Область применения
Изобретение относится к оправкам устройств непрерывного изготовления неметаллических труб за счет намотки длинномерного стекловолокнистого материала со связующим на оправку с последующим отверждением связующего.
Изобретение может быть использовано при производстве неметаллических труб большого или малого сечения из армированных полимеров (стеклопластиков).
Уровень техники
Известны установки непрерывного изготовления неметаллических труб за счет намотки длинномерного стекловолокнистого материала со связующим на оправку с последующим отверждением связующего, см. патенты №№SU 234650, SU 378327, SU 729077, SU 994276, SU 1388310, RU 2209731, RU 2236350 и UA 9498.
Прототипом предложенного изобретения является оправка устройства непрерывного изготовления неметаллических труб по патенту № RU 2334617, состоящая из секторов формирующих рабочую поверхность упомянутой оправки, являющуюся формообразующей внутренней цилиндрической поверхности неметаллической трубы, при этом упомянутые секторы установлены с возможностью перемещения вдоль оси вращения оправки.
Конструктивная особенность известного технического решения заключается в том, что секторы оправки содержат опорные элементы, выполненные в виде пластин.
Недостатками известного технического решения являются:
- большой вес оправки, который приводит к большим материалоемким затратам, а также к затратам энергии, связанным с прогревом оправки. Также большой вес оправки приводит к тому, что оболочка заготовки неметаллической трубы, которая сходит со свободного конца оправки, деформируется в зоне подпора свободного конца оправки, что приводит к ухудшению качественных параметров изготовленной неметаллической трубы;
- сложность и большие трудозатраты по изготовлению оправки;
- сложность монтажа и демонтажа оправки.
Суть изобретения
Задачей предложенного изобретения является уменьшение веса оправки устройства непрерывного изготовления неметаллических труб.
Также задачей предложенного изобретения является упрощение конструкции оправки.
Другие задачи и преимущества заявляемого изобретения будут рассмотрены ниже по мере изложения настоящего описания и чертежей.
Так, известна оправка устройства непрерывного изготовления неметаллических труб, состоящая из секторов, формирующих рабочую поверхность упомянутой оправки, являющуюся формообразующей внутренней цилиндрической поверхности неметаллической трубы, при этом упомянутые секторы установлены с возможностью перемещения вдоль оси вращения оправки, согласно заявленному изобретению оправка состоит из по меньшей мере четырех модулей, каждый из которых состоит из по меньшей мере двух соосно установленных колец одинакового диаметра, к наружной поверхности каждого из которых жестко прикреплено по меньшей мере два сектора оправки, которые равномерно расположены на наружной поверхности колец, при этом кольца всех модулей, образующих оправку, установлены соосно оси вращения оправки, а внешняя поверхность колец содержит по меньшей мере два выступа, к которым примыкают секторы.
Также, согласно предложенному изобретению, в котором кольца в каждом модуле расположены с одинаковым шагом вдоль всей длины секторов модуля, что обеспечивает равномерное распределение веса и жесткости оправки по всей ее длине.
При рассмотрении вариантов осуществления настоящего изобретения используется узкая терминология. Однако настоящее изобретение не ограничивается принятыми терминами и следует иметь в виду, что каждый такой термин охватывает все эквивалентные элементы, которые работают аналогичным образом и используются для решения тех же задач.
Настоящее изобретение изображено на следующих фигурах:
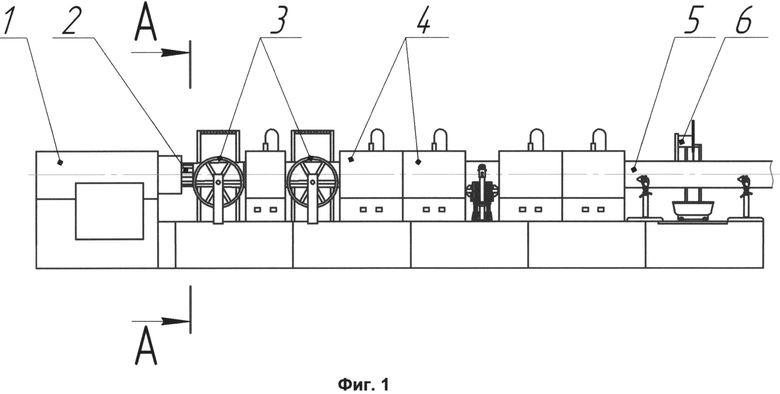
Фиг.1 - изображено устройство непрерывного изготовления неметаллических труб.
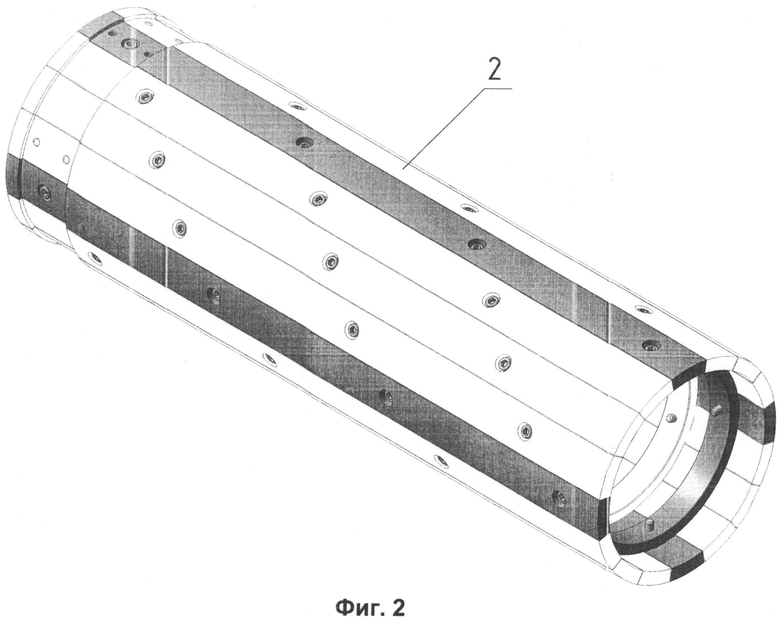
Фиг.2 - изображена оправка устройства непрерывного изготовления неметаллических труб, изображенного на фиг.1, согласно заявленному изобретению.
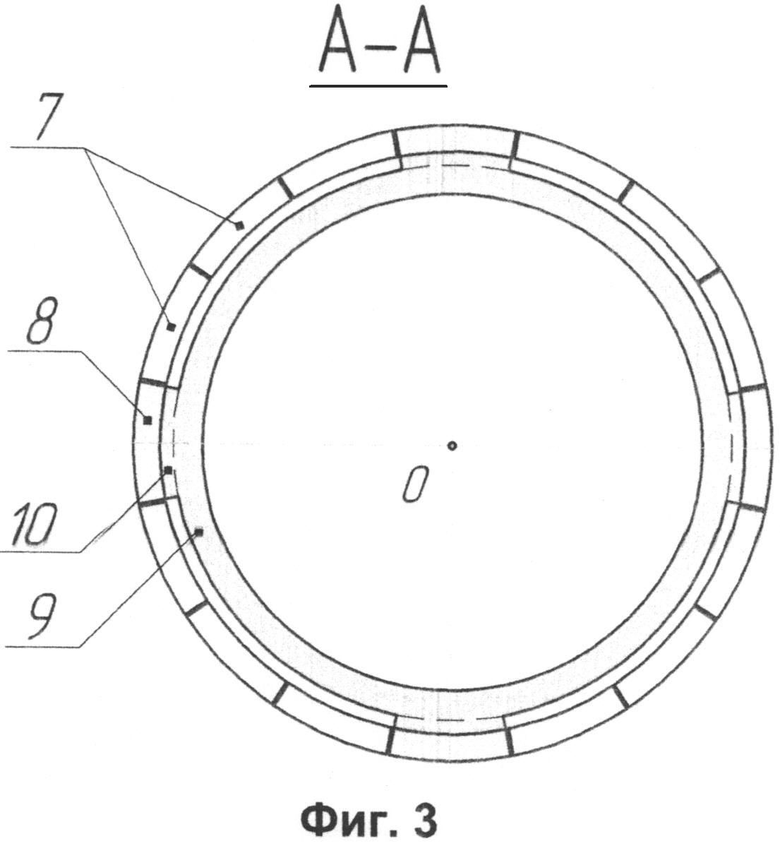
Фиг.3 - изображен вид А-А фиг.1.
Фиг.4 - изображена оправка изображенная на фиг.2 с вырывом.
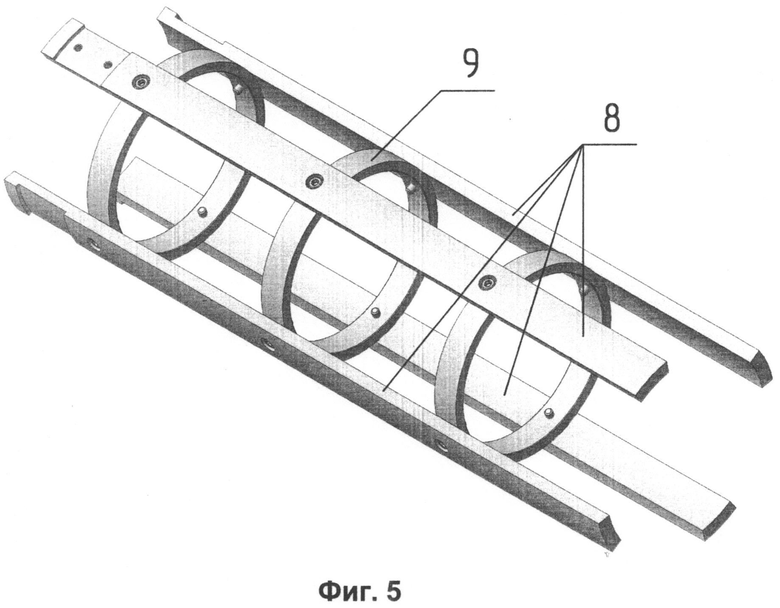
Фиг.5 - изображен модуль оправки, изображенной на фиг.2.
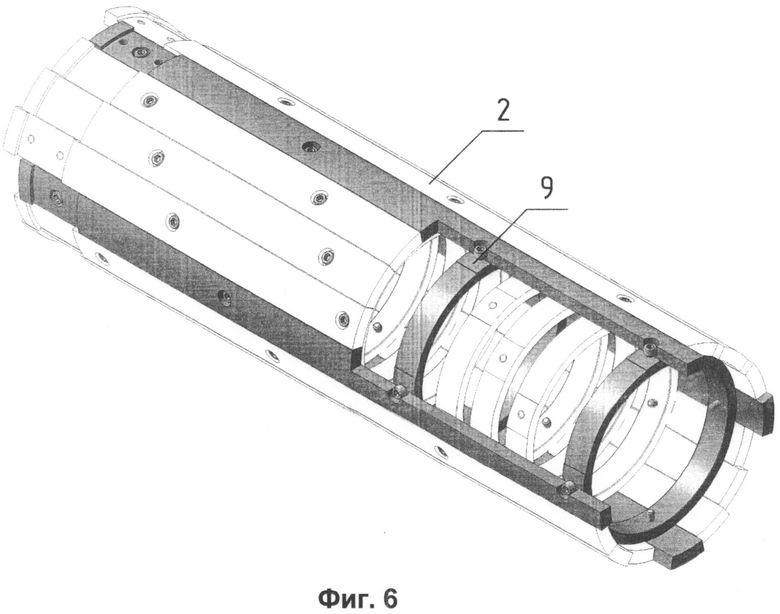
Фиг.6 - изображена оправка (фиг.2) со смещенными секторами вдоль оси вращения оправки.
Пример реализации
На фиг.1 изображено устройство непрерывного изготовления неметаллических труб, которое содержит главный привод 1, оправку 2, средство укладки 3 длинномерного стекловолокнистого материала и связующего на оправку 2, полимеризационные камеры 4. Также на фиг.1 изображена неметаллическая труба 5 и отрезное устройство 6.
На фигурах 2-4 изображена оправка 2, которая содержит шестнадцать секторов 7, формирующих рабочую поверхность оправки 2, являющуюся формообразующей внутренней цилиндрической поверхности неметаллической трубы 5.
Оправка 2 состоит из четырех модулей 8, каждый из которых состоит из колец 9, которые содержат на внешней поверхности по четыре выступа 10, к каждому из которых примыкает один сектор 7. При этом секторы 7 оправки 2 установлены с возможностью перемещения вдоль оси вращения О оправки 2 (см. фиг. 6).
Для наглядности понимания сути предложенного изобретения на фигурах 2-6 специально выделен один из четырех модулей 8 оправки 2.
Оправка 2 устройства непрерывного изготовления неметаллических труб 5 работает следующим образом, а именно: через главный привод 1 (фиг. 1) приходит в работу оправка 2 (фиг. 2), которая осуществляет вращательное движение вокруг своей оси вращения О (фиг. 2) с одновременным перемещением секторов 7 вдоль оси вращения О оправки 2 (фиг. 6). Обычно перемещение секторов 7 вдоль оси вращения О оправки 2 осуществляется с помощью копира (на фигурах не изображен).
Во время работы оправки 2 с помощью средств укладки 3 на внешнюю рабочую поверхность оправки 2 наматывается защитный или герметизирующий слой, после которого на оправку 2 наматывается длинномерный стекловолокнистый материал со связующим и в результате чего формируется оболочка неметаллической трубы 5. При этом в процессе формирования оболочки непрерывной трубы 5 поддерживают необходимую температуру оправки 2, которая зависит от температурных свойств связующего.
Сход сформированной оболочки непрерывной трубы 5 с оправки 2 осуществляется благодаря перемещению секторов 7 вдоль оси вращения О оправки 2 (фиг. 6). При этом в любой рассматриваемый момент времени 3/4 секторов 7 перемещается в направлении подачи формуемой оболочки неметаллической трубы 5, а 1/3 секторов 7 возвращается в обратном направлении с повышенной скоростью для обеспечения равномерного схода с оправки 2 оболочки неметаллической трубы 5. Благодаря равномерному расположению секторов 7 на внешней поверхности колец 9 обеспечивается эффективный сход оболочки неметаллической трубы 5 с оправки 2, а благодаря использованию на наружной поверхности колец 9 выступов 10 сектора 7 не взаимодействуют с кольцами 9 других модулей 8 оправки 2, что приводит к уменьшению веса оправки 2, затрат на ее изготовление и уменьшению ее износа, а также позволяет учитывать температурные расширения оправки 2 во время ее работы.
Отверждение связующего оболочки непрерывной трубы 5 происходит в полимеризационных камерах 4. После отверждения связующего с помощью отрезного устройства 6 происходит рез неметаллической трубы 5 и в результате чего получается неметаллическая труба 5 заданной длины.
В таблице №1 приведены данные о весе оправки 2, согласно предложенному изобретению.
Также следует обратить внимание на то, что предложенная конструкция оправки позволяет производить быстрый и удобный монтаж и демонтаж оправки на установке непрерывного изготовления неметаллических труб.
Также предложенная конструкция оправки проста в изготовлении.
Понятно, что выше представлен один возможный пример реализации заявляемого изобретения. Изобретение не ограничивается представленным примером реализации. Так, например, очевидно, что наружная поверхность колец модуля может быть выполнена в виде правильного многогранника, содержащего по меньшей мере восемь граней, благодаря чему обеспечивается равномерное расположение на наружной поверхности кольца по меньшей мере двух сегментов.
Технический результат
Техническим результатом предложенного изобретения является упрощение конструкции оправки, а также уменьшение ее веса.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ НЕМЕТАЛЛИЧЕСКИХ ТРУБ | 2013 |
|
RU2551498C1 |
| УСТРОЙСТВО ДЛЯ ПРОПИТКИ ДЛИННОМЕРНОГО СТЕКЛОВОЛОКНИСТОГО МАТЕРИАЛА | 2013 |
|
RU2551497C1 |
| СПОСОБ И УСТРОЙСТВО НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ НЕМЕТАЛЛИЧЕСКИХ ТРУБ И НЕМЕТАЛЛИЧЕСКАЯ ТРУБА | 2014 |
|
RU2555467C1 |
| СПОСОБ ФОРМИРОВАНИЯ ВНЕШНЕЙ РЕЗЬБЫ НА КОНЦЕ СТЕКЛОПЛАСТИКОВОЙ ТРУБЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2014 |
|
RU2588517C2 |
| Устройство для непрерывного изготовления труб из армированных пластмасс | 1986 |
|
SU1388310A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТРУБ ИЗ АРМИРОВАННЫХ ПЛАСТМАСС | 1996 |
|
RU2116888C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ БЕСКОНЕЧНОГО ПОЛОГО ЦИЛИНДРА ИЛИ ПОЛЫХ ТЕЛ ИНОГО ВЫПУКЛОГО СЕЧЕНИЯ | 1995 |
|
RU2091232C1 |
| РЕЗЬБОВЫЙ ЗНАК | 1999 |
|
RU2147990C1 |
| Устройство для резки непрерывно движущихся неметаллических труб | 1986 |
|
SU1426790A1 |
| МНОГОСЛОЙНАЯ ТРУБА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2008 |
|
RU2397393C1 |
Изобретение относится к оправкам устройств непрерывного изготовления неметаллических труб. Оправка состоит из секторов, формирующих рабочую поверхность оправки, являющуюся формообразующей внутренней цилиндрической поверхности неметаллической трубы. Секторы установлены с возможностью перемещения вдоль оси вращения оправки. Оправка состоит из по меньшей мере четырех модулей, каждый из которых состоит из по меньшей мере двух соосно установленных колец одинакового диаметра, к наружной поверхности каждого из которых жестко прикреплено по меньшей мере два сектора оправки, которые равномерно расположены на наружной поверхности колец. Кольца всех модулей, образующих оправку, установлены соосно оси вращения оправки. Внешняя поверхность колец содержит по меньшей мере два выступа, к которым примыкают секторы. Изобретение обеспечивает уменьшение веса, а также упрощение конструкции оправки. 1 з.п. ф-лы, 6 ил., 1 табл.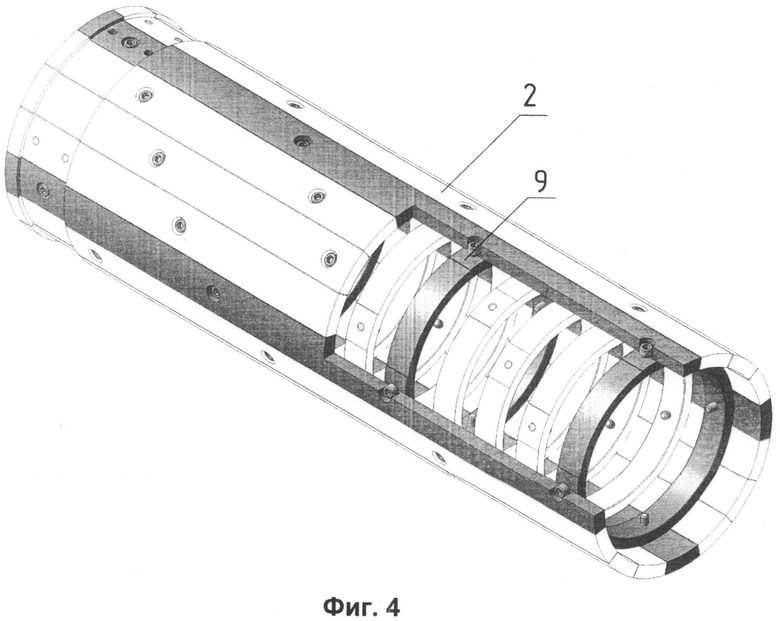
1. Оправка устройства непрерывного изготовления неметаллических труб, состоящая из секторов, формирующих рабочую поверхность упомянутой оправки, являющуюся формообразующей внутренней цилиндрической поверхности неметаллической трубы, при этом упомянутые секторы установлены с возможностью перемещения вдоль оси вращения оправки, отличающаяся тем, что оправка состоит из по меньшей мере четырех модулей, каждый из которых состоит из по меньшей мере двух соосно установленных колец одинакового диаметра, к наружной поверхности каждого из которых жестко прикреплено по меньшей мере два сектора оправки, которые равномерно расположены на наружной поверхности колец, при этом кольца всех модулей, образующих оправку, установлены соосно оси вращения оправки, а внешняя поверхность колец содержит по меньшей мере два выступа, к которым примыкают секторы.
2. Оправка по п. 1, в которой кольца в каждом модуле расположены с одинаковым шагом вдоль всей длины секторов модуля.
| ОПРАВКА ДЛЯ НЕПРЕРЫВНОЙ НАМОТКИ ТРУБ | 2005 |
|
RU2309043C1 |
| ОПРАВКА ДЛЯ НЕПРЕРЫВНОЙ НАМОТКИ ТРУБ | 2005 |
|
RU2323826C2 |
| ОПРАВКА ДЛЯ НЕПРЕРЫВНОЙ НАМОТКИ ТРУБ | 2005 |
|
RU2296050C1 |
| Оправка для изготовления трубчатых изделий намоткой | 1985 |
|
SU1353645A1 |
| Приспособление для шлифования шеек коленчатых валов на месте | 1928 |
|
SU17034A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ БЕСКОНЕЧНОГО ПОЛОГО ЦИЛИНДРА ИЛИ ПОЛЫХ ТЕЛ ИНОГО ВЫПУКЛОГО СЕЧЕНИЯ | 1995 |
|
RU2091232C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТРУБ ИЗ КОМПОЗИЦИОННО-ВОЛОКНИСТОГО МАТЕРИАЛА И СПОСОБ ИЗГОТОВЛЕНИЯ УСТРОЙСТВА | 2006 |
|
RU2334617C2 |
| Датчик дыхания | 1959 |
|
SU135582A1 |

