкотемпературный участок) выше, чем сразу после прекращения водяного охлаждения на заданный промежуток времени, чтобы передать тепло от внутреннего объема стального листа на поверхность листа (теплоперенос от высокотемпературного участка к низкотемпературному участку). При утилизации тепла разница температур между внутренним объемом стального листа и поверхностью стального листа сокращается и распределение температуры в листе становится однородным. Кроме того, можно однородно контролировать изменение температуры даже для разных партий изделий. Однако согласно настоящему изобретению, чтобы получить структуру бейнита или смешанную структуру бейнита и феррита, наиболее важным является проводить водяное охлаждение на поверхности толстолистовой стали до заданной температуры, превышающей температуру начала мартенситного превращения (точка MS), и затем проводить охлаждение, повторяя обработку, в которой утилизация тепла проводится по меньшей мере один или более раз. Кроме того, если средняя скорость охлаждения поверхности толстолистовой стали за период от начала водяного охлаждения (начальное водяное охлаждение) до времени, когда поверхность толстолистовой стали достигнет температуры начала мартенситного превращения (точка MS), устанавливается на критическую скорость охлаждения (скорость, при которой может быть получена микроструктура, содержащая 90% мартенситной структуры) или ниже, колебания прочности дополнительно подавляются. При этом утилизация тепла может проводиться путем контроля количества охлаждающей воды (например, снижая количество воды). Кроме того, утилизация тепла может проводиться после проведения конечного водяного охлаждения. В этом случае имеются периоды, когда температура при прекращении охлаждения водой превышает точку MS.
Ниже будут описаны причины, по которым ограничивается химический состав толстолистовой стали (исходный материал) согласно настоящему изобретению. Здесь единица "%" относится к "мас.%" в расчете на химическую композицию согласно настоящему изобретению.
C является обязательным как основной элемент, который улучшает прочность исходного материала. Поэтому необходимо добавлять 0,03% или более C. Если добавлено чрезмерное количество C, превышающее 0,06%, ухудшаются свариваемость или ударная вязкость стали. Поэтому верхний предел количества добавленного C установлен на 0,06%.
Si необходим как раскисляющий элемент в производстве стали. Для раскисления необходимо добавлять в сталь 0,01% или больше Si. Однако, если добавлено более 0,50% Si, ударная вязкость стали в зонах HAZ ухудшается. Поэтому верхний предел количества добавленного Si установлен на 0,50%.
Mn является необходимым элементом для обеспечения прочности и ударной вязкости исходного материала. Однако, если количество Mn превышает 2,5%, заметно ухудшается ударная вязкость исходного материала в HAZ. Поскольку при количестве Mn меньше 1,5% становится сложным обеспечить прочность исходного материала, содержание Mn устанавливается в диапазоне от 1,5% до 2,5%.
P является элементом, который влияет на ударную вязкость стали. Если количество P превысит 0,01%, заметно ухудшается не только ударная вязкость исходного материала, но также ударная вязкость в HAZ. Поэтому верхний предел количества P установлен на 0,01%.
Если добавляется чрезмерное количество S, превышающее 0,0030%, образуются грубые сульфиды. Поскольку грубые сульфиды ухудшают ударную вязкость, верхний предел количества S установлен на 0,0030%.
Nb является элементом, действующим на образование карбидов и нитридов, что улучшает прочность. Однако добавление 0,0001% или менее Nb не дает такого эффекта. Кроме того, если добавлено более 0,20% Nb, это вызывает ухудшение ударной вязкости. Поэтому диапазон количества Nb установлен в границах от 0,0001% до 0,20%.
Al добавляют как раскисляющий материал. В настоящем изобретении, если добавлено более 0,03% Al, не образуются оксиды на основе Ti. Поэтому верхний предел количества Al установлен на 0,03%. Кроме того, чтобы снизить количество кислорода в расплавленной стали, необходимо добавлять 0,0005% Al или больше. Поэтому нижний предел количества Al установлен на 0,0005%.
Ti является элементом, который проявляет эффект измельчения зерен, действует как раскисляющий материал и, кроме того, как нитридообразующий элемент. Однако, поскольку добавление больших количеств Ti приводит к значительному ухудшению ударной вязкости из-за образования карбидов, верхний предел количества Ti должен быть установлен на 0,030%. Однако, чтобы получить заданные эффекты, необходимо добавлять 0,003% или более Ti. Поэтому диапазон количества Ti установлен в границах от 0,003 до 0,030%.
B является, вообще говоря, элементом, который растворяется в стали, повышая прокаливаемость. В частности, этот эффект можно получить, добавляя 0,0003% или больше B. Однако, поскольку добавление чрезмерного количества B приводит к ухудшению ударной вязкости, верхний предел количества B установлен на 0,0030%.
N необходим для мелкодисперсного выделения TiN, чтобы уменьшить диаметр аустенитных зерен. Так как количество N 0,0010% недостаточно для измельчения зерен, нижний предел количества N устанавливают на 0,0010%. Кроме того, если количество N превышает 0,0050%, повышается количество растворенного N и ухудшается низкотемпературная ударная вязкость исходного материала, поэтому верхний предел количества N установлен на 0,0050%.
Если добавлено чрезмерное количество O, превышающее 0,0050%, образуются грубые оксиды и ударная вязкость исходного материала ухудшается. Поэтому верхний предел количества O установлен на 0,0050%.
Сталь, включающая вышеуказанные элементы и баланс, состоящий из железа (Fe) и неизбежных примесей, является предпочтительной базовой химической композицией, использующейся для толстолистовой стали и стальной трубы по настоящему изобретению.
Одновременно согласно настоящему изобретению можно добавить по меньшей мере один элемент, выбранный из группы, состоящей из Mo, Cu, Ni, Cr, V, Zr и Ta, в соответствии с потребностью, как элемент, который улучшает прочность и ударную вязкость.
Mo является элементом, который улучшает прокаливаемость и в то же время образует карбиды и нитриды, улучшая прочность. Чтобы получить такой эффект, необходимо добавить 0,01% или более Mo. Однако добавление большого количества Mo, превышающего 1,0%, увеличивает прочность исходного материала больше, чем необходимо, и также значительно ухудшает ударную вязкость. Поэтому диапазон содержания Mo установлен от 0,01% до 1,0%.
Cu является эффективным элементом для повышения прочности без ухудшения ударной вязкости. Однако количество Cu меньше 0,01% не производит такого эффекта, а если количество Cu превышает 1,5%, при нагревании очень возможно появление трещин в слябе или сварном шве. Поэтому количество Cu установлено в диапазоне от 0,01% до 1,5%.
Ni является эффективным элементом для улучшения ударной вязкости и прочности. Чтобы получить такой эффект, необходимо добавить 0,01% Ni или больше. Однако в случае, когда добавлено более 5,0% Ni, ухудшается свариваемость. Поэтому верхний предел количества Ni установлен на 5,0%.
Cr является элементом, который улучшает прочность стали путем дисперсионного твердения. Поэтому необходимо добавлять 0,01% или более Cr. Однако, если добавлено большое количество Cr, повышается прокаливаемость и, следовательно, образуется мартенситная структура и падает ударная вязкость. Поэтому верхний предел количества Cr установлен на 1,5%.
V является элементом, имеющим эффект образования карбидов и нитридов, что улучшает прочность. Однако добавление 0,01% или меньше V не производит такого эффекта. Кроме того, добавление более 0,10% V приводит к ухудшению ударной вязкости. Поэтому диапазон содержания V установлен от 0,01% до 0,10%.
W является элементом, который улучшает прокаливаемость и одновременно образует карбиды и нитриды, улучшая прочность. Чтобы получить такие эффекты, необходимо добавлять 0,01% или больше W. Однако добавление чрезмерного количества W, превышающего 1,0%, повышает прочность исходного материала больше, чем нужно, и одновременно значительно ухудшается ударная вязкость. Поэтому количество W устанавливается в диапазоне от 0,01% до 1,0%.
Аналогично ниобию Zr и Ta являются элементами, имеющими эффект образования карбидов и нитридов, улучшая прочность. Однако добавление 0,0001% или меньше не дает такого эффекта. Кроме того, добавление более чем 0,050% Zr или Ta приводит к ухудшению ударной вязкости. Поэтому содержание Zr или Ta устанавливается в диапазоне от 0,0001% до 0,050%.
Кроме того, в настоящем изобретении можно добавлять по меньшей мере один элемент, выбранный из группы, состоящей из Mg, Ca, REM, Y, Hf и Re, смотря по потребности, чтобы благодаря оксидам улучшить пиннинг-эффект или сопротивление образованию продольных трещин.
Mg добавляют главным образом как раскисляющий материал. Однако, если магния добавлено больше 0,010%, очень вероятно возникновение грубых оксидов, таким образом ухудшаются ударная вязкость исходного материала и ударная вязкость в HAZ. Кроме того, при добавлении менее 0,0001% Mg невозможно ожидать в достаточной степени внутрикристаллитных превращений и образования оксидов, необходимых как закрепляющие частицы. Поэтому добавление Mg установлено в диапазоне от 0,0001% до 0,010%.
Ca, REM, Y, Hf и Re образуют сульфиды, которые подавляют образование MnS, склонного растягиваться в направлении прокатки, и улучшают характеристики стали в направлении толщины, особенно сопротивление образованию продольных трещин. При количестве любого из Ca, REM, Y, Hf и Re меньше 0,0001% такой эффект получить нельзя. Поэтому нижний предел количеств Ca, REM, Y, Hf и Re устанавливается на 0,0001%. Напротив, если количество любого из Ca, REM, Y, Hf и Re превысит 0,0050%, число оксидов Ca, REM, Y, Hf и Re повышается, а число оксидов, включающих ультрамелкий Mg, снижается. Поэтому верхний предел количеств Ca, REM, Y, Hf и Re установлен на 0,0050%.
Сталь, содержащую указанные выше химические компоненты, готовят как расплавленную сталь в процессе производства стали и затем разливают методом непрерывной разливки или подобным, чтобы получить сляб. Сляб подвергают горячей прокатке (нагрев и затем прокатка сляба), чтобы получить толстолистовую сталь. В этом случае сляб нагревают до температуры точки AC3 или выше (температура повторного нагрева) и затем прокатывают, чтобы получить обжатие при прокатке (коэффициент обжатия) 2 или больше в диапазоне температур рекристаллизации и обжатие 3 или больше вне диапазона температур рекристаллизации. В результате средний диаметр зерен первоначального аустенита в полученной толстолистовой стали становится равным 20 мкм или меньше.
Температура повторного нагрева сляба предпочтительно равна 950°C или выше. Кроме того, если температура повторного нагрева становится слишком высокой, размер γ-зерен при нагревании увеличивается, поэтому температура повторного нагрева предпочтительно составляет 1250°C или ниже.
Что касается вытяжки в диапазоне температур рекристаллизации, то, если обжатие меньше 2, рекристаллизация не происходит в достаточной степени, поэтому обжатие при прокатке предпочтительно составляет 2 или больше.
Если обжатие при прокатке вне диапазона рекристаллизации составляет 3 или выше, средний диаметр первичных зерен аустенита в толстолистовой стали становится равным 20 мкм или меньше. Поэтому обжатие при прокатке вне диапазона рекристаллизации предпочтительно равно 3 или выше, более предпочтительно 4 или выше. В этом случае можно сделать средний диаметр зерен первичного аустенита в толстолистовой стали равным 10 мкм или меньше.
Что касается температуры, при которой начинается водяное охлаждение (исходная температура охлаждения водой), то предпочтительно охлаждать толстолистовую сталь от температуры начала водяного охлаждения 850°C или ниже. То есть охлаждение толстолистовой стали начинается с точки Ae3 или ниже. В этом случае происходит ферритное превращение, и отношение предела текучести к пределу прочности толстолистовой стали снижается, в соответствии с чем становится благоприятной деформируемость толстолистовой стали.
Что касается способов охлаждения, самым важным является охлаждать поверхность толстолистовой стали, повторяя водяное охлаждение и утилизацию тепла до тех пор, пока поверхность толстолистовой стали не достигнет температуры начала мартенситного превращения. При таком способе охлаждения можно подавить вышеупомянутую неоднородность прочности толстолистовой стали. Кроме того, если средняя скорость охлаждения (°C/с) поверхности толстолистовой стали за период от начала водяного охлаждения (начальное водяное охлаждение) до времени, когда поверхность толстолистовой стали достигнет температуры начала мартенситного превращения (точка MS), устанавливается на критическую скорость охлаждения VC90 (°C/с) (скорость, при которой можно получить микроструктуру, на 90% состоящую из мартенситной структуры) или ниже, колебания прочности еще больше подавляются. Между тем следующие формулы (1), (2) и (3) представляют собой формулы для расчета точки MS и VC90.
Ms=545-330[C]+2[Al]-14[Cr]-13[Cu]-23[Mn]-5[Mo]-4[Nb]-13[Ni]-7[Si]+3[Ti]+4[V] (1)
VC90=10(2,94-0,75β) (2)
β=2,7[C]+0,4[Si]+[Mn]+0,45([Ni]+[Cu])+0,8[Cr]+2[Mo] (3)
Здесь [C], [Al], [Cr], [Cu], [Mn], [Mo], [Nb], [Ni], [Si], [Ti] и [V] в формулах (1)-(3) указывают количество (в %) C, Al, Cr, Cu, Mn, Mo, Nb, Ni, Si, Ti и V соответственно.
Одновременно измеряется температура поверхности толстолистовой стали от центра стального листа в направлении ширины.
Теперь будет описана рекуперация тепла согласно настоящему изобретению. Рекуперация тепла в настоящем изобретении относится к операции, при которой во время охлаждения стального листа сначала посредством водяного охлаждения охлаждается поверхность листа до заданной температуры, превышающей точку MS, затем водяное охлаждение на некоторое время прекращается, тем самым повышая температуру поверхности толстолистовой стали по сравнению с температурой сразу после водяного охлаждения. Таким образом, поверхность толстолистовой стали охлаждается посредством водяного охлаждения до заданной температуры, которая выше, чем точка MS, и затем повторяется обработка, в которой утилизация тепла проводится один или более раз. После этого проводится последнее водяное охлаждение (финальное водяное охлаждение), чтобы охладить поверхность толстолистовой стали до температуры точки MS или ниже. После конечного охлаждения водой можно провести другую утилизацию тепла. В случае, когда проводится утилизация тепла, конечная температура охлаждения означает температуру после последней утилизации тепла. Здесь, чтобы предотвратить разницу прочности в толстолистовой стали, число циклов утилизации тепла стального листа перед финальным водяным охлаждением предпочтительно составляет два или больше. Кроме того, чтобы обеспечить производительность, скорость водяного охлаждения и скорость финального водяного охлаждения предпочтительно равны VC90 или выше. Устройство охлаждения, применяемое в настоящем изобретении, имеет несколько мест (называемых зонами), где собраны сопла, способные осуществлять контроль, чтобы сделать расход воды одинаковым. Например, в настоящем изобретении зоны классифицированы на зоны водяного охлаждения, где должно проводиться охлаждение водой, и зоны утилизации тепла, где водяное охлаждение не проводится. То есть когда водяное охлаждение проводится в первой зоне (зона водяного охлаждения) и водяное охлаждение не проводится во второй зоне (зона утилизации тепла), температура поверхности толстолистовой стали на выходе из второй зоны становится выше, чем на выходе из первой зоны. Кроме того, если водяное охлаждение проводится в третьей зоне (зоне водяного охлаждения), температура поверхности толстолистовой стали снижается. По существу, при повторении зон водяного охлаждения и зон утилизации тепла температура поверхности стального листа становится ниже. Зоны, где не проводится водяное охлаждение (зоны утилизации тепла), могут быть определены произвольно с учетом параметров охлаждения или подобного толстолистовой стали. Наконец, поверхность толстолистовой стали охлаждается до температуры точки MS или ниже в последней зоне водяного охлаждения.
Ниже с обращением к фиг.2 будут подробно описаны причины, почему охлаждение проводится в вышеуказанных условиях. Фиг.2 показывает пример соотношения между картиной охлаждения поверхности толстолистовой стали и диаграммой превращения стали. Пунктирная линия (i) на фиг.2 показывает картину охлаждения для случая, когда толстолистовая сталь охлаждается со скоростью охлаждения VC90. При таком характере охлаждения примерно 90% толстолистовой стали получает мартенситную структуру. Как показано пунктирной линией (ii) на фиг.2, в случае, когда средняя скорость охлаждения поверхности толстолистовой стали больше, чем скорость охлаждения VC90, почти вся поверхность стального листа приобретает мартенситную структуру. Таким образом, даже если проводится утилизация тепла на поверхности толстолистовой стали, имеются случаи, когда ударная вязкость на поверхности толстолистовой стали заметно ухудшается и при изготовлении стальных труб на поверхности толстолистовой стали возникают поверхностные дефекты, такие как поверхностные трещины или подобное. С другой стороны, как показано сплошными линиями (iii) и (iv) на фиг.2, в случае, когда средняя скорость охлаждения поверхности толстолистовой стали меньше, чем скорость охлаждения VC90, толстолистовая сталь приобретает структуру бейнита или смешанную структуру бейнита и феррита согласно настоящему изобретению. Кроме того, при проведении утилизации тепла на поверхности толстолистовой стали микроструктура толстолистовой стали становится однородной и поэтому возможно производить листовую сталь с малыми колебаниями прочности.
Что касается температуры прекращения охлаждения, то если последнее водяное охлаждение (финальное водяное охлаждение) заканчивается при 200°C или ниже, в середине толщины толстолистовой стали встречаются дефекты, которые, как считается, вызваны водородом. Поэтому нижний предел температуры прекращения охлаждения предпочтительно устанавливается на 200°C.
Далее будет описан способ получения трубопроводных труб посредством гибочного процесса (UO-пресс), используя листовую сталь для ультравысокопрочных трубопроводов, произведенную указанным выше способом получения. После изготовления толстолистовой стали толщиной от 12 до 25 мм стальному листу придают форму трубы с помощью UO-пресса (C-пресс, U-пресс и O-пресс). Затем края стального листа, которому придана форма трубы, соединяют встык и подвергают сварке прихваточным швом. Для сварки прихваточным швом используют дуговую сварку плавящимся электродом или дуговую сварку металлическим электродом в среде инертного газа. После сварки прихваточным швом проводят дуговую сварку под флюсом на примыкающих участках стального листа, которому придана форма трубы, от наружной и внутренней поверхностей. Для дуговой сварки под флюсом используется сварочная проволока и агломерированный или плавленый флюс. Наконец, проводится соединение труб, чтобы получить стальной трубопровод.
В способе получения стальной трубы для ультравысокопрочных трубопроводов согласно настоящему изобретению предпочтительно проводить термообработку сварного шва (зона роликовой сварки) после проведения дуговой сварки под флюсом на внутренней и внешней поверхностях и перед проведением соединения труб. Кроме того, что касается условий термообработки стальной трубы, предпочтительно проводить термообработку сварного шва при температуре от 200°C до 500°C. При такой термообработке можно снизить долю смешанной структуры аустенита и мартенсита (MA), которая образуется в сварном шве (металл шва) и которая вредна для ударной вязкости. Если сварной шов нагревать до температуры 200°C-500°C, грубая структура MA, образованная вдоль границ зерен первоначального аустенита, распадается на мелкодисперсный цементит. Однако в случае, если сварной шов подвергается термообработке при температуре ниже 200°C, грубая структура MA не распадается на цементит. Поэтому нижний предел температуры термообработки шва составляет 200°C. Кроме того, если сварной шов подвергнуть термообработке при температуре выше 500°C, ухудшается ударная вязкость шва. Таким образом, верхний предел температуры термообработки шва равен 500°C.
Примеры
Далее будут описаны примеры согласно настоящему изобретению.
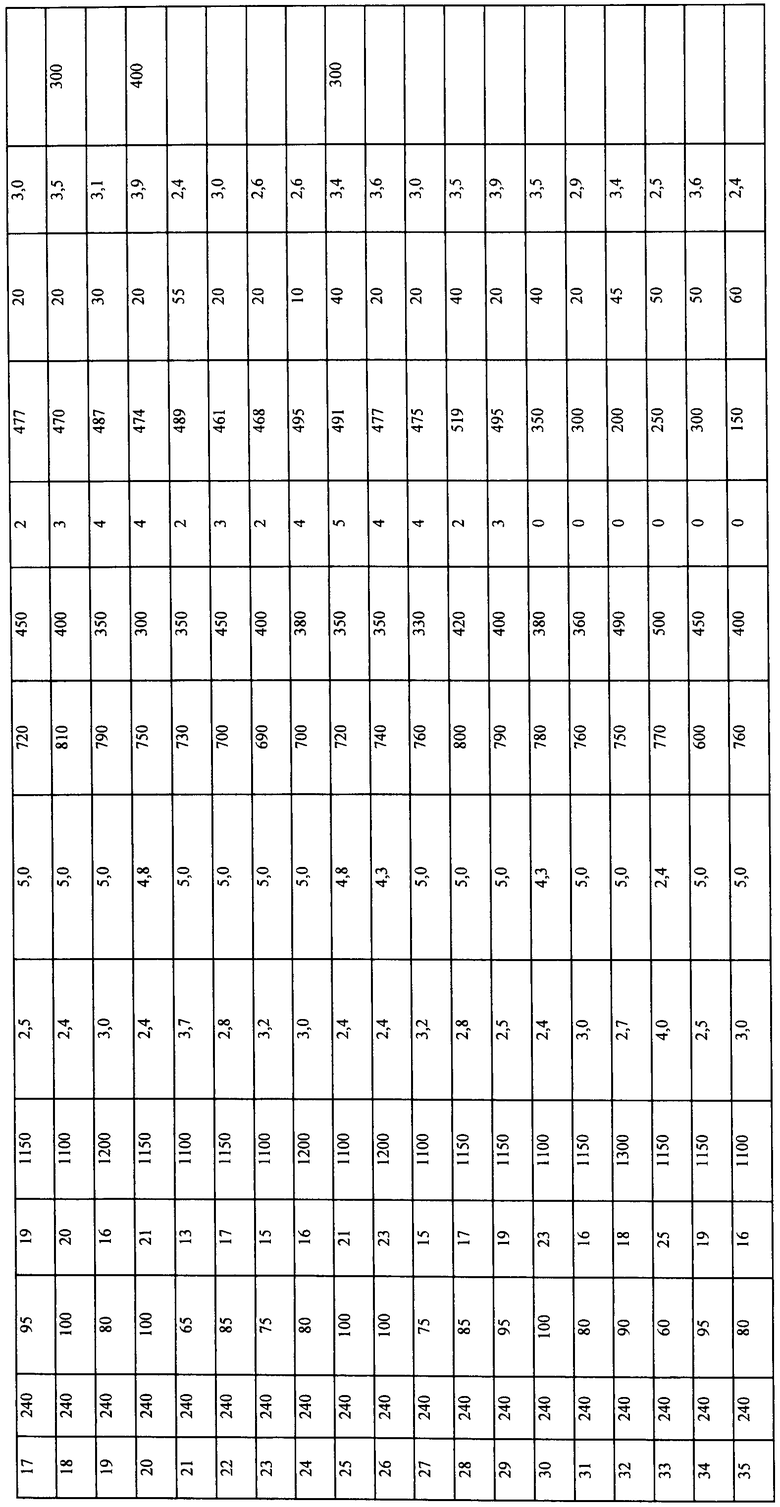
После нагрева слябов толщиной 240 мм, имеющих химический состав, указанный в таблице 1, до 1000°C-1210°C проводили горячую прокатку в диапазоне температур рекристаллизации 950°C или выше, пока толщина слябов (промежуточная толщина) не достигнет 70-100 мм. Кроме того, горячую прокатку проводили вне области температур рекристаллизации в интервале от 880°C до 750°C, пока толщина слябов (толщина листа) не станет равной 12-25 мм. Затем начинали охлаждение толстолистовой стали (начальное водяное охлаждение) при температуре от 650°C до 795°C, и водяное охлаждение продолжали до заданной температуры, которая выше точки MS, затем обработку для утилизации тепла повторяли по меньшей мере один раз или больше, тем самым осуществляя охлаждение. После этого охлаждение (финальное охлаждение) останавливали при температуре от 300°C до 470°C. При этом таблица 1 для сведения показывает также электродный эквивалент Ceq и показатель чувствительности сварного шва к растрескиванию Pcm.
Чтобы оценить предел текучести и предел прочности на разрыв каждого полученного стального листа, из каждого стального листа отбирали полнослойные образцы для испытаний, основываясь на стандарте API 5L, и проводили испытания на определение предела прочности на разрыв при комнатной температуре. Что касается направления отбора, полнослойные образцы отбирали таким образом, чтобы продольные направления полнослойных образцов соответствовали направлению ширины стальных листов. Кроме того, полнослойные образцы отбирали на расстоянии 1 м от переднего конца и заднего конца стального листа в продольном направлении стального листа. Отбирали по два полнослойных образца с обеих сторон на середине толщины стального листа в каждом из этих положений.
Далее, после формования стальных листов UO-прессом проводили сварку на примыкающих участках стального листа прихваточным швом путем дуговой сварки в защитной газовой атмосфере CO2. После этого проводилась роликовая сварка путем дуговой сварки под флюсом на примыкающих участках стальных листов от наружных и внутренних поверхностей, используя сварочную проволоку и плавленый флюс, чтобы получить стальные трубы. Среднее внесение тепла при роликовой сварке было установлено в интервале от 2,0 кДж/мм до 4,0 кДж/мм. Одновременно проводилась термообработка при температуре 250°C-450°C в зоне роликовой сварки части стальных труб. Таблица 2 показывает условия получения стальных листов и стальных труб.
Чтобы оценить предел текучести и предел прочности на разрыв каждой полученной стальной трубы, из каждой стальной трубы брался образец для испытания по API и проводились испытания на предел прочности на разрыв. Что касается направления отбора образцов, образцы для испытаний по API отбирали таким образом, чтобы продольное направление образцов соответствовало направлению оси стальных труб. Кроме того, два образца для испытаний по API брали с обеих сторон в положении 1/4 цикла от каждой зоны роликового сварного шва стальной трубы на поверхности, отрезанной перпендикулярно оси трубы. Кроме того, для сведения, чтобы оценить деформируемость после деформационного старения, стальные трубы подвергали термообработке при 210°C (выдержка 5 минут и затем охлаждение на воздухе) и два образца для испытаний по API отбирались в таких же местах, что и выше, и затем проводили испытания на растяжение. Испытание на растяжение основано на стандарте API 2000. Кроме того, чтобы оценить ударную вязкость стальных труб, проводили испытания по Шарпи при -30°C и испытания DWT (испытание на разрыв падающим грузом). Испытания по Шарпи и испытания DWT также основаны на стандарте API 2000. Образцы для испытания по Шарпи и образцы для испытания DWT отбирали в положениях 1/2 цикла от зоны роликовой сварки стальной трубы на поверхности, отрезанной перпендикулярно оси трубы таким образом, чтобы продольное направление образцов соответствовало окружным направлениям стальных труб. Из каждой стальной трубы бралось по два образца для испытаний DWT и по три образца для испытания по Шарпи бралось в центре толщины каждой стальной трубы.
Кроме того, для каждой произведенной стальной трубы оценивалась ударная вязкость в HAZ. Образцы для оценки ударной вязкости в HAZ отбирались из зоны термического влияния (HAZ) вблизи зоны роликовой сварки в стальной трубе и надрез формировали в положении FL+1 мм (на расстоянии 1 мм от границы между HAZ и зоной роликовой сварки в сторону HAZ). Из каждой стальной трубы отбирали три образца для испытаний. Все образцы оценивались по тесту Шарпи при -30°C.
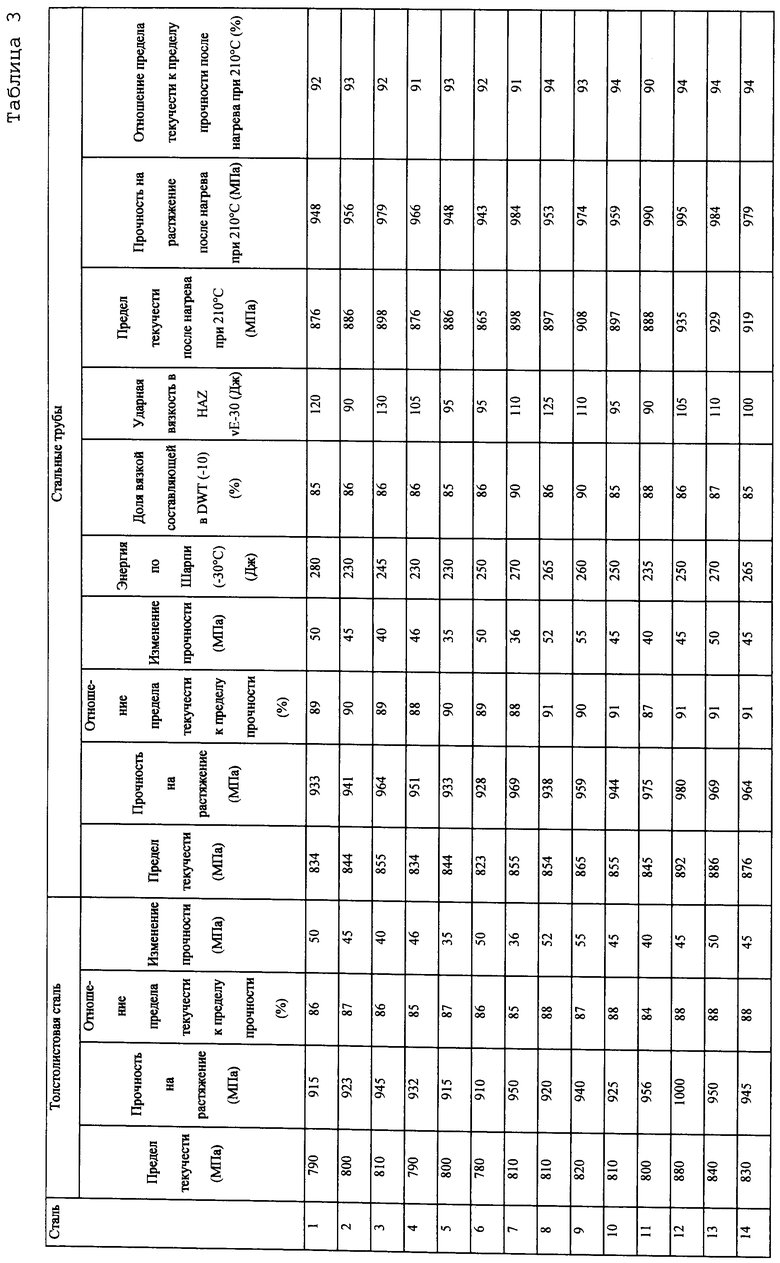
Таблица 3 показывает результаты испытаний. Одновременно таблица 3 показывает для сведения не только предел прочности на разрыв, но также предел текучести и отношение предела текучести к пределу прочности.
Стали №1-22 относятся к примерам согласно настоящему изобретению. Как видно из таблицы 3, эти листовые стали и стальные трубы имеют предел прочности на разрыв, соответствующий марке X120 или выше, и неоднородность прочности листовых сталей и стальных труб снижена до 60 МПа или ниже. Кроме того, стальные трубы имеют энергию по Шарпи 200 Дж или выше и долю вязкой составляющей в тесте DWT 85% или выше, и поглощенная энергия в испытаниях по Шарпи в зоне термического влияния (ударная вязкость в HAZ) превышает 50 Дж. Таким образом, стальные трубы в примерах согласно настоящему изобретению имеют высокую ударную вязкость. Стали №23-35 относятся к сравнительным примерам, которые не удовлетворяют условиям получения согласно настоящему изобретению. Так, сталь №23 имеет меньшее содержание C, чем диапазон согласно настоящему изобретению, и поэтому она проявляет недостаточный предел прочности на разрыв. У сталей № 24-29 по меньшей мере один элемент из базовых химических компонентов и избирательных элементов, добавленных в стали, содержится в количестве, превышающем диапазон по настоящему изобретению, и поэтому они обнаруживают недостаточную ударную вязкость в HAZ. С другой стороны, стали №30-35 охлаждались без рекуперации тепла на поверхности стального листа и поэтому они проявляют большие изменения прочности, порядка 100 МПа или выше, в стальных листах и стальных трубах.




Промышленная применимость
Возможно обеспечить способ получения толстолистовой стали и стальных труб для ультравысокопрочных трубопроводов, которые имеют отличную прочность, низкотемпературную ударную вязкость и деформируемость исходных материалов, легко свариваются на месте эксплуатации и имеют предел прочности на разрыв 915 МПа или больше (стандарт API X120 или выше).


Изобретение относится к области металлургии. Для обеспечения предела прочности на разрыв 915 МПа и выше и отличной низкотемпературной ударной вязкости выплавляют сталь, содержащую, мас.%: С 0,03-0,06, Si 0,01-0,50, Mn 1,5-2,5, P 0,01 или меньше, S 0,0030 или меньше, Nb 0,0001-0,20, Al 0,0005-0,03, Ti 0,003-0,030, В 0,0003-0,0030, N 0,0010-0,0050, О 0,0050 или меньше, остальное Fe и неизбежные примеси, осуществляют разливку расплавленной стали в сляб, горячую прокатку сляба для получения толстолистовой стали и водяное охлаждение, которое проводят до достижения поверхностью заданной температуры выше температуры начала мартенситного превращении точки MS, а затем охлаждение поверхности толстолистовой стали ведут путем повторения обработки, в которой утилизацию тепла проводят один или более раз и окончательно охлаждают поверхность толстолистовой стали до температуры точки MS или ниже. Из листа с помощью UO-пресса формуют трубу, проводят дуговую сварку под флюсом примыкающих участков листа с наружной и внутренней поверхностей, используя сварочную проволоку и агломерированный или плавленный флюс, и проводят экспандирование трубы. 2 н. и 8 з.п. ф-лы, 3 табл., 3 ил.
1. Способ получения толстолистовой стали для труб ультравысокопрочных трубопроводов, включающий приготовление расплавленной стали, содержащей, мас.%:
разливку расплавленной стали в сляб, горячую прокатку сляба для получения толстолистовой стали, проведение водяного охлаждения до достижения поверхностью заданной температуры выше температуры начала мартенситного превращении точки MS, затем охлаждение поверхности толстолистовой стали путем повторения обработки, в которой утилизацию тепла проводят один или более раз, и проведение конечного охлаждения водой поверхности толстолистовой стали до температуры точки MS или ниже, при этом
Ms=545-330[C]+2[Al]-14[Cr]-13[Cu]-23[Mn]-5[Mo]-4[Nb]-13[Ni]-7[Si]+3[Ti]+4[V], где
[С], [Al], [Cr], [Cu], [Mn], [Mo], [Nb], [Ni], [Si], [Ti] и [V] означают количество, мас.%, Cr, Cu, Mn, Mo, Nb, Ni, Si, Ti и V соответственно.
2. Способ по п.1, в котором расплавленная сталь включает дополнительно по меньшей мере один элемент, выбранный из группы, содержащей, мас.%:
3. Способ по п.1, в котором расплавленная сталь включает дополнительно по меньшей мере один элемент, выбранный из группы, содержащей, мас.%:
4. Способ по п.1, в котором средняя скорость охлаждения, °С/с, за период от начального водяного охлаждения до времени, когда поверхность толстолистовой стали достигнет температуры точки Ms, равна VC90 или ниже, при этом
Ms=545-330[C]+2[Al]-14[Cr]-13[Cu]-23[Mn]-5[Mo]-4[Nb]-13[Ni]-7[Si]+3[Ti]+4[V],
VC90=10(2,94-0,75β),
β=2,7[С]+0,4[Si]+[Mn]+0,45([Ni]+[Cu])+0,8[Cr]+2[Мо], где
[С], [Al], [Cr], [Cu], [Mn], [Mo], [Nb], [Ni], [Si], [Ti] и [V] означают количество, мас.%, С, Al, Cr, Cu, Mn, Mo, Nb, Ni, Si, Ti и V соответственно.
5. Способ по п.1, в котором скорости водяного охлаждения и конечного охлаждения водой равны VC90 или больше.
6. Способ по п.1, в котором при горячей прокатке температура повторного нагрева сляба составляет 950°С или выше, и вытяжка сляба вне диапазона температур рекристаллизации равна 3 или более.
7. Способ по п.1, в котором охлаждение проводят от температуры начала охлаждения 850°С или ниже.
8. Способ получения стальной трубы для ультравысокопрочных трубопроводов, включающий придание толстолистовой стали для ультравысокопрочных трубопроводов, полученной способом по п.1 формы трубы с помощью UO-пресса, проведение дуговой сварки под флюсом на примыкающих участках толстолистовой стали для ультравысокопрочных трубопроводов от наружной и внутренней поверхностей с использованием сварочной проволоки и агломерированного или плавленного флюса и проведение экспандирования трубы.
9. Способ по п.8, в котором сварной шов подвергают термообработке после проведения дуговой сварки под флюсом и перед экспандированием труб.
10. Способ по п.8, в котором термообработку сварного шва проводят в диапазоне температур от 200°С до 500°С.
| СТАЛЬНЫЕ ЛИСТЫ ДЛЯ СВЕРХВЫСОКОПРОЧНЫХ МАГИСТРАЛЬНЫХ ТРУБ И СВЕРХВЫСОКОПРОЧНЫЕ МАГИСТРАЛЬНЫЕ ТРУБЫ, ОБЛАДАЮЩИЕ ПРЕКРАСНОЙ НИЗКОТЕМПЕРАТУРНОЙ УДАРНОЙ ВЯЗКОСТЬЮ, И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2331698C2 |
| АВТОМАТИЗИРОВАННАЯ СИСТЕМА УПРАВЛЕНИЯ ВЫСОКОТОЧНЫМ ОРУЖИЕМ | 2009 |
|
RU2429439C2 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВОЙ СТАЛИ ДЛЯ ТРУБ ПОДВОДНЫХ МОРСКИХ ГАЗОПРОВОДОВ ВЫСОКИХ ПАРАМЕТРОВ | 2005 |
|
RU2270873C1 |

