Область применения
Изобретение относится к устройствам непрерывного изготовления неметаллических труб за счет намотки длинномерного стекловолокнистого материала со связующим на вращающуюся самоподающую оправку с последующим отверждением связующего в полимеризационной камере.
Изобретение может быть использовано при производстве неметаллических труб большого или малого сечения из армированных полимеров (стеклопластиков).
Уровень техники
Известны установки непрерывного изготовления труб или полых оболочек см. патенты №№30234650, SU 378327, SU 729077, SU 994276, SU 1388310, RU 2209731 и RU 2236350. В данных установках реализованы различные способы изготовления неметаллических труб см. патенты № SU 1426790, SU 234650.
Известно устройство непрерывного изготовления неметаллических труб (см. патент №SU 234650) содержащее:
- вращающуюся самоподающую оправку,
- средства укладки длинномерного стекловолокнистого материала и связующего на упомянутую оправку с последующим формированием перемещающейся заготовки непрерывной трубы,
- полимеризационную камеру, в которой происходит отверждение связующего упомянутой заготовки с последующим образованием перемещающейся сформированной непрерывной трубы,
- отрезное устройство, которое посредством привода перемещается вдоль упомянутой сформированной непрерывной трубы и производит ее рез.
Конструктивная особенность известного технического решения заключается в том, что синхронизация перемещения отрезного устройства и перемещающейся сформированной непрерывной трубой осуществляется механически за счет того, что главный привод самоподающей оправки соединен через редуктор с приводом отрезного устройства.
Недостатками известного технического решения являются:
- низкая синхронизация работы отрезного устройства с перемещающейся сформированной трубой, что приводит к большим осевым нагрузкам на отрезное устройство в процессе реза, что приводит к быстрому износу отрезного устройства и к низкому качеству среза полученной неметаллической трубы с заданной длинной;
- металлоемкость и сложность организации процесса реза сформированной перемещающейся непрерывной трубы;
- низкая точность определения места реза сформированной непрерывной трубы.
Прототипом предложенного устройства является устройство непрерывного изготовления неметаллических труб (см. патент № SU 1426790), содержащее:
- вращающуюся самоподающую оправку,
- средства укладки длинномерного стекловолокнистого материала и связующего на упомянутую оправку с последующим формированием перемещающейся заготовки непрерывной трубы,
- полимеризационную камеру, в которой происходит отверждение связующего упомянутой заготовки с последующим образованием перемещающейся сформированной непрерывной трубы,
- отрезное устройство, которое посредством привода перемещается вдоль упомянутой сформированной непрерывной трубы и производит ее рез.
Конструктивная особенность известного технического решения заключается в том, что синхронное перемещение отрезного устройства с перемещающейся сформированной непрерывной трубой осуществляется в несколько стадий. Сначала делают в месте реза прорезь с помощью отрезного устройства, в которую вводят расклинивающий ролик. При этом усилие, воспринимаемое расклинивающим роликом со стороны перемещающейся сформированной непрерывной трубы, обеспечивает для маршевого двигателя привода синхронное перемещение отрезного устройства вдоль перемещающейся сформированной непрерывной трубы.
Недостатком известного технического решения является:
- низкая синхронизация работы отрезного устройства с перемещающейся сформированной трубой, что приводит к значительным осевым нагрузкам на отрезное устройство в процессе реза перемещающейся сформированной непрерывной трубы. Эти осевые усилия возникают из-за того, что при работе самоподающей оправки скорость схода заготовки непрерывной трубы с оправки не постоянна по величине (уменьшается в момент возврата одного из секторов оправки в исходное положение). В результате чего низкая синхронизация работы отрезного устройства приводит к быстрому износу отрезного устройства и к низкому качеству среза полученной неметаллической трубы с заданной длинной;
- большое количество операций на осуществление реза перемещающейся сформированной непрерывной трубы;
- низкая точность определения места реза перемещающейся сформированной непрерывной трубы;
- сложность конструкции.
Суть изобретения
Задачей настоящего изобретения является увеличение синхронизации перемещения отрезного устройства с перемещающейся сформированной непрерывной трубой в процессе ее реза.
Также задачей предложенного изобретения является устранение вышеуказанных недостатков, присущих вышеуказанным техническим решениям.
Другие задачи и преимущества заявляемого изобретения будут рассмотрены ниже по мере изложения настоящего описания и чертежей.
Так, известное устройство непрерывного изготовления неметаллических труб, содержащее,
- вращающуюся самоподающую оправку,
- средства укладки длинномерного стекловолокнистого материала и связующего на упомянутую оправку с последующим формированием перемещающейся заготовки непрерывной трубы,
- полимеризационную камеру, в которой происходит отверждение связующего упомянутой заготовки с последующим образованием перемещающейся сформированной непрерывной трубы,
- отрезное устройство, которое посредством привода перемещается вдоль упомянутой сформированной непрерывной трубы и производит ее рез,
согласно заявленному изобретению, устройство дополнительно содержит блок управления работой отрезного устройства и датчик осевого движения сформированной непрерывной трубы, который соединен с входом упомянутого блока управления, при этом на свободный конец сформированной непрерывной трубы установлена торцевая индикаторная пробка.
Также, согласно предложенному изобретению, блок управления на основании полученных данных об осевом движении перемещающейся сформированной непрерывной трубы определяет скорость синхронного перемещения отрезного устройства вдоль перемещающееся сформированной непрерывной трубы, и на основании полученных данных блок управления подает на привод отрезного устройства сигнал о синхронной скорости перемещения отрезного устройства.
Также, согласно предложенному изобретению, устройство содержит концевой выключатель, выполненный в виде оптронной пары, соединенный на входе с блоком управления.
Также, согласно предложенному изобретению, на основании полученных данных с концевого выключателя блок управления определяет место реза на перемещающейся сформированной непрерывной трубе, после чего на основании полученных данных блок, управления подает на привод отрезного устройства сигнал о перемещении отрезного устройства в заданное место реза.
Данные об осевом движении перемещающейся сформированной непрерывной трубы позволяют блоку управления точно определить скорость и темп перемещения сформированной непрерывной трубы и тем самым подобрать оптимальную синхронную скорость перемещения отрезного устройства в процессе реза сформированной непрерывной трубы, что тем самым увеличивает степень синхронизации перемещения отрезного устройства с перемещающейся сформированной непрерывной трубой в процессе ее реза.
При изготовлении неметаллических труб в работе самоподающей оправки возникают «биения», которые могут привести к отклонению и вибрациям сформированной непрерывной трубы, особенно при производстве длинномерных неметаллических труб, что может уменьшить надежность работы датчика осевого движения перемещающейся сформированной непрерывной трубы, поэтому использование индикаторной пробки (которая установлена на свободный конец перемещающейся непрерывной трубы) позволит увеличить степень позиционирования и работы датчика осевого движения сформированной непрерывной трубы.
Использование в качестве концевого выключателя оптронной пары позволит увеличить точность определения места реза сформированной непрерывной трубы.
При рассмотрении вариантов осуществления настоящего изобретения используется узкая терминология. Однако настоящее изобретение не ограничивается принятыми терминами, и следует иметь в виду, что каждый такой термин охватывает все эквивалентные элементы, которые работают аналогичным образом и используются для решения тех же задач.
Настоящее изобретение изображено на следующих фигурах:
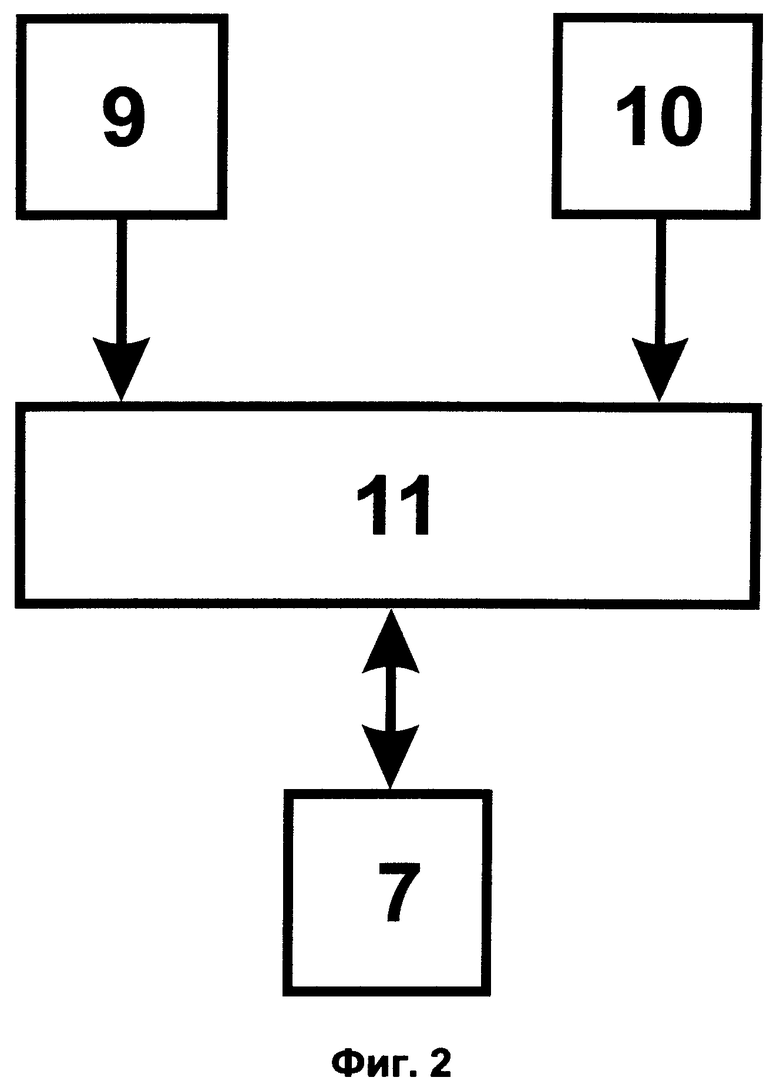
Фиг. 1 - условно изображено устройство непрерывного изготовления неметаллических труб, согласно предложенному изобретению.
Фиг. 2 - изображена схема подключения к блоку управления.
Пример реализации
На фиг. 1 изображено устройство непрерывного изготовления неметаллических труб, содержащее: главный привод 1, вращающуюся самоподающую оправку 2, средства укладки 3 длинномерного стекловолокнистого материала и связующего на оправку 2, полимеризационная камера 4, сформированная непрерывная труба 5, отрезное устройство 6, привод 7 перемещения отрезного устройства 6, торцевая индикаторная пробка 8, датчик осевого движения 9 сформированной непрерывной трубы 5, концевой выключатель 10 и блок управления 11.
Устройство работает следующим образом, а именно, через главный привод 1 приходит в работу и вращается самоподающая оправка 2. С помощью средств 3 происходит формирование заготовки непрерывной трубы, которая перемещается в полимеризационную камеру 4. В полимеризационной камере 4 происходит отверждение связующего заготовки, в результате чего формируется перемещающаяся непрерывная труба 5. При этом перемещение непрерывной трубы 5 осуществляется за счет вращения оправки 2.
При поступлении сформированной непрерывной трубы 5 в зону концевого выключателя 10 он передает в блок управления 11 данные о наличии непрерывной трубы 5 в зоне действия концевого выключателя 10. На основании полученных данных блок управления 11 определяет место реза на сформированной непрерывной трубе 5, для формирования неметаллических труб с заданной длинной, и подает сигнал о перемещении отрезного устройства 6 в место реза, в результате чего привод 7 перемещает отрезное устройство 6 в заданное место реза.
В процессе перемещения сформированной непрерывной трубы с датчика осевого движения 9 в блок управления 11 постоянно поступают данные об осевом перемещении сформированной непрерывной трубы 5, и на основании полученных данных блок управления 11 определяет скорость и темп перемещения отрезного устройства 6 и подает на привод 7 сигнал о синхронном перемещении отрезного устройства 6 вдоль перемещающееся сформированной непрерывной трубы 5. В результате чего отрезное устройство 6 перемещается синхронно перемещению сформированной непрерывной трубы 5.
После чего блок управления 11 подает сигнал на отрезное устройство 6, которое осуществляет рез сформированной непрерывной трубы, в результате которого получается неметаллическая труба заданной длинны.
После реза сформированной непрерывной трубы 5 отрезное устройство 6 перемещается в первоначальное положение. И последующий рез перемещающейся сформированной трубы осуществляется по вышеуказанной последовательности.
Для изготовления длинномерных труб (пять и более метров длинны) в свободный конец перемещающейся сформированной непрерывной трубы 5 вставляют торцевую индикаторную пробку 8, которая позволяет датчику осевого движения 9 более точней определять степень осевого движения перемещающейся сформированной непрерывной трубы с учетом отклонений.
В качестве датчика осевого движения 9 может быть применен энкодер.
Предложенное изобретение позволяет уменьшить осевые нагрузки на отрезное устройство в процессе реза перемещающейся сформированной непрерывной трубы и позволяет увеличить качество реза перемещающейся сформированной непрерывной трубы.
Также предложенное изобретение упрощает, по сравнению с известным уровнем техники, рез перемещающейся сформированной непрерывной трубы.
Понятно, что выше представлен один возможный пример реализации заявляемого изобретения. Так, например, настоящее изобретение может быть применено для изготовления неметаллических пустотелых оболочек методом намотки, а именно, формируемых за счет намотки длинномерного стекловолокнистого материала со связующим на вращающуюся самоподающую оправку с последующим отверждением в полимеризационной камере. Поэтому в настоящем изобретении под терминами неметаллическая труба и сформированная непрерывная оболочка соответственно подразумевается неметаллическая пустотелая оболочка и сформированная непрерывная пустотелая оболочка.
Технический результат
Техническим результатом предложенного изобретения является увеличение синхронизации перемещения отрезного устройства с перемещающейся сформированной непрерывной трубой.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПРАВКА УСТРОЙСТВА НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ НЕМЕТАЛЛИЧЕСКИХ ТРУБ | 2014 |
|
RU2576057C2 |
| СПОСОБ И УСТРОЙСТВО НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ НЕМЕТАЛЛИЧЕСКИХ ТРУБ И НЕМЕТАЛЛИЧЕСКАЯ ТРУБА | 2014 |
|
RU2555467C1 |
| УСТРОЙСТВО ДЛЯ ПРОПИТКИ ДЛИННОМЕРНОГО СТЕКЛОВОЛОКНИСТОГО МАТЕРИАЛА | 2013 |
|
RU2551497C1 |
| СПОСОБ ФОРМИРОВАНИЯ ВНЕШНЕЙ РЕЗЬБЫ НА КОНЦЕ СТЕКЛОПЛАСТИКОВОЙ ТРУБЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2014 |
|
RU2588517C2 |
| СТАНОК ДЛЯ ПРОИЗВОДСТВА ТРУБ ИЗ АРМИРОВАННЫХ ПЛАСТМАСС | 2003 |
|
RU2236350C1 |
| СТАНОК ДЛЯ ПРОИЗВОДСТВА ТРУБ ИЗ АРМИРОВАННЫХ ПЛАСТМАСС | 2013 |
|
RU2542051C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ БЕСКОНЕЧНОГО ПОЛОГО ЦИЛИНДРА ИЛИ ПОЛЫХ ТЕЛ ИНОГО ВЫПУКЛОГО СЕЧЕНИЯ | 1995 |
|
RU2091232C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ КОМПОЗИЦИОННО-ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 1998 |
|
RU2161089C1 |
| РЕЗЬБОВЫЙ ЗНАК | 1999 |
|
RU2147990C1 |
| Устройство для резки непрерывно движущихся неметаллических труб | 1986 |
|
SU1426790A1 |
Изобретение относится к устройству непрерывного изготовления неметаллических труб за счет намотки длинномерного стекловолокнистого материала со связующим на вращающуюся самоподающую оправку с последующим отверждением связующего в полимеризационной камере. Устройство содержит вращающуюся самоподающую оправку и средства укладки длинномерного стекловолокнистого материала и связующего на упомянутую оправку с последующим формированием перемещающейся заготовки непрерывной трубы. Также устройство содержит полимеризационную камеру, в которой происходит отверждение связующего упомянутой заготовки с последующим образованием перемещающейся сформированной непрерывной трубы, и отрезное устройство, которое посредством привода перемещается вдоль упомянутой сформированной непрерывной трубы и производит ее рез. Устройство дополнительно включает блок управления работой отрезного устройства и датчик осевого движения сформированной непрерывной трубы, который соединен с входом упомянутого блока управления. При этом на свободный конец сформированной непрерывной трубы установлена торцевая индикаторная пробка. Технический результат, обеспечиваемый изобретением, заключается в увеличении синхронизации перемещения отрезного устройства с перемещающейся сформированной перемещающейся непрерывной трубой. 3 з.п. ф-лы, 2 ил.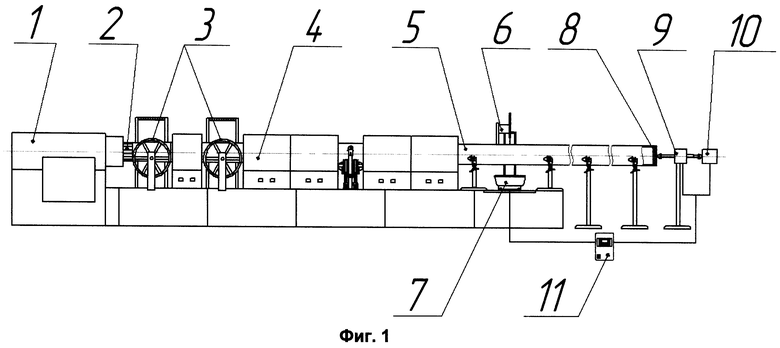
1. Устройство непрерывного изготовления неметаллических труб, содержащее
- вращающуюся самоподающую оправку,
- средства укладки длинномерного стекловолокнистого материала и связующего на упомянутую оправку с последующим формированием перемещающейся заготовки непрерывной трубы,
- полимеризационную камеру, в которой происходит отверждение связующего упомянутой заготовки с последующим образованием перемещающейся сформированной непрерывной трубы,
- отрезное устройство, которое посредством привода перемещается вдоль упомянутой сформированной непрерывной трубы и производит ее рез,
отличающееся тем, что устройство дополнительно содержит блок управления работой отрезного устройства и датчик осевого движения сформированной непрерывной трубы, который соединен с входом упомянутого блока управления, при этом на свободный конец сформированной непрерывной трубы установлена торцевая индикаторная пробка.
2. Устройство по п. 1, в котором блок управления на основании полученных данных об осевом движении перемещающейся сформированной непрерывной трубы определяет скорость синхронного перемещения отрезного устройства вдоль перемещающееся сформированной непрерывной трубы и на основании полученных данных блок управления подает на привод отрезного устройства сигнал о синхронной скорости перемещения отрезного устройства.
3. Устройство по любому из вышеуказанных пунктов 1 или 2, которое содержит концевой выключатель, выполненный в виде оптронной пары, соединенный на входе с блоком управления.
4. Устройство по п. 3, в котором на основании полученных данных с концевого выключателя блок управления определяет место реза на перемещающейся сформированной непрерывной трубе, после чего на основании полученных данных блок управления подает на привод отрезного устройства сигнал о перемещении отрезного устройства в заданное место реза.

