Изобретение относится к области технологических процессов машиностроения, ремонта машин и оборудования, а именно к технологии ремонта цилиндропоршневой группы двигателей внутреннего сгорания (ДВС). Технология может быть использована при ремонте и восстановлении цилиндропоршневой группы двигателя внутреннего сгорания автомобилей, сельскохозяйственных, строительных и дорожных машин.
Поршни двигателей, поступающих в ремонт, имеют износ как канавок компрессионных колец, так и отверстий под поршневой палец. Износы остальных поверхностей поршня в большинстве случаев не превышают допустимых пределов, оговоренных документацией. При ремонте и восстановлении поршневой группы ДВС используют технологию проточки в них новых канавок под ремонтные кольца и обработку отверстия под поршневой палец.
Из существующего уровня техники известен способ восстановления изношенного отверстия под поршневой палец с использованием ручной разжимной развертки отверстий под поршневой палец при установке поршня днищем в тисках (Ульман И.Е. Ремонт машин. - М.: «Колос», 1982. - С.138).
Недостатками данного способа является следующее:
- способ не применим к обработке поршня на станке;
- способ не обеспечивает достаточную точность ремонтируемого участка, по сравнению с заводскими нормативами;
- высокая трудоемкость технологии обработки поршня ДВС по размеру диаметра ремонтного поршневого пальца.
Наиболее близким к заявленному техническому решению является способ, относящийся к автомобильной промышленности, в частности к технологии и приспособлениям для ремонта автомобильных двигателей в мастерских или индивидуально (Хрулев А.Э. Ремонт двигателей зарубежных автомобилей. Производственно-практ. издание. - М.: Издательство «За рулем». - 1999 г. - С.275). Способ, принятый за прототип, заключается в хонинговании отверстия в поршне под поршневой палец на горизонтально-хонинговальном станке при удерживании поршня от проворачивания вручную. Отверстие может быть обработано разверткой, при этом после базировки поршень жестко закрепляют на станке. Проблема в данном случае заключается в том, что при таком способе обработки отверстия разверткой всегда возникает запредельная несоосность (недопустимое отклонение согласно допуску во взаимном расположении осей пальца и отверстия поршня).
Недостатками данного способа восстановления изношенного отверстия под поршневой палец и применяемой оснастки для его осуществления являются низкий уровень механизации (поршень удерживают вручную), недостаточная точность обработки из-за несоосности осей отверстия поршня и пальца, а также незначительный припуск по диаметру под ремонтный размер поршневого пальца, невысокая производительность.
Задачей изобретения является повышение точности, универсальности ремонта за счет применения более совершенной машинной технологии и оснастки для обработки изношенного отверстия поршня под поршневой палец. Применение изобретения обеспечивает повышение производительности, надежности эксплуатации после ремонта, снижение трудозатрат и времени ремонта поршневой группы, увеличение ресурса работы цилиндропоршневой группы двигателя внутреннего сгорания после ремонта.
Изобретение основывается на принципе механической обработки металлов металлорежущим инструментом и может быть использовано при ремонте цилиндропоршневой группы ДВС, например двигателей КамАЗ.
Технический результат применения способа достигается за счет того, что способ включает дефектовку поршня и обработку его изношенного отверстия на станке с помощью закрепленной в патроне станка развертки, но в отличие от прототипа, перед обработкой поршень устанавливают в закрепленной на суппорте станка оправке и обеспечивают его плавающее расположение по базовым поверхностям развертки с удерживанием от вращения.
Технический результат применения устройства для осуществления способа восстановления изношенного отверстия поршня под поршневой палец заключается в том, что устройство включает установленную на токарном станке развертку, состоящую из заходной, режущей и выходной частей, закрепленную одним концом в патроне станка, а другим установленную с поджатием задним центром станка, но в отличие от прототипа, на суппорте станка жестко закреплена оправка для поршня, состоящая из полого цилиндра, на боковой поверхности оправки расположены напротив друг друга два сквозных отверстия под развертку, причем вертикальные оси цилиндра и развертки расположены перпендикулярно друг другу.
Изношенные отверстия под поршневой палец поршней двигателей внутреннего сгорания (ДВС) ремонтируются в зависимости от степени их повреждений. Предназначенные для ремонта поршни проходят дефектовку, после которой они или выбраковываются, или ремонтируются обработкой отверстия под поршневой палец хонингованием.
В предлагаемой технологии и устройстве для базирования поршня используется плавающее положение поршня с двумя степенями свободы (продольное перемещение поршня вдоль стенок и вращение вокруг собственной продольной оси). С этой целью использована специальная оправка под поршень и специальная развертка.
Обработка отверстия под ремонтный поршневой палец производится при помощи развертки, состоящей из заходной, режущей и входной частей, из которых заходная часть развертки имеет номинальный размер, который равен диаметру изношенного отверстия поршня, а режущая и выходная части развертки имеют увеличенный ремонтный размер, причем вертикальные оси цилиндра и развертки расположены перпендикулярно друг другу, за счет чего достигается плавающее расположение поршня при обработке по развертке и достигается сохранение взаимного расположения оси пальца и оси поршня.
Оправка состоит из полого цилиндра, внутренний диаметр которого больше или равен наружному диаметру поршня, устанавливаемому внутри оправки для восстановления. На боковой поверхности цилиндра расположены радиально на оси, перпендикулярной оси цилиндра, напротив друг друга два сквозных отверстия, большие диаметров режущей и выходной частей развертки. Причем высота расположения центра отверстий от основания внутренней части цилиндра оправки должна быть больше высоты расположения центра отверстий поршня под поршневой палец от юбки поршня с целью создания пространства для плавающего режима поршня при обработке.
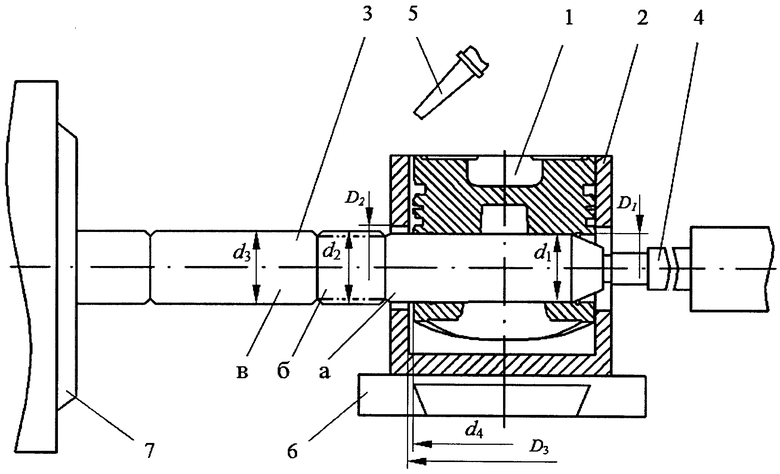
Сущность изобретения поясняет чертеж, где изображена схема способа восстановления отверстия под поршневой палец поршня ДВС и устройства для его осуществления на токарном станке. Обозначения на чертеже: 1 - поршень, 2 - оправка, 3 - развертка, у которой «а» - заходная часть с диаметром d1, «б» - режущая часть - d2, «в» - выходная часть - d3, 4 - задний центр токарного станка, 5 - сопло для подачи смазочно-охлаждающей жидкости, 6 - суппорт токарного станка, 7 - патрон токарного станка.
Устройство для восстановления изношенного отверстия поршня диаметром D1 под поршневой палец (чертеж) включает закрепленную в патроне станка 7 развертку 3, развертка одним концом закреплена в патроне 7 токарного станка, а другим концом установлена с поджатием задним центром станка 4, развертка 3 состоит из заходной «а», режущей «б» и выходной «в» частей, на суппорте станка жестко закреплена оправка 2 для поршня 1, состоящая из полого цилиндра, внутренний диаметр D3 которого больше или равен наружному диаметру d4 поршня, на боковой поверхности оправки расположены напротив друг друга два сквозных отверстия под развертку, диаметр D2 которых больше диаметра ее режущей и выходной частей, причем вертикальные оси цилиндра и развертки расположены перпендикулярно друг другу.
Способ (чертеж) осуществляют следующим образом. Прошедший дефектовку поршень 1 устанавливают в оправку 2 таким образом, что совмещают отверстие поршня под поршневой палец с отверстиями в оправке под развертку 3, затем в совмещенные отверстия заводят задний центр 4 станка и поджимают им развертку 3, тем самым закрепляя ее второй конец, затем включают станок и производят обработку отверстий поршня 1 разверткой 3. При перемещении суппорта 6 с оправкой 2 к вращающемуся патрону 7 с разверткой 3 происходит контакт заходной «а» части развертки с материалом поршня 1, в этот момент происходит осевое центрирование отверстия под поршневой палец по оси развертки 3 за счет плавающего беспрепятственного перемещения поршня в полом цилиндре оправки. Центрирование также происходит и сохраняется при обработке поршня 1 режущей «б» и выходной «в» частями развертки 3. С целью исключения недопустимой деформации металла поршня и повышения точности при его обработке непрерывно подается в место хонингования смазочно-охлаждающая жидкость (СОЖ) из сопла 5.
Обработку поршня 1, на примере поршня КамАЗ с наружным диаметром d4=120 мм, производят на токарном станке с помощью жестко закрепленной развертки 3 (модель 06-2365-4141) в патроне 7 при плавающем положении поршня 1 в оправке 2 и центрированием его по существующему отверстию D1=45 мм. С этой целью на развертке 3 выполнены три части: входная «а» с номинальным диаметром d1=45 мм, режущая часть «б» диаметром d2, выходная «в» с ремонтным размером d3=45,15 мм. Обработка ведется с поджатием задним центром 4 при непрерывной подаче смазочно-охлаждающей жидкости из сопла 5. Для плавающей установки поршня на суппорте 6 станка установлена оправка 2, представляющая собой полый цилиндр с внутренним диаметром D3>d4 (например, D3=120,5 мм) с отверстиями на его боковой стенке под развертку, где D2>d3.
Перед ремонтом поршни проходят дефектовку. Допускается использование без ремонта поршней с размером отверстия под палец D1=45,04 мм (размер по чертежу D1=45-0,006 мм). При износах отверстий свыше 45,04 мм производится их обработка в ремонтный размер D1=45,15 мм.
Дефектовка поршней перед ремонтом сводится, в основном, к визуальному осмотру. Перед дефектовкой и ремонтом поршни промывают и очищают от нагара. Нагар хорошо удаляется капроновой щеткой после выпаривания поршней в течение 30 мин в растворе «Лабомид-203» при температуре 80°C. Нельзя применять для очистки острые металлические предметы - шаберы, шила и т.п.
В результате применения изобретения получают отремонтированные поршни с точно обработанными поверхностями отверстий под поршневой палец с выдержанными требованиями по взаимному расположению обработанных поверхностей относительно базовых, в частности, с обеспечением перпендикулярности оси отверстий под поршневой палец к оси поршня. При ремонте снижается расход запасных частей на ремонт двигателей, экономится алюминиевый сплав и появляется возможность наиболее полно использовать ресурс поршней.
Таким образом, использование предложенного способа восстановления изношенного отверстия поршня под поршневой палец повышает качество ремонта поршневой группы, ее долговечность, что обеспечивает соответствие установленному нормативу пробега с отремонтированными поршнями двигателей внутреннего сгорания - не менее 80% от ресурса новых деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА ЦИЛИНДРОПОРШНЕВОЙ ГРУППЫ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2013 |
|
RU2542035C2 |
| КОПИРОВАЛЬНОЕ УСТРОЙСТВО ТОКАРНОГО СТАНКА ДЛЯ ОБРАБОТКИ ВНЕШНИХ ПОВЕРХНОСТЕЙ ЗАГОТОВОК ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2000 |
|
RU2179089C1 |
| ОСНАСТКА ТОКАРНОГО СТАНКА ДЛЯ ОБРАБОТКИ ЗАГОТОВОК ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2000 |
|
RU2179091C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ТРУБ И ГИЛЬЗ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2144455C1 |
| СПОСОБ ОБРАБОТКИ НА ТОКАРНОМ СТАНКЕ ЗАГОТОВКИ ПОРШНЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2000 |
|
RU2179088C1 |
| Способ ремонта нерегулируемых аксиально-поршневых гидромашин | 2018 |
|
RU2680631C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОРШНЯ | 1994 |
|
RU2069138C1 |
| Способ восстановления зубчатых колес | 1983 |
|
SU1346382A1 |
| Устройство для восстановления шлицевых поверхностей | 1990 |
|
SU1748986A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ПАР ТРЕНИЯ ИНТЕГРАЛЬНЫХ РУЛЕВЫХ МЕХАНИЗМОВ С ГИДРОУСИЛИТЕЛЕМ РУЛЯ | 2010 |
|
RU2476300C2 |
Изобретения относятся к области машиностроения и могут быть использованы на предприятиях при ремонте и восстановлении поршневой группы ДВС автомобилей, сельскохозяйственных, строительных и дорожных машин. В способе осуществляют дефектовку поршня и обработку его изношенного отверстия на станке с помощью закрепленной в патроне станка развертки. Перед обработкой поршень устанавливают в жестко закрепленной на суппорте станка оправке и обеспечивают осевое центрирование отверстия поршня под поршневой палец по оси развертки, удерживаемой от вращения, за счет плавающего продольного перемещения поршня вдоль стенок оправки и вращения поршня вокруг собственной продольной оси. Устройство содержит установленную на токарном станке развертку, состоящую из заходной, режущей и выходной частей, закрепленную одним концом в патроне станка, а другим установленную с поджатием задним центром станка. На суппорте станка жестко закреплена оправка для поршня, состоящая из полого цилиндра, на боковой поверхности оправки расположены напротив друг друга два сквозных отверстия под развертку, причем вертикальные оси цилиндра и развертки расположены перпендикулярно друг другу. Изобретение позволяет достичь точности обработки поверхности отверстий под поршневой палец, снизить расход запасных частей и материалов на ремонт двигателей, а также увеличить ресурс поршней не менее 80% ресурса новых деталей. 2 н.п. ф-лы, 1 ил.
1. Способ восстановления изношенного отверстия поршня под поршневой палец, включающий дефектовку поршня и обработку его изношенного отверстия на станке с помощью закрепленной в патроне станка развертки, отличающийся тем, что перед обработкой поршень устанавливают в жестко закрепленной на суппорте станка оправке и обеспечивают осевое центрирование отверстия поршня под поршневой палец по оси развертки, удерживаемой от вращения, за счет плавающего продольного перемещения поршня вдоль стенок оправки и вращения поршня вокруг собственной продольной оси.
2. Устройство для восстановления изношенного отверстия поршня под поршневой палец, содержащее установленную на токарном станке развертку, состоящую из заходной, режущей и выходной частей, закрепленную одним концом в патроне станка, а другим установленную с поджатием задним центром станка, отличающееся тем, что на суппорте станка жестко закреплена оправка для поршня, состоящая из полого цилиндра, а на боковой поверхности оправки напротив друг друга расположены два сквозных отверстия под развертку, причем вертикальные оси цилиндра и развертки расположены перпендикулярно друг другу.
| ХРУЛЕВ А.Э | |||
| Ремонт двигателей зарубежных автомобилей | |||
| М., Издательство "За рулем", 1999, с.274-280 | |||
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ С ОТВЕРСТИЕМ ТИПА ПОРШНЕВЫХ ПАЛЬЦЕВ РАЗДАЧЕЙ | 1997 |
|
RU2144454C1 |
| RU 2060138 C1, 20.05.1996 | |||
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ВНУТРЕННИХ И НАРУЖНЫХ ПОВЕРХНОСТЕЙ ПУСТОТЕЛЫХ И ДРУГИХ ДЕТАЛЕЙ | 1998 |
|
RU2139177C1 |
| US 5203066 A, 20.04.1993 | |||
| US 3911707 A, 14.10.1975 | |||

